
Abstract
While the conventional composite yarns are generally confined to micro-scale fibers, composite yarns of micro-/nano-fibers have been fabricated by integrating carded fibrous web with electospun nanofibers, namely trans-scale spinning proposed in our latest works. In the micro-/nano-fiber composite yarns, the nanofibers with low content were embedded uniformly both inside and outside with short fibrous segments, which endows themselves with superior functionality without altering the intrinsic comfort, such as the durably efficient antibacterial capability of comfortable cotton fabric. In the present work, universal applicability of the trans-scale spinning approach has been investigated systematically. Various composite yarns were successfully fabricated by the novel spinning technique. The effects of three critical factors, microfiber materials, nanofiber polymers and spinning methods, on the structural characteristics and physical properties of composite yarns were demonstrated experimentally and theoretically. It was indicated that nanofibers are distributed uniformly in all resulting yarns, but broken segments of them in synthetic microfiber composite yarns are shorter than that in cotton composite yarns, which may result from different fiber appearance. Besides, the composite yarns present comparable physical properties (tensile performance, hairiness, unevenness) to those of pristine microfiber yarns, which enable themselves of being manufactured into all kinds of fabrics for industrial applications. The results reported in the current study would facilitate the design and preparation of composite yarn and the development of functional textiles.
Introduction
The ordered fibrous assemblies involve diverse textile forms including yarn, nonwoven and fabrics. Except for the nonwoven, yarn is considered as fundamental element to the formation of other textile forms, which contributes to the design and preparation of textile with unique structure. Yarns with diverse architectures cater to different purpose [1–4]. Particularly, as one of typical structural yarns, fibrous yarns with composite constructions are anticipated relying on their superior performance in comparison to pure yarn. For example, spandex core-spun yarn endows pristine staple yarn with excellent elasticity while chemical fiber-based sheath-core yarn provides pristine staple yarn with high tensile property [1,5]. Moreover, fabrics produced by mixing natural fibers with synthetic fibers present distinctive appearance and style such as great luster and comfortable handle [6]. Nevertheless, restricted by the processing technique of fiber materials, fibers to form the composite yarn are almost micro-scale fibers.
Electrospinning is an emerging and versatile technique to produce continuous nanofibers with varied structures, whose diameter is tens to hundreds of times thinner than microfiber materials such as cotton, wool, filaments and others [7]. As a result, nanofibers possess high specific surface area and surface energy due to the negative correlation between specific surface area of fibers and their diameter, exhibiting great potential in surface area-based applications such as filtration, tissue engineering, energy et al [8]. However, some nanofibers produced by electrospinning have poor overall mechanical properties, which restricts their applications severely [9–11].
That combining electrospun nanofibers with microfibers to fabricate micro-/nano-fiber composite yarns may provide an alternative strategy to resolve above limitations. Micro-/nano-fiber composite yarns are beneficial for making full use of respective superiorities among multiscale fibers as well as the controllably stable structure, and thus prevailing among researchers. For instance, Zhou et al [12,13] firstly developed micro-/nano-fiber composite yarns by twisting polyester filament bundles coated by electrospun polyethylene oxide nanofibers, aiming to enhance the structural integrity and mechanical properties of nanofiber assemblies for satisfying the functional requirements. Besides, to meet various applications, nylon 66 filaments [14], viscose filament bundles [15,16], cotton yarn [17,18], silk [19], poly(styrene-butadiene-styrene)/few layer graphene composite fibers [20], poly-L-lactide fiber bundles [21], carbon fiber bundles [22], polyester fiber [23], and others [24] have been chosen as the core layer to prepare micro-/nanofibrous core-spun yarns with different nanofiber polymers as sheath layers. Particularly, the alignment of nanofibers has also been effectively realized. As a result, the modified core-sheath yarns present merits of flexibility, structural superiority as well as tunable component and structure of nanofibers, which enable themselves to be extensively applied in functional textile [14,17,18,25], tissue engineering [21], smart wearable devices [20,22,23] and others. Nevertheless, it is worth noting that outer nanofibers of above core-spun composite yarns exhibit vulnerability and poor abrasion resistance during processing, wearing and washing. In addition, most of above means to develop micro-/nano-fiber composite yarns were realized by single needle electrospinning, which exhibited extremely low processing efficiency and could not satisfy the requirement of industrial production, constraining its commercial applications severely. Consequently, the fabrication of composite yarns of multiscale fibers remains a challenge and micro-/nano-fiber composite yarns possessing good mechanical performance, structural flexibility and possibility of large-scale production are anticipated.
In our latest works, a novel strategy titled trans-scale spinning for composite yarns of micro-/nano-fibers by integrating electrospun nanofibers with webbing of microfibers has been proposed [26,27]. The composite yarns with uniform distribution of electrospun nanofibers and stably hybrid structure endow the resultant functional fabric with durably efficient antibacterial properties for both E. coli and S. aureus [26]. Considering the significance of yarn qualities and suitability of the novel spinning system, in this article, universal applicability of the trans-scale spinning from three critical factors including nanofiber polymers, raw microfiber materials and spinning methods has been studied, moreover, structure and physical properties of composite yarns produced by trans-scale spinning have also been investigated. The investigations are hopeful to figure out the effect of the spinning factors on the structure and properties of trans-scale composite yarns, paving the way to the development of functional micro-/nano-fiber composite yarns.
Experimental details
Materials
Polyacrylonitrile (PAN) with average molecular weight of 86,000 g/mol was obtained from Shanghai Chemical Fibers Institute while both polymethyl methacrylate (PMMA) of high flow injection grade and Dodecyl trimethyl ammonium chloride (DTAC) were purchased from Shanghai Macklin Biochemical Technology Co., Ltd. N, N-dimethylformamide (DMF) acquired from Shanghai Lingfeng Chemical Reagent Co. Ltd was used as solvent. Liquid paraffin with refractive index of 1.467 was gained from Shanghai Lingfeng Chemical Reagent Co. Ltd. and 1-bromonaphthalene whose refractive index is 1.658 was got from Sinopharm Chemical Reagent Co., Ltd. PAN powder and PMMA masterbatch were both dissolved into DMF for 12 h under magnetic stirring at ambient temperature to obtain 10 wt%, 14 wt% PAN/DMF solutions and 24 wt%, 27 wt% PMMA/DMF solutions respectively. 0.2 wt% DTAC was added into PMMA/DMF solutions to improve their spinnability. To obtain fluorescent nanofibers, 0.2 wt% Rhodamine B (RhB) was homogeneously doped into above electrospinning solutions.
All microfiber materials (cotton, polyester, viscose) were obtained from Henan Xinye Textile Co., Ltd. The average length of cotton, viscose and polyester is 29 mm, 38 mm and 38 mm while their average fineness is 1.62 dtex, 1.33 dtex, 1.56 dtex respectively.
Preparation of trans-scale composite yarns
Trans-scale spinning, a novel and facile spinning system, refers to an efficient strategy for micro-/nano-fiber composite yarns by integrating electrospinning with traditional spinning for yarn. In details, electrospun nanofibers are mixed with microfibrous web during carding process and then evolve into hybrid fibrous sliver, which ensures that trans-scale spinning is applicable to all spinning system using sliver or roving as raw material and microfiber materials capable of forming into fibrous web. The drawing, roving and spinning processes of trans-scale spinning are consistent with traditional spinning system, which make it possible for the efficient and low-cost preparation of micro-/nano-fiber composite yarns. Consequently, the key of trans-scale spinning system lies in the efficient and uniform integration of multiscale fibers in carding process.
To achieve the online blending of multiscale fibers, the original apparatus comprising of carding device, electrospinning setup as well as negative pressure suction system was developed by our group (Figure 1). Electrospinning setup for the fabrication of nanofibers was composed of high voltage electrostatic generator, spinnerets and reservoir. Electrospinning solution was supplied by peristaltic pump. Negative pressure suction system consisting of motor, conduit, metallic suction boxes with air vent and porous polymer mesh were designed to providing upward airflow for continuous high-speed transportation of lightweight micro-fibrous web. Particularly, metallic suction boxes at zero potential also served as collector of polymer nanofibers. Electrospinning setup was installed below fibrous web and negative pressure suction system was fixed above it.

Schematic illustration of trans-scale spinning by integrating electrospun nanofibers with webbing of microfibers.
During the integration of composite fibrous web, microfibers exported from carding machine were firstly conveyed to the bottom surface of negative pressure suction system by rollers. Under the high voltage electrostatic field between spinnerets and metallic suction boxes, nanofibers prepared by free surface electrospinning with the metal dish arrays as spinnerets were deposited under the surface of passing microfiber web [27]. Particularly, the upward airflow aiming to ensure the continuous movement of microfiber web also contributes to solvent evaporation and better deposition of electrospun nanofibers. The applied voltage, distance between spinnerets and microfiber web, rotational speed of peristaltic pump, temperature and relative humidity were 45 kv, 18 cm, 500 rpm, 20 °C and 50% respectively. Fourteen kinds of composite yarns were designed and fabricated by trans-scale spinning, which were listed in Table 1. The parameters of fibrous assemblies included: the GSM of web fed to card machine is 400 g/m2, sliver weight per unit length for drawing is 20 g/5 m, the weight per unit length of roving with 4 twists/10 cm is 7.35 g/ 10 m, all hybrid yarns with the twist of 80 twists/10 cm are 18.4 tex. AS181A carding machine, FA311F drawing frame, FA426A roving frame, DJM129 spinning frame were used in trans-scale spinning system. The output speed of card sliver is 0.5 m/s. In drawing process, drafting ratio is 6 and front roller speed 320 m/min. In roving process, drafting ratio is 2.72 and front roller speed 19 m/min. In spinning process, drafting ratio is 42.99 and front roller speed 230 m/min. The content of nanofibers in composite yarn (<1 wt%) has been given in our previous work [27], and the parameters for composite yarns in these two papers are consistent.
Processing parameters for producing the fourteen composite yarns.

Characterizations
The morphologies of hybrid yarns were characterized by fluorescence microscope (Ti-S, Nikon Corporation, Japan) and scanning electron microscopy (SEM; TM3000, Hitachi Group, Japan). All samples were reserved for more than 24 hours under constant temperature and humidity laboratory with standard atmosphere (
Results and discussion
Theoretical analysis of physical performances of composite yarn
Tensile property of trans-scale composite yarn
From the classical theory of microfiber yarns, the tensile properties of yarn are mainly dominated by mechanical performance of individual microfiber and structure of fibrous yarn which is the comprehensive reflection of twisting, filling factor, migration and slippage of fibers [28–30]. Similarly, the mechanical properties of hybrid yarn are affected by the characteristics of both fibers and yarns. Great studies have been done experimentally and theoretically to investigate the facture mechanism of hybrid yarn [3,5,31–34], from which the breakage of blended yarn could be attributed to synergistic effect of morphologies and tensile properties of both single natural fiber and polymeric fiber, interfacial interaction of two components as well as structure of yarn.
Here, the effect of tensile performance of nanofibers on that of composite yarns is firstly analyzed. Despite that specific strength of nanofiber is higher than that of microfibers, the true breaking force of single nanofiber on the micronewton scale is much lower than that of microfiber [9–11]. For instance, the breaking force of single cotton fibers is about 1000 times stronger than that of individual PAN nanofibers with diameter ranging from one hundred to one thousand nanometers and polyester fibers behave much better. Thus, the breakage of nanofiber requiring minimal force will not intervene migration of microfibers and further influence the structure of yarns. Besides, the length of nanofibers in blended yarn ranges from dozens to hundreds of microns, which determines that single PAN nanofiber makes little contribution to the breaking force of hybrid yarns.
In addition, the structure of composite yarn is another main factor. Considering that yarn structure including the volume content of fibers, trajectory of every fibers is associated with twist of yarn, blending ratio and spinning system, the same type of yarn with identical twist and spinning method is studied. Thus, the trajectory of single microfibers can be treated as the same.
Under the assumption that nanofibers are distributed uniformly among composite yarns. The blending ratio can be described as:




Hairiness and unevenness of trans-scale composite yarn
Yarn hairiness and unevenness are two of principal factors to assess the quality of yarn. Yarn hairiness, referring to the parts that exceed the main outline of yarn. Particularly, yarn hairiness longer than 3 mm has an inhibitory effect on the weavability of yarn and the strength efficiency of single fiber, affecting manufacture of fabric and yarn wear resistance and hand feel. In the spinning triangle, peripheral fibers with inadequate tension under limited twisting are difficult to be fully embedded into the yarn and the part of single fibers are inclined to be free on surface of yarn body, forming into yarn hairiness (Figure 2). Thus, yarn hairiness is closely correlated with fiber movement and migration in spinning triangle and the characteristics of microfibers [38,39]. Yarn unevenness reflects the uniformity of yarn along its axis. It occurs when draft variation exists among fibrous assemblies during manufacturing. Yarn with higher unevenness possess more weak-links, which do harm to the mechanical properties of yarn as a result of the fact that the fracture of yarn occurs at weak-links. Yarn unevenness representing the arrangement of fibers within yarn results from the movement and migration of every individual fibers under drafting [40].

The diagram of ring spinning (a) and trans-scale spinning (b).
From our previous research [27], the length distribution of nanofibers in yarn were at micro scale, which was much lower than 3 mm, the defined length of harmful yarn hairiness. Thus, in trans-scale spinning system, electrospun nanofibers were declined to adhere to the surface of microfibers and could not evolved into harmful hairiness by themselves (as shown in Figure 2(b)). Similarly, owing to the lower content in composite yarn (less than 1 wt%) and higher porosity of yarns, nanofibers would not influence the yarn unevenness.
Besides, both yarn unevenness and hairiness are inseparable from the migration of fibers. Differing from normal microfiber yarn, the unevenness and hairiness of composite yarns are relevant to the effect of nanofibers on migration and arrangement of microfibers. The adhesion among multiscale fibers is considered as van der waals force. According to the previous studies [27], PAN nanofibers broke under load of micro newton, which may origin from the movement of microfibers. As we know, drafting of fibrous assemblies is achieved under positive mechanical action with the assist of metallic and rubber rollers. In comparison to the force from rollers, the force for the fracture of nanofibers were almost negligible, which demonstrates that nanofibers would not interfere the migration of microfibers. Conversely, the movement of microfibers promotes to the breakage and uniform distribution of nanofibers during trans-scale spinning.
Morphologies of composite yarns
In this work, three kinds of spinning system including ring, compact and compact-siro spinning were adopted to fabricate micro-/nano-fiber composite yarns. To figure out the influence of spinning methods on the distribution of nanofibers in hybrid yarn, the morphology of three kinds of hybrid yarns was investigated via fluorescent nanofiber tracer technique proposed in our previous work [27]. As is depicted in Figure 3, there was no apparent distribution diversity of nanofibers among same types of blended yarn with different spinning system (cotton-HY-R1, cotton-HY-C1 and cotton-HY-CS1 or cotton-HY-R2, cotton-HY-C2 and cotton-HY-CS2). Differently, according to Figure 4(h) to (k), due to the distinct diameter of electrospun nanfibers in various composite yarns, the length of nanofibers in type 1 of blended yarns (cotton-HY-R1, cotton-HY-C1, cotton-HY-CS1) was shorter than that of type 2 of blended yarns (cotton-HY-R2, cotton-HY-C2, cotton-HY-CS2), which contributed to higher breaking force of thicker single nanofiber and were in agreement with our previous conclusions [27]. From Figure 3, Most of nanofibers were dispersed uniformly along the axis of HYs and monodisperse as presented in Figure 4(g). Nevertheless, there still existed several bright spots in both cotton-HYs, viscose-HYs and polyester-HYs, which could be interpreted by the agglomeration of nanofibers as shown in Figure 4(a) to (f). When nanofibers in HYs were gathered into clusters, the possibility of the dispersion of nanofibers was greatly reduced on account of limitation among nanofiber migration, which resulted from the strong cohesive effect between nanofibers. Furthermore, compared to cotton hybrid yarns, polymeric microfiber composite yarns containing more shorter broken nanofibers exhibited better dispersion of nanofibers. The resulting phenomenon may derive from the different characteristics of cotton fiber and polymeric fibers. In comparison to cotton fibers characterized with ribbon-shaped feature, viscose and polyester fibers with homogeneous fiber length and diameter, cylindrical shape could increase the possibility of interfacial contact and adhesion among multiscale fibers [27]. As a result, electrospun nanofibers exhibit more fragments with uniform length in polymeric composite yarns and nanofiber aggregation will happen in cotton composite yarns.

Fluorescence images of hybrid yarns.
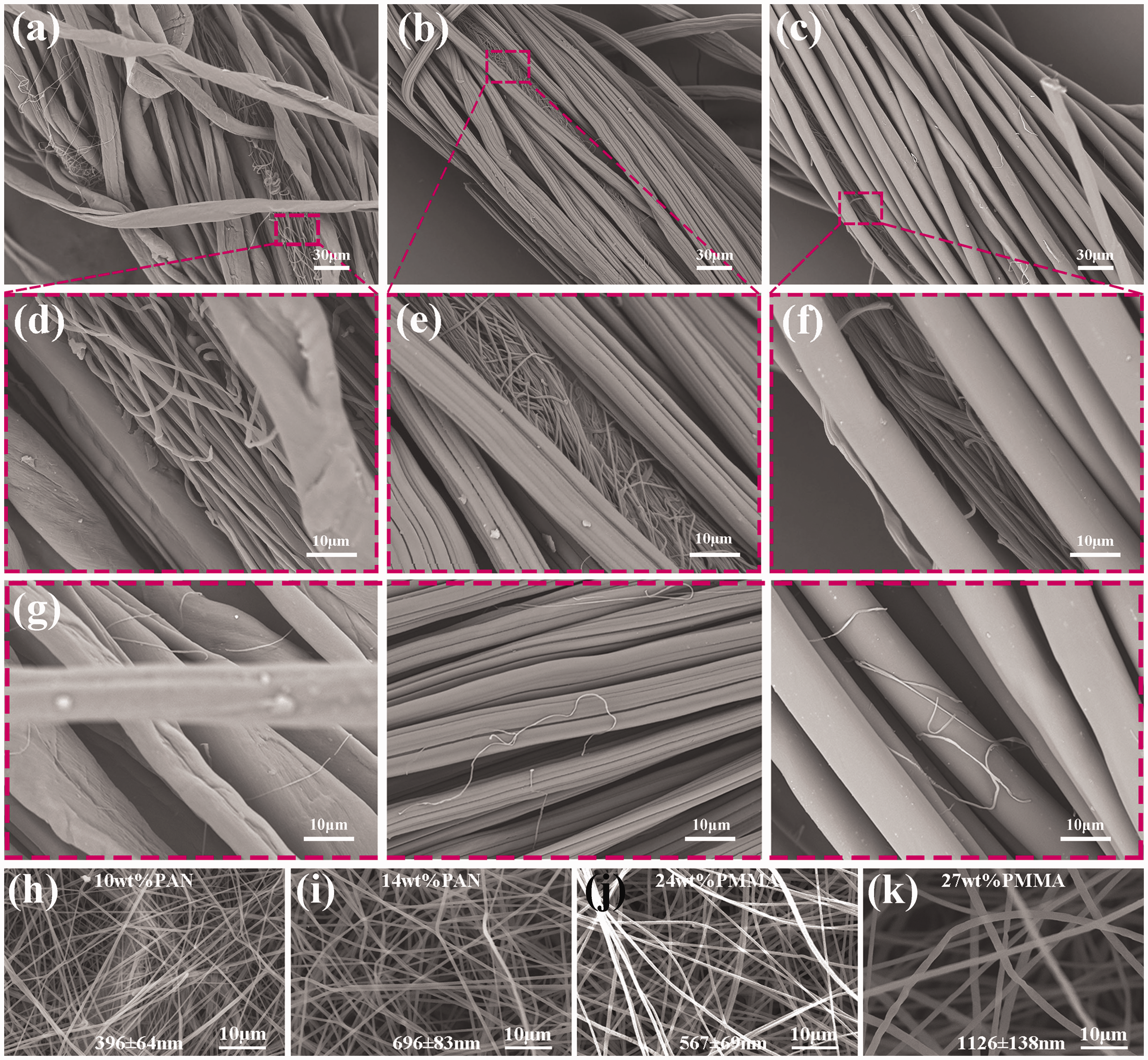
SEM images of agglomeration of nanofibers in cotton hybrid yarn (a), viscose hybrid yarn (b) and polyester hybrid yarn (c) and their magnification images (d) (e) (f), (g) monodisperse nanofibers in composite yarns, (h) SEM images of electrospun 10 wt% (h) and 14 wt% (i) PAN nanofibers, 24 wt% (j) and 27 wt% (k) PMMA nanofibers.
According to our previous research [27], the fracture of nanofibers is almost finished before spinning process under multiple drafting effect. Different spinning system focus on the last process of manufacturing fibrous assemblies without altering the other procedure. Besides, there involves the variety of unit volume content of fibrous assemblies during card sliver evolves into micro-/nano-fibrous yarn, which results in the migration of microfibers and indirectly contributes to the even distribution of nanofibers in all kinds of hybrid yarns. Thus, the formation of composite yarn is related to whole process from carding to spinning rather than one process, which accounts for the phenomenon that spinning system have no impact on the uniform distribution of nanofibers among hybrid yarns.
Effect of nanofibers on tensile properties of composite yarns
To compare the tensile properties of various blended yarns, the results of breaking force, breaking tenacity, elongation ratio and modulus of composite yarns are listed in Table 2. Apparently, yarn types with identical spinning system such as cotton-R and cotton-HY-R, cotton-C and cotton-HY-C, cotton-CS and cotton-HY-CS, viscose-R and viscose-HY-R, polyester-R and polyester-HY-R exhibit similar tensile properties, which indicates that fineness and polymer types of electrospun nanofibers make no contribution to mechanical properties of trans-scale composite yarns. The phenomenon may result from much lower content and shorter length of nanofibers as well as the poor breaking force of individual nanofiber and is also well-matched with the above prediction. Furthermore, the tensile properties of HYs obtained by compact-siro spinning system are greater than that of HYs obtained by ring and compact spinning systems, which are associated with the structural differences of HYs caused by the fiber migration. Owing to the morphological differences such as surface roughness and natural convolution between cotton fiber and chemical fibers, the elongation ratio at break of cotton-HYs is lower than that of viscose-HYs and polyester-HYs while there is little distinction among the two kinds of chemical fibrous HYs.
The tensile properties of samples.

Thus, micro-nano composite yarns produced by various fibrous materials and spinning system possess well-matched mechanical performance to pristine yarns, which enable themselves for weaving and industrial applications.
Effect of nanofibers on hairiness of hybrid yarns
Hairiness above 3 mm which will reduce the strength efficiency of single fiber and increase friction between adjacent yarns during weaving concurrently is deemed to be detrimental. Thus, lower hairiness above 3 mm of yarn have positive impact on yarn quality. Here, the effect of nanofibers on hairiness of composite yarns was also evaluated.
According to Figure 5, in comparison to pure cotton yarn, both cotton-HY-(R1-R4) were presented with lower harmful hairiness. Much higher hairiness of pristine ring-spun yarn may derive from higher experimental error of ring spinning since hairiness of cotton-HY-CS4 is also higher than other composite yarns. Similar results also occurred in the compact spun yarns. The hairiness above 3 mm of Cotton-HY-CS2, Cotton-HY-CS3, Cotton-HY-CS4 is lower than that of Cotton-HY-CS while Cotton-HY-CS1 is higher. Nevertheless, the average number of hairiness above 3 mm of all samples mainly ranging from 8 to 17 is roughly close. Furthermore, according to hairiness results between cotton-HY-R yarns in Figure 5(a) and (b), the diameter of nanofibers and nanofiber types in blended yarn also had little relationship with the hairiness of yarn through results of hybrid yarns. Due to the improvement of spinning triangle, trans-scale composite yarns produced by compact-siro spinning system possess lowest hairiness of different length. The above results indicate that nanofibers in HYs do not significantly increase the hairiness of micro-nano yarns, which is identical with the results of theoretical analysis.

Hairiness comparison of various yarns: (a) ring spun yarns, (c) compact spun yarns, (e) compact-siro spun yarns and hairiness above 3 mm of (b) ring spun yarns, (d) compact spun yarns, (f) compact-siro spun yarns.
Effect of nanofibers on yarn irregularity of composite yarns
Yarn unevenness will result in the weak-links which remarkably raises the possibility of yarn breakage. The unevenness control of yarn has been critical subject to ensure the quality of yarn, enabling it to satisfy requirements of following manufacture. To figure out the effect of trans-scale spinning on unevenness of hybrid yarns, the experimental results of yarn unevenness CVm were obtained (Figure 6). There is no apparent diversity of CV200m between cotton yarn and cotton-HYs, viscose yarn and viscose-HYs as well as polyester yarn and polyester-HYs despite of slight fluctuation of unevenness among every kinds of yarns, indicating that the addition of nanofibers does not deteriorate the CVm values of hybrid yarn unevenness. Although average unevenness of viscose-HY-R1 (16.2 ± 0.7%) is slightly higher than that of viscose-R (17.0 ± 0.8%), however, nanofibers did not significantly deteriorate the unevenness of viscose composite yarns when taking errors into consideration. Besides, by comparing the results of cotton-HYs-R1 and R2, cotton-HYs-R3 and R4 as well as the results of cotton-HYs-R1, R2 and cotton-HYs-R3, R4, both fineness and nanofiber types also had little impact on the unevenness of composite yarns. Similarly, the unevenness results of yarn agreed with above theoretical analysis. Composite yarns fabricated by trans-scale spinning with good evenness will contribute to the functional durability and stability of their products.

Yarn unevenness CVm contrast of different yarns.
Conclusions
In this study, the processability of trans-scale spinning and structure and properties of resulting composite yarns have been investigated systematically. Different micro-/nano-fiber composite yarns were successfully fabricated by trans-scale spinning, reflecting great industrial feasibility of the novel spinning method. Fluorescence images of all composite yarns showed that electrospun nanofibers were uniformly distributed along the axial of yarns in all kinds of trans-scale yarns, not affected by microfiber materials, electrospun nanofibers and spinning system. Particularly, caused by the different fiber appearance, nanofibers exhibit shorter and more uniform segments in chemical microfiber composite yarns than cotton composite yarns. Besides, physical properties of trans-scale composite yarns demonstrated that composite yarns produced by various fibrous materials and spinning system possessed well-matched physical performances such as tensile properties, yarn hairiness and yarn unevenness with pristine microfiber yarns, which coincided well with the theoretical analysis of physical properties of trans-scale composite yarns. Trans-scale spinning method with industrial applicability and resulting trans-scale composite yarns with the merit of excellent structural stability and physical performances exhibit great potential in functional and industrial applications.
Footnotes
Acknowlegements
This work was partly supported by the Chang Jiang Youth Scholars Program of China and grants (51773037 and 51973027) from the National Natural Science Foundation of China to Prof. Xiaohong Qin as well as the “Innovation Program of Shanghai Municipal Education Commission”, “Fundamental Research Funds for the Central Universities” and “DHU Distinguished Young Professor Program” to her. This work has also been supported by grant (51803023, 61771123) from the National Natural Science Foundation of China to Dr. Hongnan Zhang and Prof. Rongwu Wang and the Shanghai Sailing Program (18YF 1400400), the Project funded by China Postdoctoral Science Foundation (2018M640317) and the Fundamental Research Funds for the Central Universities (2232018A3-11) to Dr. Zhenzhen Quan and the Fundamental Research Funds for the Central Universities and Graduate Student Innovation Fund of Donghua University (CUSF-DH-D- 2019054) to Mr. Yuchen Yang.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.