
Abstract
Recently, due to environmental concerns and dependence on depleted resources, the use of renewable resources has become important in the preparation of various industrial materials. The use of natural fibers instead of petroleum-based synthetic fibers traditionally used in the production of composite materials provides many advantages in terms of both environmental and cost. The utilization of agricultural wastes as natural fibers also contributes significantly to the reduction and reuse of wastes, which is one of the objectives of sustainable development. In this study, artichoke stem waste fibers reinforced polyurethane foam composites were obtained. The fibers were treated with alkaline surface treatment at different concentrations (5% and 10%) of sodium hydroxide (NaOH) and durations (5, 10 and 15 min). The optimal alkali method was determined and applied to the fibers and its effect on composites was also investigated. Treated and untreated fibers were combined with polyurethane (PU) matrix at different reinforcement ratios (5, 10, 15 and 20%) to produce bio-fiber based composites. Depending on these reinforcement rates and alkali treatment, the mechanical properties of composites such as strength, elongation and modulus were investigated. The composites, which have the best mechanical properties, were selected and these composites were evaluated in terms of thermal and sound insulation with considering their morphological properties. It has been determined that artichoke stem waste fibers can provide good mechanical, thermal and sound insulation properties in the composites, and thus it has been found that great advantages can be achieved in terms of cost and ecology.
Keywords
Introduction
Today, noise pollution is a big problem and in many sectors such as automotive, aerospace, construction, sound insulation becomes the main topic. For this reason, many researches are carried out with different material structures. Compared with other forms of sound absorption materials, porous materials have the advantages of wide absorption frequency range, easy molding and low cost [1]. Flexible PU foams, one of porous materials, have been extensively used for absorbing sound and reducing noise and exhibits higher sound absorption than rigid foam in all frequency ranges [2]. Representing one of the most important commercial products of polyurethane, these foams have many advantages such as a wide range of flexibility and stiffness, good cushioning, reversible deformation, high durability during use, good thermal and acoustic insulation properties, resistance to chemicals, low price, excellent strength/weight ratio performance and low density [3,4]. However, under harsh conditions, PU alone cannot provide satisfactory thermal, mechanical and corrosion resistance performance. Acoustic properties can be improved with various functional components, particles or reinforcing fibers as they exhibit insufficient sound absorption behavior, especially in low frequency regions [5,6]. At this point, the inclusion of synthetic fibers into PU has been used for many years in the industry, but new searches have been initiated due to its disadvantages such as high cost, dependence on non-renewable resources and serious environmental problems [7]. Whereupon the fibers extracted from nature have been focused and their characteristics such as low cost, renewability, low density, sufficient strength properties, good thermal and acoustic properties, ease of preparation, low energy requirement for processing, biodegradability, wide range of usability, corrosion resistance and environmental friendliness have been utilized [8]. Studies on natural fibers in the status of agricultural waste have also been carried out to contribute significantly to the reduction and reuse of wastes, one of the objectives of sustainable development [9]. Studies have been carried out on the use of lignocellulosic fibers such as tea-leaf fiber [10], macadeamia nut shell [11], rice husk [12,13], date palm [14], mulberry [15], banana [16], luffa cylindrica [17], milkweed [18] and coir [19] fibers as fillers or reinforcements in polymer composite materials. In particular, many studies investigating the thermal and sound absorption properties of natural fibers have been conducted and both the awareness created with their environmental advantages and it is demonstrated that they offer an appropriate option in terms of thermal and sound insulation [20,21]. In this study, it is aimed to investigate the characterization and some properties of composites obtained by adding artichoke stem waste fibers to flexible PU foams.
Use of natural fibers as reinforcements in composite materials also brings some disadvantages, such as the hydrophilic nature of natural fibers, thermal instability, low dimensional stability, incompatibility of fibers and some polymer matrices, and poor interface bonding. In order to eliminate these disadvantages, modification of the fibers is applied. It has been found that the alkalization process, which is widely used, is the most economical, easy and effective way to increase the compatibility between fiber and matrix compared to other chemical surface treatments of natural fibers [22,23]. In this way, composite materials with better properties can be obtained and by providing sound absorption as well as certain mechanical properties, products can be supplied for many sectors.
In this study, sodium hydroxide (NaOH) process was applied to artichoke stem waste fibers at different concentrations (5% and 10%) and durations (5, 10 and 15 min). Weight loss and ATR-FTIR characterization were tested after NaOH treatment. As a result of the characterization and weight loss obtained, treatment with 10% NaOH for 15 minutes was selected for artichoke stem waste fibers. The polyurethane to be used as a matrix was obtained by synthesis. The composites were obtained by combining treated and untreated 5%, 10, 15 and 20% artichoke stem waste fibers with PU. Morphological, mechanical, thermal and sound absorption properties of bio-fiber based PU composites were investigated depending on alkali treatment and fiber reinforcement ratios.
Materials and methods
Materials
In this study, the materials used for the production of PU foam can be listed as follows: Polypropylene glycol (PPG 1000) as polyol, Toluene diisocyanate (TDI 2.4–2.6 (80-20%)) as isocyanate, Tegostab 8522 as surfactant, catalyst Dibutyltin dilaurate - T12 and distilled water as blowing agent. Sodium hydroxide (Merck) was used for surface modification. In biofiber based PU composites, artichoke stem waste fibers from cellulosic agricultural wastes served as reinforcement. The artichoke stems, obtained from the Thrace Region of Turkey, were mechanically extracted by the machine (Registration No 2010 08487 by Turkish Patent Institute). Fibers obtained from artichoke stem wastes are ∼ 300–400 µm wide and cut to length of ∼ 200–300 µm (Figure 1). The apparent density of the fibers is 1.21 g/cm3 and their chemical composition consists of 75-77% cellulose, 9–10% hemicellulose, 4–5% lignin, 3–4% pectin and 3–4% oil and wax.

Artichoke stem waste fibers.
Surface modification of fibers
Artichoke stem waste fibers was treated with 5% and 10% NaOH concentrations for 5, 10 and 15 minutes at room temperature. This surface treatment was carried out by a conventional method in a solution ratio of 20:1, in a beaker. Then the fibers were washed several times with distilled water until completely free of alkali. They were dried in the oven at 60°C for 24 hours and kept under laboratory conditions for 24 hours.
The synthesis of polyurethane foam and bio-fiber based polyurethane composites
Raw materials for flexible PU foam synthesis are PPG1000, TDI 2,4–2,6, Tegostab, catalyst and water. The two-step method was preferred, in the first step all materials except TDI were taken into a container in a certain amount and mixed, and then in the second step TDI was introduced. The resulting mixture was poured into a mold and allowed to swell and dry to form a foam. In the synthesis of bio-fiber based polyurethane composite, artichoke stem waste fibers was added and mixed at the end of the first step and composites in the form of flexible foam were obtained (Figure 2). Fiber reinforcement ratios are determined as 5, 10, 15 and 20% by weight. The amounts of materials for all these composite materials and PU foam are given in Table 1.

5, 10, 15 and 20% artichoke stem waste fibers reinforced PU foam composite samples.
Material contents of PU foam and fiber reinforced PU foam composites.

In this study, polyurethane foam composites reinforced with 5, 10, 15 and 20 artichoke stem waste fibers were formed. AF-PU for untreated artichoke stem waste fibers reinforced PU foam composites and TAF-PU for alkaline treated artichoke stem waste fibers reinforced PU foam composites were used. Where fiber reinforcement ratio should be written, the number will be added to the end of the relevant abbreviation, such as AF-PU5 for AF with 5% fiber ratio.
Measurements and characterizations
Fourier transform infrared (FTIR) spectroscopy and weight loss
ATR-FTIR spectroscopy of treated and untreated artichoke stem waste fibers was taken in the wavelength range of 4000–380 cm−1 to analyze their chemical structures.
The weight loss percentage (
Mechanical tests and preparation of test samples
BS EN ISO 1798:2008 and ASTM D3575–14 standards are used to determine the mechanical properties such as elasticity modulus, tensile strength and elongation of PU foam composites reinforced with artichoke stem waste fibers at 5, 10, 15 and 20% by weight. The tests were performed on the INSTRON 4411, and the mold obtained by 3 D printer for the preparation of mechanical test specimens is given in Figure 3.

The mold obtained by 3 D printer for the preparation of mechanical test specimens.
Scanning electron microscopy (SEM) and light microscope
The microstructure and morphology of the artichoke stem waste fibers, their composites and PU foam were investigated by using ZEISS Scanning Electron Microscope (SEM) at accelerating voltage of 10 kV. Before analysis, the specimens were coated with gold/palladium to have a conductive surface.
Fiber distribution in the composites was investigated by SZ-PT Olympus light microscope.
Density and cell size
Densities of PU foam and the untreated/treated 5% and untreated 10% artichoke stem waste fibers reinforced PU composites were calculated according to ASTM D3574–17. Five specimens of each sample were weighed and the average densities of them were calculated.
The average cell sizes of PU foam and the composites were calculated using SEM measuring the average cell diameters of at least 50 cells for each sample, on the surface perpendicular to the foam.
Thermal conductivity of the composites
The thermal conductivities of PU foam and untreated/treated artichoke stem waste fibers reinforced PU composites were measured by using thermal conductivity analyzer according to ASTM C177–19/C518. All measurements were carried out at ambient temperature (25°C).
Thermogravimetrical analysis (TGA) and differential thermogravimetric analysis (DTG)
Thermogravimetric analysis (TGA) and differential thermogravimetric analysis (DTG) of PU foam, untreated/treated artichoke stem waste fibers and their composites was carried out using Netzsch STA409 CD. These tests were performed in the temperature range between ambient temperature (25°C) and 1000°C, at a heating rate of 10°C/min, a cooling rate of 20°C/min in an atmosphere of nitrogen.
Sound absorption tests and preparation of test samples
The sound absorption coefficients were obtained by using two-microphone Brüel & Kjear impedance tube based on transfer function method according to ISO 10534–2:1998 and ASTM E1050–98 standards. Samples of 100 and 29 mm diameters prepared for this test are given in Figure 4.

Some samples prepared for sound absorption test.
Physiochemical characteristics
Some physiochemical properties of PU foam and the composites such as gel fraction, swelling value and chemical resistance were investigated.
After dipping the samples into THF for one week at room temperature, they were dried on a filter paper at 30°C for 24 h. The gel fractions (GF %) were calculated by using the Equation 2 where W1 and W2 show the weights of the samples before and after swelling.
PU foam and the composites were dipped into 10 mL solvent (ethanol, toluene, distilled water) for one week at room temperature in order to obtain the swelling (DS %) values. After that, the samples were dried on a filter paper. The DS % was calculated using the Equation 3 where W1 and W2 are the weights of samples before and after swelling.
Chemical resistances of PU foam and the composites were evaluated in terms of the weight losses after two weeks of chemical exposure to 10% NaOH and 10% HCl solutions at room temperature. After that, the samples were washed with distilled water, dried on a filter paper at 55°C. The weight loss (%) was calculated by using the Equation 4 where W1 and W2 show the weights of samples before and after the chemical exposure.
Results and discussion
Alkali surface treatment
The weight losses observed as a result of the alkaline treatments applied to the artichoke stem waste fibers are given in Figure 5. The equations obtained for the 5% and 10% NaOH concentrations are given on the graph and
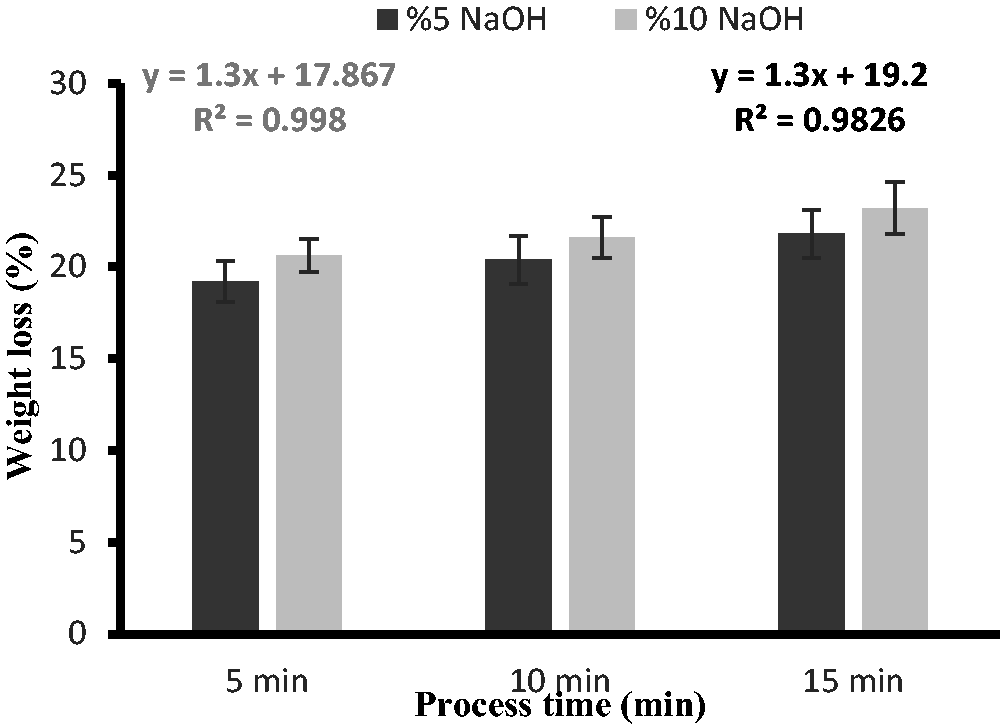
The weight losses due to different concentrations and times of surface treatment with NaOH of artichoke stem waste fibers (Equations for 5% and 10% NaOH are given.).
When weight losses and FTIR analysis of alkaline treated and untreated fibers were examined, fibers treated with 10% NaOH concentration for 15 minute were selected. In a study, Veldt grape fibers were treated with 5%, 10% and 15% NaOH and 10% NaOH treatment was chosen optimally [26]. The FTIR graphs of the treated and untreated fibers are given in Figure 6 and are shown in Table 2 with explanations of peaks. There are some minor differences between spectra of treated and untreated fibers. The intensity of the peak at around 1501 cm−1, which is attributed to C = C of aromatic skeletal in lignin, decreases after the alkali treatment [26,27]. The peak at 1104 cm−1 seen in untreated fibers disappeared in treated fibers. It is corresponding to C–O stretching ring in cellulose [27], respectively. The peak at about 1730 cm−1 does not appear in the untreated fibers and appears in the opposite direction in the treated fibers. It corresponded to C = O and C–O–C stretching vibration of ester groups of hemicelluloses. This peak was observed only in untreated fibers in some studies [26], while in some studies it was observed only in treated fibers [28]. The -OH stretching band becomes broad diffused in a region around 2900–3700 cm−1 in treated fibers due to the increased number of hydroxyl groups by the alkali treatment [29].

FTIR analysis of treated and untreated artichoke stem waste fibers.
FTIR peak position for artichoke stem waste fibers [27,30–32].

Mechanical properties of bio-fiber based composites
5, 10, 15 and 20% by weight of treated and untreated artichoke stem waste fibers reinforced PU composites and PU foam were applied to tensile test and mechanical properties such as tensile strength, elongation, modulus of elasticity and stress-strain were obtained. The change in tensile strength and elongation values of the composites according to fiber reinforcement (%) is given in Figure 7. As fiber reinforcement ratio increased, strength decreased for treated fiber composites, while it first increased slightly and then decreased for untreated fiber composites. The composite with the best tensile strength has a reinforcement ratio of 5% for treated fibers and 10% for untreated fibers. This may be due to the lack of effective and uniform stress distribution depending on the random distribution of fibers [33,34]. In addition, it is known that the strength properties can also be related to the voids content within the composites [35]. Also, so many fiber ends in the composites could cause crack initiation, which may be the reason for the low strength at high fiber content [36]. Elongation tended to decrease as fiber reinforcement ratio increased [37]. In untreated fiber composites, the elongation reduction is more pronounced in particular at 20% fiber reinforcement. The highest tensile elongation value is achieved by 5% reinforcement for both treated and untreated fibers. Decreased elongation with increased fiber reinforcement may be due to the fibers having lower elongation values [33].

(a) Fiber reinforcement ratio - tensile strength and (b) fiber reinforcement ratio - elongation graphs for treated and untreated artichoke stem waste fibers reinforced PU foams.
Alkali treatment increased the tensile elongation and strength values of the composite by ∼99% and 102% respectively, according to Figure 7. The improvement can be explained by the fact that alkali treatment removes some hemicelluloses and pectins from the fiber surface and the surface is chemically more homogeneous and rougher. Thus, load transfer is enhanced by improving the fiber-matrix contact with increasing the number of possible reaction sites. The improvement in mechanical properties may be related to the development of the tensile strength of the fibers as well as creating this compatible interface [38–40]. Also improving aspect ratio with alkali treatment reducing fiber diameter is effective in ensuring better interface bonding [41,42].
One-Way ANOVA (Analysis of Variance) test was used to investigate whether there was a significant difference between tensile strength and elongation values depending on fiber reinforcement ratio. Table 3 shows that there is a significant difference between the mean tensile strength and elongation values of AF and TAF composites depending on different fiber reinforcement ratios (p = 0.000 < 0.05). This shows that fiber reinforcement ratios have a significant effect on the mechanical properties of the composites. When the mean difference between the groups is examined, the groups with no significant difference between tensile strength averages are 5–15 and 15–20 for AF composites and 15–20 for TAF composites. The groups with no significant difference between elongation averages are 5–10 for AF composites and 15–20 for TAF composites.
One-Way ANOVA analysis of tensile strength and elongation values of AF and TAF composites in terms of different fiber reinforcement ratios.

Note: One-Way ANOVA and α = 0.05. For p < 0.05, there is significant difference.
Independent-Sample t test was applied to examine the effect of alkali process on the strength or elongation values of the composites (Table 4). The mean tensile strength and elongation values obtained for AF and TAF composites showed a significant difference for all fiber reinforcement ratios depending on alkali process (p = 0.000 < 0.05). Therefore, it can be said that alkali treatment also has a significant effect on the mechanical properties of composites.
Analysis of tensile strength and elongation values of AF and TAF composites in terms of alkali process by Independent-Sample t test.

Note: Independent-Sample t-test and α = 0.05. For p ≥ 0.05, there is no significant difference.
The modulus of elasticity of the polyurethane foam is 0.47 MPa, which can be improved by 14% with artichoke stem waste fibers reinforcement. Reinforcements of fibers such as sugar cane, artichoke, sisal, kenaf have been found to improve the mechanical properties of the composites such as modulus of elasticity [43–45]. When high-density fibers are added to the low-density matrix, the stiffness is expected to increase and thus the module will also improve [41].
In Figure 8, it has been found that the modulus of elasticity of artichoke stem waste fiber reinforced PU foam composites decreases with increasing fiber reinforcement ratio and alkali treatment can improve the modulus of elasticity of composite by ∼19%. In PU composites reinforced with banana [46] and hemp [47] fibers, alkali treatment of the fibers increased the modulus of elasticity.
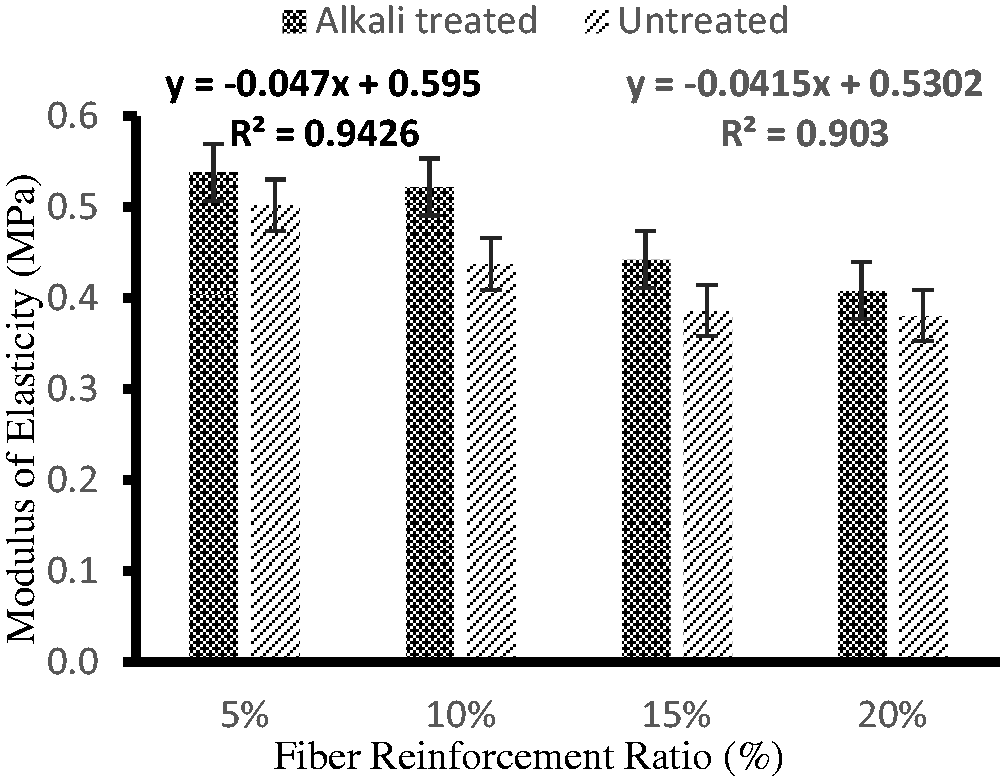
The modulus of elasticity obtained due to reinforcement ratio and alkali process for artichoke stem waste fibers reinforced PU foam.
Stress-strain graphs of treated and untreated artichoke stem waste fibers reinforced composites are given in Figure 9. The treated 5% fiber reinforced composite had better strength and elongation values than polyurethane, and these values decreased as the reinforcement ratio increased. In untreated fiber reinforced composites, stress and strain values decrease due to incompatibility at fiber-matrix interface.
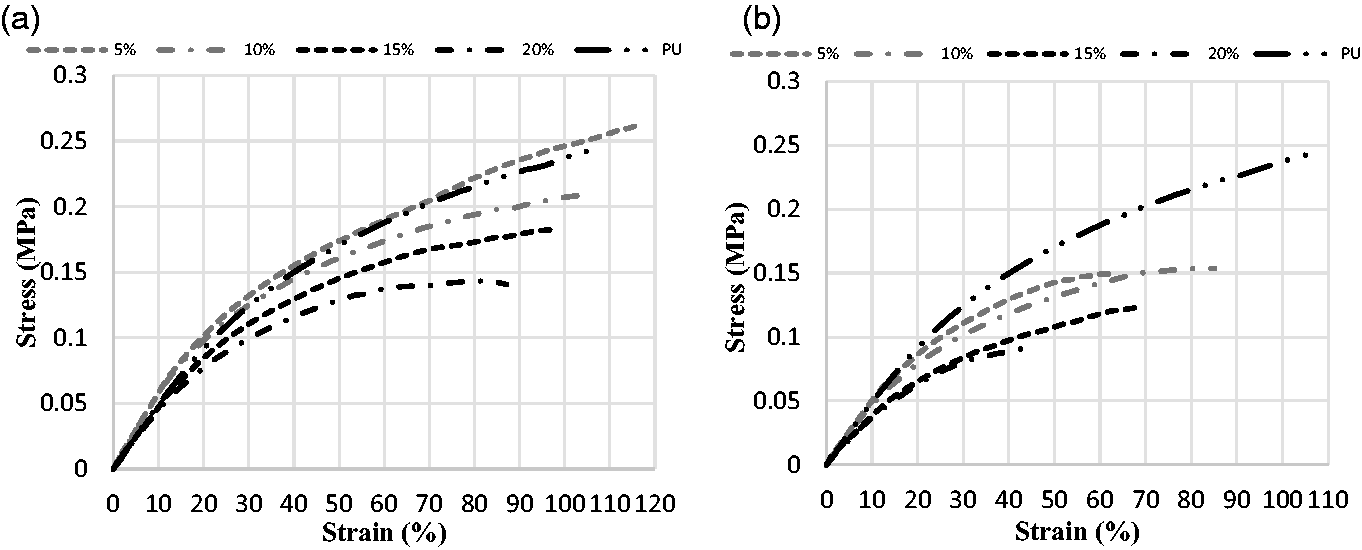
Stress-strain graphs according to fiber reinforcement ratios for (a) treated and (b) untreated artichoke stem waste fibers reinforced PU foam composites.
The best mechanical properties of PU foam composites are; untreated 5% and 10% and treated 5% artichoke stem waste fibers reinforced composites. Stress-strain graphs for these composites are given in Figure 10. It is seen that the alkali process has a positive effect on stress and strain values of PU composites reinforced with artichoke stem waste fibers.

Stress-strain graphs for (a) untreated 5%, (b) treated 5% and (c) untreated 10% artichoke stem waste fibers reinforced PU foam composites.
Scanning electron microscopy (SEM) and light microscope
The surface morphology of untreated and treated artichoke stem waste fibers is shown in Figure 11. Artichoke stem waste fibers consists of interconnected fibrils by lignin and other non-cellulosic compounds in the direction of fiber length. Figure 11(a) shows that untreated fiber has a smooth and non-fibrillating surface with non-cellulosic materials such as pectin, lignin, oil and wax which difficult its adhesion with polymeric matrix [48,49]. By alkaline process, a certain amount of hemicellulose, lignin, pectin, wax, oils and other impurities are removed from fiber [50–52]. Thus, the alkali treatment significantly changes the morphology of the fiber surface and is expected to improve fiber-matrix interface adhesion when used as reinforcement [41].

SEM micrograms of the (a) untreated and (b) treated artichoke stem waste fibers.
Figure 12 shows the structures of PU foam, untreated 5% and 10% and treated 5% artichoke stem waste fibers reinforced PU composites. The typical cellular structures of PU composites are clearly observed with SEM micrographs of the cross-section surface. PU has an almost spherical and evenly distributed cell structure (Figure 12(a)). The fiber reinforcement increased the viscosity, caused partial damage to polymer expansion. Therefore, the structure with smaller and non-uniform cell size distribution compared to PU foam was obtained (Figure 12(b) and (c)) [53,54]. This effect increased with the fiber content. In addition, the structure of pores changes with fiber reinforcement, and the open pores in PU foam is replaced by semi-closed or closed pores in the composites. Alkali treatment, on the other hand, changes the cell structures and creates more semi-closed or closed pore structures (Figure 12(d)).

SEM micrograms of (a) neat PU foam, (b) untreated 5%, (c) untreated 10% and (d) treated 5% artichoke stem waste fibers reinforced PU composites.
The composites were imaged under a light microscope to examine the distribution of the fibers (Figure 13). Particles agglomeration has been observed in certain parts of the matrix due to hydrophilic fibers that are incompatible with the hydrophobic polymer matrix. That is, reinforcing fibers are not homogeneously distributed in the matrix [53,55].

The light microscope images of (a) neat PU foam, (b) untreated 5%, (c) untreated 10% and (d) treated 5% artichoke stem waste fibers reinforced PU composites.
Density and cell size
Density has an influence on the mechanical and thermal properties of the flexible PU foam [56,57]. Therefore, the densities of PU foam and the fiber reinforced composites were investigated. The densities of PU foam and the untreated/treated artichoke stem waste fibers reinforced PU composites are shown in Table 5. The density of the artichoke fibers was about 1.579
The densities of PU foam and the composites.

The density of the polymer foam depends on the amount of the material forming foam network, the density of the material forming the matrix of the foam and the density of the gas in cells [56]. Cell size and distribution have an effect on density [57]. The mean cell size is 988 µm for PU foam, 952 µm for AF-PU5, 841 µm for AF-PU10, and 872 µm for TAF-PU5. The reduction in cell size with fiber reinforcement supports the increased density of the foam. The strut thickness is also closely related to the density of the foam and this may be increased with fiber reinforcement and alkali treatment [2].
Thermal conductivity of the composites
The thermal conductivity coefficients (
The thermal conductivity values of PU foam and the composites.

Thermogravimetric analysis (TGA) differential thermogravimetric analysis (DTG)
Thermogravimetric analysis (TGA) and differential thermogravimetric analysis (DTG) were carried out to scrutinize the change in thermal stability of untreated/treated artichoke stem waste fibers, PU foam and untreated/treated artichoke stem waste fibers reinforced PU composites. The TGA and DTG curves of the fibers are shown in Figure 14 and it has been noticed that the curves are similar to the thermal curves of cellulosic fibers such as kenaf and coconut fibers [33,49].

TGA and DT curves of untreated and treated artichoke stem waste fibers.
The starting peak between 30–97°C for untreated fibers and 27–108°C for the treated fibers observed in the DTG curves is due to the removal of water in the fibers, and about 6.1% and 5.2% weight loss is observed, respectively [27,32,52,62]. Alkali treated fibers have less moisture and this provides an advantage for composites to be obtained [27]. The second decomposition step occurred in the range 97–521°C with maximum at 511°C for untreated fibers and 108–632°C with maximum at 572°C for treated fibers. These peaks correspond to a weight loss of about 72% for both fibers due to the decomposition of lignin, hemicellulose and cellulose [33]. The third peaks, observed at about 547°C and 793°C for untreated and treated fibers respectively, may be attributed to oxidative degradation of the charred residue [32]. As a result, treated fibers exhibited higher thermal stability than untreated fibers [42].
The artichoke stem waste fibers are stable until around 230°C which is onset degradation temperature according to the thermal analysis. With decomposition starting at 230°C, firstly thermal depolymerization of pectin, lignin, hemicellulose and glycosidic connections of cellulose, and then decomposition of cellulose occurs [32,41]. Lignin is a complex composition of aromatic rings with various branches and its decomposition occurs at room temperature to high temperatures such as 700°C, which corresponds to very low weight loss in the wide temperature range [32].
In Figure 15, the TGA and DTG curves of neat PU foam, untreated and treated artichoke stem waste fibers reinforced PU composites are shown. In the first zone, there are 0.9%, 1.7%, 1.1% and 1.4% weight loss for neat PU foam and untreated 5% and 10% and treated 5% fiber reinforced composites in the range between about 25

TGA curves of neat PU foam and treated and untreated artichoke stem waste fibers reinforced PU foam composites.
Mass loss % as a function of temperature is summarized in Table 7. The temperature with 5% and 80% weight loss is much higher in the treated fibers. The differentiation of these values is due to some changes that the alkali process creates in the structure of the fibers. When the composites are analyzed, it is seen that addition of fibers affects the decomposition processes of PU [56]. The values of T5% for AF-PU5 and TAF-PU5 are lower than that of PU. This may be due to the fact that it contains a larger amount of volatile products depending on the fiber content [56]. The value of T50% also increased with fiber reinforcement [37] and a higher temperature was achieved at 10% reinforcement rate than 5% reinforcement rate. Therefore, it has been found that the thermal stability of the PU foam can be improved by fiber reinforcement [56].
Thermogravimetric data of the fibers, PU foam and the composites.

Determination of sound absorption properties of bio-fiber based composites
In this section, the sound absorption properties of the composites having the best mechanical properties are examined. Abbreviations used for composites are explained in Section 2.3.
The graphs showing the sound absorption properties of untreated 5%, 10% and alkali treated 5% artichoke stem waste fiber reinforced composites and PU foam are given in Figure 16. The composite with a higher sound absorption coefficient than PU in the range of 400-3600 Hz is TAF-PU5. Its sound absorption coefficient at ∼ 2.4 kHz is 0.98, a max value. Due to the fact that thin fibers can move more easily than thick fibers on sound waves, the decrease in fiber diameter with the alkali process may have increased the sound absorption coefficient [63]. In addition, AF-PU5 exhibits a higher sound absorption coefficient than PU foam at a frequency of 3200–6400 Hz and AF-PU10 at 1200–6000 Hz. In the range of 4.6–4.7 kHz, the sound absorption coefficient of these two composites is 0.95 and higher than that of PU which is 0.86. Increasing density due to fiber reinforcement improves sound absorption in the middle and higher frequency. As the amount of fiber increases, the surface friction and therefore energy loss increases, thereby the sound absorption coefficient increases [63]. The alkali treatment increases the sound absorption coefficient due to the effect on the fiber surface. The cell characteristics such as size and distribution are also the factors that affect the acoustic properties of the composites.

Sound absorption coefficient - frequency graph for artichoke stem waste fibers reinforced PU composites and PU.
Since the samples have different sound absorption coefficients at different frequency ranges, the noise reduction coefficient (NRC) can be used to interpret the sound absorption properties of the materials [63,64]. The following formula is used to calculate this:
In this formula,

Noise reduction coefficient of artichoke stem waste fibers reinforced PU composites and PU foam.
Physiochemical characteristics
The swelling degree (DS), the gel fraction (GF) and the chemical resistance values of PU foam and treated/untreated artichoke stem waste fibers reinforced PU composites were given in Table 8. TAF-PU5 showed more swelling in toluene but low swelling in ethanol or water compared to other composites. The swelling in water increased with increasing fiber ratio and decreased due to the alkali treatment [28]. While the GF value increased with 5% fiber reinforcement, it decreased with 10% fiber reinforcement, and the alkali process also decreased this value. When their chemical resistance is examined, it is seen that AF-PU5 composite which is kept in NaOH solution has more weight loss than others. In HCl solution, some swelling was observed instead of weight loss in composites.
Physicochemical characteristics of PU foam and artichoke stem waste fibers reinforced PU composites.

Conclusions
Artichoke stem waste fibers was used as reinforcement in PU composites and the changes of morphological, physiochemical, mechanical, thermal and sound absorption properties were investigated depending on the alkali treatment and different reinforcement ratios of the fibers. The ATR-FTIR analysis and weight loss caused by the modification process with different alkali concentrations and durations were investigated and treatment with 10% NaOH for 15 minutes was found to be optimal. SEM micrograms were investigated to see the effect of this alkali treatment on the fibers and it was determined that it removed the non-cellulosic materials in the fibers and did not damage the structure of the fibers.
The mechanical properties of PU composites in which treated and untreated fibers were included at reinforcement ratios of 5, 10, 15 and 20% were examined and those having the best mechanical properties for the treated and untreated groups were indicated separately. Treated 5% artichoke stem waste fiber reinforced PU foam composite has better tensile strength than PU. In terms of elongation, PU foam has the best elongation, followed by treated 5% artichoke stem waste fiber reinforced PU composite. The elasticity modulus could also be developed with 5% fiber reinforcement and alkali treatment. It has been found that the alkali treatment of fiber can improve the tensile strength and elongation of the artichoke fiber composites by about 102% and 99% respectively.
Composites with the best mechanical properties which are untreated 5% and 10% and treated 5% artichoke stem waste fiber reinforced composites were subjected to all other tests and analyzes. When examined morphologically, it was seen that fiber reinforcement and alkali treatment caused changes in the cell structure of the foam, smaller cell sizes and more closed pore structures were achieved. In addition to this morphological change, density was increased with fiber reinforcement and the best in thermal conductivity was found to be AF-PU5. Moreover, the changes in the TGA and DTG curves of the composites with fiber reinforcement were examined and it was found that the fibers did not decrease the thermal resistance of the foam and contributed to its development. The physicochemical properties of the composites were also investigated and it was seen how they reacted against different chemicals.
When sound absorption properties are analyzed, it is seen that different composite structures exhibit better sound absorption properties at different frequency ranges. The alkali treatment of fibers improved the sound absorption coefficients of the composites. TAF-PU5 between 400–3600 Hz frequencies, AF-PU5 between 3200–6400 Hz frequencies and AF-PU10 between 1200–6000 Hz frequencies have higher sound absorption coefficient than PU. When the NRC values were calculated, the best sound absorption properties were obtained for treated 5% artichoke stem waste fibers reinforced PU composites. It has been seen that agricultural wastes can be utilized to improve the sound absorption coefficient without increasing the thickness of the materials.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.