
Abstract
Today, people’s expectations of cars have changed because they travel more frequently and take much longer trips in their automobiles. Therefore, auto manufacturers have come to realize that comfort properties of automobiles should be improved in addition to their mechanical, technical and aesthetical properties. This study aimed to investigate the thermophysiological properties of the automotive upholstery woven fabrics produced with different blend ratios of flame resistant meta-aramid and wool yarns. For this purpose, twenty-eight automotive upholstery woven fabric samples were produced using two different weaving patterns and different blend ratios of flame resistant meta-aramid and wool yarns. Thermophysiological properties of the samples such as water vapor permeabilities, air permeabilities and thermal conductivities were measured, and their burning behaviours were tested according to the standards. The results obtained in this study were assessed by means of statistical methods, and the results of the statistical analysis showed that blending ratios of flame resistant meta-aramid and wool fiber had statistically significant effects on both the thermo-physiological properties and burning behaviours of automotive upholstery fabrics. This study showed that the thermal comfort values of the automotive upholstery fabrics of different meta-aramid/wool blend ratios were very close to one another. In addition, the air permeability values of these fabrics were increased with the increase of the meta-aramid content in the blend. The blends containing 25% meta-aramid fiber exhibited the highest increases in air permeability values of the fabrics. Besides, the blend of 25% meta-aramid and 75% wool fiber was found to be the optimal blending ratio in terms of the total burning time after the removal of the ignition source. Therefore, it can be concluded that thermo-physiological comfort properties and burning behaviours of automotive upholstery fabrics can be improved by using the blends with different meta-aramid contents, depending on desired fire performance levels and thermophysical properties.
Keywords
Introduction
In transportation vehicles, textiles first began to appear in folding roofs of cars by the end of the 19th century, and they came to be used for aircraft wings in the 20th century. Consumption of textiles reached 3.3 million tons in transportation vehicles in 2010 [1]. In the year 2019 alone, 92 million motor vehicles were produced around the world [2]. Approximately 20-25 kilograms of textile materials are used in the production of an average car, which suggests that the yearly textile consumption in car industry reaches about 1.2 million tons [3]. A wide variety of textile products manufactured with different fibres and methods are used in automobile industry; however, classical woven and knitted fabric structures are the most widely used structures in terms of design [1]. Automotive textiles encompass a variety of products, such as upholstery, carpeting, safety belt, airbag, sound insulation materials, interior lining, tire cord, door lining, automotive filters, etc. [4]. Carpets (including car mats) (3.5 kg/per car) and upholstery fabrics (4.5 kg/per car) constitute the most important part of automotive textiles production (Table 1) [5].
Amounts of automotive textiles according to usage [5].

Car seat, which is perhaps the most important part of the interior, is the first component that the customer appreciates when he or she opens the car door to look inside, thus becoming the main interface between human and machine. Therefore, the comfort is the most important factor that affects customer's purchasing decisions, specifically psychological comfort associated with the aesthetic appearance(s) and physiological comfort captured by the view and touch [6].
Towards the end of the 1990s, while the polyester fiber was widely used in car upholstery, especially in the automobile carpets and seat covers, other synthetic fibers such as polypropylene, polyacrylonitrile and polyamide fibers also began to be used in this field [7,8]. Synthetic fibers have lower moisture absorption rates than natural fibers; therefore, in hot weather, the fabrics made from synthetic fibers are known to show poorer thermal comfort properties than those made from natural fibers. Nowadays, people spend more time in their vehicles either because of increasing traffic density or long-term business trips, as a result of which customer expectations from automotive textiles have changed [9]. Nearly one-fourth of the human body sitting in a car is in direct contact with the car seat; consequently, it has become a necessity for manufacturers to enhance thermophysiological comfort properties of vehicles as well as improving their technical, mechanical and aesthetic properties. The thermophysiological comfort of car seats is closely related to upholstery fabrics and to other components of the car seat [10,11].
The most important factor of thermophysiological comfort of a car seat is associated with ensuring proper heat, air and moisture transfer between a human body and car seat components such as covering, lining and foams [12]. Good thermophysiological comfort of the car seat upholstery material improves the feeling of comfort when driving. Therefore, using hygroscopic materials with good thermal conductivity, air permeability and water vapor permeability in the manufacture of auto seat upholstery has gained in importance in recent years [10].
Recently, increased awareness of sustainability and recycling targets has driven the sales of hybrid fuel and electric cars, and car interiors have been changing again. Automotive textiles have been changing as well. Natural composites of wood and flax make panels and consoles; coil springs and wool have been inside executive class seats; nanotechnology has been used to keep seats clean and fresh [13].
Wool fiber provides a high level of thermal comfort owing to its high moisture absorption ability. Together with its high level of resiliency, these features make wool fiber attractive and appropriate, especially for seat cover fabrics. In addition, wool is a valuable fibre very well suitable for the recycling process [7,8,14]. Besides, wool is the most fire-resistant fiber among the natural fibers, because both its ignition point and limiting oxygen index (LOI) value are much higher than all other natural fibers (570-600˚C and 25-28% respectively) [15]. Furthermore, the high nitrogen (16%) and moisture contents (10-14%) in the chemical structure of wool impart an inherent fire resistance property to it. Because of its above-mentioned properties, wool fiber is difficult to ignite, burns slowly and goes out when the source of the flame is removed [15–17]. Because of these characteristics, wool fiber plays an important role in making upholstery fabrics fire resistant.
The fire resistance property of upholstery fabrics is one of the most desired safety parameters in cars; therefore, flammability tests of the fabrics to be used in cars have gained in importance in recent years. Nowadays, fire resistant properties of fabrics are improved using the fibers with high thermal stability and fire-resistant property like aramid fibers or synthetic fibers treated with flame retardants [18].
Aramid fibers inherently possess very high fire resistant properties; therefore, they are extensively used in the production of thermal protective fabrics. Aramid fibers are aromatic polyamide-based synthetic fibers, and they are commonly synthesized by a low-temperature polycondensation-based reaction of phenylenediamine and terephthaloyl chloride. In aramid fibers, at least 85% of the amide (–CONH) linkages are attached directly to two aromatic rings [19,20]. The aromatic groups are highly oriented and bound to the backbone chain; therefore, the fiber does not easily break down into ignitable molecular fragments. The presence of hydrogen bonding in aramid fibers affects the orientation of polymer chains, which creates a basis for improving the orientation and crystallinity of the fibers with heat treatment. Thanks to this outstanding property, aramid fibers become highly fire resistant, and they do not melt or drip, and exhibit only charring when exposed to higher temperatures for a long time. Besides, the high dissociation energies of C–C and C–N bonds in the main polymer chain impart high thermal stability to aramid fibers [19,21].
Aramid fibers fall into two main types: meta-aramid and para-aramid fibers. In para-aramid fibers, all the aromatic groups are linked in 1 and 4 positions along the backbone chain (Figure 1). On the other hand, in meta-aramid fibers, all the aromatic groups are linked in 1 and 3 positions along the backbone chain (Figure 2) [22,23].
The decomposition temperature of poly-m-phenylene isophthalamide (MPDA) is above 450 °C. Conjugation between the amide group and the aromatic ring in poly-p-phenylene terephthalamide (PPTA) increases chain rigidity, as a result of which the decomposition temperature exceeds 550°C [25–27].
We conducted a comprehensive literature review of the studies concerned with fire resistant fabrics, aramid, wool and aramid/wool blend fabrics and automotive upholstery fabrics. The majority of the studies about fire resistant fabrics were concerned with fibers, and fabrics rendered fire resistant by chemical treatments or finishing processes [28–38]. Most of the studies on aramid fibers, yarns and fabrics mainly focused on the use of aramid fibers in fiber-reinforced composites, and there were few studies on aramid blended yarns and fabrics [39–47]. Most of the wool-related studies available in the literature investigated properties of wools grown in different regions, wool blend materials and the effects of different dyeing methods. Although wool has good comfort properties, a limited number of studies have been performed so far in this field [48–53]. The literature review also showed that there were few studies investigating fire resistant wool yarns and fabrics [54–57].
Furthermore, from our review of the studies relating to automotive upholstery fabrics, it was seen that the majority of them examined the physical properties of the fabrics [58–61]. It has been only very recently that studies investigating comfort properties of automotive upholstery fabrics have begun to appear in the literature [62–65]. Wool fiber has had an important place in automotive upholstery fabrics, particularly in the upholstery fabrics of high-end cars, in terms of their comfort properties and sustainability; however, a limited number of studies are available in the literature about the use of wool in this field.
In this study, due to the above mention reasons, wool and meta-aramid yarns were especially chosen, and more fire resistant and comfortable automotive upholstery fabrics were produced from them in compliance with our experiment plan under controlled production condition. The findings of this study are expected to be useful for auto upholstery fabric manufacturers who attach more importance to safety and comfort; therefore, the study is also hoped to make an important contribution to the limited knowledge available in this field in the literature.
Materials and methods
Materials
In this study, Nm 60/1 and Nm 60/2 meta-aramid and wool yarns were used for the weft, and Nm 64/2 and Nm 76/2 100% wool yarns were used for the warp. Meta-aramid and wool weft yarns had the same twist values and twist directions. The length and count of meta-aramid fibres (Nomex) were 51 mm and 1,4 dtex, respectively. The length and fineness of wool fibres were 80 mm and 20 micrometer, respectively [66].
Methods
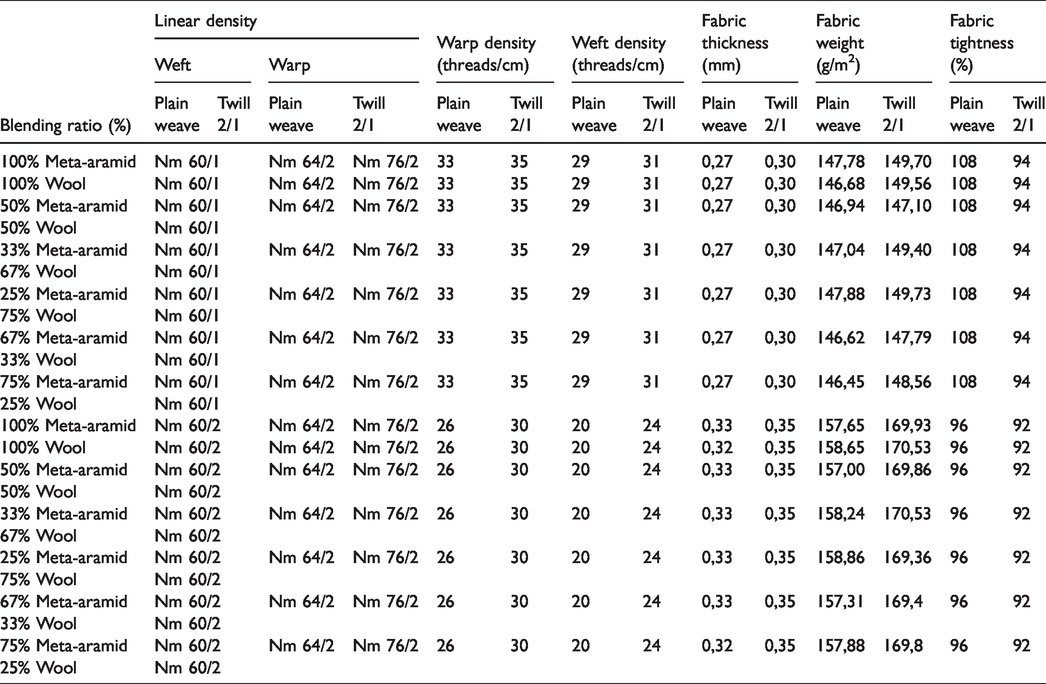
Twenty-eight woven upholstery fabric samples, whose properties were given in Table 2, were produced with plain and 2/1 twill weaves in seven different blend ratios. Air permeability tests of the samples were performed using SDL ATLAS M021A test device according to standard ISO 9237:1995. The measurements were repeated ten times for each fabric sample at 20 cm2 test area under 200 Pa pressure [67]. The water vapor permeability of the samples were measured using Permetest instruments according to the instructions given in Permetest User's Guide [68]. Thermal properties of fabric samples were measured using Alambeta instruments according to the instructions given in Alambeta User’s Guide [69]. The flammability tests of the samples were performed according to BS 5852:2006 (2-3) “Methods of test for assessment of the ignitability of upholstered seating by smouldering and flaming ignition sources” [70].The samples were exposed to a flame for 12 seconds, and butane was used as the flame source. Upholstery foams with flame-retardant properties were used for the tests. Flaming, melting, dripping and shrinkage were assessed with the naked-eye. The burning time and maximum char length (total burned length of the samples) were measured in seconds with a chronometer and in centimetres respectively after the removal of the ignition source.
Properties of plain and twill woven automotive upholstery fabrics [66].
All the measurements included in this study were carried out according to “ISO 139:2005, Textiles - Standard atmospheres for conditioning and testing” under standard atmospheric conditions (20 ± 2°C and 65% ± 4% moisture) [71]. The measurements were repeated five times for each fabric sample
The tightness of fabric is determined by taking the ratio of the sum of the fabric warp and weft setts to the sum of the warp and weft setts calculated for the standard fabric with the same yarns (Hamilton 1964). Theoretical warp and weft densities of fabrics were calculated according to Brierley (1931) theory [72]. He derived the following equation
The effects of blending ratio, yarn linear density and weaving pattern on the thermo-physical properties and burning behaviours of woven upholstery fabric samples were assessed using Statistical Package for the Social Sciences (SPSS). Analysis of variance and the Student Newman Keuls (SNK) tests were performed at the 5% significance level.
Result and discussion
The investigation of air permeability properties of automotive upholstery fabrics woven with meta-aramid and wool yarns
The SNK test results given in Table 3 and values given in Figure 3(a) and (b) showed that the air permeability values of the automotive upholstery fabrics made from Nm 60/1 weft yarns and were higher than those of the fabrics made from Nm 60/2 weft yarns. Besides, the air permeability values of plain woven automotive upholstery fabric samples were higher than those of twill weave ones. The effects of yarn linear densities, weave patterns and blend ratios on air permeability values of automotive upholstery fabrics were statistically significant.
SNK test results of the plain and twill woven automotive upholstery fabrics for air permeability [66].
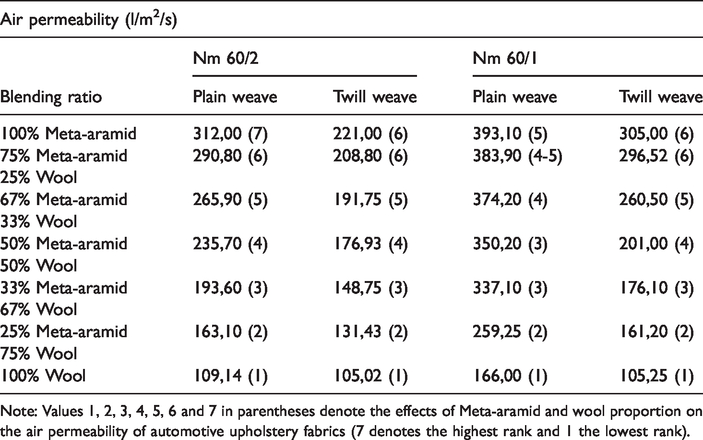
Note: Values 1, 2, 3, 4, 5, 6 and 7 in parentheses denote the effects of Meta-aramid and wool proportion on the air permeability of automotive upholstery fabrics (7 denotes the highest rank and 1 the lowest rank).

(a). Chemical structures of para-aramid (b) Chemical structures of meta-aramid [24].

Nomex meta-aramid synthesis [21].

(a) Air permeability test results of plain woven automotive upholstery fabrics (l/m2/s). (1)- 100% meta-aramid yarn, (2)-75/25 meta-aramid/wool yarn, (3)-67/33 meta-aramid/wool yarn, (4)-50/50 meta-aramid/wool yarn, (5)-33/67 meta-aramid/wool yarn, (6)-25/75 meta-aramid/wool yarn, (7)-100% wool yarn. (b). Air permeability test results of twill woven automotive upholstery fabrics (l/m2/s). (1)- 100% meta-aramid yarn, (2)-75/25 meta-aramid/wool yarn, (3)-67/33 meta-aramid/wool yarn, (4)-50/50 meta-aramid/wool yarn, (5)-33/67 meta-aramid/wool yarn, (6)-25/75 meta-aramid/wool yarn, (7)-100% wool yarn.
Examination of Table 3 showed that the fabrics made from Nm 60/1 weft yarns had higher tightness factors, but lower weight and thickness values than those made from 60/2 weft yarns and that plain woven fabrics had higher tightness factors but lower weight and thickness values than twill woven fabrics. The tightly woven fabrics are expected to have lower porosity and thus lower air permeability values. However, porosity of a fabric depends on yarn properties (yarn number, twist number, production method, number of plies), weave structure, fabric weight, fabric thickness and finishing processes applied. When air passes through the fabric woven with plied yarns, kinetic energy of air molecules decreases, and therefore, air permeability is expected to decrease as well because it is subjected to a lot of surface friction during its flow through yarn plies. Air permeabilities of fabrics are inversely proportional to their thicknesses and weights; their porosities and thus air permeabilities are known to decrease as their weights and thicknesses increase [73–75]. The study also confirms that fabric weights and thickness are more significant than fabric weave structures and weaving densities in terms of air permeability.
The findings of this study suggest that upholstery fabrics with higher air permeability properties can be obtained by decreasing weights and thicknesses of fabrics, and thus drivers and people travelling in cars will feel more comfortable due to good air transfer ensured between human bodies and automotive upholstery fabrics.
An examination of the effects of the different meta-aramid/wool blend ratios of the automotive upholstery fabrics showed that air permeability values increased with the increase of the meta-aramid ratio in the blends (Figure 3 and Table 3). Wool has natural crimps, and scales on its surface and this is one of the reasons why air permeability values decrease with the increase of the ratio of wool yarns in the blend. Another reason is that the swelling of wool fibers is greater than meta-aramid fibers under standard conditions and, accordingly, the porosity of wool fabrics is decreased. Under standard conditions, the moisture regain of the wool fiber is 16–18%, but it is 4.5-5% for the meta-aramid fibers [76]. Changes which occur in fabric structures as hygroscopic fibers swell at high humidities can have a large influence on air permeability of fabrics. The swelling of fibers causes fabric pores to close down, thereby increasing the material’s resistance to air flow through it; this also affects the capabilities of the fabric layers to transmit water vapor and conduct heat. As the rate of liquid absorption and swelling of a fabric made from liquid absorbing fibers increases, the fabric resistance to air flow increases as well [77]. Temperature and moisture cause swelling of the internal cells of the cortex of the wool fiber, whose surface is covered with overlapping scales; this enlarges the angles that the scales (scale edges) make with the fiber axes and, accordingly, causes these scales to interlock with each other more tightly [76]. This behaviour is thought to contribute to the decrease in air permeability.
The results obtained in this study showed that only the blends containing 25% meta-aramid fiber exhibited the highest increases (about 50%) in air permeability values of the fabrics. Increasing the meta-aramid content in the blend from 75% to 100% led to increases varying from 2 to 12% in air permeability values. Wool and wool blend upholstery fabrics have come to be widely used in executive car industry, where safety and comfort are the top priority; therefore, small ratios of meta-aramid fibers can be added to the blends of the automotive upholstery fabrics to be used in them in order to improve their fire resistant properties and enhance their air permeability properties (Table 3 and Figure 3).
The investigation of water vapor permeability properties of automotive upholstery fabrics woven with meta-aramid and wool yarns
In this study, it was found that the effects of weave patterns on water vapor permeability of the automotive upholstery fabrics were not statistically significant, but yarn linear densities had statistically significant effects on water vapor permeability of these fabrics. The fabrics made from Nm 60/1 weft yarns in different blend ratios showed higher water vapor permeability values than those made from 60/2 weft yarns (Table 4). Water vapor permeability of a fabric is closely related to its air permeability and thermal comfort perception during use.
SNK test results of the plain and twill woven automotive upholstery fabrics for water vapor permeability [66].

Note: Values 1, 2 and 3 in parentheses denote the effects of Meta-aramid and wool proportion on the water vapor permeability of automotive upholstery fabrics (3 denotes the highest rank and 1 the lowest rank).
The data given in Table 2 showed that the fabrics woven with Nm 60/1 weft yarns had lower weight and thickness values than those of the fabrics woven with Nm 60/2 weft yarns. Permeability values of fabrics are inversely proportional to their thicknesses and weights; it is known that, as their weights and thicknesses increase, their porosities and thus permeabilities (air and water vapor) decrease [73–75]. As the fabric gets thinner, the fabric structure tends to become more porous, consequently allowing more water vapor to pass through it.
Blend ratios had statistically significant effects on water vapor permeability of the automotive upholstery fabrics. Table 4 and Figure 4(a) and (b) showed that the highest water vapor permeability value was obtained from the fabrics made from 100% meta-aramid weft yarns, while the lowest water vapor permeability value was obtained from the fabrics made from 100% wool weft yarns. With regard to the blended fabrics, their water permeability values decreased as their wool yarn percentages increased but when their meta-aramid percentages increased, their water vapor permeability values increased as well. This can be explained by the fact that the wool and meta-aramid fibers have different moisture regains under standard conditions. It will take a longer time for the wool fabric to reach moisture equilibrium with the environment because the moisture regain percentage of the wool fiber is about 16-18%, while it is about 4,5-5% for the meta-aramid fiber[78,79]. Besides, wool yarns are inherently hairier than meta-aramid yarns and their hairiness causes closure of the pores in the fabric; therefore, fabrics which contain wool yarns are thought to have low water vapor permeability values [80].

(a) Water vapor permeability test results of plain woven automotive upholstery fabrics (%). (1)- 100% meta-aramid yarn, (2)-75/25 meta-aramid/wool yarn, (3)-67/33 meta-aramid/wool yarn, (4)-50/50 meta-aramid/wool yarn, (5)-33/67 meta-aramid/wool yarn, (6)-25/75 meta-aramid/wool yarn, (7)-100% wool yarn. (b) Water vapor permeability test results of twill woven automotive upholstery fabrics (%). (1)- 100% meta-aramid yarn, (2)-75/25 meta-aramid/wool yarn, (3)-67/33 meta-aramid/wool yarn, (4)-50/50 meta-aramid/wool yarn, (5)-33/67 meta-aramid/wool yarn, (6)-25/75 meta-aramid/wool yarn, (7)-100% wool yarn.

(a) Thermal conductivity test results of plain woven automotive upholstery fabrics (
Wool fiber has a high vapor moisture absorbency; however, wool fabrics help the body keep cool, dry and comfortable during skin-wool fabric contact, because wool fiber has a good moisture transfer property [81]. Differences among the water vapour permeability values of the fabrics containing different ratios of wool and meta-aramid yarns were statistically meaningful; however, as can be seen in Figure 4 and Table 4, these values were very close to each other. As is the case with wool fiber, meta-aramid fiber has good water vapor permeability as well. Consequently, automotive upholstery fabrics with better water vapor permeabilities can be obtained by using different blend ratios of wool and meta-aramid yarns for executive class cars, which put safety and comfort parameters as top priority.
The investigation of thermal conductivity of automotive upholstery fabrics woven with meta-aramid and wool yarns
One of the results obtained from this study was that the effects of yarn linear densities and weave patterns on thermal conductivity values of the fabrics were statistically significant, whereas the effects of blend ratios were not (Table 5). The thermal conductivity values of the fabrics made from Nm 60/2 weft yarns were a bit higher than those of the fabrics produced from Nm 60/1 weft yarns (Figure 5) (the average thermal conductivity values of fabrics made from Nm 60/2 and Nm 60/1 weft yarns were 33,9 and 32,3 respectively). The thermal conductivity values of the twill fabrics were a bit higher than those of the plain fabrics (the average thermal conductivity values of twill and plain fabrics were 33,56 and 32,68 respectively). From Table 2, it could be seen that these differences resulted from the fact that the fabrics made from Nm 60/1 weft yarns had lower weights and thicknesses than those made from Nm 60/2 weft yarns and that the fabrics woven in plain weave had lower weights and thicknesses than those woven in twill weave. Fabric thickness has a significant effect on the thermal conductivity value of a fabric. As the fabric weight and thickness decrease (Table 2), the number of fibers decreases and thus the porosity of the fabric increases, [73–75] meaning that the amount of air entrapped in the fabric increases. Since the thermal conductivity coefficient of the air is lower than that of the fibres, the fabrics woven from Nm 60/1 weft yarns have low thermal conductivity values (λair = 0,026 W/mK) [82,83]. Heavier and thicker fabrics have higher densities; therefore, they are expected to have lower porosities. Thus, denser fabrics entrap lower amounts of air within their structures, as a result of which their thermal conductivity values increase [84–86].
SNK test results of the plain and twill woven automotive upholstery fabrics for thermal conductivity [66].

Note: Values 1 and 2 in parentheses denote the effects of Meta-aramid and wool proportion on the thermal conductivity of automotive upholstery fabrics (2 denotes the highest rank and 1 the lowest rank).
An examination of the effects of meta-aramid and wool fibers on thermal conductivity values of woven fabrics showed that thermal conductivity values of the fabrics made with different blend ratios of meta-aramid and wool yarns were very close to one another (Table 5). Thermal conductivity of a fabric is closely related to its thickness and thermal conductivity coefficients of its fibers. Meta-aramid and wool fibers have similar thermal conductivity coefficients. The thermal conductivity coefficient of the wool fiber is 0,193 W/m2K, and it is 0,130 W/m2K for the meta-aramid fiber [87]. Besides, the wool fiber has a porous structure, and the air entrapped in these pores works as a heat insulator [88].
The investigation of thermal absorptivity of automotive upholstery fabrics woven with meta-aramid and wool yarns
The effects of yarn linear densities and weave patterns on the thermal absorptivity values appeared to be statistically insignificant; however, as could be seen from the SNK test results given in Table 6, the thermal absorption values of the fabrics made from 60/2 weft yarns were higher than those of the fabrics made from 60/1 weft yarns. The average absorption values were 196,97 Ws1/2K−1m−2 and 192,7 Ws1/2K−1m−2 for Nm 60/2 and Nm 60/1 fabrics, respectively. These differences resulted from the fact that the fabrics made from Nm 60/1 weft yarns had lower weights and thicknesses than those made from Nm 60/2 weft yarns. Thick and heavy fabrics have high amounts of fibre contents, which reduces the volumes of air gap space in them and thus decreases the amount of air trapped inside the fabrics. The thermal absorptivity is an indicator of the warm-cool feeling, which is the very first sensation experienced when the human hand touches a fabric. Lower thermal absorptivities create warmer feelings, whereas higher thermal absorptivities lead to cooler feelings. With the increase in the amount of fibre content in the fabric, the amount of moisture absorbed by the fibres increases, as a result of which cool to the touch feeling increases [82,83,89].
SNK test results of the plain and twill woven automotive upholstery fabrics for absorptivity [66].

Note: Values 1 and 2 in parentheses denote the effects of Meta-aramid and wool proportion on the thermal absorptivity of automotive upholstery fabrics (2 denotes the highest rank and 1 the lowest rank).
Figure 6 showed that thermal absorptivity values increased with increasing percentage of wool in the woven fabrics made from wool/meta-aramid blended yarns. Thermal conductivity coefficients of meta-aramid and wool fibers are very close to each other, whereas moisture contents of wool fibers are higher than those of meta-aramid fibers. Therefore, moisture contents of wool fiber and wool products increase with increasing relative humidity, as a result of which cool to the touch feeling increases; that is, thermal absorptivity of the fabrics increase [83,90].

(a) Thermal absorptivity test results of plain woven automotive upholstery fabrics (b: Ws1/2K−1m−2). (1)- 100% meta-aramid yarn, (2)-75/25 meta-aramid/wool yarn, (3)-67/33 meta-aramid/wool yarn, (4)-50/50 meta-aramid/wool yarn, (5)-33/67 meta-aramid/wool yarn, (6)-25/75 meta-aramid/wool yarn, (7)-100% wool yarn.(b) Thermal absorptivity test results of twill woven automotive upholstery fabrics (b: Ws1/2K−1m−2). (1)- 100% meta-aramid yarn, (2)-75/25 meta-aramid/wool yarn, (3)-67/33 meta-aramid/wool yarn, (4)-50/50 meta-aramid/wool yarn, (5)-33/67 meta-aramid/wool yarn, (6)-25/75 meta-aramid/wool yarn, (7)-100% wool yarn.
Thermal conductivity and absorption properties which are desirable in fabrics depend on the environment and climatic conditions where the customer lives. For example, in hot weather, customers’ expectations from automotive upholstery fabrics are to get the increased cool to the touch feeling; however, the situation is the other way around in cold weather.
The properties of wool and meta-aramid fibers are very similar to each other with regard to thermal conductivity; however, small differences exist between them in terms of thermal absorptivity. If desired or necessary, the wool and meta-aramid contents can be increased to obtain higher feelings of coolness and warmth, respectively. The results given in Table 6 showed that the optimal values were obtained from the blended fabrics of 50% wool and 50% meta-aramid.
The investigation of burning behaviours of automotive upholstery fabrics woven with meta-aramid and wool yarns
The flame retardancy properties of the fabrics are influenced by yarn characteristics, fabric density and construction, finish treatments and applications, and closeness of weave. In this study, the burning behaviours of fabrics were assessed according to BS 5852:2006 (2-3) “Methods of test for assessment of the ignitability of upholstered seating by smouldering and flaming ignition sources.” A close assessment with the naked eye showed that none of the fabric samples caught fire, except for the 100% wool fabric samples. No fabric sample exhibited any smouldering combustion, melt dripping or shrinkage. These results were also seen in the photographs taken after the burning tests (Figure 7). In addition to our assessments made with the naked eye, the total burned lengths (char length) and total burning times of the fabric samples which occurred after the removal of the ignition source were measured in centimeters and seconds, respectively.

Images of carbonized automotive upholstery fabric samples after fire tests [66].
The fabrics made from Nm 60/1 weft yarns had lower weights and thicknesses than those made from Nm 60/2 weft yarns, and the fabrics woven in plain weave had lower weights and thicknesses than those woven in twill weave. As it is known, the ambient oxygen content plays an important role in the occurrence of the burning of materials. As the fabric weight and thickness decrease (Table 2), the number of fibers decreases and thus the porosity of the fabric increases, [73–75] meaning that the amount of air (oxygen) entrapped in the fabric increases. For this reason, the average char length of the fabrics woven with Nm 60/1 weft yarns was higher than that of the fabrics woven with Nm 60/2 weft yarns (12 mm and 11,7 mm, respectively). Similarly, the average char length of plain woven fabrics was higher than that of the twill woven fabrics (12,25 mm and 11,57 mm, respectively) (Table 7). However, the yarn linear densities, weave patterns and blending ratios had statistically significant effects on the total burning times of only 100% wool fabric samples after the removal of the ignition source.
Maximum char length and burning time of automotive upholstery fabrics after the removal of the ignition source [66].

Note: Values 1 and 2 in parentheses denote the effects of Meta-aramid and wool proportion on the burning time and char length of automotive upholstery fabric after the removal of the ignition source (2 denotes the highest rank and 1 the lowest rank).
Automotive upholstery fabrics are expected to possess some specific functional properties, in addition to having the mechanical and fastness properties that meet certain standards. The most important among these functional properties is the ability of these fabrics to resist high heat or to self-extinguish in a very short time after they catch fire. Automotive upholstery fabrics made from synthetic-based fibers like polyester have been used in cars in various segments. The fabrics made from synthetic-based fibers are made flame-retardant either by adding flame retardant chemicals to polymers during fiber spinning, or by treating these fabrics with such chemicals during finishing process. It is known that 100% wool fiber and the blends with certain amounts of synthetic-based fibers have been used in the upholstery fabrics of aircraft and executive class cars, owing to its comfort and a high level of inherent flame resistance. Due to their high inherent flame resistance, 100% meta-aramid fibers or their blends with different fibers are used in the manufacture of the fabrics which are desired to have protective properties against high temperatures and flames. As a result, fabrics made from inherently fire resistant wool and meta-aramid fibers are expected to have higher heat and fire resistance than those which are made fire resistant with chemical treatment. From the SNK test results obtained in this study, it could be stated that the length of char which occurred after the burn test decreased with the increase of the meta-aramid fiber ratio in the blend (Figure 7). However, the addition of 25% percent meta-aramid fiber to the wool blends improved heat and fire resistance properties of the fabrics, and the blend of 25% percent meta-aramid and 75% percent wool fiber was found to be the optimal blending ratio in terms of the total burning time after the removal of the ignition source.
Conclusion
The thermophysical and fire-resistant properties of meta-aramid/wool blended fabrics were evaluated, and the following results were obtained: The fabrics made of Nm 60/2 yarns had higher weights than those made from Nm 60/1 yarns; therefore, they had low air and water vapor permeability values but high thermal conductivity and absorption values. It was also observed that the average char length of the fabrics woven with Nm 60/1 weft yarns was higher than that of the fabrics woven with Nm 60/2 weft yarns. Twill woven fabrics had higher weights than plain woven fabrics; consequently, they had low air and water vapor permeability values but high thermal conductivity values. The weave patterns had insignificant effects on the thermal absorption and the total burning time of the meta-aramid/wool blended fabrics; however, the average char length of plain woven fabrics was higher than that of the twill woven fabrics Air permeability values decreased with the increase in wool fiber contents in the meta-aramid wool blends, but the water vapor permeability values were found to be very close to one another. Thermal conductivity coefficients of wool and meta-aramid fibers and thicknesses of the fabrics obtained were very close to each other. For this reason, the thermal conductivity values of the fabrics made with different blend ratios of wool and meta-aramid fibers were also very close to one another. The thermal absorption values, namely cold to the touch feelings, of the fabrics increased markedly with increasing wool ratios in the blends. It was observed that the addition of 25% percent meta-aramid fiber to the wool blends improved heat and fire resistance properties of the fabrics, and the blend of 25% percent meta-aramid and 75% percent wool fiber was found to be the optimal blending ratio in terms of the total burning time after the removal of the ignition source. However, this study showed that the burned length decreased with the increase of the meta-aramid fiber content in the blend.
The performances of automotive upholstery fabrics depend on many factors, such as weave structure, yarn properties, applied finishing processes, etc., and raw materials perhaps play the most important role in the realization of these performances. Nowadays, more studies are directed towards developing new high-performance fibers to be used in the manufacturing of textiles for a specific high performance applications and towards improving the performance properties of the existing textile fibers. In this study, high-performance meta-aramid fibers and wool fibers were blended together, and it was seen that the fire resistance and comfort properties of the automotive upholstery fabrics were improved by adding small amounts of meta-aramid fiber into the wool blends. As it is known, wool fiber has high thermal comfort properties. This study showed that the thermal comfort values of the automotive upholstery fabrics of different meta-aramid/wool blend ratios were very close to one another. In addition, the air permeability values of these fabrics were increased with the increase of the meta-aramid content in the blend. Therefore, it can be concluded that comfort properties of automotive upholstery fabrics can be improved by using the blends with different meta-aramid contents, depending on desired fire performance levels.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.