
Abstract
This work aims to investigate the mechanical and sound absorption characteristics of industrial waste tea leaf fiber (WTLF), kenaf and E-glass fiber–reinforced hybrid epoxy composites through experimental studies. The WTLF and kenaf fibers were initially treated with 5% sodium hydroxide. Hybrid composites were fabricated by compression molding technique with a composition of 40 wt.% fiber and 60 wt.% matrix. The fabricated hybrid composites were subjected to mechanical and sound absorption studies as per ASTM standards. Results revealed better mechanical properties in the composites with 25 wt.% kenaf and 5 wt.% WTLF, whereas sound absorption characteristics were better for composites containing 25 wt.% WTLF and 5 wt.% kenaf fiber. The surface morphology of the fractured specimens such as fiber pullout and matrix crack was examined using scanning electron microscopy. Spectrum investigation of alkali-treated hybrid composites showed excellent interfacial bonding between the polymer and fiber compared to the untreated fiber.
Keywords
Introduction
Natural fiber–reinforced composites (NFRCs) are presently the most promising material in sustainable development of products and also as a possible replacement for synthetic fiber-reinforced composites from glass and carbon [1]. Natural fibers such as flax, hemp, kenaf, bamboo, and sisal have attracted the attention of automobile researchers in their applications of boot lining, door panels, C-pillar trim, rear storage shelf, B-pillar panel, and headliner panel [2]. Low weight, corrosion resistance, low cost, moderate specific strength, no allergic problem, easy availability, and consumer awareness such as recyclability, renewability, permeability, non-toxicity, and biodegradability created more importance in natural fibers while compared with synthetic fibers [3]. Properties of natural fibers depend on the type of the plant, cultivation method, soil condition, locality in which it is grown, climatically change, maturity of the plant, and the extraction method used, but also on the fiber organization, fiber diameter, micro fibrillar angle, and chemical composition [4,5]. The natural fiber consists of several elementary ingredients associated with cellulose, hemicellulose, pectin, lignin, wax, and oils. Generally, the mechanical properties of NFRCs depend on the properties of fiber, fiber orientation, fiber aspect ratio, fiber dispersion, chemical treatment methods, fiber mass content, types of polymer used, curing method, and the processing techniques [6,7]. Unfortunately, some drawbacks of NFRCs such as high degree of moisture absorption, poor wettability, and incompatibility of fibers with matrix make them undesirable for certain applications [8]. To eliminate the unnecessary elements from the fiber, a specific surface treatment is necessary. Surface treatment of the fibers, such as alkaline treatment, acetylation treatment, saline treatment, peroxide treatment, benzoylation treatment, isocyanate treatment, permanganate treatment, acetylation treatment, methylation, cyanoethylation solution, results in reduced moisture content of the fibers, increased surface roughness of the fiber, excellent fiber–matrix interfacial bonding, and increased mechanical properties based on cellulose [9,10]. Alkali treatment eliminates the amorphous elements, such as hemicellulose, lignin, pectin, and wax, from the fiber surface. The higher concentration of NaOH leads to delignification of the fiber, resulting in declining of fiber properties. The excellent mechanical characteristics were obtained for natural fiber with treatment of 5% NaOH for 4 hours. After the surface treatment, fibers were washed several times with distilled water for refining their outer surface and to improve the surface roughness [11,12]. Nevertheless, the use of natural fiber alone in the polymer matrix is not sufficient for satisfactorily tackling all the technical needs of a fiber-reinforced composite. In an endeavor to develop a better and economical composite, natural fibers can be hybridized with glass fibers to extract the best of properties from both the fibers [13]. The natural bamboo- and flax fiber-reinforced hybrid composite possesses superior mechanical properties such as tensile, flexural, impact, and interlaminar shear strength (ILSS) with the optimum volume fraction for reinforcement as 40 wt.%. Further, below 40 wt.% by volume flax fiber significantly reduces the mechanical properties [14]. The mechanical properties of jute fiber-reinforced composites were significantly improved by incorporation of glass fiber as an alternate layer in the laminate. The layer sequence showed better impact properties. Further epoxy based jute/sisal/glass composites are found to outstanding impact properties [15]. Sisal/jute/glass hybrid composite showed better tensile strength and modulus compared to jute/glass or sisal/glass hybrid composites [16]. The jute and glass hybridization was adopted mainly to reduce the overall cost of the composites by taking advantage of low cost of the jute fiber, while significantly increasing resistance to moisture absorption [17]. The use of kenaf fiber-reinforced composites in industry is increasing due to its excellent properties and its contribution to environmental sustainability and ability to render eco-friendly products. Unidirectional kenaf fiber-reinforced poly-lactic acid composites at a fiber volume fraction of 70% have better tensile and flexural strengths compared to other composition. The decrease in the mechanical properties of the composites beyond 70% fiber volume fraction could be due to the presence of insufficient amount of matrix, which marks the lack of complete saturation of fibers [18]. Kenaf- and jute fiber-reinforced polypropylene (PP) composites were fabricated with fiber weight fraction varying from 10% to 70% with 10% increment. Results showed that the mechanical properties of both kenaf- and jute fiber-reinforced PP composites increased with the increase in kenaf fiber content [19].
Several investigations were carried out to study the eco-friendliness, sustainability, and the economical aspect of acoustic panels. The sound absorption characteristic primarily depends on the fiber diameter, fiber properties, volume density, tortuosity, airflow resistance, compression, porosity, and position of the fiber materials. The sound absorption is directly proportional to the volume of porosity and inversely proportional to the diameter/width ratio of the fiber [20,21]. The sound absorption properties (SAPs) of flax/epoxy composites were found to be better and the results indicated that the average noise reduction coefficient (NRC) increased from 0.095 to 0.11 for flax/epoxy composites [22]. The SAPs of tea leaf fiber with various thicknesses of 10, 20, and 30 mm were studied, which revealed that the maximum sound energy was observed by the denser specimen than the thinner specimen. The maximum sound absorption coefficient (SAC) of 0.26 was obtained for the 10 mm specimen at a frequency range of 4000–6300 Hz. Similarly, 20 and 30 mm specimens showed SAC of 0.6 and 0.7 at 6300 and 5600 Hz frequencies, respectively. Furthermore, composite with rice straw/polypropylene has an excellent SAP associated to the other fiber materials [23,24]. Hybrid composite materials are mainly used as thermally stable and acoustic insulator materials [25,26].
The literature clearly states significance of natural fiber composite in various applications. It can be noted that a few research have been done in the field of sound absorption applications. That too bio-reinforcement based polymer composites have been very rare. In the current work investigated the influence of waste tea leaf fiber (WTLF) and kenaf fiber-reinforced epoxy hybrid composites on the mechanical, chemical, and acoustic properties of the composites. These hybrid natural fiber combinations has not been used yet. Scanning electron microscope (SEM) analysis was carried out to examine the distribution of WTLF in the epoxy matrix and to visualize the fracture morphology of failed specimen.
Materials and methods
Extraction of waste tea leaf fiber (WTLF)
The extraction of WTLF consists of four basic processes—withering, rolling, fermentation, and drying. The extraction process of WTLF is illustrated in Figure 1.

Four steps in tea leaf extraction (a) Withering, (b) rolling, (c) fermentation and (d) drying.
Kenaf fiber
Kenaf fibers were obtained from the stem of kenaf plants. The properties of the fiber depend on the geographic location. The diameter of the fiber is around 40–70 µm and it is a good reinforcement for high-performance composites. The unidirectional kenaf fibers were purchased from Go Green Products Pvt. Ltd (Chennai, Tamil Nadu, India).
E-glass fiber
E-glass fiber of a 300 gsm woven fabric (bidirectional) mat is used for the manufacturing of composite laminates [27]. Table 2 indicates the properties of E-glass fabrics.
Matrix materials
Epoxy resin (LY556) and hardener (HY 951) were procured from V. Ponnusamy Trading (Coimbatore, Tamil Nadu, India). The epoxy resin and hardener were mixed in 10:1 proportion. The important properties of epoxy resin are listed in Table 1.

Surface treatment (alkali treatment) of kenaf and waste tea leaf fiber
Alkali treatment can be done by taking a measured quantity of fiber in 5% NaOH solution for 4 h [30–32]. The fibers were cleaned with running tap water and washed twice with diluted HCl. They were further cleaned with distilled water and dried with the help of a hot-air oven at 70 °C for 4 h. Figure 2 gives a schematic presentation of the surface treatment process. Table 2 shows the chemical composition and physical and mechanical characteristics of the fibers used.

(a) Raw kenaf fiber, (b) 5% alkali solution, (c) fibers dipped into alkali solution, (d) fibers washed with running water, (e) treated fibers dried with sunlight, and (f) fibers kept in a hot-air oven.
Chemical, physical, and mechanical characteristics of E Glass, WTLF and kenaf fibers.

Methods
Composite plate fabrication
The hybrid composite plate was fabricated using the compression molding technique [34]. First, 1% weight of catalyst and 1.5% weight of accelerator were added with epoxy resin for faster setting, mixing instantly, and minimizing the formation of heat owing to the exothermic reaction. The fabrication process and formulation of hybrid composites are illustrated in Figure 3 and Table 3, respectively. The whole combinations are having four layers with fibers in unidirectional arrangement.

Fabrication flow of composite plate manufacturing [14].
Formulation of natural fiber-reinforced hybrid composites.
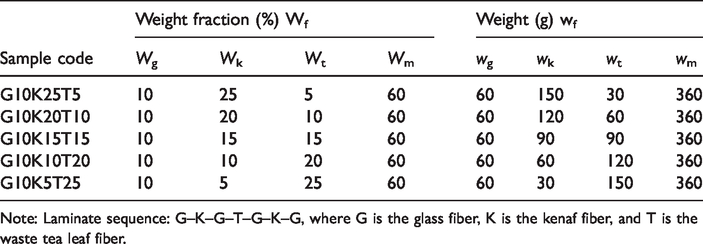
Note: Laminate sequence: G–K–G–T–G–K–G, where G is the glass fiber, K is the kenaf fiber, and T is the waste tea leaf fiber.
Weight fraction of hybrid composite laminate was computed by using the following equation:
Tensile test
The tensile testing of the hybrid composite laminates was carried out according to the ASTM D638-03 standard [35]. The dog-bone-type samples were cut using a switch board cutting machine. The tensile testing was carried out by a universal testing machine (Instron 3369 with load capability 100 kN) with a cross-head speed of 4 mm per minute, measuring a gauge length of 50 mm. The tensile test specimens of fabricated composite laminate are shown in Figure 4.

Tensile test specimens cut from the fabricated composite plate.
Flexural test
The bending test was performed by Kalpak Universal Testing Machine with a capability of 20 kN and a cross-head speed of 5 mm/min following ASTM D790 standard [26,36]. From the fabricated composite plates, a specimen with size of 125 × 12.7 mm was cut. The test specimen was mounted with two end supports, and at the center of the span, bending load was applied with the help of a cylindrical nose. Figure 5 shows the specimen mounted during the flexural test. The distance between the bending bars (Figure 5) with 48 mm and diameter of the bars with 9.8 mm is used for flexural test.

Flexural test setup.
Impact test
The IZOD impact test (IMPat 15; Make: ATS FAAR, Italy) was conducted according to ASTM D256 standard [37,38]. The specimen was placed vertically and clamped rigidly. The load was applied with the help of pendulum to strike the material and the energy absorbed by the material was calculated and it was used to identify the yield strength and toughness of the material. Impact pendulum mass, folding angle and movement speed of 5.8 kg, 180° and 3 m/sec were used for impact testing. All the experiments were conducted in the standard test environment at 23 ± 2°C and a relative humidity of 50 ± 5%.
Interlaminar shear strength (ILSS)
To evaluate the ILSS through test in which failure of the laminate of the composite initiates in a shear mode, data were recorded during the three-point bending test. The following expression was used to calculate the ILSS [39]. The samples of five from each combinations were taken for the mechanical test.
Fourier transform infrared spectroscopy analysis
Fourier transform infrared spectroscopy (FTIR) analysis of hybrid composites was carried out using an FTIR spectrometer (model 81001; Shimadzu, Japan) and it was much helpful in identifying the chemical bonds that are organic and inorganic. An infrared spectrum of the wavenumber range was collected and the functional groups of the fibers were analyzed. Potassium bromide (KBr) pellet method was used to measure the infrared spectrum. Fibers were diversified with KBr at a defined proportion; then, the mixers were hard-pressed under vacuum to prepare pellets. The FTIR spectra were recorded in the range of 400–4000 cm−1. A maximum of 32 scans were applied to reach an appropriate signal-to-noise ratio at 2 cm−1 resolution.
Sound absorption property analysis
As per ASTM E1050-12 standard [40,41], the Sound Absorption Coefficient (SAC) of hybrid composites were calculated using two-microphone transfer function impedance tube method [26] (Model 4206; Bruel & Kjaer), which is shown in Figure 6. The large tube test rig has a diameter of 99.5 mm and the small tube test rig has a diameter of 29.5 mm. The large tube can operate between 16 and 1600 Hz, and the small tube can operate between 63 and 6300 Hz. The relationship between the highest sound pressure and the lowest sound pressure is known as standing wave ratio (SWR). The large and small tubes values with four specimens were combined to achieve an SAC between the frequency ranges of 500 and 6300 Hz. Figure 7 shows the hybrid composite laminates used in the impedance tube method.
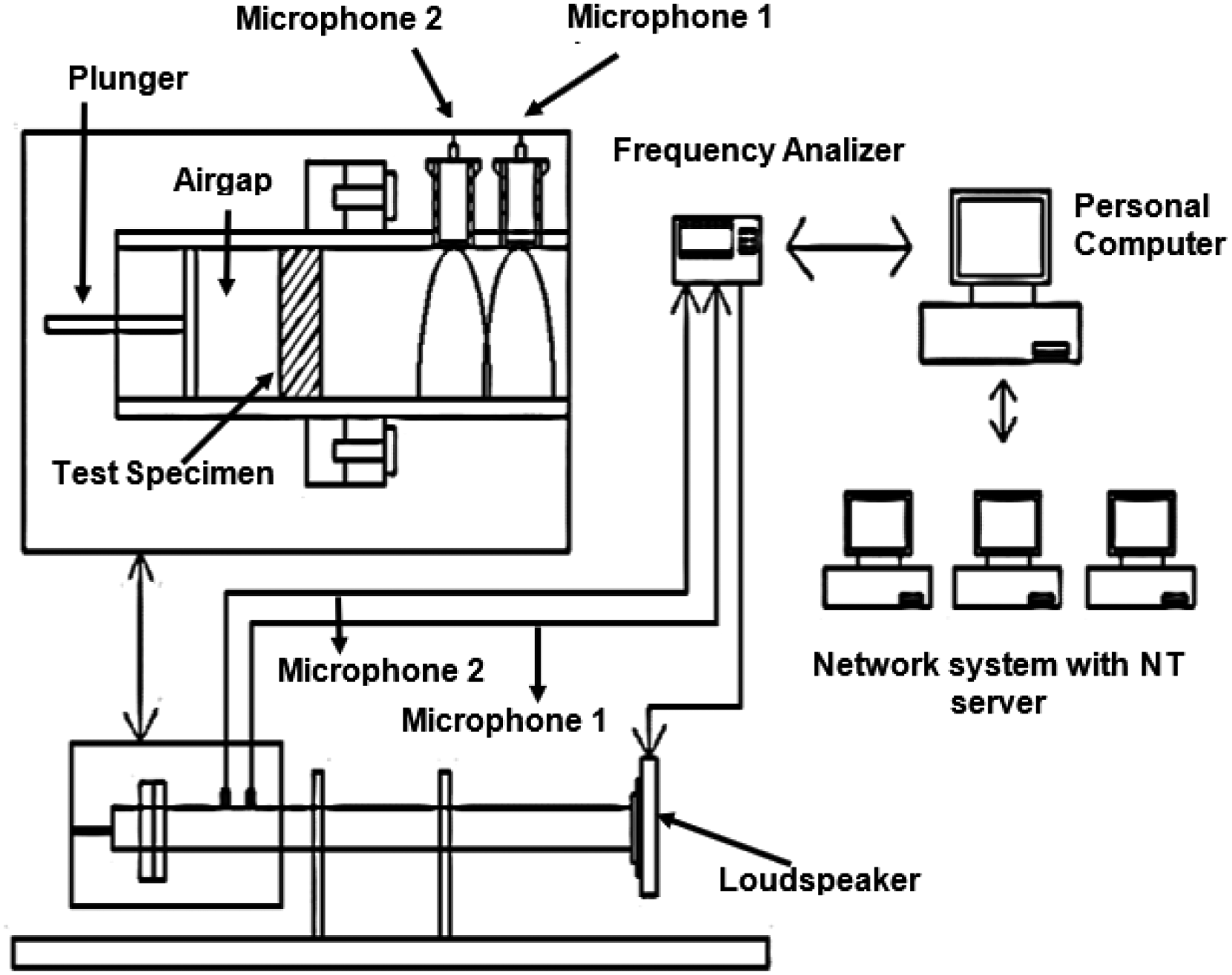
Graphical representation of impedance tube arrangement.

Pictorial representation of impedance tube test specimen.
Scanning electron microscopy analysis
The morphological study of alkali-treated fibers was conducted using a scanning electron microscope (JSM-6480 LV; JEOL). The samples were dried with help of the oven at a temperature range of 65 °C through effective air passage for 5 h. While analyzing the sample using optical method, the electrons emitted from the specimen surface were used for processing and evaluating. The surface of the failure specimen was cut and sputter-coated with an even gold layer over the surface before the SEM investigation [42]. The microscope has a carbon adhesive tab with double-side electrical conduction aluminum holder to mount the specimen. An accelerating voltage of 5–10 kV was used and the entire experiment was carried out under traditional secondary electron imaging conditions.
Results and discussions
Tensile strength analysis
Tensile strength of the specimen follows the order with maximum being the first: G10K25T5 > G10K20T10 > G10K15T15 with values of 70.81, 68.05, and 63.60 MPa, respectively which are the mean values of five from each combination. Figure 8 shows the fractured specimens used for the tensile test. When kenaf fiber was used along with WTLF and with constant glass fiber, the optimum proportion of kenaf fiber was found to be 25 wt.%. The tensile strength of the hybrid composites increases as the weight fraction of the kenaf fiber increases [21]. From this, it could also be seen that addition of WTLF beyond 5 wt.% may not aid to achieve higher tensile strength. In the experiment, 25 wt.% kenaf fiber, 10 wt. % glass fiber and 5 wt.% WTLF were observed to be the optimum proportion for obtaining highest tensile strength values. This increased tensile strength can be attributed to the addition of the kenaf fiber, which has high modulus values, whereas the WTLF were characterized by low modulus. If the weight fraction of the kenaf fiber increases, the values of tensile strength also increase considerably. Hybrid natural fiber reinforcement add to the tensile properties of epoxy polymer based composites [3]. The combination of fiber 40 wt %/epoxy resin 60 wt % observed enhanced properties [14].
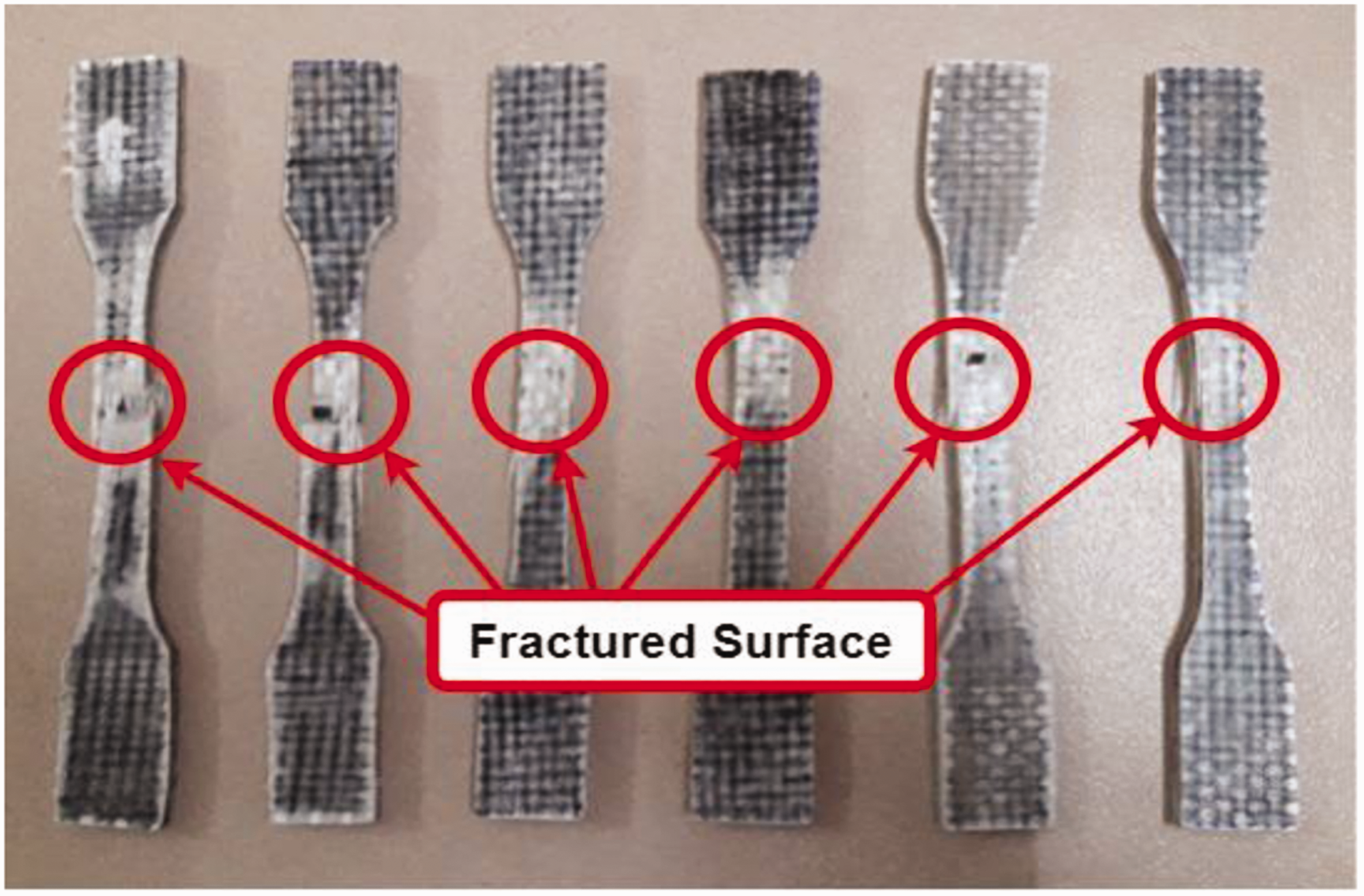
Fractured specimens of tensile test.
As shown in Figure 9, the tensile strength of the composite made with 5 wt.% of the kenaf fiber and 25 wt.% of the WTLF showed a low strength of 44.6 MPa. Standard deviation measures has also been plotted in Figure 9. Furthermore, when WTLF is increased beyond 5 wt.%, it results in voids due to agglomeration of WTLF and this, in turn, reduces the fiber contact caused by an insufficient amount of epoxy resin in the hybrid composite. Therefore, the WTLF content used for fabricating kenaf fiber-reinforced hybrid composites should be less than 5 wt.%. In case of untreated fiber composites, the failure occurs owing to the poor bonding between the matrix and fiber that produces the low tensile strength. The epoxy matrix is non polar and hydrophobic, whereas the untreated natural fiber is characterized by polar groups and is hydrophilic, this created poor bonding in the combination [11]. Stress-strain graph of tensile strength (Figure 10), observed maximum tensile stress at 70.81, 68.05, 63.60, 60.25, and 44.65 MPa.

Tensile strength analysis of hybrid composites.
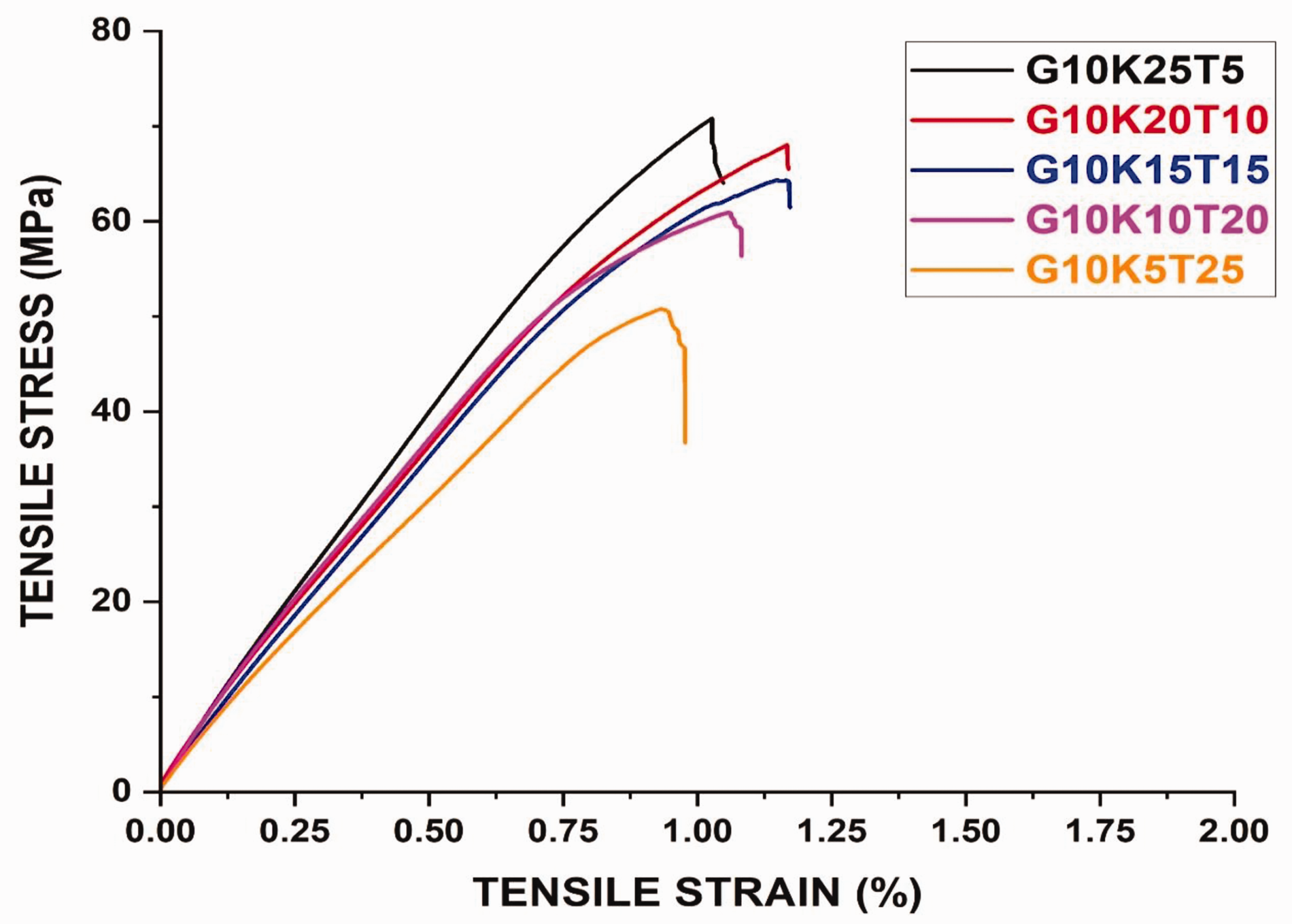
Stress strain graph for tensile strength of alkali treated hybrid composites.
Flexural strength analysis
The failure mechanism of bending normally makes the uppermost layer of composite specimen to undergo compression, the lower most layers to tension, and mid layers to shear. But the hybrid composite specimen failed because of combined bending and shear stresses. Flexural test of the fractured specimen and the analysis of flexural strength are shown in Figures 11 and 12.

Fractured specimens of flexural test.

Flexural strength of hybrid composites.
The flexural strength of the specimen follows the order with maximum being the first: G10K25T5> G10K20T10 > G10K15T15 with values of 181.08, 154.04, and 146.90 MPa, respectively. It was observed that the increase in content of kenaf fiber until 25 wt.% enhances the flexural strength, beyond which the value of flexural strength falls down steeply. The fiber incorporation beyond the optimum range declines the flexural properties of hybrid natural fiber composites [7]. More the length of kenaf fiber used, the higher the tendency of the fiber to bridge the developed crack at the time of loading. Generally, when the length of fibers used is more, their load bearing capacity can be directly related to their ability to handle multiple cracks during loading. This also avoids brittle failure of the epoxy matrix. The flexural strength is significantly reduced when the weight percentage of WTLF is increased beyond 5 wt.% due to insufficient compacting of WTLF with epoxy resin. The flexural strength of alkali-treated fiber-reinforced composites improves by 24.82% when compared with untreated composites. This surface treatment significantly changes the hydrogen bonding structure of the network, thereby improving surface roughness [12]. The current NaOH surface treatment (i) eliminates a number of lignin, wax, and oils covering the outer layer of the cell wall; (ii) de-polymerizes cellulose and exposes the short-length crystallites; and (iii) increases the amount of cellulose exposed on the surface of the fiber and the number of bonds between the surface of fiber/polymer interface and add to the flexural properties of composites [28]. Stress strain graph of flexural strength (Figure 13), observed maximum flexural stress at 181.08, 154.04, 146.90, 144.15, and 128.53 MPa.
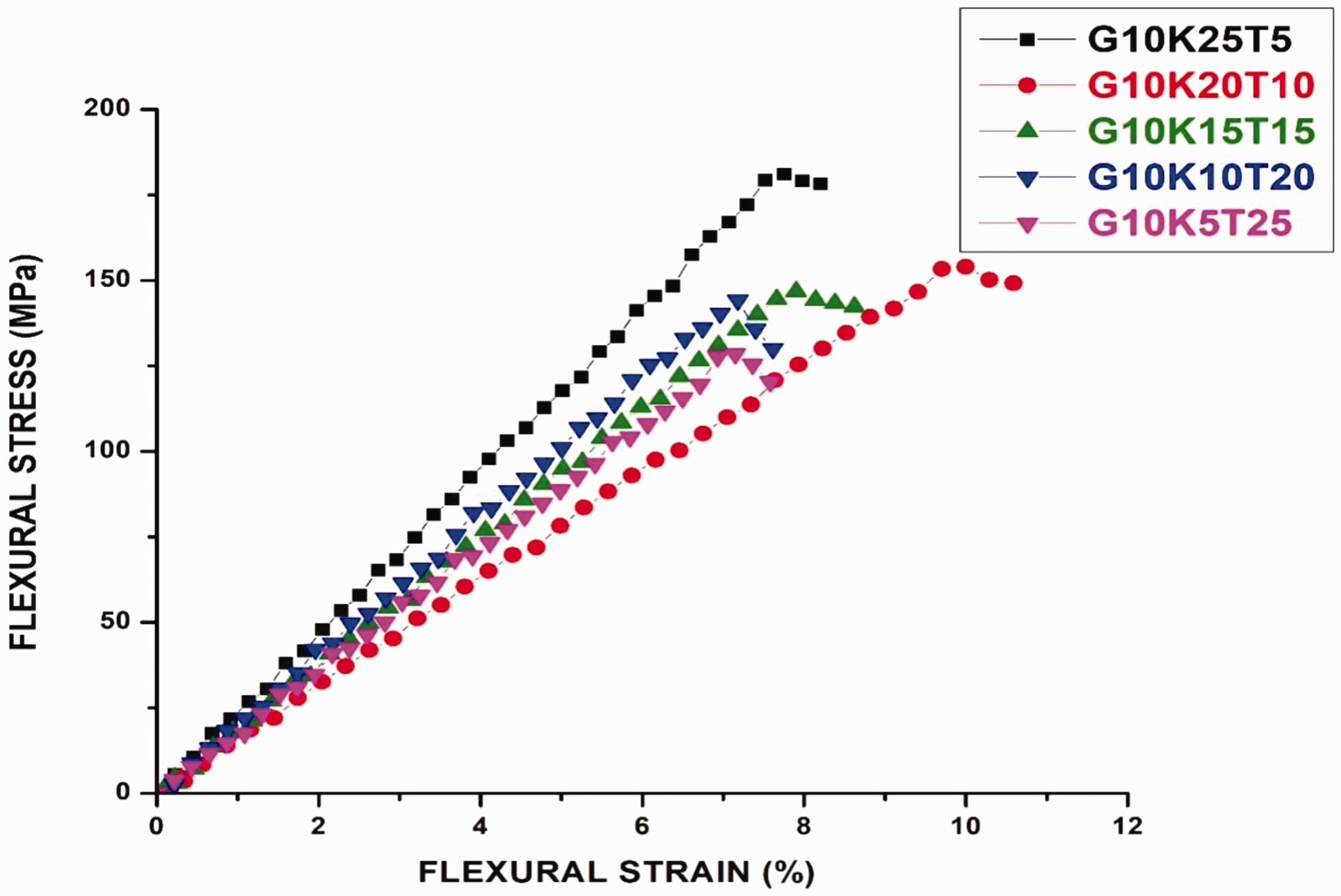
Stress strain graph for flexural strength of alkali treated hybrid composites.
Impact strength and impact energy analyses
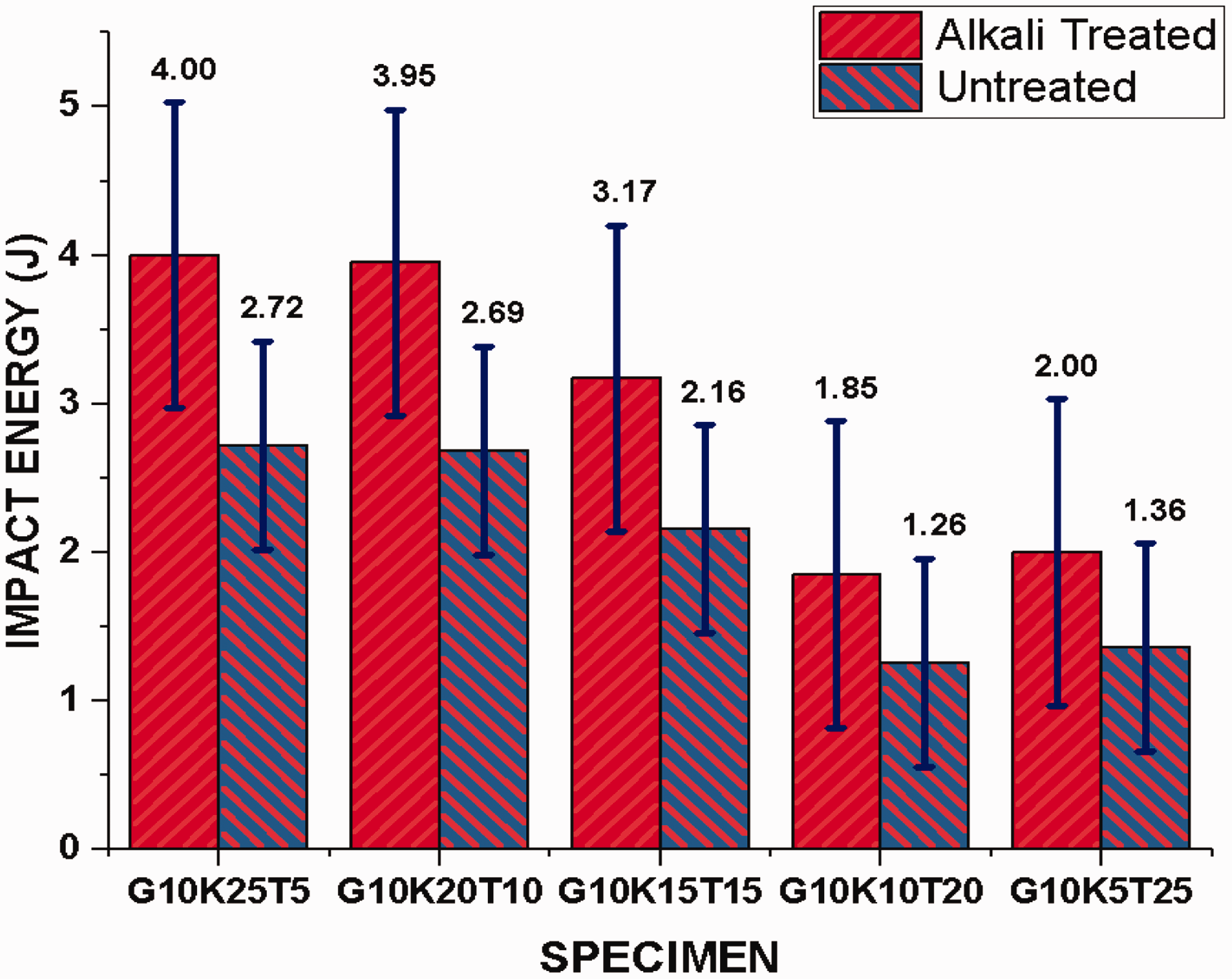
Impact test was carried out on the composite specimens (Figures 14 and 15) to evaluate their energy absorption capability and the following result was obtained: specimen with designation G10K25T5 > G10K20T10 > G10K15T15 possessed impact energy of 4, 3.95, and 3.17 J, respectively. This could be due to the presence of better bonding between reinforcement and matrix, which retards the propagation of crack at the time of impact. Force required to pull out the fibers from the matrix increases with the content of kenaf fibers up to 25 wt.%, which results in a better impact strength of the hybrid composite.
Impact strength of hybrid composites.
Impact energy of hybrid composites.
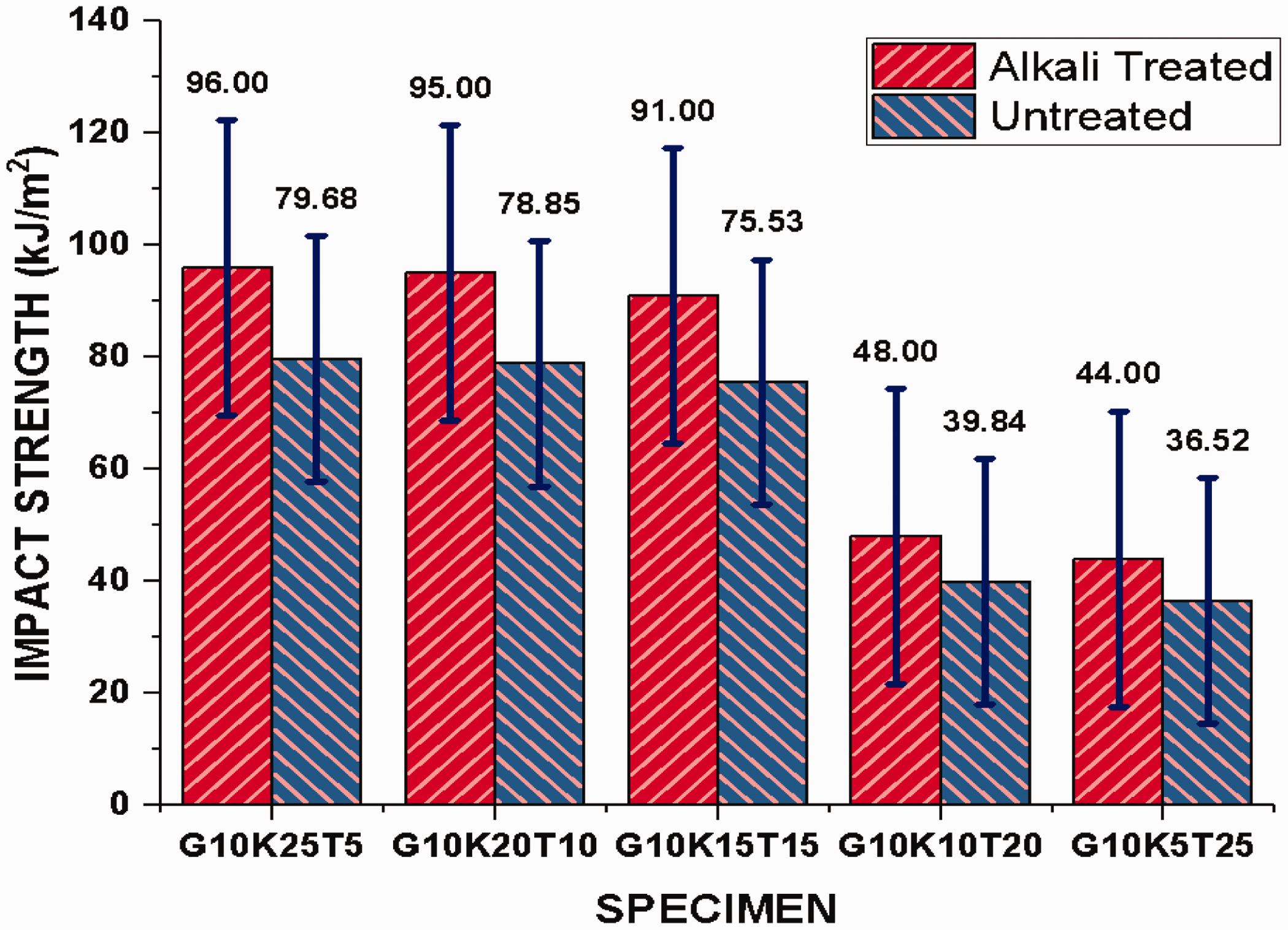
Impact strength of hybrid composite linearly increases with the increase of kenaf fiber up to 25 wt.% with a value of 96 kJ/m2, which could possibly be due to the high spiral angle of the kenaf fiber. Similarly, the hybrid composite made of 25 wt.% WTLF and 5 wt.% kenaf fiber showed poor impact strength of 44 kJ/m2 due to the presence of high volume of WTLF, resulting in agglomeration. In case of untreated fiber composites, the failure occurs owing to the weak interfacial bonding between the matrix and fiber, which produces low impact strength.
Interlaminar shear strength analysis
In this study, it was found that G10K25T5 (Figure 16) had the highest value of 6.88 MPa followed by G10K20T10 with a value of 6.47 MPa. The reason for this is the possession of substantial quantum of polar groups by glass and kenaf fibers due to which the interfacial strength between the kenaf fiber and epoxy matrix becomes strong. The hybrid composite specimen made with 25 wt.% kenaf fiber and 5 wt.% WTLF. Meanwhile, 25 wt.% WTLF disturbs the continuity of epoxy resin, leading to stress concentration, which can act as crack initiator and reduce the adhesion between the fiber and epoxy resin.

Interlaminar shear strength of hybrid composites.
FTIR analysis
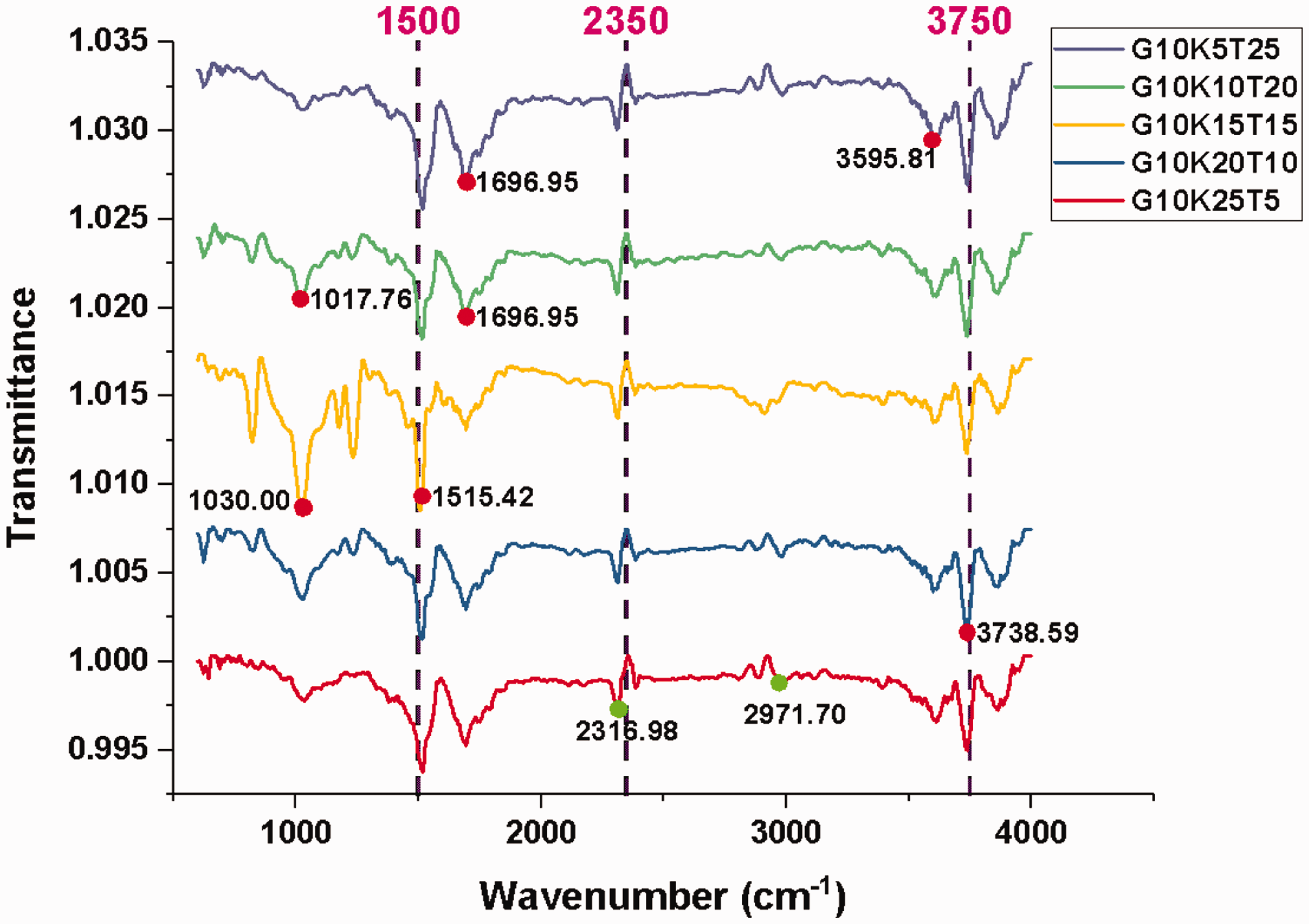
The FTIR analysis was conducted to study the chemical compounds present in the hybrid composites, as shown in Figures 17 and 18. The FTIR spectrum of the untreated hybrid composites shows absorption bands of various functional groups of lignin, hemicellulose, and cellulose. It is clear that there is a sound peak within the range of 3595.8 cm−1, which relates to the O–H stretching vibration of the fiber in the hemicellulose arrangement [43]. The two peaks between 2316.98 and 2971.70 are indicative of the C–H stretching vibration of hemicellulose and cellulose elements. The measurable value at 1696.95 cm−1 is related to the symmetrical C–OH stretching vibration of the lignin component. The clearly visible peak value at 1030.00–1017.76 cm−1 is linked to the C = C stretching vibration of the wax element [44].
FTIR analysis of untreated hybrid composites.
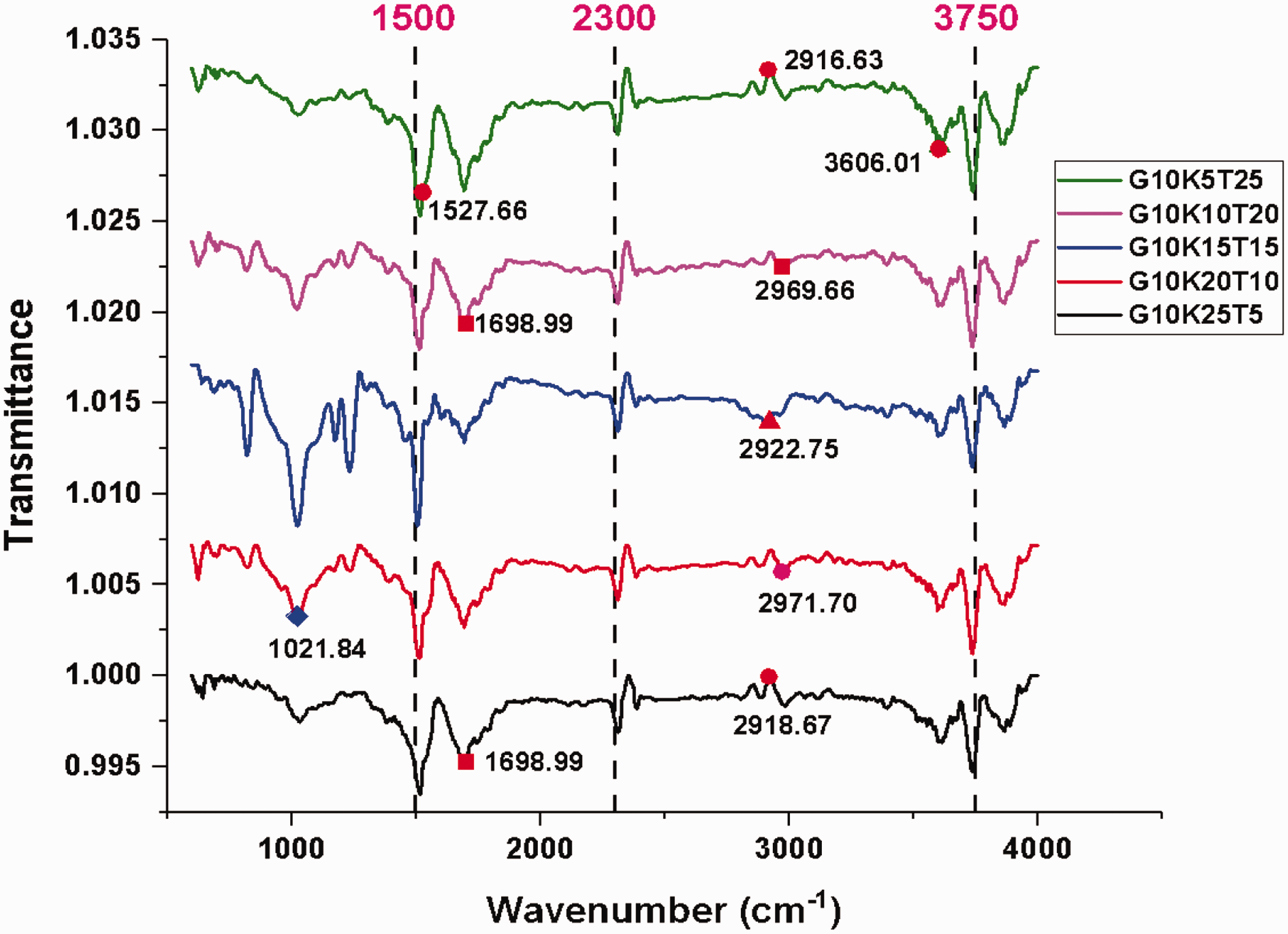
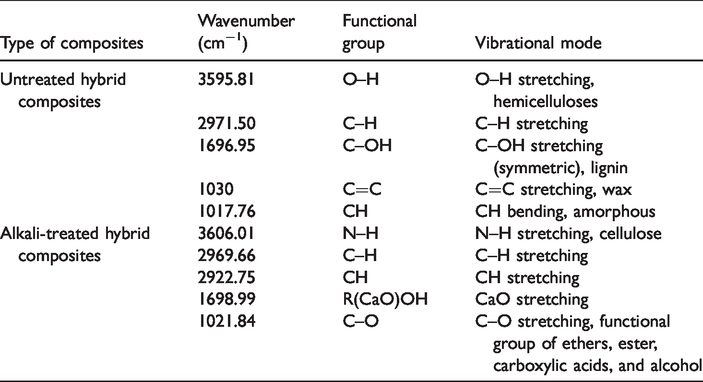
FTIR analysis of alkali-treated hybrid composites.
The alkali treated combination having peak with 3606.01 cm−1 due to N–H stretching cellulose. It can be confirmed that 5% NaOH showed improved cellulose content with good peak [43]. Other peaks 2969.66, 2922.75 cm−1 due to –CH stretching, 1698.99 and 1021.84 cm−1 were due to CaO stretching and C–O stretching [43,44]. Table 4 shows FTIR peak allocations and positions of chemical stretching in the untreated and alkali-treated hybrid composites.
Sound absorption analysis
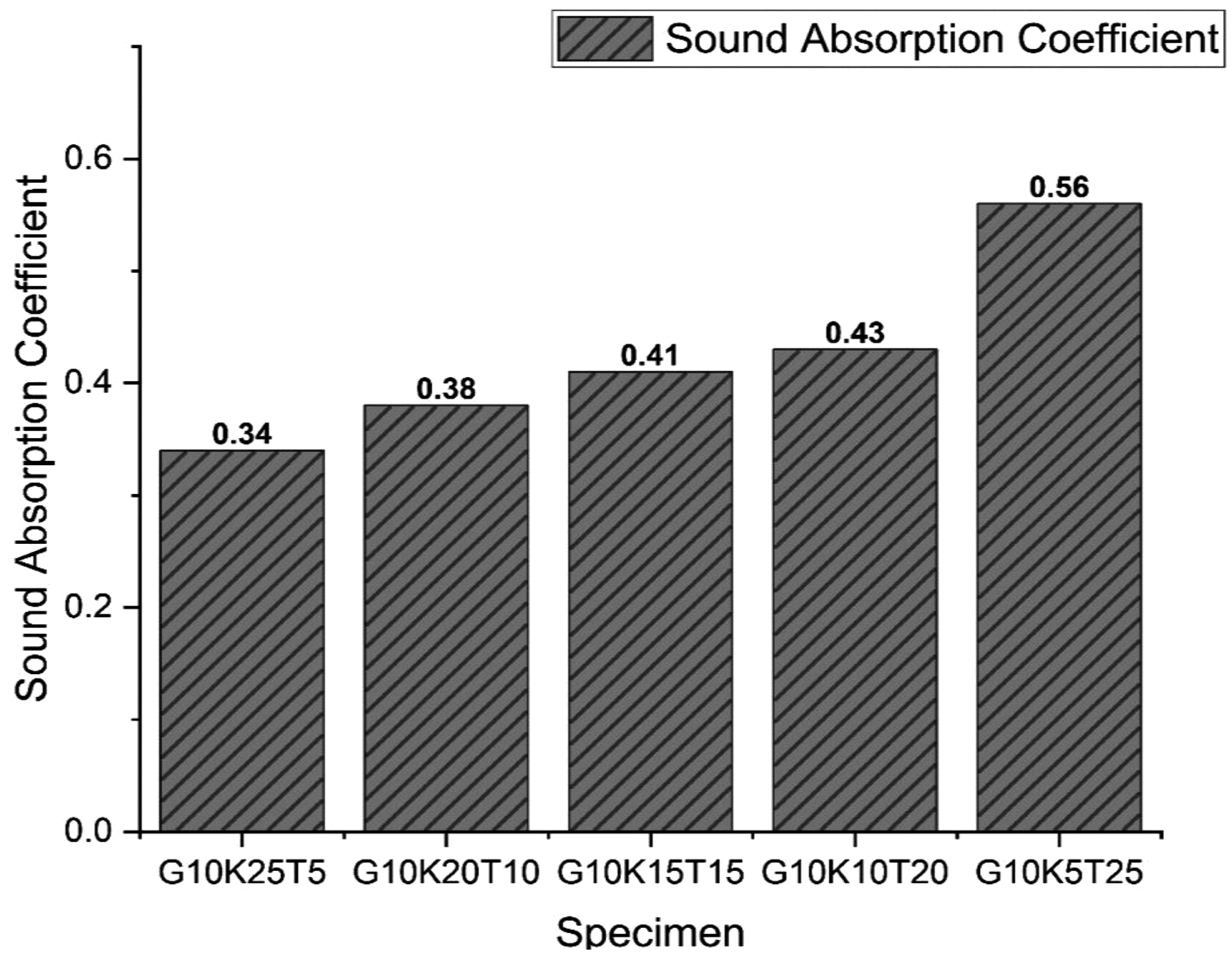
The SACs of the hybrid composite specimens were conducted at all frequency levels. Initially, there was no sound absorption at the frequency range of 450–500 Hz. The maximum sound absorption was identified at the frequency range of 950–1000 Hz. When the frequency range was between 3150 and 6300 Hz, the absorption coefficient values increased relatively. Hence, it can be concluded that the lower frequency offers less dissipation of sound energy and higher frequency offers more dissipation. The SAC of the hybrid composites at different frequency ranges (Table 5) and SAC values are shown in Figures 19 and 20. It could be observed that the specimen G10K5T25 shows higher SAC at every frequency. When the sound flows through the hybrid composite containing higher amount of particulates, it leads to better frictional losses and reduces the transmitted sound energy. Microscopic examination of the kenaf and WTLF reveals the cross-section of natural fiber having a collection of hollow sub fiber with internal side of lumen. But in the case of pure glass fiber it has a normal solid structure overall [22]. The alkali treatment reduces the lignin, hemicellulose and wax content from the fiber surface and increases the surface roughness and voids. This adds to the sound absorption nature of natural fiber composites [21]. The roughness in the fiber increases the friction between fiber and sound waves with enhanced sound absorption coefficient [24].
Acoustical analysis of hybrid composite laminates.


Sound absorption coefficient at different frequency ranges.
Sound absorption coefficient of hybrid composites.
It can be appropriately used in automobiles, theater, and household applications because of conducive environment and the potential to replace the entire synthetic fiber systems. An enhancement of 6.16, 12.6, 31.09, 34.58% were observed in G10K20T10, G10K15T15, G10K10T20 and G10K5T25 composites compared to G10K25T5. The SAC showed higher sound absorption rate of 0.34–0.56 comparing to epoxy hybrid natural fiber composites [26].
Scanning electron microscopy analysis (interfacial analysis)
The SEM morphology of the tensile fractured surfaces in unidirectional natural fibers is shown in Figure 21(a). Natural and glass fibers encompass a greater part of loads in the vertical direction compared to the horizontal direction. The glass fiber carries the energy in the horizontal direction because the fibers are in the woven form. The alkali-treated fiber improves the interfacial bonding between the fiber and matrix. Hybridization of alkali-treated fiber minimizes the fiber/matrix debonding and maximizes the strength of the composite laminate [45,46]. The tensile fractured specimens clearly indicate matrix cracks and broken fibers, as shown in Figure 21(b). The failure mainly occurs due to the fiber fracture and partially due to fiber pullout from the matrix [47]. The mechanical properties are mostly affected in void formation between the fiber and matrix, as indicated in Figure 21(c), which is due to the deficiency of epoxy matrix. Figure 21(d) shows fiber pullout and micro-level crack formation taking place during the IZOD impact test. The existence of improper interfacial bonding between the fiber and matrix and weak load-carrying capacity among the fibers is dominant. The hollow structure in the hybrid natural fiber combination (Figure 21(e)) accelerated the sound absorption properties of the epoxy based composites.

SEM micrographs of (a) tensile test of alkali-treated composites, (b) matrix micro-crack, (c) fiber pullout and void formation in the impact test specimen, (d) fractured surface of impact test specimen and (e) hollow structure of natural hybrid fiber composites.
Conclusions
The mechanical and sound absorption behaviors of the hybrid composites were examined in this study. The following observations were drawn from the attained results: The maximum tensile strength in the hybrid composite specimen is 70.8 MPa, which is slightly higher than that of other combinations. The maximum flexural strength is obtained for hybrid composite at 25wt.% kenaf fiber and it is 40% higher compared to other hybrid laminate. Higher impact energy of 4 J, impact strength of 96 kJ/m2, and ILSS of 6.88 MPa were obtained with a fiber content of 25 wt.% kenaf fiber and 5 wt.% WTLF-reinforced hybrid composite. This is due to a better interfacial bonding in the composites responsible for improved properties. The FTIR study revealed differences in spectrum and functional groups, between untreated and alkali-treated fibers with improved cellulose nature in 5% NaOH treated combination. Hybrid combination with 25 wt.% WTLF and 5 wt.% kenaf fiber showed significant improvement in Sound Absorption Coefficient (SAC) of 0.56 with alkali treated combination. The combination of 5 wt.% WTLF and 25 wt.% kenaf fiber found SAC to be 0.34. The fractography analysis (SEM) revealed that tensile, flexural, and impact studies are disturbed by the issues such as interfacial bonding between the matrix and fibers, matrix breakage, formation of voids and fiber pullout, and presence of matrix micro-crack. It can be concluded that the hybrid composites with maximum WTLF content could act as a better sound-absorbing material for potential applications such as acoustic baffles, acoustic plates, indoor sound proofing, and recording theaters.
Footnotes
Acknowledgement
The authors greatly acknowledge the Centre of Excellence in Industrial Textiles, PSG College Technology for providing access to its facilities.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.