
Abstract
In this paper, a novel facile strategy is reported for fabricating an environment friendly, aging-resistant, and waterproof-breathable fabric using a “pad-knife” coating technique and waterborne polyurethane (WPU) containing isophorone diisocyanate (IPDI) and lignin as an antioxidant agent. Morphology, hydrophobic property, accelerated weathering aging property and artificial degradation performance as well as water vapor transmission and tensile property are characterized. Results show that, IPDI can effectively prevent PU discoloration. Lignin amount affects the morphological structure, tearing strength, WVTR and hydrostatic pressure capability of coated fabrics. Moreover, a 2% lignin addition provides fabrics with enhanced waterproof-breathable properties and tearing strength performance compared with pure WPU coated fabrics after accelerated weathering exposure. The facile coating technology can be applied to protective and functional textiles for military and civil polyester tents.
Keywords
Introduction
In recent years, various types of functional textiles produced have been produced, such as nonwoven [1–4], knitted [5], and woven fabrics [6,7]. Functional waterproof-breathable waterborne polyurethane WPU woven fabrics are widely developed owing to their advantages, such as non-toxicity, bio-degradability, and availability [8,9]. However, most WPU coated fabrics are characterized by low waterproof-breathable properties and rapid aging from high temperatures, UV radiation, rain, and oxygen [10], Thus, their application in outdoor products that require durable materials is limited. Hence, designing materials with aging resistance and waterproof-breathable functions has become a major challenge.
Recently, antioxidants or UV absorbers have been introduced to enhance the aging-resistant capacity of materials [11,12]. Materials that exhibit aging resistance property demonstrate low biodegradability, thereby restricting their potential application. To overcome these limitations, natural polymeric antioxidants, such as lignin, have received considerable attention owing to their advantageous features, including biodegradability, renewability, abundance, and excellent stability [13,14]. Previous literature has reported the addition of lignin as an antioxidant or UV stabilizer for improving the stability of numerous materials, such as synthetic polymers [15–17] and composite particles [18,19]. However, scholars have yet to use WPU/lignin to improve the waterproof-breathable and aging resistance properties of textiles. In 2012, Liu et al. [20] were the first to fabricate aging resistant WPU/lignin membranes via the Mannich reaction. The membranes exhibited improved UV aging performance; however, no evaluation was conducted on waterproof–breathable performance using accelerated weathering tests.
In this present work, lignin is introduced into WPU as an antioxidant agent to develop a waterproof-breathable, aging-resistant fabric using a “pad-knife” coating technique. Coating is a facile, economic technique that is widely used to finish waterproof-breathable industrial products. The process involves depositing coating adhesive on the surface of textiles then curing them to obtain a dry film [21]. Moreover, optimum parameters, such as curing temperature and time, are reported. WPU containing isophorone diisocyanate (IPDI) is used to improve artificial aging performance, and lignin is employed as antioxidant to improve weather accelerated aging performance. The influence of lignin concentration on the morphology, surface chemistry structure, and waterproof-breathable, and tearing strength performances of the coated fabrics are presented in this paper. This facile, fabricated aging-resistant fabric should have considerable potential applications in harsh conditions.
Experiments
Materials
The woven polyester fabric (Tayho New Materials, Yantai, China) is composed of 600D continuance polyester filaments with a basis weight of 200 g/m2. WPU (40 wt%), and waterborne blocked isocyanates (-NCO 2.6 wt%) are obtained from Sunichem Chemical Industrial Co., Ltd., Liaoning, China. C6-based fluorocarbon resin is purchased from Taiwan Twanfong Chemical Reagent Co., Ltd. Lignin (25 micron ± 5 micron) is procured from Hanli Chemical Materials, Feicheng, China. Dispersing agent BYK 110 is provided by BYK Chimie, Germany. Coating formulation is shown in Table 1.
Coating formulation.

Specifications of fabrics used in this study.

Preparation of coating adhesive
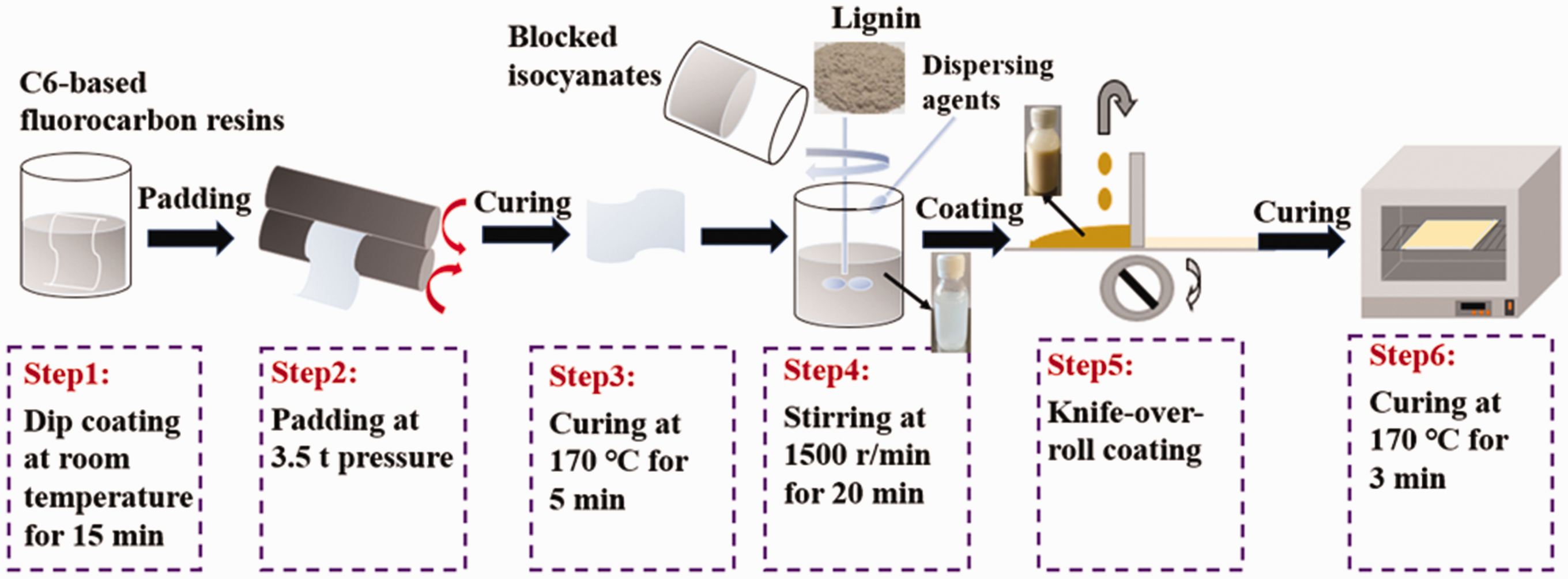
First, 0.2 g of copolymer dispersing agents are added to the WPU composite/blocked isocyanate composite resins, thereby, forming a mixture with a pH of 6–8. Lignin particles with a diameter of 25 micron ± 5 micron are mixed with the aforementioned WPU composite resins at room temperature under high-speed stirring (Table 1). The schematics of the “pad-knife” coating of the PU-lignin mixture on the polyester fabric is shown in Figure 1. All the samples are processed with hot air circulation at optimal temperature and time.
Preparation of WPU/lignin coated fabrics.
Preparation of coated fabrics
The polyester fabric is wetted by 10.0% C6-based fluorocarbon resin in water for 20 min, and padded with a pressure of 3.5 t. The polyester fabric is then subjected to a “knife-over-roll” technique and dried using dry heat from a laboratory dryer. The process is repeated several times to obtain a final coating weight and thickness of 230 g/m2 and 0.12 mm, respectively. After this coating process, the sample is crosslinked in laboratory dryer under hot air circulation. The obtained coated fabrics are denoted as PU-lignin-x (x is 0, 1, 2, 3, 4 and 5, with varying lignin concentrations). Table 2 shows the specification of samples.
Tests
Morphology, aging-resistant, hydrophobic, water vapor transmission rate (WVTR), and mechanical tests are performed to comprehensively assess the performance of the coated fabrics. All tests are performed at standard ambient conditions. Each sample is tested five times, and the mean is obtained.
The morphology of the samples is determined using field emission scanning electron microscopy (FESEM; TM3030, HITACHI, Tokyo, Japan) and a stereomicroscope (SMZ-10A, Nikon Instruments, Japan).
The hydrophobic property of the samples is evaluated using a hydrostatic pressure tester (YG812C, Nantong Hongda Experiment Instruments Co., Ltd.) and a spray tester (Toyoseiki, Tokyo, Japan). The hydrostatic pressure test is measured according to the American Association of Textile Chemists and Colorists (AATCC) 127 test criterion. Water temperature is maintained at a specified atmospheric condition (20°C ± 2°C, with 65% relative humidity). Hydrostatic pressure test for the coated fabric is performed by subjecting the samples to a steadily increasing pressure of water (612 mmH2O/min) on the uncoated side until penetration occurs. A water repellency test is performed on the samples in accordance with the AATCC standard 22-2010 standards. The sample size is 180 mm × 180 mm. During the test, 250 ml of distilled water is sprayed onto the uncoated surface for 30 s.
The accelerated weathering test performed on the samples is measured by the specifications of FZ/T 75007-1995. The tests are conducted in a test chamber at 70°C with 95% RH. The samples are suspended in an aging chamber with a spacing distance of 10 mm. The coating tests are performed for 168 h. Changes in the morphology, waterproof-breathable properties, and tearing resistance strength of the coatings before and after accelerated aging are analyzed.
The artificial degradation performance of the samples is evaluated by a xenon arc weatherometer (LRHS-190F-SN, China) according to GB/T 8427-2008. The samples are exposed to a xenon arc fading lamp (42 W/m2, 300–400 nm) in an environment that is 65°C with 30% ± 5% relative humidity. Each sample is 45 mm × 10 mm in size.
WVTR is measured according to ASTM E96 inverse cup standards with a temperature of 23°C, and relative humidity of 50%. The fabric samples are cut into circles 70 mm in diameter, which is the same size of the mouth of the cup. WVTR values are determined on the basis of the equation below:
The tearing strength resistance of the samples is measured using an Instron tester (Instron, USA) according to D2261-2007 standards (tearing strength of fabrics by the tongue). A sample with a size of 75 mm × 200 mm is mounted on the test instrument, and stretched at an extension rate of 100 mm/min until it is ruptured.
PU-lignin-2-degradation represent PU-lignin-2 after degradation.
Results and discussion
Optimum curing temperature and time
The curing temperature and curing time play substantial roles in the structure and performance of the coated membrane. In this study, the curing temperature and time of the coated fabrics are optimized by hydrostatic pressure. The hydrostatic pressure of a fabric can be controlled by the formation of a coated membrane structure. Therefore, compared with other test methods, such as spray and WVTR tests, the hydrostatic pressure test is more meaningful for evaluating membrane properties. The hydrostatic pressure of the coated fabric is further optimized using different temperatures. Initially, 130°C, which is just below the deblocking temperature of blocked isocyanates, is selected for curing. When the temperature is elevated to 150°C and 170°C, which are just above the deblocking temperature, that is, between 150°C and 160°C, the coating membrane become firmly formed. The noticeable enhancement observed is consistent with the previous theory [22,23] (Figure 2(a)). When the temperature is 190°C, no substantial difference in hydrostatic pressure is observed with the increase of the curing temperature. The hydrostatic pressure results of the coated fabric with different lignin loadings processed at different curing times are shown in Figure 2(b). Figure 2(b) presents a similar trend, in which the hydrostatic pressure value increases with increments of curing time, with 90 s as the maximum. When time is below 60 s, no crosslink for improving hydrostatic pressure is observed. When the curing time is equal to or exceeds 90 s, curing time has little effect on hydrostatic pressure performance. However, the coated fabrics are stiff [24]. Thus, the processing parameter is heated at 170°C for 90 s.
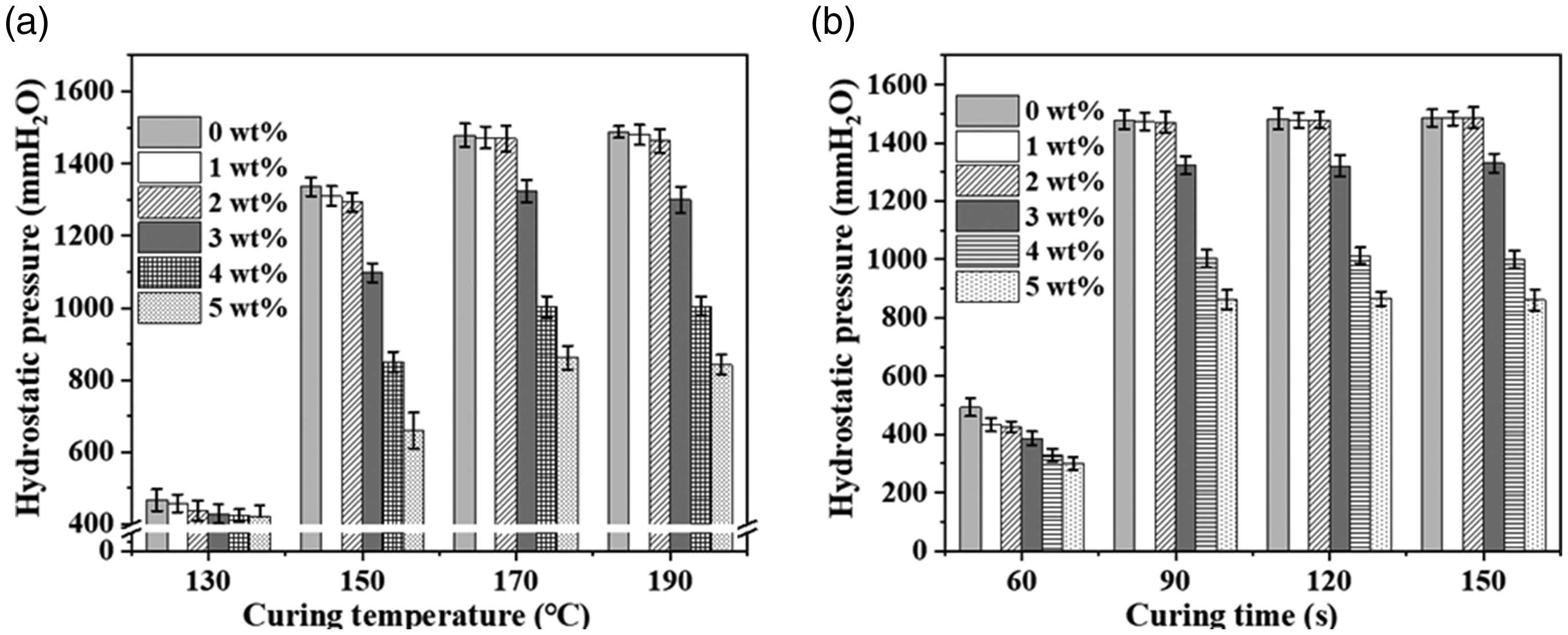
Hydrostatic pressure of fabrics coated with different amounts of lignin under different conditions of (a) curing temperature (curing time is 90 s) and (b) curing time (curing temperature is 170°C).
Effect of artificial degradation test
PU generally exhibits a high propensity to discolor during manufacturing and storage owing to numerous factors, such as high temperature, UV radiation, rain, and oxygen [25]. The degradation properties of the coated fabrics before and after the xenon arc fading lamp illumination treatment in relation to different lignin contents are provided in Figure 3(a) and (b). Figure 3 reveals that lignin amount negligibly influence artificial degradation properties before and after accelerated aging. This outcome is attributed to the degradation mechanism (Figure 4(a) to (c)). In xenon arc fading lamp illumination, aromatic isocyanate in PU is oxidized to form unstable peroxide, which generates a color group (Figure 4(c)) [26]. Thus, aromatic isocyanate-based coated adhesive easily discolor compared with aliphatic isocyanates [27,28]. However, in this study, no evident color change before and after the aging test is observed, owing to choosing aliphatic isocyanates IPDI. It is worth pointing out that those fabrics with artificial degradation higher than 4 grades could meet requirements of commercial aging resistance fabrics according to GB/T8427-2008 standard. Thus, the as-prepared PU/lignin fabrics can satisfy the practical application.

Degradation evolution before and after xenon arc fading lamp illumination treatment.
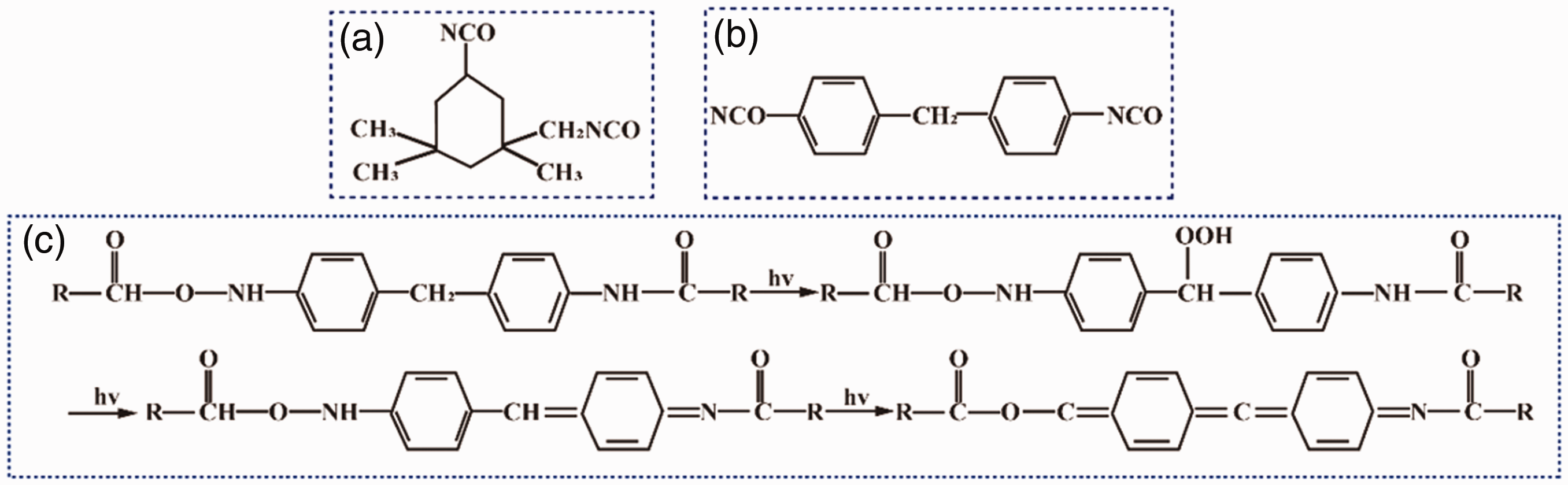
(a) Molecular structures of (a) isophorone diisocyanate (CAS:4098-71-9), and (b) 4,4’-Methylenebis (phenyl isocyanate) (CAS:101-68-8). (c) discoloration mechanism of aromatic PU.
Effects of acceleration weathering test
Morphology and surface chemistry analysis
The goal of accelerated weathering exposure is to predict whether lignin can enhance the aging-resistant property of the coated fabrics. These accelerated test methods attempt to accelerate natural environments with elevated humidity and temperature. Traditional characterizations, such as weight loss and gloss loss, are used to examine the weathering of coatings. However, we use morphology, surface chemistry structure, waterproof-breathable properties, and tearing resistance strength before and after degradation to evaluate the properties of the fabrics coated with different concentrations of lignin.
The stereomicroscopic and micrograph images of the coated fabrics in relation to different lignin concentrations before and after the accelerated weathering test are presented in Figures 5 and 6. The surface chemistry analysis of the PU-lignin-2-coated fabric before and after degradation is shown in Figure 7. The representative stereomicroscopic images of the uncoated fabric and fabrics coated with 0, 2, and 5 wt% lignin are displayed in Figure 5. Compared with the pristine uncoated fabric (Figure 5(a)), the results of the PU-lignin-0 and PU-lignin-2 coated fabrics do not differ substantially (Figure 5(b) and (c)). However, Figure 5(d) presents that surface structures of PU-lignin-5 coated fabrics could not be observed clearly. In addition, the stereomicroscopic image after the accelerated weathering test, differs negligibly and is similar to that of the pristine fabric. Micrograph differences observed in the SEM image of PU-lignin-0, PU-lignin-2, and PU-lignin-5 coated fabric before and after accelerated aging are shown in Figure 6. For the PU-lignin-5 coated fabric, agglomeration appears owing of excessive lignin particle deposition (Figure 6(c)). By contrast, the PU-lignin-0 and PU-lignin-2 coated fabrics exhibit minimal changes in surface morphology compared with the PU-lignin-5 coated fabric, as shown in Figure 6(a) and (b). Furthermore, several random craters are observed in the surface morphology of the PU-lignin-0 and PU-lignin-5 coated fabrics after the accelerated weathering test as temperature/humidity cycling generates external stress (Figure 6(a’) and (c’) [29]. Moreover, the surface of the fabric with coated 2% lignin exhibit less craters. The existence of these craters do not evidently affect the performance of the PU-lignin-2 coating (Figure 6(b’)). Apparently, the membrane of the coated fabric with 2% lignin exhibits a better barrier effect than that of the fabric coated with 5% lignin. This finding is because excessive agglomerated particles can facilitate degradation in PU polymers in the presence of oxygen and moisture [30,31].
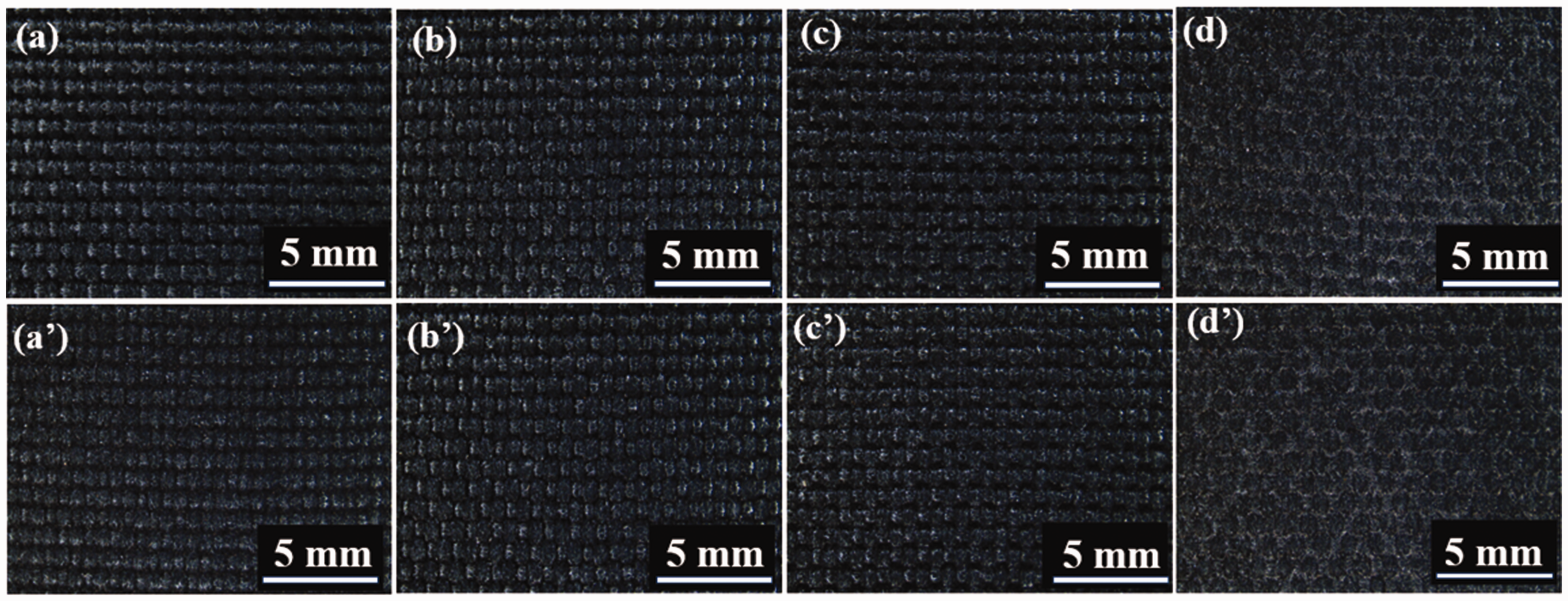
Stereomicroscopic images of corresponding fabrics fabricated prepared using varying lignin concentrations: (a) uncoated fabric; (b) 0; (c) 2; (d) 5; (a’) uncoated fabric; (b’) 0; (c’) 2; and (d’) 5 before and after weathering exposure.
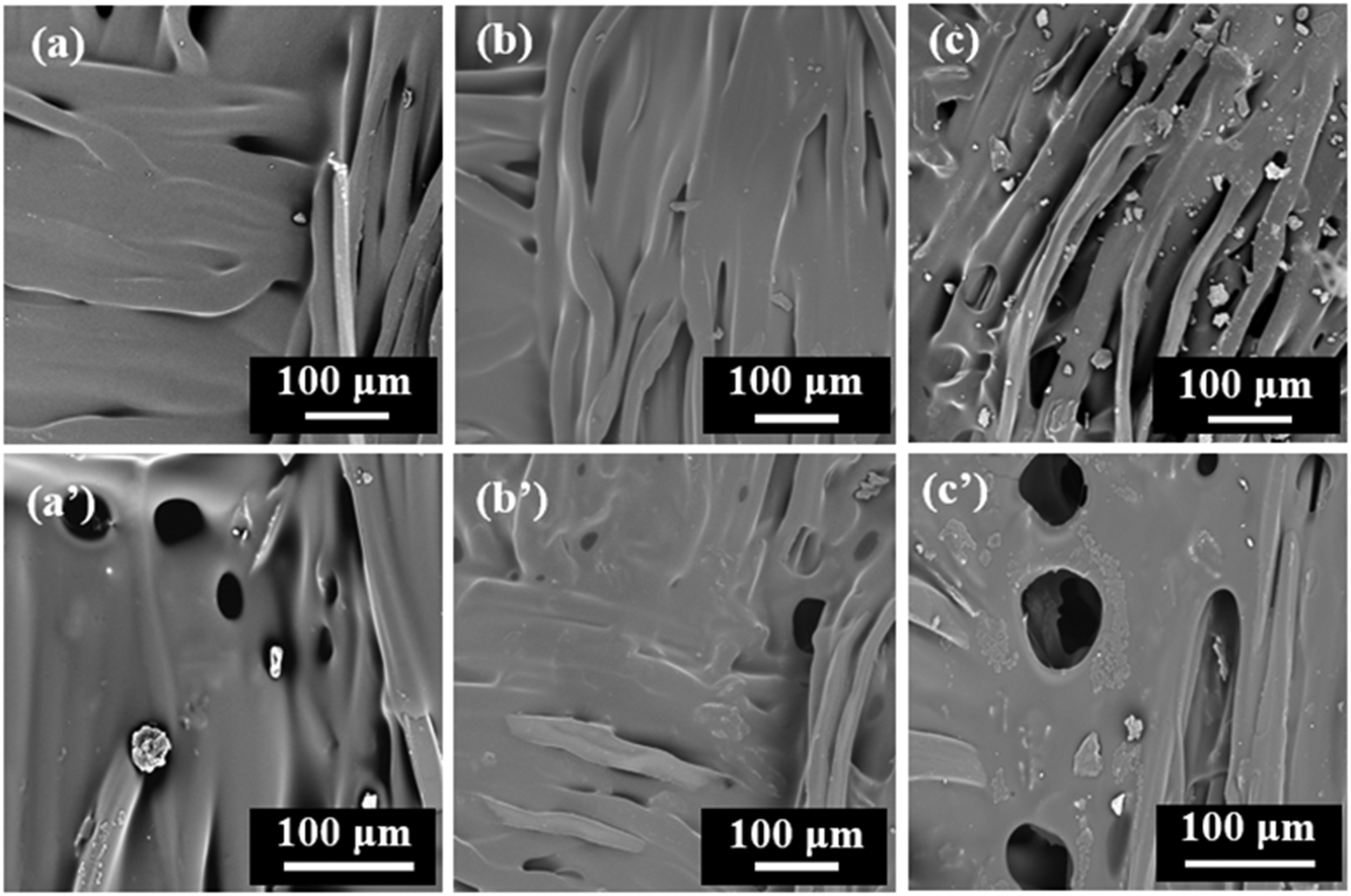
SEM morphologies of fabric using “pad-knife” coating technique of (a) 0; (b) 2; (c) 5; (a’) 0; (b’) 2; and (c’) 5 before and after accelerated weathering exposure.
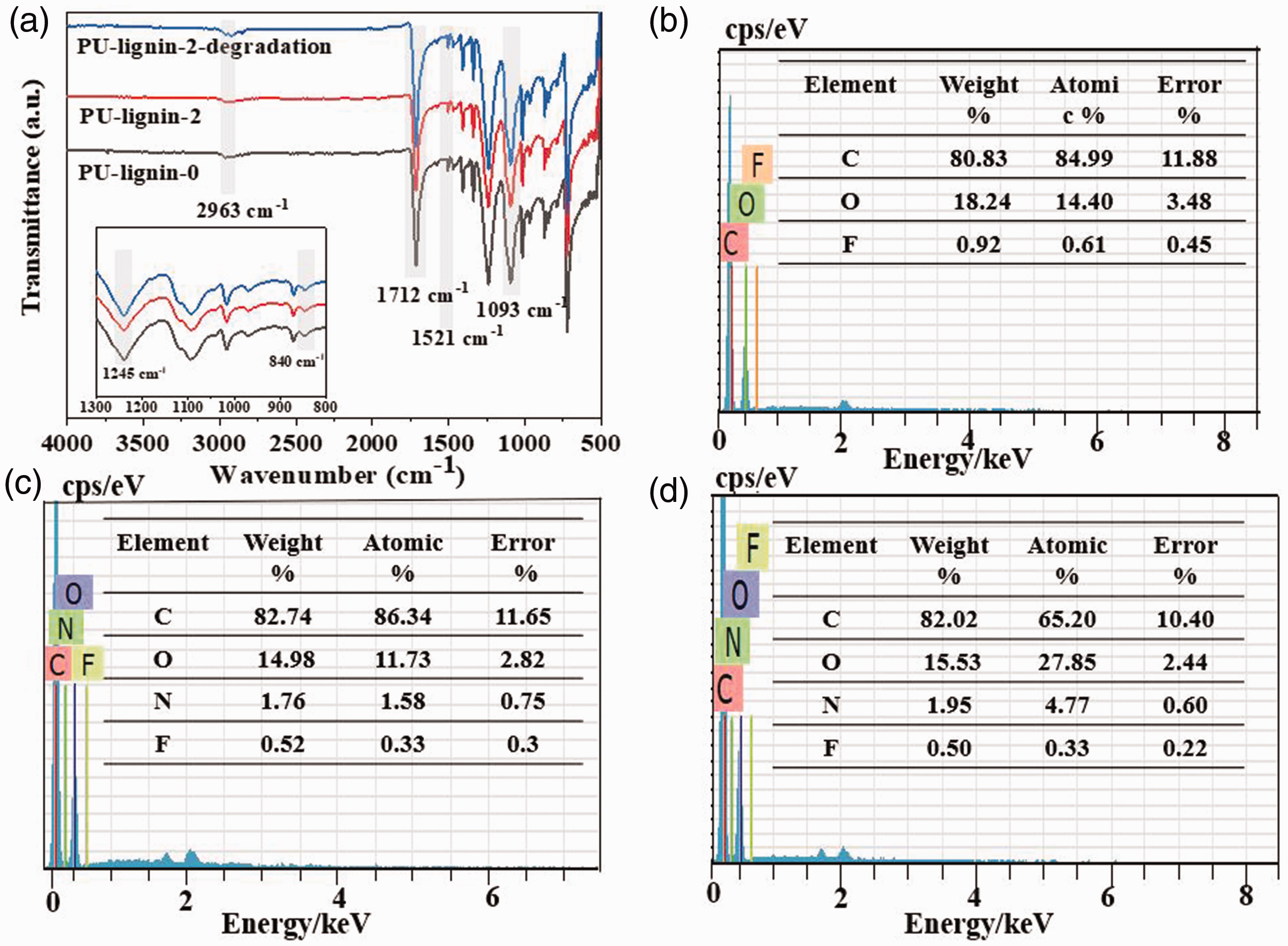
FT-IR and EDS spectra of fabrics; (a) FT-IR of PU-lignin-0, PU-lignin-2, and PU-lignin-2-degradation; (b) EDS of pristine uncoated fabric before coating, (c) EDS of PU-lignin-2 coated fabric; and (d) EDS of PU-lignin-2 coated fabric with accelerated weathering exposure.
Figures 7(a) to (d) show the surface chemical structure of the fabrics before and after weathering exposure. Figure 7(a) indicates that, the fabrics of PU-lignin-0, PU-lignin-2, and PU-lignin-2-degradation show typical WPU characteristic bands at 1,095 cm−11,712 cm−1, and 2,963 cm−1 for C-O-C, C=O, and CH2 groups, respectively [32,33]. Additionally, absorption features for groups are found at 1,521 cm−1 (-NHCOO-). Typical stretching vibration for CF3 are found at 1,245 and 840 cm−1 [34,35]. However, no difference of the Fourier-transform infrared (FTIR) spectra between PU-lignin-0, PU-lignin-2, and PU-lignin-2-degradation coated fabrics is observed. Moreover, no chemical reaction is observed between WPU and lignin. Furthermore, energy dispersive spectroscopy analysis shows that, compared with the uncoated fabric, N elements belonging to WPU appear in the coated fabrics regardless of the aging test, thereby indicating that the WPU coating has been successfully deposited onto the polyester fabrics (Figure 7(b) and (c)). Besides, no visible changes are evident C/O ratio before and after the accelerated aging test (Figure 7(c) and (d)).
Hydrostatic pressure
The hydrostatic pressure of the coated fabrics with different amounts of lignin is assessed before and after accelerated weathering exposure. The results are illustrated in Figure 8(a) and (b). Figure 8(a) shows that the hydrostatic pressure value of the fabrics coated with 1 and 2% lignin changes slightly compared with the fabric coated with 0% lignin. The hydrostatic pressure value decreases with increments of lignin, with 5% as the minimum. However, Figure 8(a) demonstrates a slight upward trend after degradation, which decreases when lignin concentration is more than 2%. The hydrostatic pressure retention trend for different lignin concentrations of lignin is shown in Figure 8(b). This figure presents a similar trend with the hydrostatic pressure results. Furthermore, as lignin concentration increases, hydrostatic pressure shows a decreasing trend owing to discontinuity (Figure 6(c)). After accelerated weathering degradation, the moisture in the test chamber accelerates the affinity between the PU membrane and water molecules. When PU membranes come in contact with bulk water molecules under certain environment, water can permeate the inner part of WPU coatings easily. Permeability through hydrophilic ether bond and ester bond, demonstrate by a downward trend of hydrostatic pressure performance after degradation [36].

(a) Hydrostatic pressure in varying concentrations of lignin before and after accelerated weathering exposure; (b) retention of t corresponding coated fabrics.
Water repellency
As mentioned previously, accelerated aging exerts an important effect on the hydrostatic pressure of the PU membrane. However, several functional products use the uncoated surface of coated fabrics as outer layers in practical applications. We perform a supplementary water repellency test on the uncoated side of the fabrics before and after accelerated weathering aging, and the results are shown in Figure 9. Fluorochemical compounds, which are well-known highly effective oil and water repellents are applied to the substrates to form a hydrophobic surface. However, fluoro-based polymers have a hydrocarbon long chain (Rfn, n ≥ 8) that can break apart into toxic compounds of perfluorooctanoic acids (PFOA) and perfluorooctane sulphonates (PFOS), which are persistent in the environment, accumulate in human and animal tissues, and have long biological half-lives [37,38]. On this basis, fluorochemical polymers with short perfluorinated carbon atoms (Rfn, n ≤ 6) are used to replace traditional long chain fluoro-based polymers owing to low toxicity and low bioaccumulative potential [39,40]. Figure 9(a) shows that all the tested fabrics exhibit 95% water repellency before and after degradation owing to the C6-based fluorocarbon resins. Figure 9(b) indicates that, fluorinated segments prefer to migrate to the fiber surface, which contributes to low surface energy [40–42]. Thus, lignin amount insignificantly influences the water repellent property before and after accelerated degradation because the number of fluorinated segments do not change [43].

(a) Water repellency results of different samples when water is dropped on uncoated side; (b) schematic representation of surface enrichment of fluorinated segment during fabrication.
Water vapor transmission rate
Figure 10 depicts the WVTR of the coated fabrics with different amounts of lignin before and after accelerated degradation. A slight upward trend is observed, which moves downward when lignin concentration is more than 2%, as the hydroxyl structure of lignin can improve the solubility of water in PU and the hydrophilicity of the coating [36,44]. However, WVTR after degradation shows an improved water vapor permeability behavior owing to the aging environment. These results are corroborated by the outcome of hydrostatic pressure.

WVTR of coated tent fabrics for different specimens before and after test.
Tearing strength resistance
Figure 11 demonstrates that lignin content has an intense effect on tearing strength resistance. The tearing strength resistance of the coated fabric is lower than that of the original one, because the flexible structure of the fabric is restricted after coating thereby, resulting in decreased tearing strength [45]. However, the coating tearing strength resistance value of the fabrics coated with 0, 1, and 2% exhibit minimal change. Tearing strength resistance decreases with further increments of lignin along both directions of the coated fabrics (warp wise and weft wise) before and after accelerated weathering exposure. Figure 11(c) shows the strength loss ratio, with 2 wt% lignin as the minimum. This outcome may be because polar groups, hydrogen bond, and the Van der Waals force form between the -NCO of PU and the -OH of lignin, and the network structure of the composite is favorable for reinforcing mechanical strength [20]. However, the escalating aggregation of lignin particles occurs with increasing lignin particle content, which can adversely affect the mechanical property, as shown in Figure 6(c) [46]. This finding is because the excessive level of lignin in the matrix restricts the mobility of the polymer chains under external mechanical stress [24]. Increasingly lignin content could undermine the softness and flexible properties of the coated fabrics [47]. Under the influence of moisture and temperature, the tearing strength along both directions of the coated fabrics after degradation is lower than that before degradation. This result may be attributed to the reorganization of macromolecular chains under the plasticization phenomenon at long moisture environments [48]. After the plasticization of the material, noticeable adverse effects on mechanical properties can be observed according to Boubakri et al. [49].

Tearing strength with different amounts of lignin: (a) coated fabrics; (b) coated fabrics after accelerated aging degradation; and (c) strength loss after degradation.
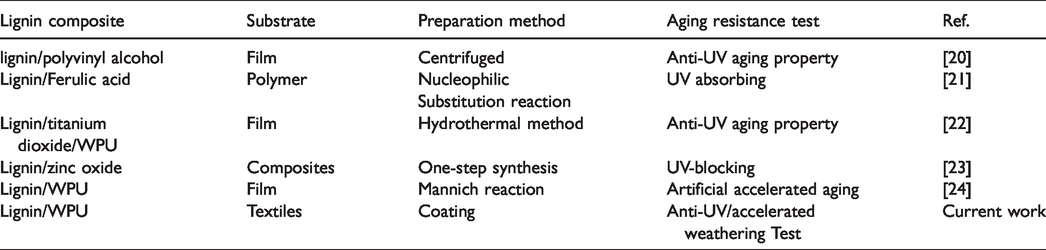
Finally, aging-Resistant WPU/lignin functional fabrics are facilely fabricated through a simple “pad-knife” coating technology. Lignin as an antioxidant has been reported by numerous scholars [20–24]. The data in Table 3 show that most literature results are based on polymer films and composites materials. However, fabric evaluations have yet to be performed. Our work focus on designing a WPU/lignin fabric that offers ample opportunities to achieve waterproof-breathable/aging resistance performance. These remarkable characteristics indicate potential applications, such fabric for outdoor tents.
Summary of published works on aging resistance of various lignin composites. The present findings are included at the end for comparison purposes.
Conclusion
A type of aging-resistant WPU/lignin fabric is fabricated using “pad-knife” coating method. The results demonstrate that lignin is associated with satisfactory aging resistance, and the addition of 2% lignin contributes to an outstanding WVTR, and hydrostatic pressure of 6,826.3/6,850.0 g/m2·24 h and 1,470.0/1,182.8 mm H2O, respectively, before and after an accelerated weathering aging test. Similarly, SEM observations indicate that the coated fabric with 2% lignin particles can retain a better morphological structure than the coated fabric with 5% lignin before and after accelerated weathering exposure. Furthermore, IPDI can effectively prevent fabric discoloration. The optimized processing parameters of the tent are 170°C and 90 s. The results of this study can serve as a valuable reference for waterproof-breathable and aging-resistant coated fabrics.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work is supported by the Natural Science Foundation of Tianjin (18JCQNJC03400), the Natural Science Foundation of Fujian (2018J01504, 2018J01505) and the National Natural Science Foundation of China (grant number 11702187). This study is also supported by the Opening Project of Green Dyeing and Finishing Engineering Research Center of Fujian University (2017001A, 2017001B, and 2017002B) and the Program for Innovative Research Team in University of Tianjin (TD13-5043).