
Abstract
Aim of this study was to investigate the effects of filament cross section on the performance of automotive upholstery fabrics. Thirty-six yarns were produced by changing the cross section of poly(ethylene terephthalate) fibers (round, octolobal and W-channel) and the air-jet texturing parameters (overfeed and number of core and effect yarns). After heat-setting and dyeing the yarns were woven into fabrics and laminated. Performance tests of both the air-jet textured yarns and the fabrics were carried out. It was observed that W-channel gave the most different air-jet textured yarn structure. It formed a bulky, uneven yarn structure with many open loops. No pronounced difference in the recovery from strain behaviors of the air-jet textured yarns was recorded. For all the cross-section types, increase in the looped structure resulted in higher permanent elongation values. In case of fabrics, all the filament cross sections gave satisfactory results for the light fastness and the abrasion resistance tests. It was concluded that changing filament cross section had the most significant effect on air permeability. W-channel gave the lowest air permeability, while octolobal gave the highest one.
Keywords
Introduction
Automotive textiles are one of the main groups in technical textiles. Headliners, seat covers, carpets, interior trims, airbags, seat belts and some textile reinforced composites are well-known textile materials used in the automotive [1,2]. In these groups of materials, seat fabrics take a huge portion. Seat fabrics generally consist of three components namely upholstery fabric, foam and scrim. Seat upholstery fabrics are used to provide aesthetic view, comfort and abrasion resistance. Foam is used to prevent the wrinkles rising from the upholstery fabric and also to provide comfort, whereas scrim helps trimming of the seat cover and prevents deformation of the foam. Woven polyester fabrics are widely used as upholstery fabrics besides knitted and nonwoven fabrics [1-4]. The physical and chemical properties of the seat fabrics are very important. Seat upholstery fabrics must meet severe specifications obligated by original equipment manufacturers. Therefore performance of the components inside the seat fabrics is critical and must be high. Fabrics must have high resistance of abrasion, snagging, light, heat and chemical aging. Furthermore fabrics must have low flammability, sufficient elongation for trimmability and a good touch [3].
Polyethylene terephthalate (PET) fibers are specially preferred for automotive applications due to their superior properties, like relatively high tenacity, abrasion and UV resistance, dimensional stability etc.
Regular melt-spun fibers have circular sections due to the round orifices of the spinneret. However, only by changing filament cross section various surface and mechanical properties such as luster, friction, moisture regain, bulk, crease recovery, flexural rigidity, abrasion resistance, pilling, dyeing, resiliency, tenacity, covering power, hand or feel etc. can be altered. The first attempt about non-circular cross sections was to mimic the gloss of silk fibers by changing the cross section to a trilobal shape. Since then many different cross sections have been introduced for several purposes [5-8].
Most of the research on filament cross section focused on its effects on fiber properties [5,7,9–11], and very few have extended to its influence on fabric properties [6,8,12-14]. Moreover in most of the papers the yarns were directly woven or knitted into fabrics without any treatments like texturing.
In automotive textiles filaments are usually used after texturing and air-jet texturing constitutes a major portion of it. Air-jet texturing process produces bulked, spun-like yarns by using a turbulent fluid-usually compressed air [15,16]. Air-jet texturing enables production of yarns with different properties. Changing filament cross section of the feeder yarn is only one of these possibilities. Changing filament cross section directly affects the yarn structure, since it changes the flexural rigidity of filaments and the drag forces acting on them. This subject was investigated by other researchers before; however, no experimental study was performed. They explained this topic only theoretically [17].
In this study effect of filament cross section on the performance of automotive upholstery fabrics was analyzed. Besides filament cross section, air-jet texturing parameters like overfeed and number of core and effect yarns were also changed to determine the best yarn structure. Effect of filament cross section was investigated from single filament to laminated fabric including air-jet texturing process. Moreover, all the productions and performance tests were carried out according to the obligations of original equipment manufacturers. Therefore, findings of this study indicate real performance of an automotive upholstery fabric produced from PET filaments with different cross sections.
Materials and methods
In this study, the yarns were air-jet textured, heat-set, dyed at package form, woven into fabrics and laminated (face fabric/foam/scrim). The upholstery fabrics are used in automotive seats after lamination. Therefore, fabric performance tests were performed on the laminated fabrics.
Materials
Fully drawn, multifilament, PET fibers with different cross sections namely round, octolobal and W-channel were used. The yarns were 167 dtex with a filament number of 47.
Air-jet texturing studies
Details of the air-jet texturing process and the given yarn codes.

Yarn characterization studies
Mechanical properties of the feed yarns, the single filaments and the air-jet textured yarns were analyzed by tensile tests. Single filaments were tested on a 4301 Instron tensile tester with a gauge length of 50 mm and a crosshead speed of 50 mm/min, in the Laboratories of Uludag University, Textile Engineering Department. Meanwhile a Zwick model tensile tester, in the Laboratories of Martur R&D Center, was used to test both the feed and the textured yarns with a gauge length of 500 mm and a crosshead speed of 100 mm/min. The single filaments and the yarns were tested by using 10 N and 100 N capacity load cells, respectively. For each sample 10 test runs were carried out.
Cross sections of the single filaments were analyzed by SEM studies in a Carl Zeiss Evo 40 model scanning electron microscope, in the Laboratories of Uludag University, Physics Department.
Air-jet textured yarns were also characterized by optical microscopy tests. An automatic trinoculer stereo zoom microscope (Olympus SZ6045 Model) was used for the optical microscopy studies.
Instability of the air-jet textured yarns was determined by recovery from strain measurements [18-20] with a constant crosshead speed of 20 mm/min and a gauge length of 300 mm. The samples were extended to 30% of their breaking strains determined in the tensile tests. The tests were carried out on a Universal Fiber Tester (UFT) [21] according to the following procedure: the specimen was first extended to a predetermined strain (the region labeled 1 in Figure 1). The specimen was then held at this strain for 2 min (region 2). During this time, some stress-relaxation took place, result of internal flow. The crosshead was then returned to its original position (region 3). After a further pause of 5 min (region 4), the filament was re-extended (region 5) [19].
Recovery cycle and definition of terms [19].
Optical microscopy studies and the instability tests were performed in the laboratories of Uludag University, Textile Engineering Department.
Fabric production and fabric performance tests
Fabric production
2/2 twill is widely used in automotive upholstery fabrics. Therefore it was chosen as the fabric construction. Fabric production was performed on a rapier machine with jacquard using the air-jet textured yarns as both warp and weft. Warp and weft densities were 23 ends/cm and 16 picks/cm, respectively. After weaving, stentering was carried out. Flame lamination was performed with polyurethane foam and warp knitted scrim. The weaving and finishing parameters were kept constant for all the fabrics.
Fabric strength tests
Tensile strength of the fabrics is critical to measure their performance. In tensile strength test, breaking strength (N) and breaking elongation (%) of fabrics were measured. Breaking strength is the maximum load required to break the fabric and the breaking elongation is the ratio of extended length at break to initial length of the fabric. Zwick model tensile tester with a 5 kN capacity load cell was used for the measurements. The gauge length was 200 mm and the crosshead speed was 100 mm/min. For each fabric, an average of five test runs has been reported. The tests were carried out according to the Peugeot Citroen group specification D41 1029.
Light fastness tests
These tests were performed to measure the fade occurring on the fabrics under UV light. The measurements were carried out according to the Fiat specification 50451/01. Xenon lambs were used with borosilicate type S filters. The irradiance filter was 340 nm and the tests were carried out under 55% moisture and 60 ℃ for 65 h (as in Fiat specifications). The results were evaluated according to the grey scale.
Abrasion tests
There are different test methods to measure abrasion resistance of automotive upholstery fabrics. In this study Taber and Martindale tests were used. In Taber tests; Taber wheels were used and a weight of 1 kg was applied with 1.000 test cycles. Yarn breaks/color change/surface deformation were analyzed for the evaluation. In Martindale tests 9 kPa force was applied and the test cycle was set at 50.000. In the test, abrasive fabric was used. The Martindale tests were evaluated according to the deformation on the surface of the fabric.
Stiffness/softness tests
Measurement of stiffness/softness of the fabrics was performed on a Zwick testing device with an adapted head, according to Toyota Motor Company specification TSL 2104G. The testing equipment measures the force needed to bend the fabric. Higher bending force indicates a stiffer fabric.
Air permeability tests
Air permeability of the fabrics was tested in order to see the effect of yarn type on the permeability/porosity of the fabrics. The air permeability of the fabrics was measured with a Frasier Type Air Permeability Tester FAP-F2 according to ASTM D737. In this test the rate of air flow passing perpendicularly through a known area of fabric was adjusted to obtain a prescribed air pressure differential between the two fabric surfaces. From this rate of air flow, the air permeability of the fabric was determined. Ten specimens were tested for each fabric.
Results and discussion
SEM images and tensile test results of the single filaments are given in Figure 2 and Table 2, respectively. For all the filament cross sections similar modulus and tenacity values were recorded. However, a pronounced difference was observed in terms of breaking strains. W-channel gave the lowest breaking strain, while round and octolobal filament cross sections have similar results.
SEM images of the single filaments: (a) round, (b) octolobal and (c) W-channel. Tensile test results of the single filaments.

Properties of the feed yarns.

In air-jet texturing, shape and amount of the loops are affected by both feed yarn properties and process parameters. Increasing overfeed and number of effect component increase the looped structure (Figures 3–5). Increase in the looped structure decreases tenacity of the yarns (Table 4). This can be explained by the decrease in the number of load-bearing filaments located parallel to the yarn axis. However relation between the looped structure and breaking elongation of the yarns is not that clear. It depends on the behavior of the loops under stress. If the loops are easily pulled out then breaking elongation increases, if they remain intact then breaking elongation decreases.
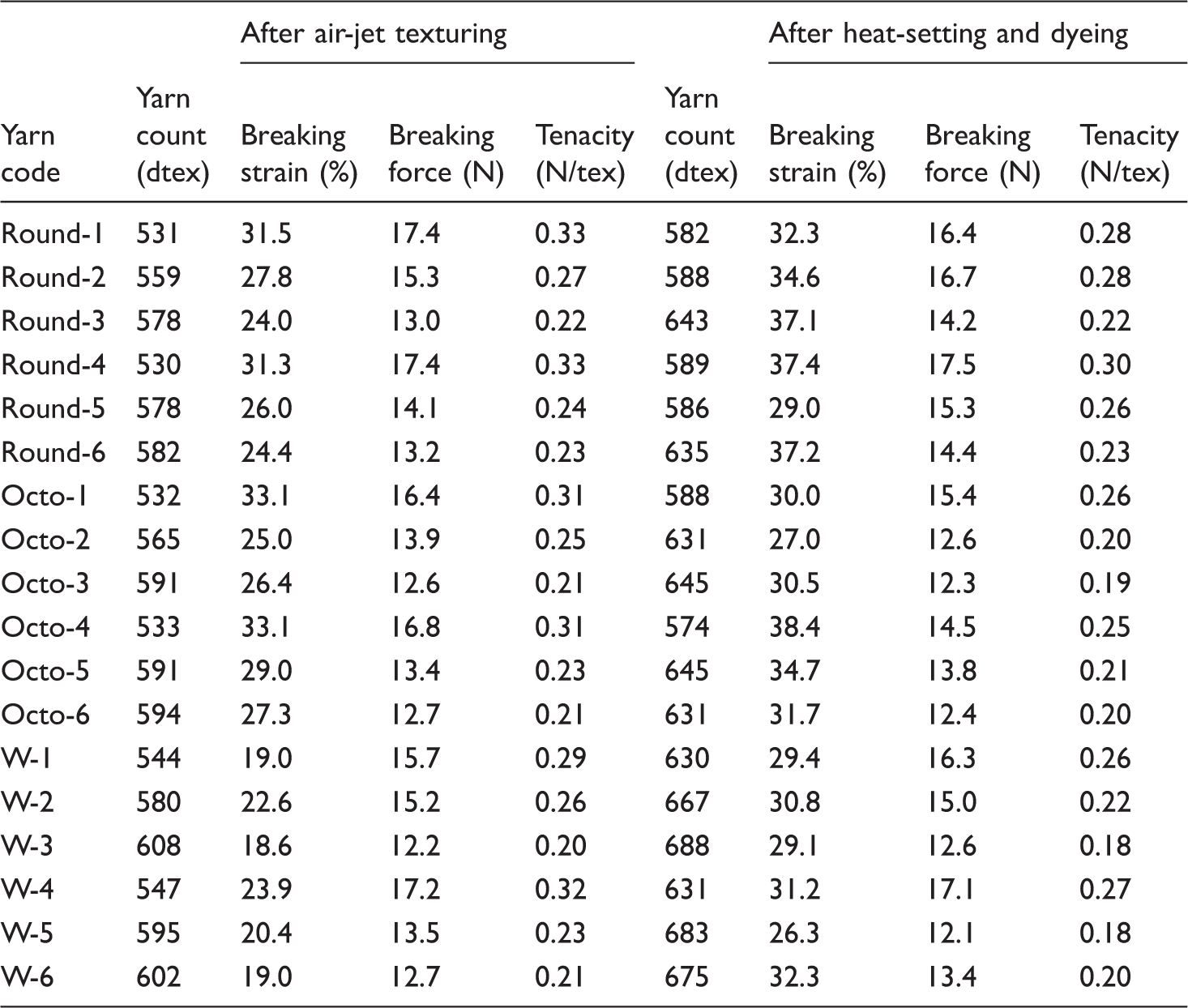
Optical microscopy images of the air-jet textured yarns: (a) Round-1, (b) Round-2, (c) Round-3, (d) Round-4, (e) Round-5 and (f) Round-6. Optical microscopy images of the air-jet textured yarns: (a) Octo-1, (b) Octo-2, (c) Octo-3, (d) Octo-4, (e) Octo-5 and (f) Octo-6. Optical microscopy images of the air-jet textured yarns: (a) W-1, (b) W-2, (c) W-3, (d) W-4, (e) W-5 and (f) W-6. Tensile test results of the yarns.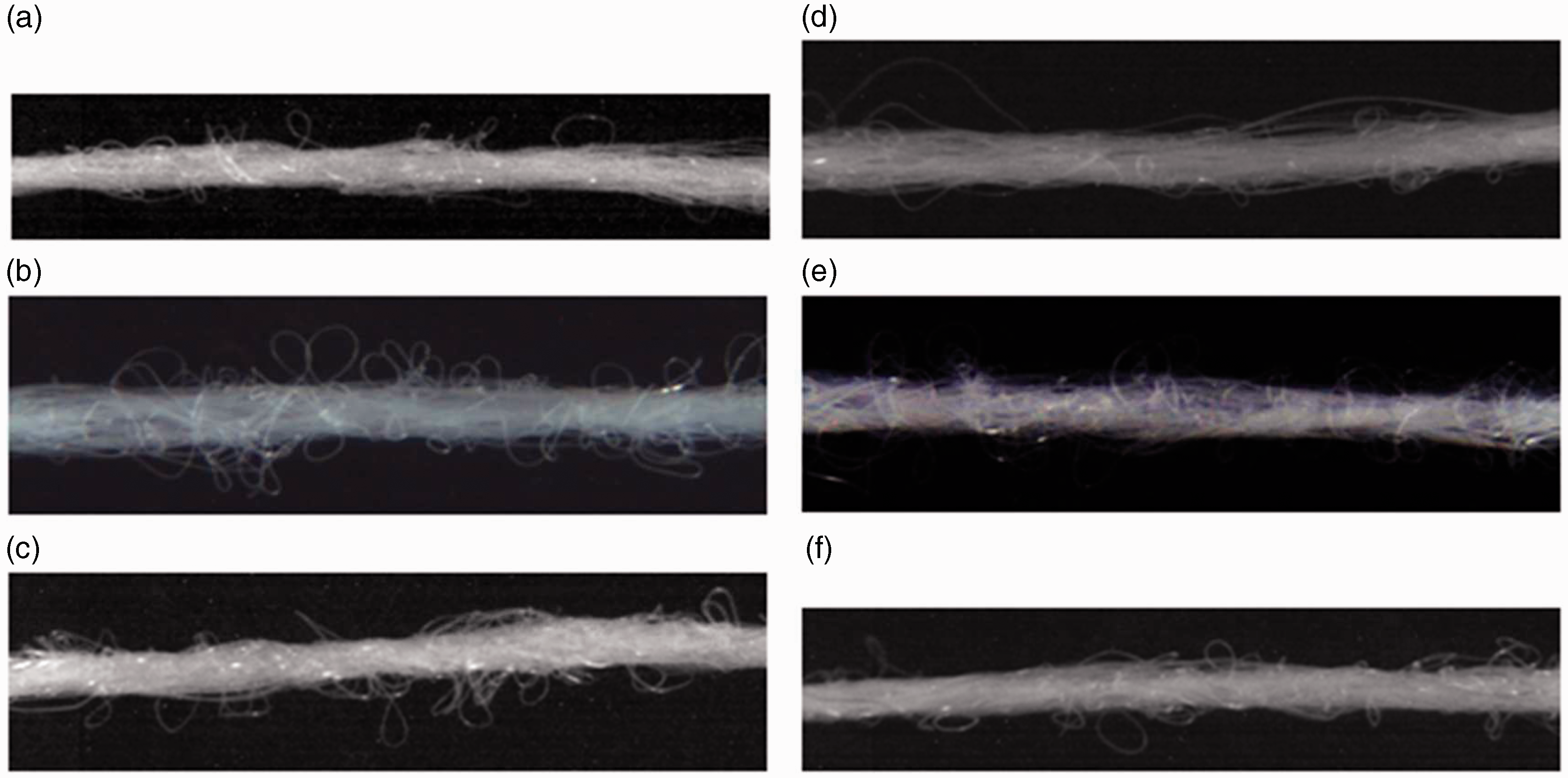
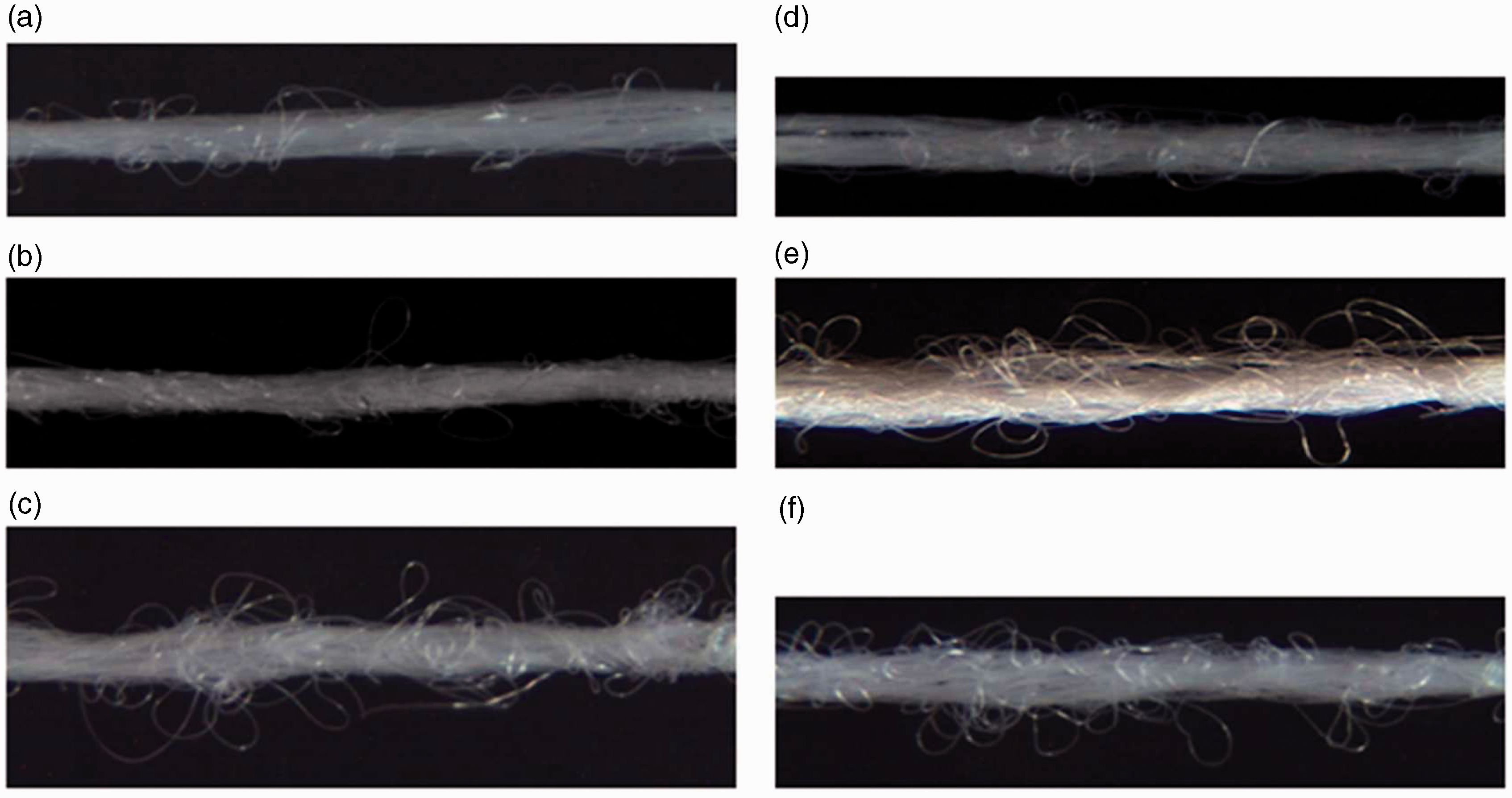

Changing cross section of the filaments also affects the yarn structure, since it changes the flexural rigidity of the filaments and the drag forces acting on them. Therefore different filament cross sections form loops with different shapes and numbers (Figure 3–5). The W-channel gave the most different yarn structure, formed a bulky, uneven yarn with many open loops. Round and octolobal filament cross sections formed more homogeneous yarns with mainly closed loops. Increase in overfeed and number of effect component made these structures more pronounced.
Results recovery from strain measurements.

After heat-setting and dyeing, an increase in yarn counts, and breaking elongations, and a decrease in tenacity values were recorded (Table 4). In processes like heat-setting and dyeing raw material plays the main role on its behavior rather than on the yarn structure. All the yarns were produced from the same raw material; namely PET, therefore heat-setting and dyeing had similar effects on all the yarns.
Results of the fabric performance tests.
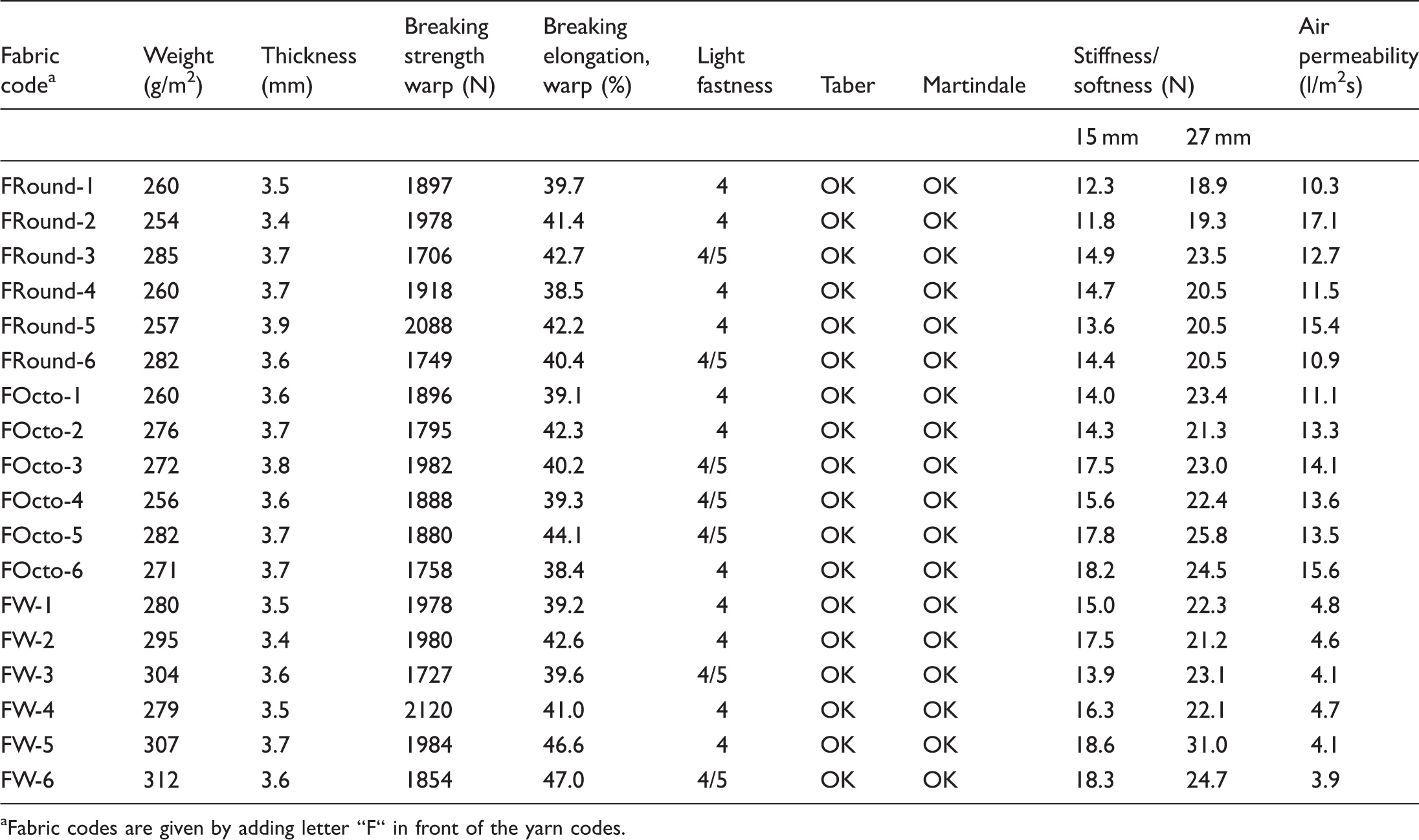
Fabric codes are given by adding letter “F“ in front of the yarn codes.
It was recorded that fabrics produced from W-channel filament cross section gave higher fabric weights. After air-jet texturing, W-channel formed bulkier yarns with higher counts, resulting in heavier fabrics.
Among all the samples, fabrics woven from yarns produced with 30–30% overfeed gave lower breaking strengths (except FOcto-3). This is consistent with the tensile test results of the yarns. Increase in overfeed decreases number of filaments arranged parallel to the yarn axis, leading to a decrease in the tenacity. Consequently, fabrics produced from yarns with lower tenacities gave lower breaking strengths.
Breaking elongations of the yarns ranged between 18.56 and 33.10%, while breaking elongations of the fabrics ranged between 38.42 and 46.99%. Fabric construction and lamination restricted the elongation of the yarns, and minimized the differences between the elongations.
Shape of filament cross section directly effects abrasion resistance and dyeing of the fabric. W-channel and octolobal cross sections have higher surface areas than round cross section. Therefore it was predicted that W-channel and octolobal cross sections would give unsatisfactory light fastness and abrasion test results for a single filament as a result of increased surface area. However, no pronounced difference was recorded between light fastness results of the fabrics due to the effect of bulkiness and looped structure of the yarn.
In automotive industry meeting the specified value stated in the specifications is crucial. For abrasion tests all the fabrics met these specified values. Neither the effect of filament cross section nor the effect of overfeed level and type was observed on the abrasion test results.
For all the filament cross sections, increase in overfeed resulted in an increase in the stiffness of the fabrics (Figure 6). In air-jet texturing increasing overfeed produces bulkier yarns. Since the fabric construction was kept constant, fabrics woven from bulkier yarns had a more compact structure and gave higher stiffness values.
Results of the stiffness/softness measurements of the fabrics at 15 mm and 27 mm.
Changing filament cross section had the most significant effect on air permeability of the fabrics (Figure 7). W-channel gave the lowest air permeability, while octolobal gave the highest one. Yarn packing directly affects the air permeability of the fabrics. Yarns with a filament cross section of W-channel have much better integrative effect for the fiber bundle and gave the lowest air permeability values.
Air permeability of the fabrics.
Conclusion
In air-jet texturing, changing cross section of the filaments results in differences in the yarn structure. This becomes more pronounced as the filament cross section diverges from round shape. In this study W-channel is the most different one in terms of its total cross-sectional area. Therefore it gave the most different yarn structure; a bulky, uneven yarn having many open loops. Increasing overfeed disturbed the parallel arrangement of the filaments to the yarn axis leading to a decrease in the tenacity. It also increased the permanent elongation values obtained from the instability measurements and stiffness of the fabrics. Mechanical properties of the fabrics are controlled by yarn structure that it is made of. Hence fabrics produced from yarns with lower tenacities gave lower breaking strengths. Although abrasion resistance and light fastness are directly affected by cross-sectional shape of the filaments, all the cross sections used in this study gave satisfactory results for the light fastness and the abrasion resistance tests. Changing filament cross section had the most significant effect on air permeability of the fabrics. W-channel gave the lowest air permeability, while octolobal gave the highest one.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by The Scientific and Technological Research Council of Turkey (TUBITAK), the project number is 3110247.