
Abstract
Spacer fabrics are commonly used as cushioning materials. Their compression properties are one of the most important concerns in determining their specific end-use. Therefore, it is time and cost- efficient to have another means available that could allow quick and easy modifications to the compression behaviour of spacer fabrics and control them too. In this study, a method that uses an elastic inlay is adopted to modify the physical and compression properties of spacer fabrics. Fifteen samples constructed with different spacer structures and inlay yarns and patterns were fabricated and then evaluated. The results show that spacer fabrics with different thicknesses, densities and compression behaviours can be obtained by using different inlay patterns and elastic yarns. Increasing the number of miss stitches in the inlay pattern can help to increase the thickness and stiffness of spacer fabric and withstand a higher compression strength. However, when the number of miss stitches further increases to 3 miss stitches between every tuck stitch, the irregularity of the spacer structure would increase and could show adverse effects to certain spacer structures. The spacer fabric made by incorporating an elastic inlay can retain air permeability and a lower fabric weight than that made by the knit stitches of elastic yarns together with the surface yarns. By changing the inlay pattern, a spacer fabric with different compression behaviours in different areas of the same fabric can be realised. This novel method can increase the flexibility of creating a spacer fabric with the desired properties.
Introduction
Spacer fabrics are a three-dimensional (3 D) structured knitted fabric that consists of two surface layers joined together by a connecting layer of filament yarns. They have good air permeability and resilience to compression and therefore a good substitute for conventional cushioning materials such as polychloroprene, polyurethane and polyethylene foam, etc. These fabrics are used for a wide range of products including shoes [1], bras [2], bedding [3], car seats [4], wound dressings [5,6], pressure inserts [7] and hip protective pads [8]. Spacer fabrics with different thicknesses and compression behaviours are needed to accommodate different applications. Several studies have been conducted on the effect of compression properties of weft-knitted spacer fabric. Hou, Hu and Silberschmidt revealed that the mechanical properties of monofilaments directly affect that of the spacer fabric [9]. Hamedi et al. used shape memory alloy as the spacer yarn to increase the energy absorption capacity of the weft-knitted spacer fabric [10]. Zhao et al. found that a weft-knitted spacer structure made of coarser and higher density of monofilament yarns with a shorter spacer yarn span distance can have higher compression resistance but lower compression resilience [11]. The compression behaviour of spacer fabrics can be adjusted by changing the distance between the two outer fabric layers, flexural rigidity of the connecting yarns, number of connections and inclination angle of the connecting yarns to the outer fabric layers [12]. However, these variations require the change of yarns and adjusting machine settings, which is time-consuming. Therefore, it is important to find other means to vary and manage the physical properties and the compression behaviours of spacer fabrics in a quick and convenient way without large changes in the knitting machine settings.
Inlaid knitting is a technique that threads extra yarn into a knitted structure. Inlay yarns are not essential in the construction of knitted fabric but reinforce and enhance the mechanical behaviour of the fabric. In weft knitting, inlay yarns can be added to a knitted structure in the course direction as miss stitches with some tuck stitches at certain points of connection. The inlay could affect the stability, elastic stretch and recovery, handle, weight, surface properties and aesthetics of a knitted structure [13]. By changing the fibre content and linear density of inlay yarns, the moisture behaviour of spacer fabrics can be significantly affected [14]. High performance materials such as aramid, fibreglass, basalt, carbon, etc. are used as inlay yarns to construct composites that improve the mechanical behaviour [15]. Bera et al. used an elastic inlay to change the pressure generation behaviour of weft-knitted fabric tubes [16]. Muraliene and Miikucioniene applied elastic inlay on rib and jacquard knitting structure and found that the insertion density of inlay-yarns largely influence the air permeability of the knitted fabrics [17]. When elastic yarns extended by a certain amount of tension are inlaid within a plain knitted structure during knitting, the long float elastic yarns would hold the knitted structure tighter and thus increase the density of the fabric after it is released from the knitting machine. Inlaid knitting potentially allows desired changes to be produced in spacer fabrics. To the best of our knowledge, no study has been done on using an elastic inlay in spacer fabrics.
The surface layers of weft-knitted spacer fabrics are sometimes knitted by using yarn with a certain degree of elasticity or adding extra spandex yarn. The elastic yarn allows the spacer fabric to shrink after it is released from the knitting machine which will increase its thickness and compression susceptibility. The use of different amounts and thicknesses of elastic yarns in the surface layers can affect the compression properties of spacer fabrics [18]. However, changing yarn not only takes time, but may also require adjustments in the stitch density and machine settings.
Therefore, this study proposes a new method that would modify the physical properties and compression behaviours of weft-knitted spacer fabrics by inserting an elastic inlay into the outer layer of the spacer fabric. Spandex yarns will be inlaid into the structure of the weft-knitted spacer fabric with different inlay patterns. The impact of the inlaid yarns and inlay patterns on the physical and mechanical properties of the spacer fabric will then be evaluated. The findings will provide the basis for further development of 3 D knitted fabrics.
Experimental
Knitting methods
A 10-gauge v-bed flat knitting machine (SWG091N210G, Shima Seiki, Japan) was used to produce the weft-knitted spacer fabric samples for this study. Elastic inlay yarn was fed into the knitting machine by using a special yarn feeding device attached to the side of the knitting machine (Figure 1). This device can control the amount of elastic yarn that is being fed in one knitting course. The feeding of the yarn was controlled at a constant rate of 50% of the knitting width. The surface layer of the spacer fabric was knitted with two yarn carriers that were operated at the same time. The carrier with the inlaid yarn would be actuated first to form the tuck and miss stitches followed by the second carrier which would then knit stitches with the surface yarn (Figure 2).
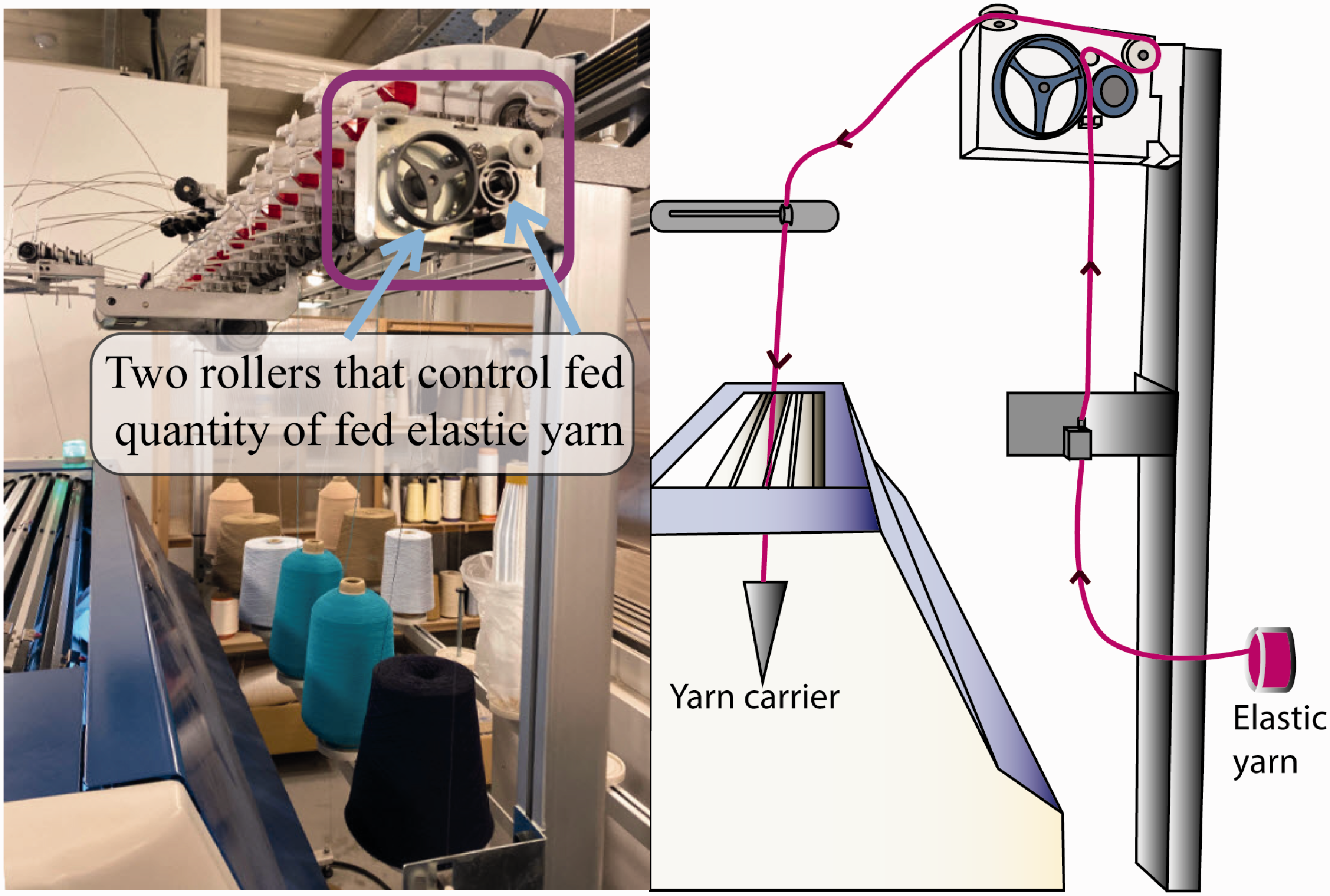
Knitting machine and inlaid elastic yarn feeding device.

Knitting process that inserts inlay yarn into spacer fabric.
Samples
Three types of yarns to construct the surface and connecting layers and the elastic inlay were used to knit the samples. The two surface layers were knitted by using 450 D 100% polyester 3-ply drawn textured yarn and the connecting layer was formed with 100% polyester monofilaments with diameter of 0.08 mm. The surface of the fabric samples was knitted in a single jersey structure. The structure of the connecting layer, inlaid yarn and inlay pattern were adjusted to produce a total of 15 fabric samples; details are shown in Table 1. The connecting layer of the spacer fabrics was knitted with three different spacer structures with varying connection patterns and inclination angles. The inlay yarns consisted of 100% spandex only performed the tuck and miss stitches. Three inlay patterns were made by tucking in every second, third and fourth needle at the same needle position of every course. The spandex yarns with thickness of 140 D was used as the inlay yarns in nine samples made of the different spacer structures and inlay patterns as shown in Figure 3. In order to investigate the effect of thickness of the inlay elastic yarns, two Structure A samples were made by inlaying spandex yarn of 70 D and 360 D tucking in every second needles respectively. Three samples without an elastic inlay were made for comparison purposes. One sample with spandex yarn knitting together with the surface yarn using the same yarn carrier was also produced. All of the samples were allowed to relax for 1 week after released from the knitting machine and stored in a standard environment (20 ± 2°C, 65 ± 2% relative humidity) for at least 24 hours before testing.
Weft-knitted spacer fabric samples.


Three spacer structures and three inlay patterns of elastic yarn in spacer fabric samples.
Evaluation of fabric properties
It is important to understand the effect of the elastic inlay on the physical properties of the fabric itself. Therefore, apart from the fabric weight and fabric density, the cross-section in the wale-wise direction of the spacer fabric samples were microscopically imaged by using an optical microscope (KEYENCE VR-3000, Japan) and the inclination angles of the monofilament yarns were measured from the images. The angles formed between the outer layers and the monofilament yarns at an oblique angle to the left and right were measured by using the viewer software (KEYENCE VR-H1, Japan) that goes with the microscope (Figure 4). For each type of angle, 10 measurements were obtained at different points of each sample. The air-permeability of the fabric samples was evaluated by using a KES-F8-API permeability tester based on the Kawabata fabric evaluation system (Kato Tech Co., Ltd., Japan). The air resistance (R) of the fabric samples with a unit of kPa·s/m was obtained. A KES-G5 compression tester with a flat circular indenter that has a surface area of 2 cm2 was used to evaluate the compression and measure the fabric thickness. The compression speed was 12 mm/min up to a maximal compression stress of 49 kPa. The characteristic values of compression energy (WC) and resilience (RC) were calculated [19]. WC is the area under the uploading stress-strain curve while RC is calculated as the area under the unloading of the stress-strain curve divided by the area under the loading curve. The fabric samples were prepared with dimensions of 100 mm × 100 mm for both the air resistance and compression testing and five specimens of each sample were tested. The compression stress-strain curve of the most representative one of each sample would be presented.
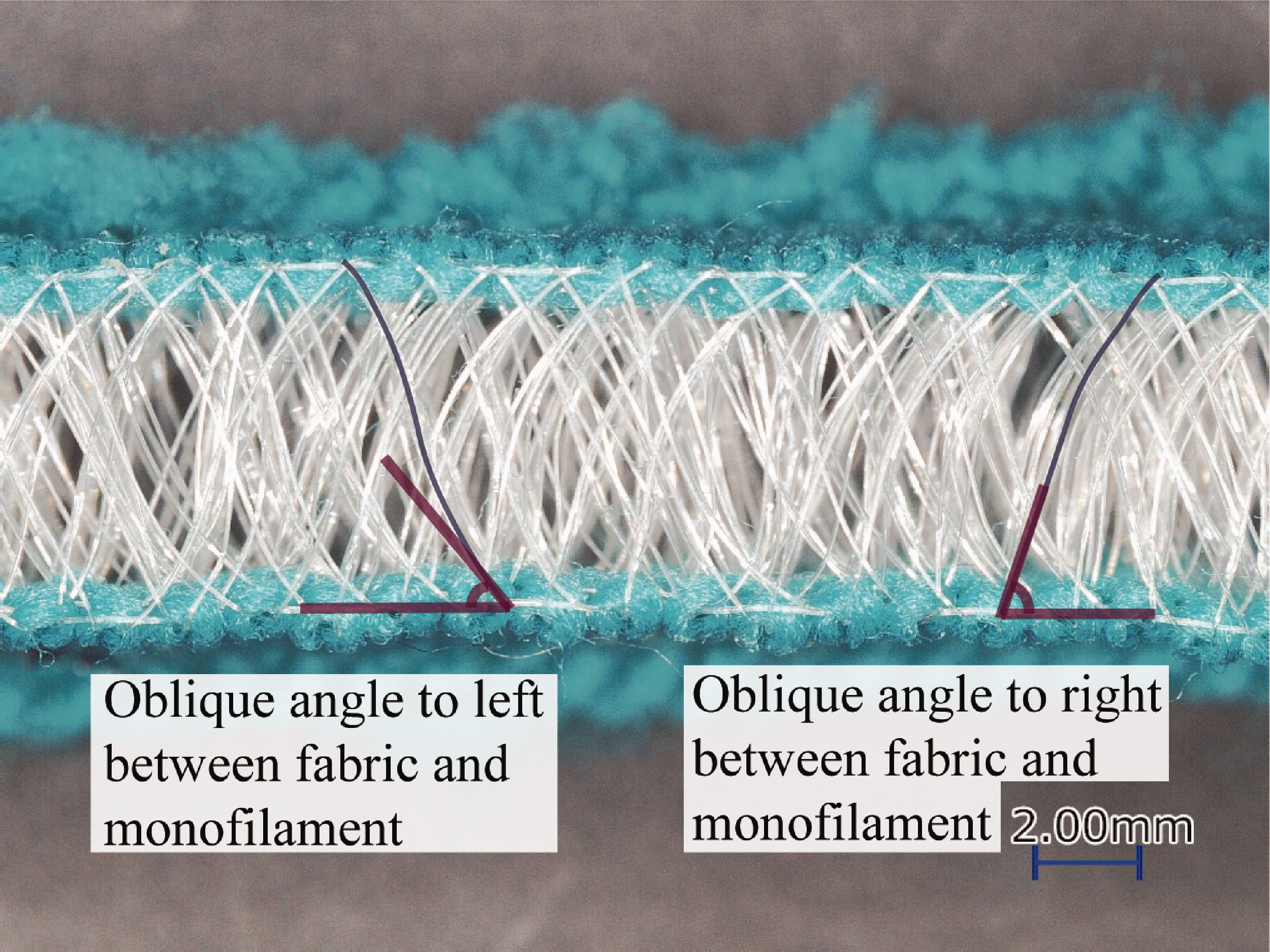
Two types of inclination angles measured from cross-section of spacer fabric.
Statistical analysis
The data obtained from the experiment were analysed in SPSS 21 (IBM Corp., Armonk, New York). Pearson’s correlation coefficients were used to assess the relationships among yarn count of the spandex yarns, and structural and compression properties of the samples. The relationships among the above properties with the spacer fabric structure and inlay pattern were assessed by Spearman’s correlation coefficients. As Sample A-K was not constructed with an inlay method, it was removed from the analysis. The significance level of the statistical analysis was set at 0.05.
Results and discussion
Effect on fabric weight, thickness and density
The measurements of the structural properties of the spacer fabric samples are presented in Table 2. For better illustration, Figure 5 is made to show the differences in fabric weight, thickness and wale and course densities amongst the samples. With an elastic yarn inlay, the wale density is increased while the course density is decreased. This is because the elastic yarn is held in each course which holds the wales together tighter. Hence, the weight and thickness of the spacer fabrics also increase. The results of the Pearson’s correlation coefficients and Spearman’s correlation coefficients are shown in Table 3. First focuses on the correlations between the spacer structure, inlay pattern and yarn count of spandex toward the structural properties. The correlations with other properties will be discussed in the later sections. It can be observed that the yarn count of the spandex yarns and the inlay pattern is significantly correlated with the wale, course and stitch densities, and fabric weight. The inlay pattern with more miss stitches which allow longer elastic float yarns on the surface layers can hold the wales together even more tightly. Therefore, the samples with inlay tucking in every third needle are heavier and thicker than those with tucking in every second needle. It can be observed that when the inlay pattern changes from tucking in every third needle to fourth needle, the thickness of the fabric with Spacer Structure B remains almost the same. In Spacer Structure B, 8 tuck courses of the monofilament yarn occur in every knit course of the surface yarn with a linking distance of 8 needles which compacts the spacer fabric. The tensile strength of the 140 D spandex yarn used in this study may not be strong enough to further tighten the surface stitches by further increasing the number of miss stitches and the length of the float yarns.
Structural properties of spacer fabric samples.


Thickness, weight, wale and course densities of fabric samples: (a) Samples A-01 to A-04, B-01 to B04 and C-01–C-04 and (b) Samples A-02, A-02-70, A-02-360 and A-K.
Results of Pearson’s correlation coefficients and Spearman’s rank correlation coefficients.

Note: Correlations significant at the 0.05 level are bolded.*Spearman’s rank correlation coefficients are presented.
When comparing Samples A-02, A-02-70 and A-02-360 which have the same spacer structure and inlay pattern but constructed with different types of spandex yarns, the fabric weight, thickness, bulk density, and wale and stitch densities increase when the denier of the spandex yarn is increased. This shows that a higher thickness of the spandex yarns will result in a larger contraction force applied to the surface layers of the spacer fabric which results in a thicker, heavier and denser fabric.
Sample A-K was fabricated to compare the inlay method with the method in which the elastic yarns perform knit stitches together with the surface yarns. The wale density of Sample A-K is lower and the sample is less thick as opposed to Sample A-02. However, the fabric weight, and bulk, course and stitch densities are higher than those of Samples A-02, A-03 and A-04. By using the inlay method to incorporate the elastic yarn, the contraction force is mainly applied in the wale direction. When the elastic yarns are knitted with the surface yarn, the contraction force can be found in both the wale and course directions, thus imparting the spacer fabric with a higher stitch density and weight. The method of inlaying elastic yarn can therefore be used to create a thicker fabric with a lower weight than knitting the elastic yarns together with the surface yarns.
Effect on air permeability
Air permeability is one of the important properties of spacer fabric. The air resistance of the fabric samples is presented in Figure 6. The air resistance is highly correlated to the fabric weight and the yarn count of the spandex yarns of the spacer fabric samples with r = 0.912 and r = 0.888 respectively. By looking at Samples A-02, A-02-70 and A-02-360, a very strong linear relationship between the air resistance and the yarn count of spandex yarns is shown in Figure 7. Sample A-02-360 has the highest air resistance as it is inlaid with the highest denier elastic yarn and has the highest fabric weight. The thicker elastic yarns themselves reduce the porosity of the fabric and prevent air from passing through. In addition, the contraction force imparted in the wale direction which holds the fabric loops together tighter increase the air resistance of the spacer fabric. The increase in thickness of the inlay elastic yarns directly make the spacer fabric becomes less air-permeable.

Air resistance of spacer fabric samples.
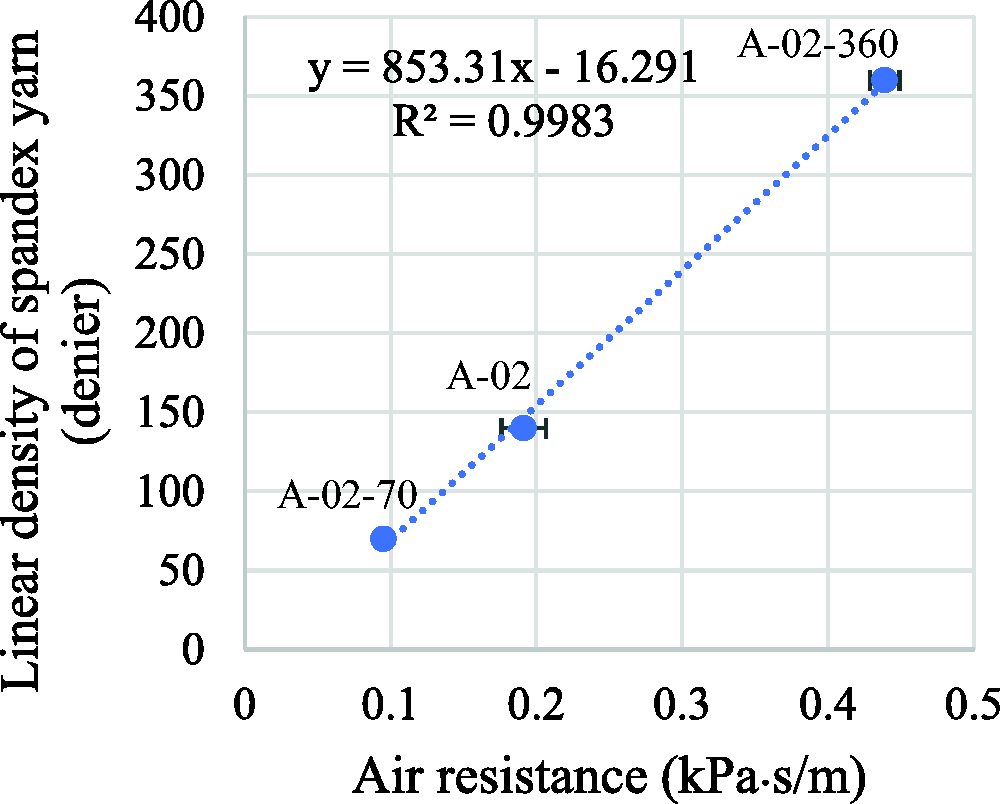
Linear relationship between the air resistance of spacer fabrics and the yarn count of spandex yarn.
Although the samples with an elastic inlay show higher air resistance than those without an elastic inlay, there is no significant correlation found between the inlay pattern and the air resistance of the fabrics (p > 0.05). It can be seen that the influence caused by the three inlay patterns used in this study on the air-permeability of spacer fabric are small.
Sample A-K also has a relatively high fabric weight and air resistance comparing with other samples made of Structure A and 140 D spandex yarn. It is because more elastic yarns are drawn to make knit stitches than miss and tuck stitches. More elastic yarns are found on the surface layer compared to the case where the elastic yarn is incorporated by using the inlay method. This shows that the use of the inlay method to incorporate elastic yarn into spacer fabric can better retain air permeability than knitting the elastic yarn with the surface yarns.
Effect on inclination angles
Microscopic views of the cross-section in the wale-wise directions of the spacer fabric samples are presented in Table 4. The measured left and right inclination angles are shown in Figure 8. With the presence of the inlaid elastic yarns, the inclination angle of the monofilament yarns is increased at an oblique angle to the left and right of the fabric surface. The yarn count of the elastic yarns has a positively significant correlation with the two angles (r = 0.767 and r = 0.543). The increase in the thickness of the elastic yarns increases the inclination angles between the monofilaments and the fabric. The two types of angles also have a significant correlation with the wale and course densities. When a high contraction force is exerted in the wale direction of the spacer fabric, the distance between the front and back tucks of the monofilament yarns is reduced and the monofilament yarns tend to stand perpendicular to the surface fabric layer, see Figure 9. As a result, the inclination angles are increased and the spacer fabric becomes thicker. It can also be observed that the monofilament yarns are not straight when connecting the front and back surface layers for the fabric sample with an elastic inlay. The samples constructed with Spacer Structure B are relatively thicker. The bending of the yarns becomes more obvious and increase in severity, and a larger difference between the left and right inclination angles is also found.
Microscopic views of spacer fabric samples.



Inclination angle measurements of spacer fabric samples.

Microscopic view of cross-section of Samples B-01 and B-02 that show distance between front and back tucks.
The inclination angles in Sample A-02-360 show large variations. Samples A-04 and B-04 also showed a large variation in their right inclination angle, likely because severe bending of the monofilament yarns in the connecting layer occurred and the inclination angles became irregular. This shows that the use of thicker elastic yarns or an inlay pattern with a longer float of elastic yarns causes the distortion of the spacer structure. The left and right inclination angles of Sample A-K are similar to those of Sample A-03. However, the regularity of the monofilament yarns is quite different as shown in Table 4. Liu et al. showed that the inclination angles formed by the monofilament yarns in the connecting layer could affect the compression behaviour of the fabric [20]. This difference in regularity could have a difference in the compression behaviour of the spacer fabrics constructed by using the two methods. It is also interesting to see that the inclination angles are similar in Samples C-02, C-03 and C-04. The spacer fabrics knitted with Spacer Structure C are the thinnest and hence the length of the monofilaments between the front and back tucks is the shortest, thus resulting in a tight and compact fabric. Therefore, the contracting force in the wale direction caused by different elastic inlay patterns does not significantly change the inclination angles and other physical properties.
Effect on compression properties
Spacer fabric is often considered to be a cushioning material which means that compression behaviour is one of the most important concerns when choosing a suitable spacer fabric. The compression stress-strain curve of all of the samples are shown in Figure 10. The compression stress is calculated as the load applied divided by the area of the compression indenter. The strain is calculated as the compression distance of the indenter divided by the original specimen thickness. A typical compression stress-strain curve of spacer fabric can be divided into three stages which are linear elastic stage, plateau stage and densification stage [20,21]. In the linear elastic stage, the spacer fabric exhibits a stable compression stiffness until the spacer structure started to collapse due to buckle or shear of the monofilament yarns. The slope of the stress-strain curve will then become gentle and enter the plateau stage in which the increment of stress slows down over a certain range of strain. The results of the compression evaluation are agreed with the previous studies on spacer fabrics that different spacer structures could affect compression behaviour [22,23]. The samples fabricated with Spacer Structure B have a relatively longer plateau stage started at relative lower compression strain owing to its thick and fluffy structure. No plateau region is found for the samples fabricated with Spacer Structure C due to its thin and compact structure. Apart from this, differences can also be observed from the spacer fabrics with elastic inlay and different inlay patterns. The samples with an elastic inlay require a higher compression stress to reach the plateau stage of the compression. When the spacer fabric is inlaid with a thicker elastic yarn, a higher compression force is needed for the spacer fabric to reach the plateau stage of compression. With different inlay pattern, the shape and the slope at difference stages of the compression curve and the compression strength at which the spacer fabrics enter the plateau stage are also changed. It is interesting to find that negative stiffness effect where the slope of the compression curve is negative appears during the compression in some of the samples made of Spacer Structure A with elastic inlay. Spacer fabrics with negative stiffness effect can be useful in vibration isolation [24]. The elastic inlay method can be used to create spacer fabric of certain spacer structure with negative stiffness effect. The use of different inlay patterns and elastic yarns with different yarn counts can alter the compression stress and strain at which the negative stiffness effect is appeared.

Compression stress-strain curves of spacer fabric samples: (a) Samples A-01 to A-04, (b) Samples B-01 to B-04, (c) Samples C-01 to C-04 and (d) Samples A-02, A-02-70, A-02-360 and A-K.
In order to understand the compression stiffness of the spacer fabric samples, the Young’s modulus at the linear elastic stage, the WC and the RC after the compression are obtained and shown in Figure 11. The Young’s modulus at the linear elastic stage can explain the stiffness of the spacer fabric before the spacer structure collapsed. The inlay pattern and the yarn count of spandex yarns have a significate correlation with the Young’s modulus as the elastic stage. The elastic inlay brings a significant increase in the Young’s modulus. The samples with inlay pattern tucking in every third needle are stiffer and have higher Young’s modulus at the elastic stage than those with tucking in every second needle. However, when the inlay pattern changes from tucking in every third needle to fourth needle, the Young’s modulus shows a decrease in fabrics made of Spacer Structures A and C. The inlay pattern with too many miss stitches could increase the irregularity of the spacer structure with larger variation in inclination angles and hence reduce the compression stiffness. Apart from changing the elastic yarn with different yarn count, changing of the elastic inlay patterns can also significantly adjust the compression stiffness of the spacer fabric. The elastic inlay method can be used to fabricate spacer fabric with different compression behaviour without changing yarns or machinery setting. By having different inlay patterns at different courses or wales, a weft-knitted spacer fabric with different stiffness at different regions can be realised. It can be useful for the fabrication of compression garments or protective garments that required different thickness, pressure, compression stiffness and energy absorption at different regions. The idea of engineered body mapping for pressure therapy, body physical protective could be realised to enhance the wearing comfort and facilitate dexterity and range of motions.

(a) Young’s modulus at the elastic stage, (b) compression energy (WC) and (c) compression resilience (RC) of spacer fabric samples.
The thickness and bulk and stitch densities of the spacer fabrics have a significant correlation with both the WC and RC. WC is the total energy absorption in compression of the spacer fabrics. A higher WC means more fullness and compressibility of the fabric. Spacer Structures A and B samples showed a substantial increase in the WC with the presence of an elastic inlay. The WC of Samples A-02 and B-02 is increased by 84.2% and 74.2% respectively in comparison to Samples A-01 and B-01 where no yarns are inlaid. The WC of the samples with inlaid yarns that form tuck stitches in every fourth needles increases to more than twice that of the samples without an inlay. The elastic inlay not only increases the thickness and stiffness of the spacer fabric but also the compressibility. The spacer fabric can withstand a higher compression stress and absorb larger amount of compression energy. On the other hand, Spacer Structure C samples with an elastic inlay showed a lower WC than that without an inlay. It is because Spacer Structure C is a more compact and stable structure without showing a plateau during the compression. The elastic inlay increases the stiffness of the Spacer Structure C samples and at the same time make the samples more rigid and less compressible. However, all of the structures showed a trend in which the WC increases when a larger number of miss stitches are inserted into the inlay patterns. The increase in miss stitches in the inlay pattern can increase the compressibility of the spacer fabric. A higher RC can regard as better recovery of the spacer fabric to its original thickness when releasing from compression. The impact caused by elastic inlay on the RC of the spacer fabrics with Structures B and C is not very significant. However, a negative impact on the RC can be observed from the Spacer Structure A samples. Although the elastic inlay helps the Spacer Structure A samples becomes more compressible, the compression resilience could also be inhibited.
By comparing Samples A-02, A-03 and A-04 with A-K, the difference between the compression behaviour of spacer fabric made by elastic inlay method and that by knitting elastic yarns with spacer fabric can be seen. Sample A-K has a lower WC than the three Spacer Structure A samples but the highest RC amongst all of the samples. As shown in Figure 10, the highest compression stress is applied onto Sample A-K amongst all of the samples to reach the plateau stage of compression, which shows that Sample A-K is relatively resistant to compression. Sample A-K has a more regular spacer structure which can help to withstand a higher compression stress and thus has the highest stiffness. Although same materials are used, the fabrics with elastic inlay can have higher thickness, softness and compressibility. This method of inlaying elastic yarn is an additional means of modifying and controlling the compression behaviours of spacer fabrics.
Conclusions
In this study, a method of inlaying elastic yarn on the surface layers of spacer fabric is proposed to modify the fabric thickness, density and compression behaviour. With the use of different inlay patterns, spacer fabric with different physical and compression properties can be knitted without changing the yarns or the machine settings. The inlay pattern which consists of only miss and tuck stitches is significantly correlated to the fabric weight, the stitch density and the Young’s modulus at the elastic stage of the spacer fabrics. Changes in the inlay pattern can affect the inclination angles and the uniformity of the spacer structures which then affect the compression behaviour of the fabrics. When the inlay pattern changes from tucking in every second needle to third needle, the thickness of spacer fabric increases, the WC and the Young’s modulus at the elastic stage also increase significantly. However, when the number of miss stitches in the inlay pattern further increase, the fabric weight, stitch density and the Young’s modulus can show a decrease in the samples with certain spacer structures. This could be caused by the insufficient tensile strength of the elastic yarns or the increase in irregularity of the spacer structure. The changes in the yarn count of the inlaid spandex yarns can also influence the physical and compression properties of the spacer fabrics and show a linear impact to air permeability. The method for inlaying elastic yarn in this study creates a thicker but lighter spacer fabric as opposed to knitting the elastic yarns together with the surface yarns. The fabric is also able to retain air permeability. The method of inlaying elastic yarn in this study can help to control the fabric properties in a flexible and simple way during knitting by using various inlay patterns. This allows the same fabric to have different levels of compression to suit different end-uses. As the properties of spacer fabrics can be varied more extensively, the fabrication of desired materials for use in different kinds of textiles products such as protective clothing, intimate apparel, home textiles, and medical and compression garments can be carried out to tailor different areas of the product with different thicknesses and compression properties so as to enhance their cushioning function and comfort.
Footnotes
Declaration of conflicting interests
The author(s) declare no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This study was supported by the 衣 笠 繊 維 研 究 所 研 究 助 成 (Kinugasa Fibre Research Centre).