
Abstract
The present investigation focused on abrasive waterjet cutting (AWJC) of natural fibre reinforced nano clay filled polyester composites with the objectives of maximizing material removal rate (MRR) and minimizing the kerf taper (KT) and surface roughness (Ra). The influence of nano clay addition, traverse speed (TS), jet pressure (JP) and stand-off distance (SOD) on the AWJC characteristics of fabricated composite laminates are investigated. The natural fibre reinforced composite (NFRC) laminates are fabricated through hand lay-up technique through varying the wt% of nano clay fillers (0, 1 and 2). The AWJC experiments are planned and rigorous experiments were performed by adopting box-behnken design approach. The relative consequence of process variables on response features and quadratic regression models were assessed through analysis of variance (ANOVA). Further, multiple response optimization is carried out using statistical desirability technique to enhance the cut quality characteristics. The optimal AWJC parameters such as JP of 316.24 MPa, SOD of 2 mm and TS of 304.24 mm/min with 1.15 wt% of nano clay addition are determined. Microstructure of cut surface is examined to ascertain the morphological behaviour of AWJC surfaces with different processing conditions.
Introduction
The development in ecological perception and civic interest, the new-fangled ecological guidelines and untenable ingesting of petroleum products directed to discerning of the practice of eco-friendly materials. Natural fibre reinforced composites (NFRCs) are considered to be one of the eco-friendly materials which are finding extensive market trend in diverse engineering applications owing to their distinct possessions such as improved corrosive resistance, ease of handling, high modulus to weight ratio, and better damping properties [1]. For the past few years due to the aforementioned properties, NFRCs have gained substantial emphasis in several applications such as structural, automobile, aerospace, civil engineering etc. [2]. The engineering applications of NFRCs have grown-up during recent times to replace metal alloys and synthetic fibre composites of diverse products [3].
Despite of its potential gains, the usage of NFRCs is still cumbersome due to their major hitches such as inferior mechanical strength characteristics, moisture absorption, dimensional instability, high thermal conductivity and discrepancy in the development of product performance inherent to assortment of fibre origin as compared to synthetic fibre composites [4,5]. However, the mechanical strength characteristics of natural fibre composites could be improved with an inclusion of natural and synthetic fillers in the matrix materials. Recently, many researchers have utilized filler materials such as rice husk, carbon nano tubes and nano-clays to improve the quality characteristics of NFRCs [6–9]. Among these fillers, nano clay (montmorillonite) is considered to be prominent reinforcing filler owing to their astonishing characteristics such as lamellar structure, low cost, high cation exchange properties, more specific surface area and reactivity, exfoliation nature and swelling properties [10]. NFRCs are personalized for numerous applications by the appropriate selection of materials (matrix, reinforcement and additives), and processing methods [11].
In general, the near-net shaped NFRCs are made up of primary and secondary manufacturing techniques such as open moulding, vacuum bagging, compression moulding, resin infiltration and hand lay-up [12]. Recently, several researchers have implemented the novel techniques such as autoclave moulding, filament winding, pressurized gyration and pultrusion in the fabrication of impressive fibre reinforced composites with enhanced quality characteristics [13–16]. However, the adoptability of NFRCs for making end user components require few secondary activities such as cutting, milling, drilling and turning so as to obtain desired shape to make the complete assembly. In recent times, several research works were performed to investigate the machining characteristics of natural fibre composites [17–21].
Ramesh et al. [17] examined the impact of several materials of the tools on the aspects of delamination and thrust force of drilled sisal-glass hybrid composite laminates. It is observed that the damage induced by drilling increased during the higher cutting feedrate for the high-speed steel tool. Bajpai et al. [18] experimentally deliberated the behaviour of drilling a sisal fibre reinforced polylactic acid green composite. In their investigations, drill geometry, cutting speed and feed rate are found to be the effective variables on devastation of composite laminates. Ismail et al. [19] examined the consequence of drilling a hemp fibre reinforced polymer composite. They have examined the surface quality and delamination with respect to the input parameters such as TS, aspect ratio of fibre, and feed rate for the analysis. Their results show that the pre-eminence of drilled hole may be enhanced through increasing the cutting speed and reducing the feedrate whereas fibre aspect ratio has insignificant effect on drill quality. Chegdani et al. [20] evaluated the impact of cutting tools on the surface quality of dry cutting unidirectional flax fibre based natural composites. It is inferred that, the radius of cutting caused by the tool has a substantial effect on the quality of surface. Moreover, the fibre shearing is instigated when the thickness of chip exceeds the radius of cutting edge. Dilli Babu et al. [21] performed experiments on the milling of natural composite laminates. They concentrated on the influence of cutting velocity and feedrate for identifying the delamination factor and surface quality. It is observed that hemp fibre reinforced composite promotes minimal surface damage during milling than other composites and high cutting velocity with low feed rate favours quality slots of fabricated laminates.
It is inferred from the existing studies, the machinability of NFRCs is tedious than homogeneous materials due to the heterogeneity of constituent materials (fibres and matrix) and their inherent mechanical properties. The conventional machining of NFRCs induces various modes of damages such as fibre pull-outs, burning due to the presence of high temperature, delamination, cracks and inter-laminar crack propagation in the machined composites [22]. At present, NFRCs are of high demand for various manufacturing industries and advanced machining processes are necessary in order to produce components that are free from failure. Therefore, difficult-to-cut materials are machined through novel unconventional machining processes such as AWJC, laser cutting and ultrasonic machining etc. [23–25].
Among these unconventional machining process, AWJC is an energy-based machining process that has an ability to machine diverse materials such as metals, non-metals and fabrication of intricate part profiles at higher cutting speed, affordable cost and manifest automation [9]. In view of the fact that, the absence of solid cutting tool, heat generation, plastic deformation and chip formation, AWJC is regarded as the most effective unconventional manufacturing process compared to other processes. This process involves combining of hard abrasive particles with UHP water to maximize acceleration by transferring energy to the abrasive materials. The erosion takes place due to the striking of accelerated abrasive mixed water on the workpiece surface [26]. The removal of material and mechanical properties of machined surface in AWJC is encompassed by three major mechanisms such as microchip formation, plowing, and rubbing [27]. However, enhancement of cutting consequences is seems to be difficult due to the presence of numerous process parameters in AWJC process [28]. In order to overcome the shortcomings of AWJC process, it is necessary to hand-pick appropriate process related parameters and investigating their influence to enhance the machining quality is paramount of interest.
In the recent times, several researchers have studied AWJC system reliability and its performance characteristics by considering numerous system variables. Mardi et al. [29] studied the surface roughness, topography and morphology of Mg based composites produced by AWJM process. It is observed that the surface quality is directionally proportional to the speed of cutting.
Balamurugan et al. [30] investigated the consequence of TS, SOD and water pressure of phosphate/yttria lanthanum hybrid composite on assessing KT, Ra and MRR. Their results revealed that the KT and MRR are prominently influenced by water pressure, wherein the Ra is decreased through increase in cutting speed. Shankar Chakraborty and Ankan Mitra [31] have conducted a parametric optimization study of AWJM process using grey wolf algorithm to obtain optimal variables for improving MRR, Ra and KT. Santhanakumar et al. [32] performed trials to determine the impact of jet pressure, speed of cutting, SOD and flow rate of abrasive on Ra, striation effect on AWJ cutting of aluminium metal matrix composite through adopting statistical grey relational approach. They identified that the surface roughness and striation of machined surface are significantly influenced by selected process parameters. Anish Nair and Kumanan [33] investigated the multi-response characteristics such as MRR, circularity, perpendicularity, cylindricity and parallelism of AWJ machined Inconel 617 superalloy. The adequacy of developed weighted principal component approach is founds to be better to predict multi-response of AWJM process by adopting multi performance index. Uthayakumar et al. [34] experimentally investigated the AWJM of Inconel 600 alloy through considering SOD, pressure of jet and speed of cutting as process parameters to examine width and taper of the kerf and also MRR. Their investigation outcomes recommended that the KT is prominently influenced by cutting speed and jet pressure, whereas material removal during cutting process is solely influenced by jet pressure. Kalirasu et al [35] have utilized an analytical approach of RSM-MOORA for evaluating AWJM performance of jute/polyester composites. The influence of abrasive jet pressure, speed of cutting and SOD on the KT and Ra of machined surfaces are deliberated. Their results proposed that the suitability of proposed approach can be applicable for fibre reinforced composites having a maximum thickness of 3 mm. Hutyrová et al. [36] performed experiments to examine the surface topography of AWJ machined wood plastic composites. Their results suggested that AWJM can be effectively utilized for machining of plastic composites without melting of matrix materials. Kalirasu et al. [37] deliberated the impact of various reinforcing elements such as coconut sheath and bi- directional glass mat on the AWJM quality characteristics using taguchi methodology and it is observed that size of abrasive particle is the dominant variable which affects the KT and Ra of machined components.
From the existing studies, it is inferred that several researchers have investigated machinability aspects of hybrid natural fibre composites and their consequences. However, very few literatures are available to explore machining of these composites using unconventional machining processes, especially AWJC. Therefore, the present work focuses on the impact of prevailing AWJC process variables such as speed of traverse, SOD, jet pressure and with an addition of nano clay in evaluating MRR, KT and Ra of fabricated madar (Calotropis gigantea) fibre reinforced polyester composite laminates. Experimental investigations are performed using the principle of box-behnken design (BBD) and the competences of established mathematical equations are appraised through ANOVA. The interaction effects of selected process parameters on the output response variables are explored and optimal process variables are obtained through desirability statistical technique to augment the AWJC characteristics.
Materials and methods
Materials
The Calotropis gigantea fibre extracted from madar plant is utilized as the reinforcement for fabricating the composite laminates. The raw fibre is retrieved from the stem of madar plant through manual process [38]. Madar fibre has the higher lignin content that offers higher rigidity when compared to the existing natural fibers and because of the lower density these fibres may be used in the lightweight applications such as textile and automobile industries [39]. Among the available natural fibers, madar fibre has the desirable lower elongation and higher mechanical strength so that it can be used as a replacement material for the synthetic fibers such as glass and carbon in polymer matrices [40]. The extracted raw fibre is chemically treated in 10% of concentrated NaOH with sodium lauryl sulphate solution for 2 h to wipe out the foreign substances in the fibre and to strengthen the adherence capability. The properties of obtained madar fibre are given in Table 1. The isophthalic polyesters resin has versatile properties such as thixotropic, low-viscosity, excellent heat and chemical resistance, superior water resistance and it is a most popular thermoset used as a polymer matrix in composite materials. The unsaturated polyester resin with a viscosity of 550 CPS and a specific gravity of 1.13 g/cc at 250°C which is procured from SM Composites, India is being used as the matrix material. Montmorillonite (Nano Clay) of average particle size 1 nm is supplied by Nanoshel LLC, India is used as filler material to enhance the properties of fabricated laminates. The SEM micrograph of as received nano clay and 2 wt% dispersed nano clay in polyester resin is shown in Figure 1(a) and (b). The wt% of nano clay addition with polymer matrix is categorized by accompanying several preliminary experiments and existing studies. The agglomeration and micro voids are found when the nano clay added more than 2 wt% in matrix. Hence, the present investigation considers 0, 1 and 2 wt% of nano clay to fabricate the nano composites.
Properties of madar fibre.


SEM micrograph of (a) as received nano clay, and (b) polyester resin dispersed with 2% of nano clay.
Composite fabrication
The composite laminates are made-up at room temperature by conventional hand lay-up method. A mold with specific dimension is prepared on a smooth ceramic tile with a rubber shoe sole on the tile. The gap between the tile and rubber sole is filled with hygienic wax. Further, the surface of tile is coated with release agent (poly vinyl alcohol) and then the mold is cured for 24 hrs.
The matrix is prepared through mixing a nano clay of 0, 1 and 2 wt% with polyester resin. These mixtures are taken into separate beakers and kept on ultrasonic bath sonicater for 3 hrs to ensure homogeneous mixture of nano clay in resin. The pre-impregnated madar fibre with 0° orientation is mixed with the matrix material which comprises, modified polyester resin, accelerator (cobalt) and catalyst (MEKP) in the ratio of 1:0.015:0.015. The rest of the mold is filled with polyester resin to avoid the air gap in the fabricated laminates. The composite laminates of cross section 200 × 200 × 10 mm3 are fabricated by placing the impregnated layers one over the other on the mold and pressed by mild steel plate with a pressure of 0.05 MN/m2 for 24 hrs. The volume fraction of polyester matrix is kept constant at 60% throughout the fabrication and the weight percentage of reinforcement and nano filler are modified from 40, 39 and 38 wt% and 0, 1 and 2 wt%, respectively. Composite with a madar fibre content of 38 wt% with a nano clay addition of 2 wt% is found to be optimal level of combinations for fabrication with enhanced mechanical properties and minimized defects. The method used for fabricating the composite laminates is depicted in Figure 2. The microstructure of madar fibre composite filled with varying wt% of nano clay is shown in Figure 3(a) to (c). From the SEM images, it is observed that the nano clay is well dispersed in the polyester resin. Moreover, the improved matrix-reinforced interface bonding and minimized micro voids and pores are found in the 2 wt% nano clay filled composite compared with the composites fabricated without nano filler addition and with the addition of 1 wt% nano filler.
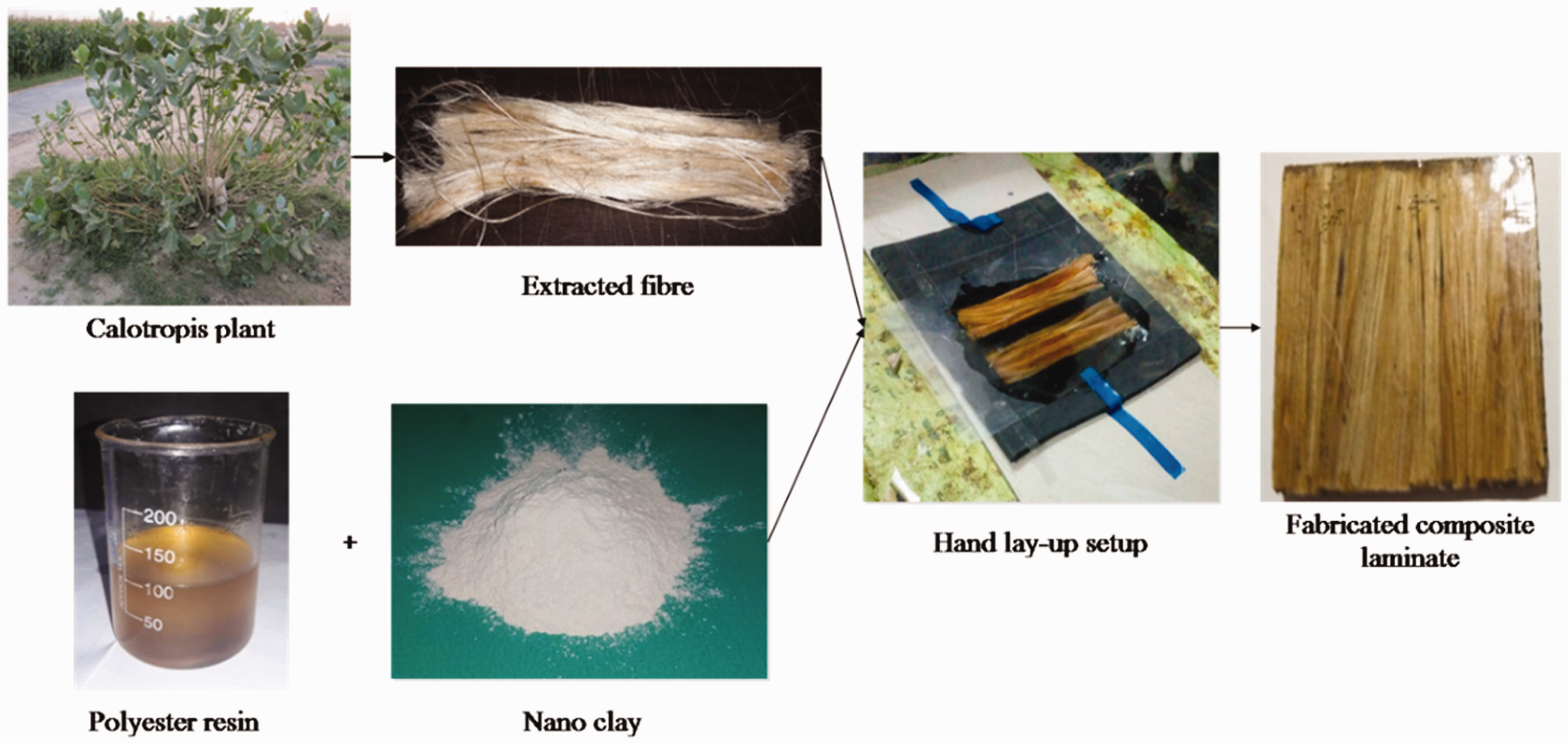
Schematic of composite laminates fabrication using madar fibre.

Microstructure of fabricating composites with varying wt% of nano clay (a) 0% nano clay, (b) 1% nano clay, and (c) 2% nano clay.
AWJC experimentation and measurements
The cutting of fabricated composite substrates is carried out using a high-precision industrial CNC abrasive waterjet cutting system supplied by Water Jet Germany, India (Model: S3015) as depicted in Figure 4. The AWJC system is equipped with programmable computer-controlled carbide nozzle with a positional accuracy of ±100 µm. A diamond orifice with 350 µm diameter is attached to the 1 mm diameter nozzle for the precise delivery of abrasive jet. The abrasive used in the experiment is 80 µm Garnet which is supplied by Max Minerals Pvt. Ltd, India. An intensified centrifugal pump with 50HP is used to deliver the high pressurized water up to 4000 bars. The rate of abrasive flow (200 g/min) and nozzle impingement angle (90°) are kept constant during the course of experiments.

AWJC setup for experimentation.

Measurement of KT and Ra.
A resourceful experimental approach can substantially reduce the wide-range of experimental trials without disturbing the precision of any manufacturing process. Therefore, the present work involves RSM based BBD [41,42], a statistical and cost-effective design of experiment approach to design and conduct the AWJC experiments. Twenty-nine experiments are designed and performed with five replicates in a block with four-factors and three levels.
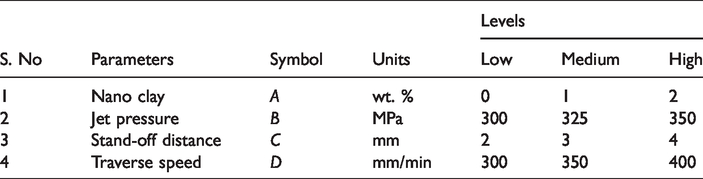
The AWJC of 40 mm length is performed in each experimental run to appraise the MRR, KT and Ra. Four significant materials and process related parameters such as weight percentage of nano clay (A), JP (B), SOD (C) and TS (D) are accounted to regulate the AWJC experiments to assess the selected response characteristics. Extensive experimental executions are carried out through varying different control factors at a time to arrive system parameter levels as presented in Table 2.
AWJC variables and their numerical values.
The removal of material during each cut is considered as MRR and it is measured using Scientech SA-510 (Mfd: Precision Weighing Balances, USA) precision weight balance with a readability of 0.0001g. A transparent windscreen is surrounded in the weight balance to avoid fluctuations during the measurement.
The mass loss method is adopted to estimate MRR by weighing the composite specimen before and after cutting. The following relation can be used to calculate MRR:
The disparity of kerf (Figure 5) at the jet entry (top surface) and exit (bottom surface) of composite specimen is measured using METZ 1395 (Mfd: Metzer Instruments, India) monocular tool makers microscope with a magnification range of 30X. The KT can be calculated using the following relation:
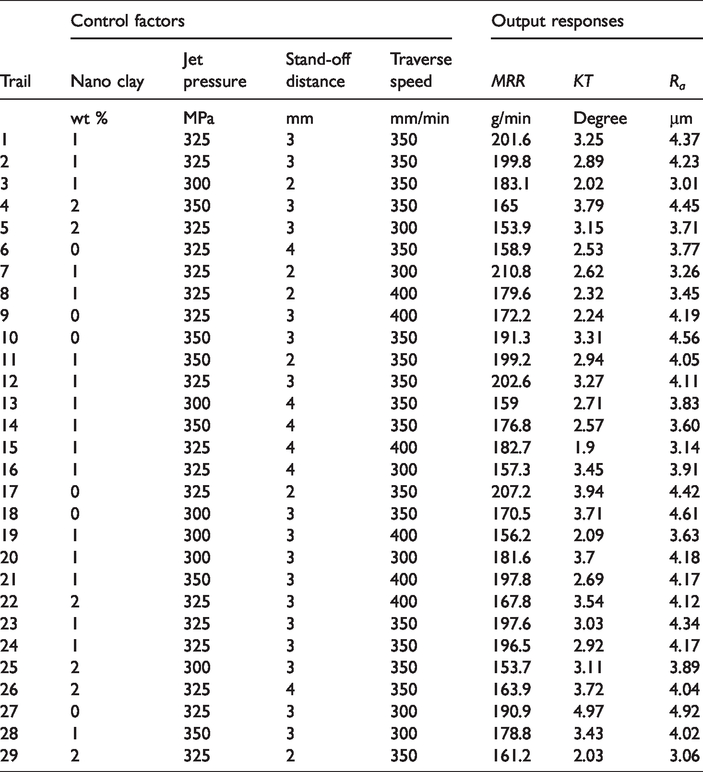
Surface roughness of cut surface is assessed through a non-contact type Universal three-dimensional profilometer (Mfd: Rtec Instruments, USA). The roughness of AWJC surface is measured at three designated points along the cutting direction and their average value is accounted. FESEM is used to analyse the morphological properties of machined surface in an attempt to recognize the inconsistency at the cutting zone. With selected input AWJC parameters, twenty-nine cutting trials are conducted based on RSM-BBD approach and the corresponding MRR, KT and Ra values are calculated and given in Table 3.
BBD matrix and estimated response values.
Results and discussions
Statistical analysis of MRR, KT and Ra
The second-order polynomial models are established to statistically explore the relative importance of AWJ control factors on the nominated cutting features such as MRR, KT and Ra. The competency of established models is authenticated through ANOVA with 95% of confidence interval using Design Expert 7™ software. Tables 4 to 6 show the ANOVA outcomes for the AWJC response characteristics. It is apparent from these tables that p < 0.05, which illustrates that the established mathematical models are well fitted at 95% of assurance level. Also, the factor of determination (R2) for the MRR, KT and Ra are also found to be 0.9952, 0.9792 and 0.9814, respectively. It illustrates that the established models reasonably fit with the real data. The adequate precision (AP) values obtained for these selected responses are well above 4, that signifies the satisfactory of developed models for prediction. The F statistic values denote that the selected models are noteworthy. The existence of “Prob.>F” greater than 0.05 is to be considered as inconsequential terms in ANOVA. These terms are terminated from the established models by adopting backward elimination procedure and the remaining terms are retained for further estimation. The final quadratic regression models obtained from the statistical analysis are given by,


ANOVA for MRR.

Impact of AWJC parameters on MRR
The production rate as well as cost involved in AWJC process is greatly influenced by MRR. For machining operations, improved MRR are always ideally preferred to progress the productivity and to reduce process costs simultaneously. It is perceived from the ANOVA (Table 4) that the SOD, wt% of nano clay and JP are having substantial influence on MRR, whereas the TS is found to be insignificant. The 3D surface plots shown in Figure 6(a) to (c) designate, the consequence of nano clay addition and AWJC parameters on MRR.

Influence of nano clay addition and AWJC parameters on MRR (a) Nano clay vs Jet pressure, (b) Nano clay vs Stand-off distance, and (c) Nano clay vs Traverse speed.
The addition of nano clay and influence of JP on MRR is illustrated in Figure 6(a), while SOD and TS are kept constant at 3 mm and 350 mm/min. At this condition, MRR enhanced with an increase in wt% of nano clay up to 1% and then decreases slightly, whereas increase in JP from 300 MPa to 350 MPa increases MRR. The nano fillers in hybrid composite helps to uphold the bonding property and enhance the strength of composites from severe damage during machining. Therefore, the removal of material is decreased with an increase in nano filler addition. Further, higher wt% of nano clay helps to filling-up the micro voids and pores in the composite specimen which progresses the superior fibre-matrix interface [43]. The substantial increase in MRR is attributed due to the hard erosion of abrasive particles during high JP [35].
Figure 6(b) illustrates the disparity of MRR as a function of SOD and wt% of nano clay. It is apparent that MRR deteriorates with an increase in wt% of nano clay up to maximum whereas MRR increases with a rise in SOD from 2 mm to 4 mm. As the SOD intensifies, the momentum of hard abrasive particles which impacts on the substrate is increased and it generates depth craters. This primes to higher erosion from substrate surface and augmented MRR can be retrieved [44].
The consequence of nano clay addition and TS on MRR is illustrated in 3D surface plot shown in Figure 6(c). It can be inferred that, MRR decreases with respect to increase in nano clay percentage from 0% to 2% and TS from 300 mm/min to 400 mm/min. The TS of the nozzle decides the exposure period of abrasive jet on substrate surface. The exposure period for a certain portion along the line of cutting on substrate surface increased during lower TS, whereas the higher TS reduces the exposure time. As the TS increases, the lower exposure time causes insufficient cutting and less particulate matter impinging on the composite laminate leading to minimum removal of the substratum [45].
Impact of AWJC parameters on KT
In AWJC process, KT is considered to be one of the significant parameters on influencing the geometrical accuracy of end use components. The selection of appropriate process variables is necessary to minimize KT for superior assembly of machined parts and elimination of post-processing operations [46]. It is perceived from ANOVA Table 5, TS is the most significant parameter which influences the KT followed by JP and addition of nano clay whereas SOD is found to be insignificant.
ANOVA for KT.

ANOVA for Ra.

The 3D surface plots revealed in Figure 7(a) to (c) describes the influence of AWJC parameters and nano clay addition on KT. The consequence of nano clay addition and TS on KT is illustrated in Figure 6(a), while SOD and JP are kept constant at 3 mm and 325 MPa respectively. The lower KT is experienced at the combination of higher nano clay addition and lower TS. During the increase in TS from 300 mm/min to 400 mm/min correspondingly, the KT is increased from 2.31° to 4.02°. In general, top and bottom KWs decreases when the TS increases, despite this, taper of the kerf wall slightly increases. It is owing to the striking of fewer abrasive particles on the substrate during maximized TS and hence a narrower kerf slot produces with a greater KT ratio [47].

Influence of nano addition and AWJC parameters on KT (a) Nano clay vs Traverse speed, (b) Jet pressure vs Stand-off distance, and (c) Stand-off distance vs Traverse speed.
Figure 7(b) depicts the effects of JP and SOD on KT. Due to increase in JP from 300 MPa to 350 MPa and SOD from 2 mm to 4 mm, KT increases linearly. In the event of increase in JP causes a greater jet energy impinging onto the substrate bombarded by the atomized abrasive jets, resulting a wider kerf slot. During the increase of JP, bottom kerf slot is not increased as like top kerf slot and hence KT is increased. It is owing to the kinetic energy loss of jet and it was unable to remove the material at bottom of kerf slot which causes wider KT [48].
The combined effects of SOD and TS on KT is depicted in Figure 7(c). It is evident that raise in SOD from 2 mm to 4 mm, KT increases, whereas it slightly decreases with the raise in TS from 300 mm/min to 325 mm/min and further increase in TS causes increase of KT. During higher SOD, peak velocity waterjet spreads out (jet divergence) while exiting from the mixing chamber. It leads to a loss of kinetic energy when penetrating the substrate surface and the apparent surface of swerving jet may have lack of sufficient force to perform efficient cutting at the bottom of kerf as it does at the top of kerf. Due to this phenomenon, KT increases with an increase in SOD [49].
Impact of AWJC parameters on surface roughness
Another important characteristic of machined component is surface roughness that affects the performance of end user components with reference to increase of wear due to friction, heat generation and hence difficult to assemble the parts. Therefore, enhancing the surface quality of AJWC component is essential to improve the service life.
The 3D RSM plots shown in Figure 8(a) to (c) depict the influence of AWJC parameters and presence of nano clay on surface roughness of machined composite specimens. These plots exhibit the relationship among the disparity of two process variables, while the other two are held at the center point.

Influence of nano addition and AWJC parameters on surface roughness (a) Nano clay vs Jet pressure, (b) Nano clay vs Traverse speed, and (c) Stand-off distance vs Traverse speed.
Figure 8(a) describes the consequence of nano clay addition and JP on Ra. It shows that, the low Ra is obtained while addition of higher nano clay (2%) at lowers JP (300 MPa). However, Ra decreases with an increase of nano clay addition from 1% to 2% and converse effect is seen with an upsurge of JP from 300 MPa to 350 MPa. As the JP increases, the energy fluctuation of waterjet also increases. This high pressurized waterjet will contribute towards erosion of abrasive particles that leads to increase in roughness of cut surface [50]. On the other hand, the homogeneous dispersion is accomplished when the wt% of nano clay intensifies from 0 to 2%, which eliminates the micro voids and pores of composite laminates, and hence the smooth surface can be obtained.
The increase of nano clay from 1 to 2 wt% and TS from 300 mm/min to 400 mm/min causes decrease in Ra as seen from Figure 8(b). The lower Ra of 3.68 µm is found to be at higher nano clay addition at lower TS. However, an increase of TS enables fewer overlaying effects and an inadequate quantity of abrasive particles can distress the substratum surface which amplifies the cut surface striation and therefore Ra increases [51–53]. Consequently, the higher TS may be considered to minimize the machining time, unless the surface quality is not significant parameter of interest [47].
The effect of SOD and TS on Ra is demonstrated in Figure 8(c). In the case of increase in TS from 300 mm/min to 400 mm/min, Ra increases from 2.86µm to 3.51µm. However, while progression in SOD from 2 mm to 3.5 mm, Ra increases to the maximum extent (4.075 µm) and then decreases with an increase in SOD from 3.5 mm to 4 mm. When SOD rises to a certain level, the water jet is expanded before it impacts on the substrate that causes more vulnerability to extrinsic drag from the surrounding atmosphere. Subsequently, kinetic energy of a jet is reduced which increases the jet diameter resulting in rough cut surface. Hence, it is necessary to maintain lesser SOD to attain the flatten cut surface due to the availability of higher momentum of waterjet.
Figure 9 indicates Ra profiles of composite laminates with different wt% of nano clay. The following surface topographical parameters are considered for evaluating surface quality [54]. The arithmetic mean deviation roughness (Ra) is defined as the average absolute deviation of the roughness irregularities from the mean line over one sampling length, is the universally used roughness parameter for quality control and mathematically defined as follows:

Three-dimensional surface topography and roughness profiles for machined surface.
The average peak-to-valley (Rz) is the difference in height between the average of the five highest peaks and five lowest valleys along the assessment length of the profile, is expressed as follows
The root-mean-square value (Rq) is a sensitive roughness parameter represents the standard deviation of the distribution of surface heights. The mathematical representation of Rq can be defined as,
The values of Ra, Rz and Rq for the composites fabricated without nano clay are observed higher than that of composites fabricated with inclusion of nano clay fillers. Due to the uneven distribution of abrasive elements by water jets on the workpiece, randomized protrusions on the machined surface are observed. However, Ra decreases with an intensification in wt% of nano clay from 0% to 2%, which improves the surface texture of AWJC composite surfaces. It can be attributed due to the fact that filling-up of micro-voids through addition of nano clay.
Microstructural characterization of machined surfaces
In AWJC, the substrate is eroded by the influence of pressurized abrasive mixed waterjet. The material removed from the workpiece substrate is blown out by water jet. Due to the inherent nature of AWJC such as high pressure and the presence of irregular abrasive particles leads to surface delamination, crack propagation and wear tracks in the machined substrates, especially in layered composites. The SEM analysis of machined surfaces for diverse cutting conditions are examined which are shown in Figure 10(a) to (c).

SEM surface morphology of cutting zone at different processing conditions (a) 0% nano clay, (b) 1% nano clay, and (c) 2% nano clay.
Figure 10(a) shows the top kerf SEM image machined surface at a cutting condition of lower JP (300 MPa), TS (300 mm/min) and SOD of 2 mm with an addition of higher nano clay (2 wt%). This micrograph revealed that a smooth cutting region due to wear mechanism with minimal kerf deviation at the upper surface of AWJC composite specimen is experienced. The width of kerf is minimized with increase in TS, since the workpiece is revealed to the waterjet for a shorter span and hence smooth surface is obtained.
Figure 10(b) exhibits the SEM micrograph of side kerf wall of machined composite for higher SOD (3 mm), JP (350 MPa) and cutting speed (400 mm/min) with 1 wt% addition of nano clay. Deep wear tracks, void formation, surface cracks, fibre debonding and lip formations are evident for the reduction in particle fragmentation by harder abrasive particles. As in the case of higher TS and SOD, more abrasive particulates are striking on the surface of workpiece and subsequently depth of penetration is decreases which consecutively lessen the kerf surface quality [47].
SEM micrograph depicted in Figure 10(c) reveals the side kerf surface of machined composite laminate at a cutting condition of JP = 300 MPa, TS = 300 mm/min and SOD of 2 mm with nano clay addition of 2 wt%. A smooth cut surface and well dispersed nano clay fillers on the machined composite with minimal surface cracks are observed from the micrograph. This perhaps due to the fact that, the superior interfacial bonding among the polyester matrix and fibre reinforcement at 2 wt% of nano clay addition that leads to a smooth and dense surface. The nano clay is acting as a curing agent into the crack areas which cure the blows and make the dense structure composites with improved crystalline connection to refuge the cracks [55]. It is also imperative to note that the machined surface with a higher nano filler addition experiences no fibre delamination and resin cracking excluding a trivial matrix ploughing and micro cracks. Hence, the inclusion of nano clay with an appropriate wt% in polymer composite can contempt the pores and voids to enhance mechanical and machinability characteristics.
Multi-response optimization
Simultaneous optimization of multi-response characteristics such as MRR, KT and Ra is performed using a statistical optimization technique namely desirability function approach [56]. The intent of the present investigation is to simultaneously increase MRR and reduce KT and Ra by optimizing the AWJC parameters within the selected range. Therefore, the following individual desirability expressions can be utilized for maximizing and minimizing the selected responses.


Optimal AWJC parameters obtained through desirability function approach.
Conclusion
Experimental investigations are accomplished to examine the influence of AWJC parameters and nano clay addition on MRR, KT and Ra of natural fibre composites. The AWJC experiments are planned and conducted according to BBD-RSM approach. Following conclusions are drawn from the experimental and statistical studies: The stand-off distance, addition of nano clay and jet pressure are found to be most significant variables that influences the MRR and Ra, whereas KT is prominently influenced by traverse speed. The developed multiple linear regression models are found to be adequate with experimental results at 95% conformance level to investigate the selected responses of AWJC parameters which are within the limits is considered. From the experimental results, it is found that the presence of nano clay resulting enhanced mechanical and machining properties in natural fibre composites when compared to neat polymer composite laminates. Increasing the wt% of nano clay and decreasing the stand-off distance, traverse speed and jet pressure resulting improved cut quality with abridged cracks and fibre debonding in cut surfaces has been evident from SEM morphologies. Based on the proposed desirability optimization approach, optimal AWJC parameters such as wt% of nano clay of 1.15%, JP of 316.24 MPa, SOD of 2 mm and TS of 304.24 mm/min are resulted to attain superior part quality for NFRC laminates. The present work limited with the optimization of few noteworthy performance characteristics with an explicit level of AWJC parameters. However, in future, the impact of technological variables and diverse nano filler additions on the sub surface characteristics, cost and energy saving of machined composites will be investigated.
Footnotes
Acknowledgements
Authors would like to sincerely thank the Director R&D, Vel Tech Rangarajan Dr Sagunthala R&D Institute of Science and Technology for her continuous support throughout the work.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research work was supported by Vel Tech Rangarajan Dr Sagunthala R&D Institute of Science and Technology under seed fund scheme (208-19).