
Abstract
The remarkable resurgence of fiber metal laminates (FMLs) is certainly attributed to the hybrid properties inherent to light metals and fibers reinforced polymer (FRP). There are few reports on the role of nano-size reinforcements in these composites. In this study, the effect of graphene nanoplatelets (GNPs) on the flexural and Charpy impact properties of FMLs of aluminum (Al) 2024 reinforced with hybrid glass/Kevlar fibers-epoxy was investigated. Different wt.% of GNPs (0.0, 0.1, 0.25 and 0.5) and hand lay-up method were used to fabricate nano-FMLs followed by evaluating them in three-point bend and Charpy impact tests. Before making the FMLs, the surfaces of Al sheets were modified to generate surface pores/nano-pores in order to improve the interfacial bonding within the FMLs layers. The FMLs containing 0.1 wt.% GNPs exhibited 10%, 9% and 11% improvement in flexural strength and modulus and impact strength, respectively, compared to the FMLs containing 0.0 wt.% GNPs. Increase of the GNPs to 0.25 wt.% caused a reduction of the flexural strength and modulus and impact strength values; 13.7%, 3% and 25.5% compared to the samples without GNPs. Also increase of the GNPs to 0.5 wt.% decreased these properties to 31.3%, 8.8% and 29.5%. Scanning electron microscopy (SEM) observations of their fracture surfaces showed better adhesion at both polymer/fibers (within the FRP) and Al/FRP interfaces. However, at higher wt.% of GNPs, the FMLs became weaker and more brittle. Agglomerated GNPs at the Al/FRP interface penetrated/filled the surface pores/nano-pores on the Al surfaces. Therefore prevent the polymer penetration in pores, resulting in weak interfacial bond and thus overall weaker and less ductile FMLs. As a result, the Charpy impact values for the 0.25 and 0.5 wt.% GNPs samples were respectively 33 and 37 percent smaller than that for the 0.1 wt.% GNPs sample.
Introduction
Two major concerns in manufacturing of the aircraft structural components, particularly the fuselage, are fatigue strength and high weight. As a light material, aluminum (Al) is sensitive to fatigue stress, and thus methods have been devised for enhancing its fatigue life while retaining its lightweight characteristics and workability. Using Al in the form of composites, particularly fiber metal laminates (FMLs), has resulted in creating some of the most economical and successful components [1]. FMLs are composed of metal sheets and fiber reinforced polymer (FRP) interlayers; metals have high durability and impact resistance, while FRP have superior strength and excellent fatigue characteristics. Therefore, high fatigue resistance, high strength, high fracture toughness, and impact resistance are the mechanical advantages of FMLs [2]. FMLs are mostly used in aircraft construction; for instance, glass laminate aluminum reinforced epoxy (GLARE) used in upper fuselage skin of Airbus A380 has saved up to 794 kg of weight. FMLs were also developed for the lower wing skin panels of the former Fokker 27 aircraft and the cargo door of the Boeing C-17. They are currently being flight tested on the C-17 cargo doors and also GLARE has been selected for the Boeing 777 impact resistant bulk cargo floor [3].
Glass fibers have a series of excellent properties, such as high strength and thermal resistance compared to Kevlar fibers, while Kevlar fibers possess superior modulus of elasticity. Glass fibers are brittle without much plastic deformation but Kevlar fibers fracture in the ductile manner [4]. The Kevlar fibers-reinforced composites show poor adhesion at the fiber/matrix interface, due to low surface energy and the chemically inert surface of the Kevlar fibers, while glass fibers do not have this problem [5]. Therefore, the combination of glass and Kevlar fibers may create the desirable balance for combined interfacial and mechanical properties.
Studies have indicated that FMLs experience less extended internal damage when compared to the conventional composites; they also have a considerably higher resistance to failure, as compared to the monolithic metallic materials. In making FMLs, strong adhesion between metal sheets and FRP sheets is of great importance. This strong adhesion would create fiber bridging, leading to load transfer from the fracturing metal layer to the stronger fibers in the adjacent FRP layers [2,6]. Various methods have been proposed for creating strong interfacial adhesion. In the case of Al, for example, the most common methods are: placing a thermoplastic interlayer between Al/FRP layers, etching or anodizing the Al sheet, and mechanical treatment of Al surface. Da Costa [7] observed that the use of thermoplastic interlayer offered a good adhesive, but lowered the overall mechanical properties of the FMLs.
Aghamohammadi et al. [6] demonstrated that FPL-etching (Forest Products Laboratory) provided superior interfacial adhesion compared to un-etched and the other chemical solution methods.
In some studies, nano-size reinforcements have also been used for fabricating better polymer composites and FMLs (nano-FMLs). Graphene, a newly emerged member of nanocarbon materials following CNTs, is becoming another hot topic of physics, materials science, engineering, chemistry, polymer science, electrochemistry, energy and fuels, biochemistry since its first preparation via mechanical exfoliation by Andre Geim in 2004 [8]. As the thinnest known material, graphene is an atomically thick, two-dimensional sheet composed of sp2 carbon atoms arranged in a honeycomb structure. Defect-free graphene is the known strongest material with Young’s modulus of 1 TPa and intrinsic strength of 130 GPa, with extraordinarily high electric conductivity and thermal-conductivity. The specific surface area of a single graphene sheet is 2630 m2 g−1, which is much larger than that of CNTs and more favorable to interactions with other substrates. The inherent nature of graphene makes it ideal nanofiller for high-performance polymer composites. It can improve the mechanical, electrical and thermal performance of polymer matrix as reported [9]. Excellent properties and inexpensive sources of graphene have spurred intensive interest in developing cost-effective and high performance polymer composites reinforced with graphene nanoplatelets (GNPs) [10]. The influence of GNPs on the mechanical properties of basalt/epoxy composite laminates was investigated by Bulut [11]. He found that the incorporation of GNPs significantly enhanced the mechanical properties of basalt/epoxy composites due to strong bonding at the GNPs-epoxy-fiber interfaces. The samples showed the highest mechanical properties at the GNPs loading of 0.1 wt.%, then a decreasing trend was observed with further GNPs loading, caused by agglomeration of the GNPs. Kamar et al. [12] investigated the addition of 0.25 wt.% GNPs on the interlaminar mechanical properties of glass-reinforced multilayer composites. They showed 25 and 29% improvements in fracture toughness and flexural strength, respectively. The addition of GNPs also improved the energy absorption capability of the composites as determined by low-velocity drop weight impact testing.
Dizajia [13] reported the impact response of 3 D-woven glass fiber fabric composites, and they described the effect of nano-silica and GNPs addition on energy absorption behavior of FMLs. Their results revealed that the impact performance of the 3 D-woven composites core impregnated with GNPs was superior compared to those impregnated with nano-silica.
In another study, Warrier et al. [14] studied the effect of adding carbon nanotubes (CNTs) to glass fibers/epoxy composites in the fiber sizing and/or the matrix. They showed an increase of almost 10% in the glass transition temperature and a significant reduction (31%) in the coefficient of thermal expansion. Additionally, the presence of CNTs in the sizing resulted in increased resistance of crack initiation fracture toughness by 10%, but a lowered crack propagation toughness by 53%.
Bahari-Sambran et al. [15] examined the flexural and impact behaviors of Al-based FMLs containing nanoclay. They observed that the maximum effect of nanoclay particles on the flexural and impact behavior was obtained by adding 3 wt.% surface-modified nanoclay. The low velocities impact response of FMLs based on Al and magnesium was examined by Múgica et al. [16]. They discovered that FMLs based on Al had higher elastic modulus than magnesium-based ones.
So far, there have been few reports on the role of nanoparticles in FMLs, especially on the metal/polymer interface. The present work aimed to fabricate and characterize Kevlar-glass fibers/epoxy-Al FMLs containing GNPs with particular emphasis on the interfacial and mechanical properties.
Chandrasekaran et al. [17] investigated the influence of GNPs addition on the fracture toughness and modulus of polymer nanocomposites. Their results showed 16% increase in the modulus of the 0.5 wt.% sample compared to the one without GNPs, and the toughening effect of GNPs was most significant for the 1.0 wt.% loading, where a 43% increase in KIC was observed. Rafiee et al. [18,19] studied the mechanical properties of epoxy nanocomposites containing GNPs. They observed 31, 40 and 53% increases in the respective elastic modulus, tensile strength, and KIC.
Since there are a few studies about the effect of nanomaterials on the mechanical and interfacial behaviors of composites and metal layers in FMLs. Considering the excellent mechanical properties of GNPs, this study investigated the mechanical and interfacial properties of Kevlar-glass fibers/epoxy-Al FMLs containing various wt.% of GNPs. The results can help to the increased use of the FML structures for various applications in the different conditions. These FMLs can be used in wide range in aerospace structure and automotive industries application due to their higher mechanical properties especially impact resistance.
Experimental
Materials
The used materials for producing the FMLs were Al2024-T3 sheets with 0.5 mm thickness, Epon 828 epoxy resin, polyamine hardener (Hexion Co.), woven Kevlar/glass fibers (Gurit Co.) and GNPs (US Research Nanomaterials). Figure 1 and Table 1 show SEM image of the GNPs and the specifications of the materials used in this study, respectively.
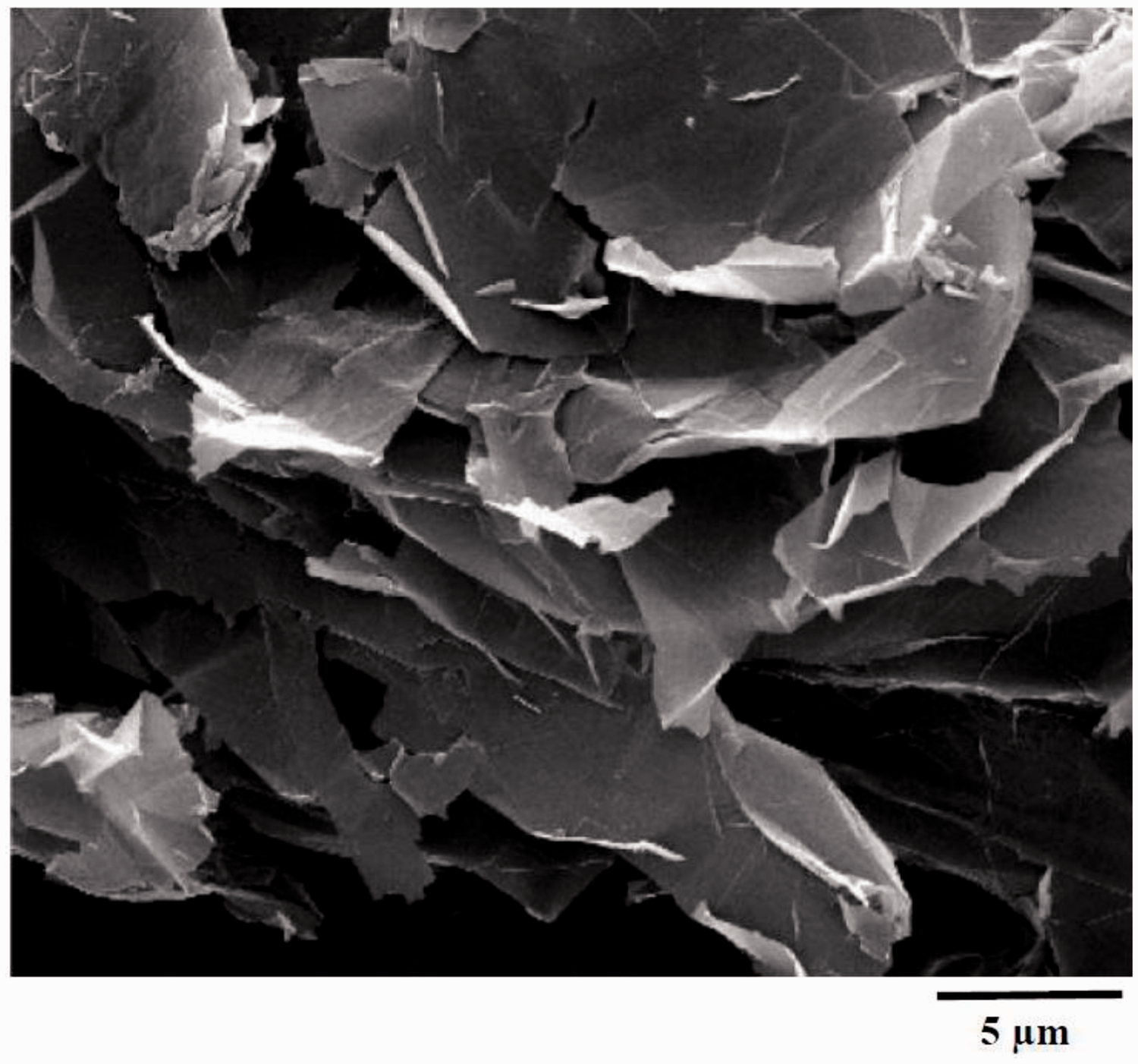
SEM image of the GNPs used in this study.
Specifications of the materials used in this study.

Al surface preparation
For FPL-etching, the Al sheets were first cleaned by acetone, then immersed in NaOH solution (0.2%) for 2 min and etched for 30 min at 60 °C. In the next step, Al sheets were placed in an etching solution consisting of 33.7 g/l sodium dichromate (Na2Cr2O7) and 374.5 g/l sulfuric acid, in accord with ASTM D2674. Finally, the samples were immersed in distilled water for 5 min, followed by flash drying.
Fabrication of FMLs
The FMLs with 2/1 configuration were fabricated by the hand lay-up method. The interlayer consisted of 4 layers of woven Kevlar/glass fibers reinforced epoxy resin. Four different wt.% of GNPs (0.0, 0.1, 0.25, and 0.5) were used. The GNPs were distributed in the epoxy resin at 1800 rpm for 15 min using an overhead mechanical stirrer (SDS-11D, Fintek Co.). In order to break possible aggregates and obtain a uniform dispersion of GNPs, the mixtures were ultrasonically homogenized using a probe of 14 mm tip diameter at 200 W (Ultrasonic Homogenizer, FAPAN Co.) for 60 min, followed by adding the hardener with a weight ratio of 10:1 [20]. Using the hand lay-up technique, FMLs were made by sandwiching fibrous composites in-between two Al sheets. The FMLs samples were pressed under 0.5 MPa at 25 °C for 18 hours. Finally, they were left intact for complete curing for 3 weeks. The FMLs thickness and the content of polymer composite components are given in Table 2.
Information of FMLs and polymer composites fabricated.

Mechanical tests
Three-point bend and Charpy impact tests were performed. In accord with ASTM D790 standard [21] using a Hounsfield H25KS machine, the three-point bend test was conducted at ambient temperature and cross-head speed of 3 mm/min. The support span length was 60 mm. The Charpy test was conducted using SIT-200B (SANTAM Co.) at room temperature in accord with ISO 179-1 standard [22]. The energy used in the Charpy impact test was 200 J and the support span length was 70 mm. Three specimens of each category were tested and the average value was reported.
Microstructural analysis
Surface morphologies of the pretreated (un-etched) Al sheets and the fracture surfaces of the tested samples were studied by field emission scanning electron microscopy (FESEM, TESCAN). The fracture surfaces were also studied using optical microscopy (OM, Meiji Techno).
Results and discussion
Surface treatment of Al 2024-T3
Figure 2 shows the surface morphology of the Al2024-T3 sheet before and after FPL-etching. As visible in Figure 2(b) and (c), it is clear that a porous structure with micro-scale pits has been formed on the surface of the Al sheet after FPL-etching. As shown in Figure 2(c), there are surface nano-pores with dimensions less than 50 nm on the Al surface. These surface pores/nano-pores are suitable sites for epoxy penetration. In fact, the infiltration of the epoxy into these surface pores/nano-pores provides proper adhesion between Al and epoxy. This phenomenon causes the development of a strong mechanical interlocking at the Al/epoxy interface, leading to enhanced mechanical properties.

FESEM images of Al surface; (a) before surface treatment, (b and c) after surface FPL-etching 1000 X and 100,000 X.
Mechanical properties
Mechanical properties of the FMLs containing different wt.% of GNPs are shown in Figures 3, 4, and 10. As shown in Figures 3 and 4, the maximum flexural strength and flexural modulus of 830 MPa and 74 GPa, respectively, were achieved for the FMLs with 0.1 wt.% GNPs. These values are about 10% and 9%, respectively, higher than those of the FMLs without GNPs (757 MPa and 68 GPa). The increase of GNPs to 0.25 wt.% resulted in 14% reduction (from 757 to 653 MPa) of the flexural strength, and 3% reduction (from 68 to 66 GPa) of the flexural modulus. The FMLs containing 0.5 wt.% GNPs showed the lowest flexural strength and modulus of 520 MPa and 62 GPa, respectively. The decrease in the flexural strength and modulus, with the addition of GNPs beyond the optimum amount, would occur as a result of agglomeration and generation of clustering sites that would act as sites of weakness in the material. The modulus is a property of the material that goes back to the nature of the material, so the type of bond between atoms in the material has a significant effect on its value. Tougher materials have a higher modulus of elasticity. In the elastic zone (before sample yielding), the distance between atoms will be altered by increasing the force, the stronger bonding of atoms with each other imply the higher modulus and results in greater resistance to bending. Likewise, the formation of weak bonds reduce the modulus. In this study, the modulus of samples decrease by increasing the amount of GNPs to more than the optimum amount. The formation of GNPs clusters by van der Waals bonds between their layers is one of the reasons for material softening in the clustering sites and decreasing modulus [23].

Effect of GNPs on the flexural strength of FMLs.

Effect of GNPs on the flexural modulus of FMLs.
Figure 5 shows FML samples before and after the bend test. From Figure 5(b), the strain of the samples after the bend test can be observed. As visible, the strain value of the FMLs without GNPs is higher than the other FMLs and with increasing the amount of GNPs, the strain value decreased.

FML samples; (a) before, and (b) after bend test.
OM images from the bent area of different samples after the bend test are shown in Figure 6. As observed in Figure 6(a) and 6(b) the FMLs with 0.0 and 0.1 wt.% GNPs manifested strong adhesion at the Al/polymer interface; even after the bend test, the polymer is still in total contact to the Al sheet. In the case of FMLs containing 0.25 wt.% GNPs (Figure 6(c)), the red arrow shows delamination at the Al/polymer interface. This indicates that the interfacial adhesion at the Al/polymer is weaker than those of 0.0 and 0.1 wt.% GNPs. Figure 6(d) shows the fracture surface of FMLs containing 0.5 wt.% GNPs. It is obvious that after the bend test, delamination occurred at the Al/polymer interface (red arrow). Therefore, in the 0.0 wt.% GNPs samples, delamination within the polymer composite was the mechanism of failure. In the 0.1 wt.% GNPs samples, first Al broke, followed by delamination in the polymer composite (Figure 6(b)). However, in the 0.25 and 0.5 wt.% GNPs samples, the failure mechanism was due to delamination at the Al/polymer interface (Figure 6(c) and (d))
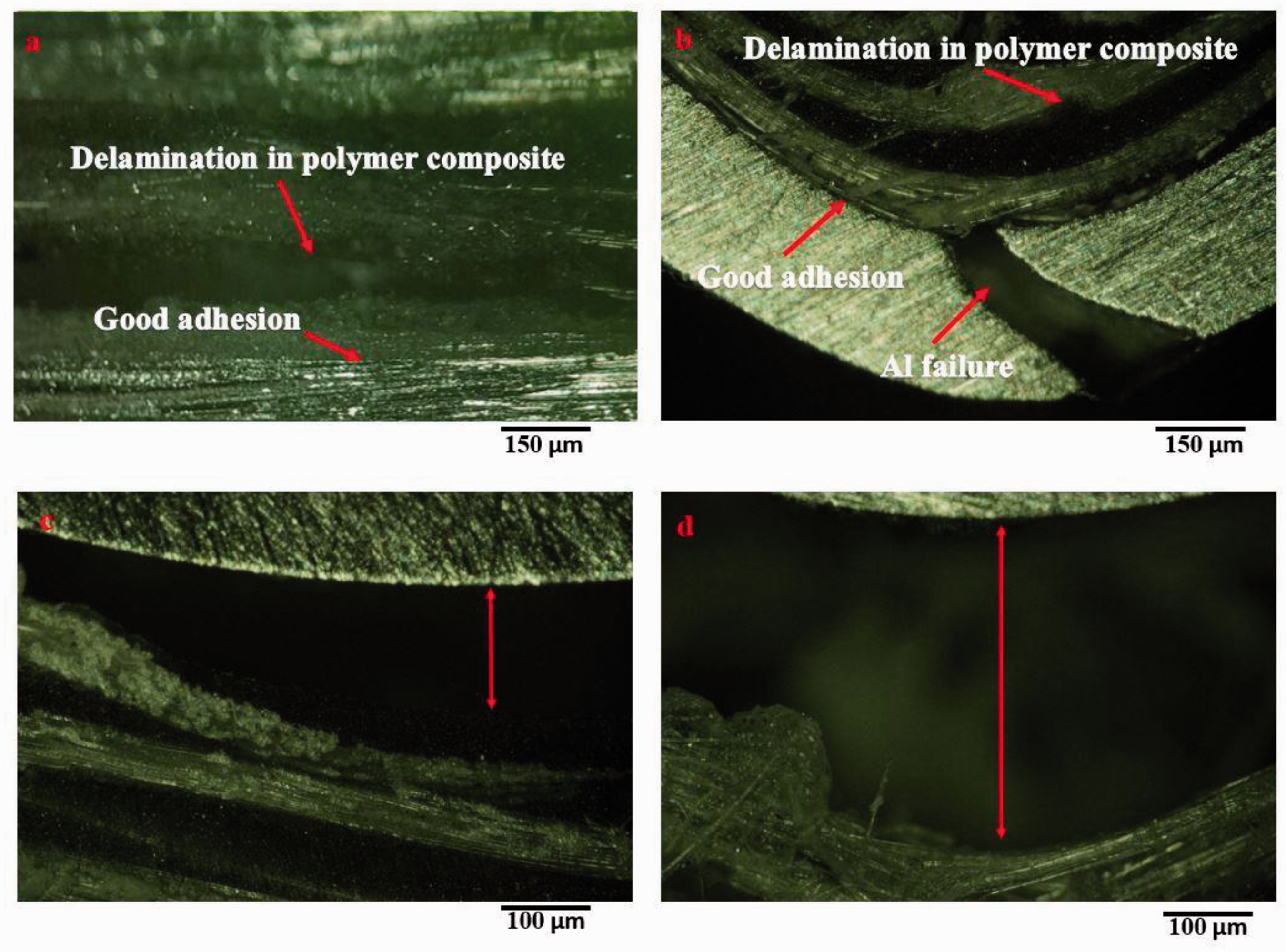
OM images of bent area of FMLs containing, (a) 0.0, (b) 0.1, (c) 0.25, (d) 0.5 wt.% GNPs after bend test.
Figure 7 shows the fracture surfaces of the polymer composite interlayers in the FMLs samples after the bend test. As shown in Figure 7(a), for the 0.0 wt.% GNPs sample, the smooth surfaces of the fibers (yellow arrows) and the delamination at the glass fibers/polymer matrix interface (red arrows) indicate weak interfacial adhesion, and thus the cause of weak failure in the polymer composite interlayers. These indicated that load transfer from matrix to the fibers was almost insignificant. On the other hand, for the 0.1 wt.% GNPs sample (Figure 7(b)), surfaces of the glass fibers are not smooth, evident of matrix attachment to the fibers, and thus clear indication of strong adhesion at the interface, which led to considerable load transfer from matrix to the fibers. Addition of GNPs at the optimum level increased the mechanical properties of resin and caused strong interfacial adhesion with fibers. Another benefit from the addition of GNPs was occurrence of crack deflection. Figure 8 shows the matrix containing 0.1 wt.% GNPs illustrating crack deflections. According to the article by Quaresimin et al. [24] there are different toughening mechanisms. Micro mechanism is one of them. In this mechanism, the micro size and agglomerated nanoplatelets can play the toughening mechanisms. In our work, we used graphene with 6–10 layers. Agglomeration of some GNPs can make a micro particle. It is stated that micro size particle with good adhesion can pin the cracks. In Figure 8, we can observe that the micro particle has good adhesion onto the matrix and deflected the cracks. Figure 9 schematically shows a primary crack propagation in a matrix with and without GNPs. As illustrated in Figure 9, the GNPs-free sample fails as the primary crack propagates across the entire sample almost unhindered, but the GNPs-containing sample experiences crack branching at many sites where GNPs are present, and hence the failure occurs after taking much higher energy and time [24].

Fracture surfaces of polymer composite interlayers containing, (a) 0.0, (b) 0.1 wt.% GNPs.
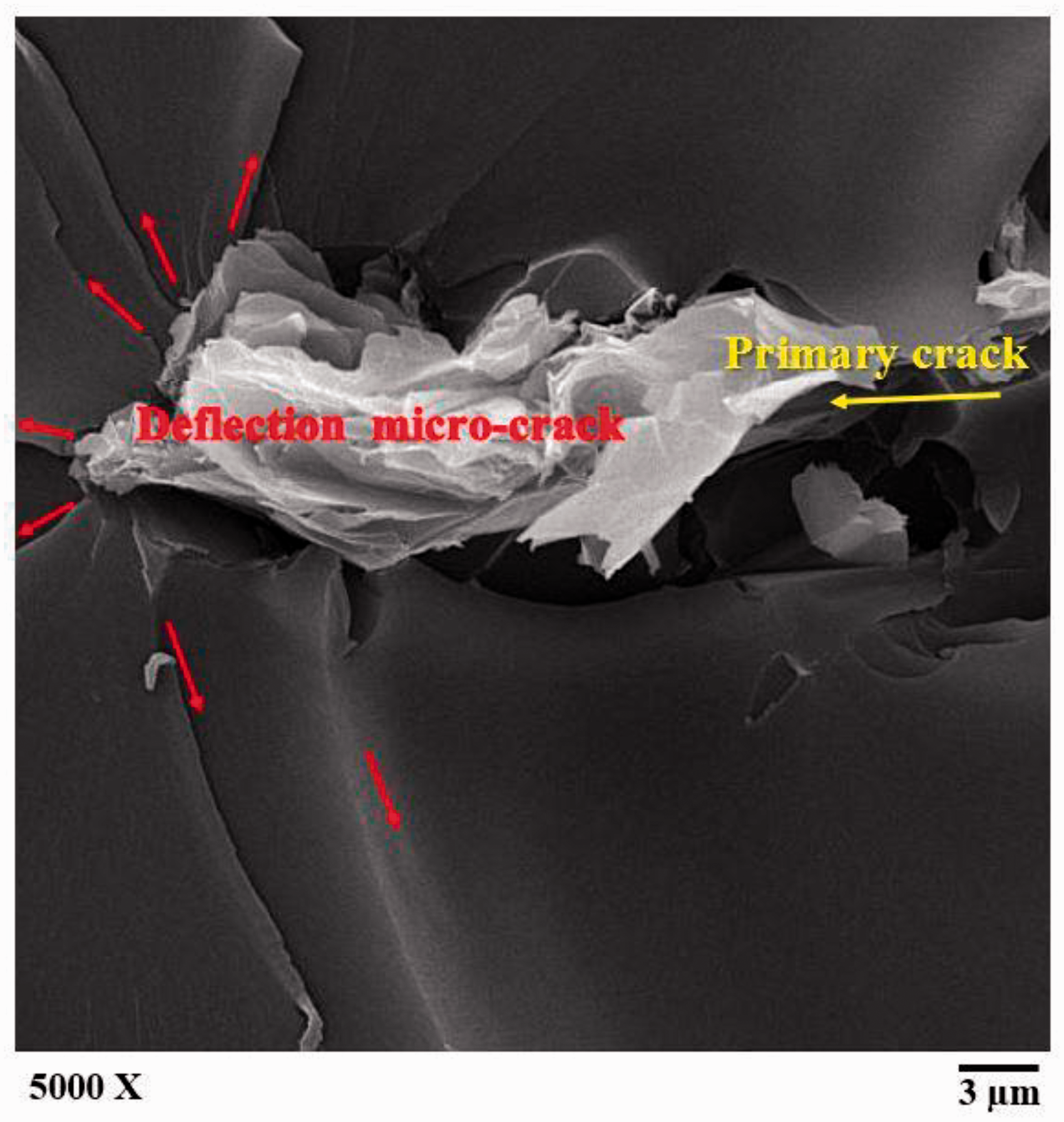
Crack deflections around GNPs in a 0.1 wt.% GNPs sample.

Schematic illustration of crack propagation in matrix; (a) with GNPs, (b) without GNPs.
Figure 10 shows the effect of adding GNPs on the Charpy impact behavior of FMLs. It is evident that only the FMLs containing 0.1 wt.% GNPs showed higher value of impact strength (279 from 251 J.m2/g), i.e., 11% increase compared to FMLs without GNPs. The absorbed energy values of 187 and 177 J.m2/g were achieved for the FMLs containing 0.25 and 0.5 wt.% GNPs, respectively. These values are about 33 and 37%, respectively, smaller than those of FMLs with 0.1 wt.% GNPs.
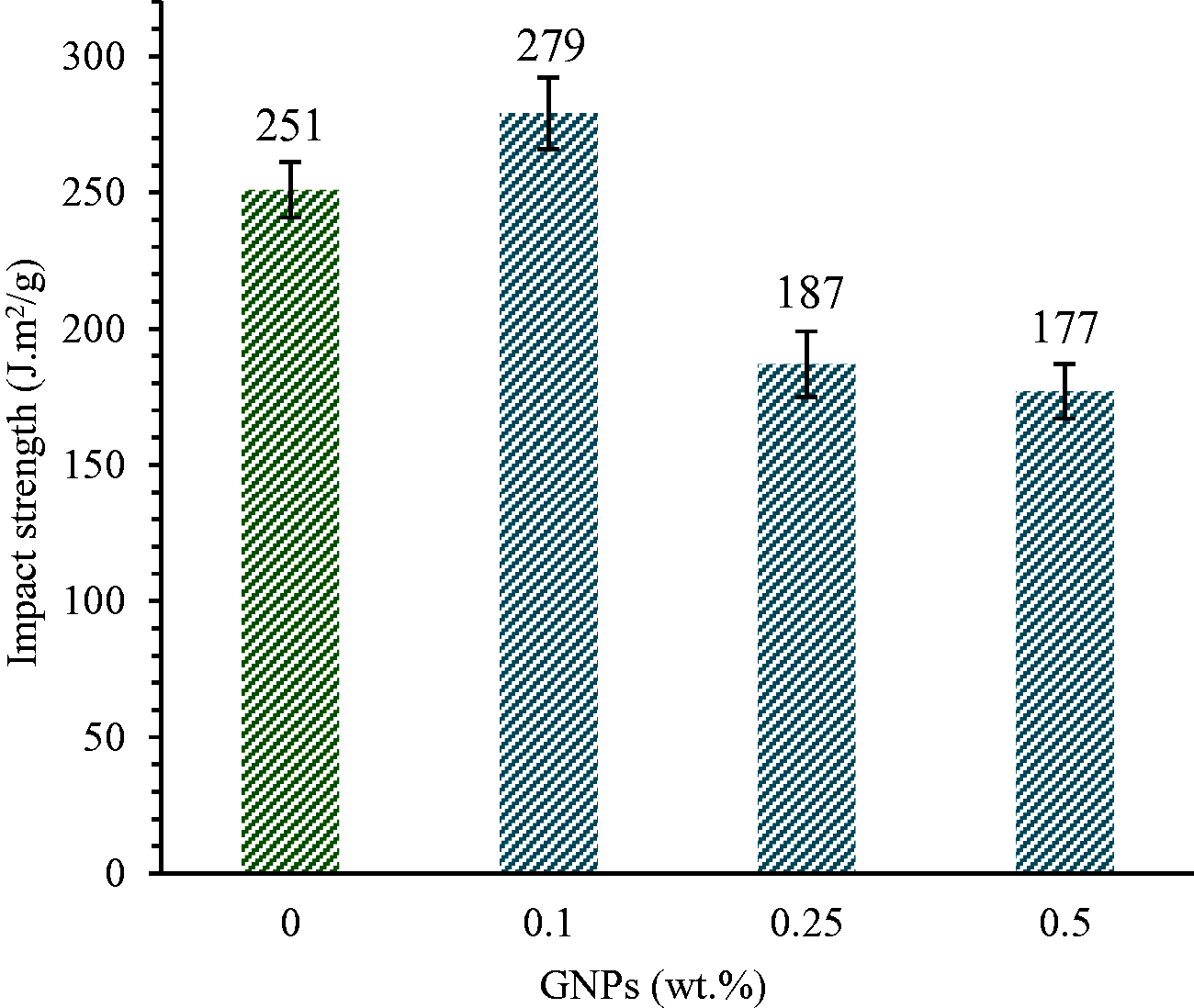
Effect of GNPs on the impact strength of FMLs.
Figure 11 show FML samples before and after charpy impact tests. As can be seen in Figure 11(b), there is a strong adhesion between the Al layer and polymer composite in the FMLs without GNPs. It is clear that the strong adhesion between the Al layer and polymer composite has remained even after Charpy impact test. However, in the FMLs with 0.1 wt.% GNPs, after failure of the external layer, the polymer composite in the FMLs has been damaged and then failed. It is obvious that after the impact, delamination occurred in the FMLs containing 0.25 and 0.5 wt.% GNPs.

FML samples; (a) before, and (b) after Charpy impact test.
Figure 12 shows FESEM images of the FPL-etched Al fractured interface for the FMLs without GNPs after Charpy impact test. Good adhesion between the polymer composite interlayer and Al sheet is shown in Figure 12(a); the mechanical interlocking between the epoxy polymer and Al porous surface increased and thus the failure occurred leaving a thin layer of epoxy on the Al surface. In Figure 12(b), at higher magnification, the porous surface of the Al sheet is clearly visible, as well as a thin transparent layer of the polymer on the Al surface, again, indicating the good adhesion between the polymer composite interlayer and Al sheet.

FESEM images of polymer/FPL-etched Al fractured interface of FMLs without GNPs after Charpy impact test; (a) 45 X, (b) 2500 X.
The FESEM images of the FPL-etched Al fractured interface for the FMLs containing 0.1 and 0.25 wt.% GNPs after Charpy impact test are shown in Figure 13. As shown in Figure 13(b), there are areas where the surface pores of the Al sheet have been filled by the GNPs in the 0.25 wt.% GNPs sample. In other words, infiltration of the polymer did not occur in those pores to cause enhancement of the mechanical properties similar to the 0.0 and 0.1 wt.% GNPs samples. Furthermore, because of the very weak van der Waals bonding within the graphene layers, delamination within the graphene layers took place upon Charpy impact testing, which is another reason for the drop in the mechanical properties. But in the 0.1 wt.% GNPs sample, despite the presence of GNPs, there was good adhesion between the polymer composite interlayers and the Al sheets (Figure 13(a)); might be due to lower wt.% of GNPs compared to the FMLs containing 0.25 wt.% GNPs.

FESEM images of polymer/FPL-etched Al fractured interface of FMLs after Charpy impact test containing, (a) 0.1 wt.% GNPs, 2500 X, (b) 0.25 wt.% GNPs, 2500 X, (c) 0.25 wt.% GNPs, 12500 X.
Figure 14 shows the FESEM images of fracture surface for the FMLs containing 0.5 wt.% GNPs after Charpy impact test. In Figure 14(a), it is evident that infiltration of GNPs into Al surface pores prevented the polymer penetration. Furthermore, the red arrows point to some surface nano-pores with dimensions less than 50 nm. It is important to consider the polymer chain length and compare it to the size of the nano-pores on the Al surface. The polymer chain length is within the range of 3–22 nm [25]. However, as shown in the red box in Figure 14(b), the nano-pores are also covered by a layer of GNPs and thus prevented the polymer penetration into these nano-pores.
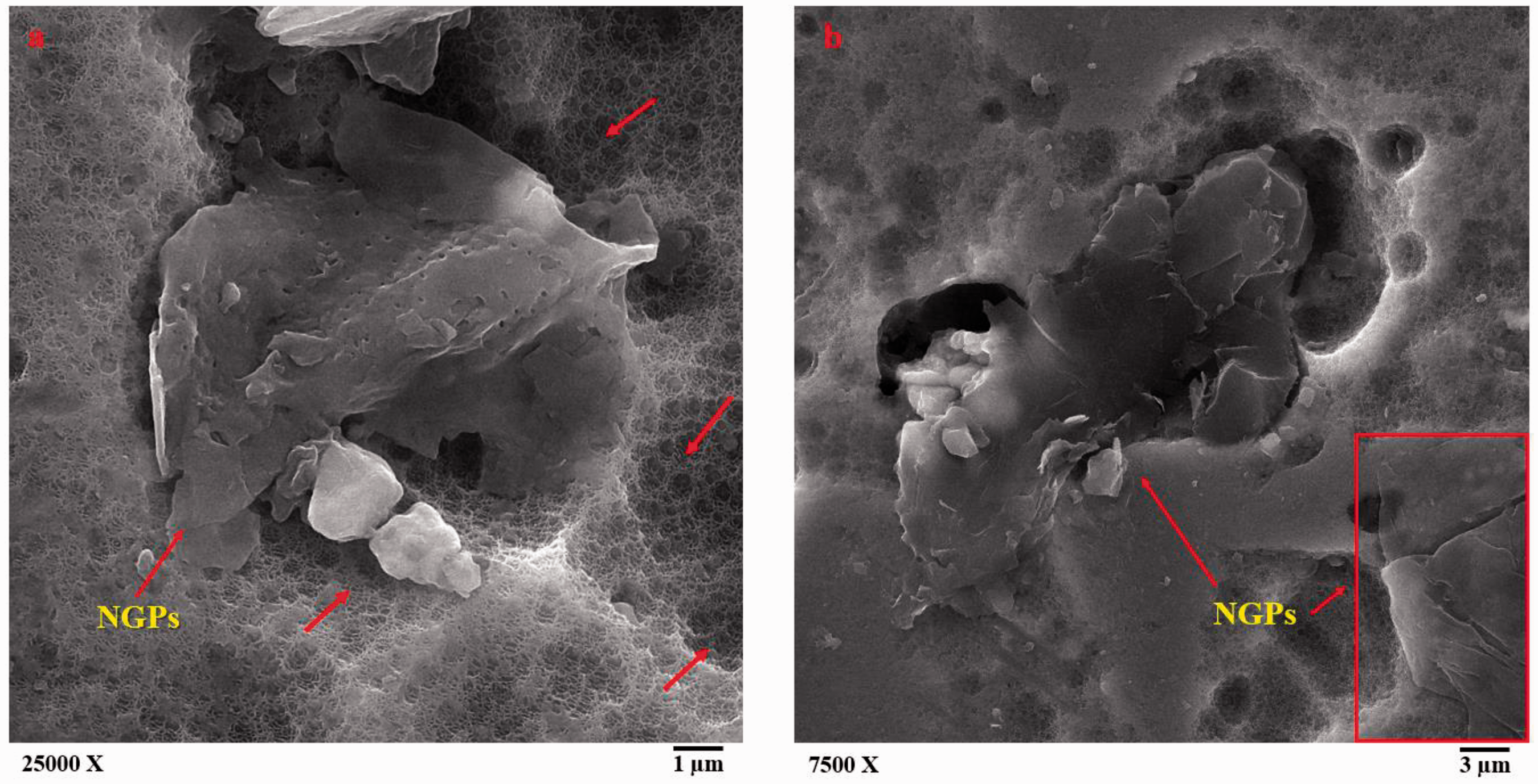
FESEM images of fracture surface of FMLs with 0.5 wt.% GNPs after Charpy impact test; (a) 25000 X, (b) 7500 X.
Also, addition of the GNPs leads to increase in the viscosity of the epoxy resin. The effect of increasing the polymer’s viscosity on the mechanical behavior of FMLs can be characterized by two aspects. First, with increasing the polymer’s viscosity the number of trapped bubbles increases and so, the extracting of these bubbles becomes difficult. The presence of trapped babbles at the polymer-aluminum interface can cause to the weakening of the adhesion and so, mechanical properties of the FML. Second, increasing the polymer’s viscosity caused by the addition of GNPs can reduce the liquidity and wettability characteristics of resin on the aluminum surface and consequently, reducing the adhesion.
In a similar study, Bahari-sambran et al. [26] investigated the effect of surface modified nanoclay on the interfacial and mechanical properties of basalt fiber metal laminates. The Charpy test results showed that the absorbed energy values of the samples containing nanoclay increased compared to the samples without nanoclay. Improving the impact strength of FMLs containing nanoclay was due to the enhancement of the basalt fibers/epoxy interfacial properties and creating some physical entanglement such as mechanical interlocking between the polymer chains and nanoclay. Otherwise, nanoclay addition decreased the interlaminar shear strength of the FMLs.
Therefore, in the FMLs with 0.1 wt.% GNPs, it can be said that there is a strong adhesion between the matrix and the glass/Kevlar fibers, as well as crack deflections, that caused enhanced mechanical properties. On other hand, in the FMLs with 0.25 and 0.5 wt.% GNPs, the presence/infiltration of GNPs into the surface pores of Al sheets prevented the penetration of polymer into the pores and caused decrease in the mechanical properties.
Conclusions
In this study, Kevlar-glass fibers/epoxy-Al FMLs containing various wt.% of GNPs (0.0, 0.1, 0.25, 0.5 wt.%) were fabricated and the effect of GNPs on their interfacial and Charpy impact and flexural properties was evaluated. Results of the bending test indicated that the flexural strength and modulus of FMLs containing 0.1 wt.% GNPs were superior among all FMLs tested. These two values were about 10% and 9%, respectively, higher than those of the FMLs containing 0.0 wt.% GNPs. Increase of the GNPs to 0.25 and 0.5 wt.% caused reduction of the flexural and modulus values; 13.8% and 3% and, 31% and 10% lower than those of the FMLs containing 0.1 wt.% GNPs.
CThe Charpy impact strength of the 0.1 wt.% GNPs sample was also the best. For the 0.25 and 0.5 wt.% of GNPs samples, this value decreased by 34% and 42%, respectively, compared to the FMLs containing 0.1 wt.% GNPs. The superior mechanical properties of the 0.1 wt.% GNPs samples are due to the strong adhesion between the polymer and fibers within the composite interlayers, as well as the strong adhesion at the Al/composite interface. On the other hand, just the opposite is true for the FMLs containing higher GNPs. Therefore, the best GNPs content for this FMLs system was found to be 0.1 wt.%.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article