
Abstract
This research investigates factors contributing mechanical stability of epoxy based composites using Taguchi optimization based grey relational approach. Natural fibers of sisal, banana reinforcement along with epoxy was used as the matrix material for this compression molding technique. The grey relational results observed 7th and 14th trials were having first and second position in mechanical properties: 10% sisal, 15% banana, 8% NaOH, 10 MPa pressure, and 100°C temperature composites; 20% sisal, 10% banana, 5% NaOH, 10 MPa pressure, and 120°C temperature were the combinations. The signal to noise ratio showed the optimized data as 20% sisal, 15% banana, 5% NaOH, 10 MPa pressure, and 100°C temperature. The relation between experimental and predicted grey relational grade using artificial neural network showed good correlation stating the network topology of 5-5-1 with good predictability for analyzing factors influencing mechanical properties. SEM analysis observed pullouts of fiber, breakage in the matrix, and these two causing voids in the single reinforcement substitution using sisal and banana. Hybridization using both the fiber reduces the surface abnormalities and adds to the properties.
Keywords
Introduction
In this modern society, lignocellulosic fibers are increasing its trend in the field of polymer based composites due to its low density, low cost with eco-friendliness, availability, good flexural properties, and comparable tensile and impact properties [1,2]. The lignocellulosic fibers such as sisal, baggase, bamboo, coir, kenaf, flax, ramie, pineapple, roselle, banana, hemp, and cotton fibers were used in aerospace, packaging, construction, and automobile applications [3–5]. These natural fiber reinforcements combined with various resins to form composites with enhanced properties [6,7]. Although natural fibers are found with all these applications, they have lesser properties compared to synthetic fibers such as Kevlar, glass, basalt, and carbon [8–10].
Natural fibers are having hydrophilic nature, lesser resistance towards climatic changes, and porous nature which reduces its overall mechanical properties [10–12]. Hybridization of fibers, surface treatments, and using quality fibers will reduce this abnormality to higher extension. Hybridization process with reinforcing of natural fibers, synthetic fibers, and filler substitution are normaly used [13–15]. The incorporation of glass fibers with 30% and 70% banana fibers with overall fiber wt % of 20 enhanced the tensile and flexural properties of polymer matrix composites [16]. The glass hybridization in banana/sisal/epoxy based hybridized composites showed that the mixing of glass fibers in two and three layers improve the tensile properties by 2.34 and 4.13%, respectively. Flexural and impact strength (IS) enhanced with two and three layers of synthetic glass fibers [17].
The banana/sisal wt % of 35 improved the impact, tensile, and flexural strength (FS) of epoxy based combinations [18]. Banana/sisal (30 wt %) and Polylactic acid (PLA) with 70 wt % was manufactured using injection molding method. Wettability and bonding of treated banana/sisal fiber reduce the movement in PLA matrix, which enhances the mechanical properties of hybrid composites [19]. Banana/low-density polyethylene composites were fabricated using compression molding route with fiber wt % of 40. Fibers were treated with benzyl peroxide, methylacrylate, and methanol at 50–90°C and 10–50 min using thermal curing process. The enhancement in bonding strength leads to the tensile and impact strength (IS) enhancement of the combinations [20]. Surface treatment with 5% NaOH enhanced the mechanical properties and compatibility of fiber/epoxy based hybrid sisal banana composites [21].
Roselle fiber/vinyl ester composites were fabricated using Taguchi design of experiments (DOE). Grey relational analysis (GRA) was used for optimizing multi-response (tensile and flexural strength). The results stated that fiber wt % has significant influence in improving the mechanical properties than fiber length, fiber diameter, and the responses were predicted using response surface methodology (RSM) [22]. The natural composites from durian skin fiber and PP matrix were fabricated using RSM and DOE method. The factors such as fiber content, fiber size, and compatibilizer content were taken for optimizing impact properties. The results showed fiber content of 50%, fiber size of 250–500 µm, and 0% compatibilizer as optimized results [23].
In the study of jute fabric composites, alkali treated with 1% in various time interval (0.5, 1, and 1.5 h), temperature (30–50°C), and material to liquid ratio (1:5–1:15) were optimized using L9 orthogonal array. Results state 1% alkali treatment at 50°C, 1 h, and 1:10 ratio as the optimized mechanical property condition [24]. Epoxy based glass fiber and rice husk composites were investigated for erosion wear applications. Results stressed on the influence of impact velocity and rice husk content in wear properties. The artificial neural network (ANN) prediction approach used 4-10-1 topology with input, hidden, and output layer, showing good comparison with the exact results [25].
The survey discussed various factors affecting mechanical properties of natural fibers. It is important to optimize the factors for reducing the experiments and improving the applications. In this experiment, sisal and banana are the reinforcing fibers with matrix as epoxy resin. GRA followed by ANN was used in this Taguchi based optimization.
Materials and methods
Materials
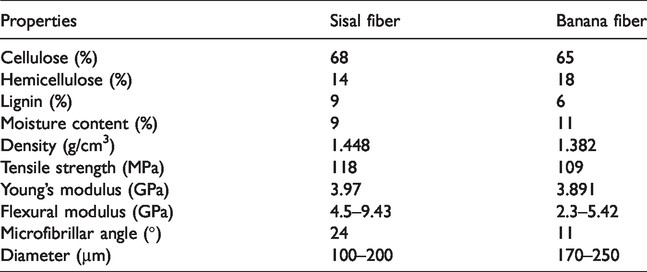
The natural based reinforcements of banana and sisal fibers cultivated in southern parts of India were used in this research with epoxy (LY556) as the matrix material. This resin is mixed with hardener (HY951) combined at 10:1 ratio to get good binding property [26]. The chemical composition of sisal and banana fibers is shown in Table 1, with 68 and 65% of cellulose content in sisal and banana fibers [18]. A lumen size of 10 µm was observed in sisal and banana fibers [27,28]. The fabricated samples are shown in Figure 1.
Properties of sisal and banana fibers [18].

Fabricated and testing samples of sisal/banana composite.
Alkali treatment
The natural fibers of sisal and banana were alkali treated to improve adhesion property between fiber/resin. Initially, banana and sisal reinforcements were cleaned with proper distilled water for three to four times. Then, these fibers were dipped into 3, 5, and 8% NaOH diluted in distilled water and stirred in every 15 min. After 4 h of treatment these treated fibers were properly cleaned to avoid more NaOH particles in the fibers and dried in room temperature for 48 h. In order to dry the fibers completely, reinforcements were kept in hot oven for 180 min at 70°C. Finally, after the whole treatment and heating process, these sisal and banana fibers were cropped at length of 5 mm.
Fabrication
The fabrication of natural fiber combinations of sisal and banana was carried out using compression molding method having 300 × 300 × 3 mm3 dimensions. The combinations of single sisal fiber (S), single banana fiber (B) and sisal banana (SB) hybrid fiber combinations in various fiber wt % were fixed in the mold and required amount of epoxy resin is poured into it. The whole working process was carried out using Taguchi optimization method.
Taguchi optimization
Taguchi optimization is a DOE approach for optimizing the experiments with smaller number of trials [29]. All the tabulations were done using Minitab 16 software. In this approach, five important factors were taken with, four factors with four levels and one factor with two level experimentation (Table 2). An experiment of 16 samples were fabricated using L16 orthogonal array arrangement.
Factors and levels in sisal/banana composites.
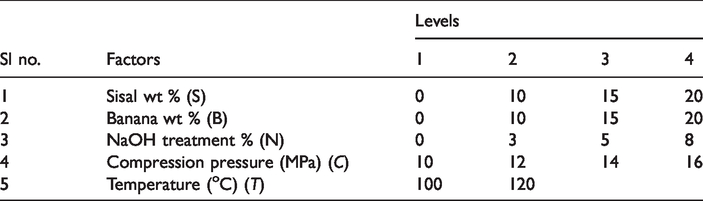
The fiber wt % of sisal, fiber wt % of banana, NaOH treatment %, pressure for compression, and temperature were the factors. Sisal and banana wt % varies from 0 to 20 wt, NaOH treatment from 0 to 8%, pressure from 10 to 16 MPa, and temperature from 100 to 120°C. Impact, tensile, and flexural strength were the responses. These results were converted into signal to noise (S/N) ratio. In property enhancement larger the better S/N ratios were used and formula is given below:
Here, i, n, and yi are the experiment number, total experiments done, and response for ith trial respectively.
Grey relational analysis
It this analysis, all the mechanical properties (tensile, flexural, and impact results) were converted into single results. It will provide optimized fabrication condition for sisal/banana/epoxy hybrid composites. There are mainly three steps followed in GRA multi-response optimization. In the first step, the response was converted into normalized form. Similar to Taguchi approach, larger the better method is applied here with equation (2) [30]:
where i and k are experiment number and quality function, respectively. Then, 
In this 
yi ranging from 0 to 1; “n” is the total experiment.
Mechanical testing
Mechanical testing for tensile, flexural, and impact properties was calculated using ASTM standards. Tensile testing was measured using UTM machine of Tinius Olsen H10KL model using ASTM D 638 standard. Same equipment was used in measuring flexural testing using ASTM D 790 standard. Charpy impact tester was used in measuring the impact properties with ASTM D 256 standard.
SEM analysis
SEM testing was used in finding the compatibility with fiber and matrix after impact, flexural, and tensile testing using QUANTA 200 model having specifications of 15 kV accelerating voltage/9.8–12.3 mm working distance. All the testing composites were sputter coated using gold palladium.
Results and discussion
Taguchi method in sisal/banana composites
In this Taguchi optimization, five vital factors of sisal (S) and banana (B) wt % varied from 0 to 20 wt %, treatment % (N) from 0 to 8%, compression pressure (P) 10 to 16 MPa, and temperature (T) in the mold with 100 and 120 °C were used with L16 orthogonal array. The working conditions and response data for all single fiber composites and hybrid natural composites are tabulated in Table 3, where all the data were converted into S/N ratio.
Taguchi results for sisal/banana composites.

The results observed that the trial with 15 S %/20% B/3% N/10 MPa P/120°C T combination with maximum tensile strength (TS) of 38.08 MPa. Highest flexural (FS) and IS was recorded in 20% S/15% B/3% N/16 MPa P/100°C T and 10% S/15% B/8% N/10 MPa P/100°C T combinations with 82.98 MPa and 28.43 kJ/m2.
Tensile properties of sisal/banana combinations
In the TS, all the factors except compression pressure increase the tensile nature of the epoxy composites. Compression slightly decreases the properties due to reducing strength of bonding with high pressure [30]. The graphical results of TS in S/N ratio are shown in Figure 2.

S/N ratio of tensile strength.
Sisal wt % at 20, banana wt % at 15, treatment at 5%, pressure at 10 MPa, and temperature at 120°C produce optimized TS. Incorporation of sisal and banana of 10 wt % into the epoxy matrix showed a sudden rise of properties, which proves the effect of sisal and banana fibers in the enhancement of TS [31]. Adding up of fiber reduces the void space in epoxy matrices which enhances the tensile nature of sisal/banana/epoxy composites [32]. Delta calculations were tabulated by subtracting smaller S/N ratio from maximum S/N ratio, these values provide rank for each factors. In these results, S has highest influence in improving the tensile properties, whereas B, N, P, and T are in other positions. The quality of the sisal fiber in the tensile properties contributes to this enhancement better than the banana fiber [21].
SEM testing after tensile testing of 10% S/0% B/3% N/14 MPa P/120°C T trial (Figure 3a) showed voids in the combinations by fiber breakage. Untreated fibers with single reinforcement incorporation result in surface abnormalities in the composites. Similarly, 0% S/10% B/3% N/12 MPa P/100°C T (Figure 3b) was observed with breakage of matrix and uneven fiber distribution. Single fiber reinforcement with improper mixing leading to the reduction in tensile properties of natural fiber composites [29]. The combination with 15% S/20% B/3% N/10 MPa P/120°C T (Figure 3c) showed hackle formation during the fiber/matrix adhesion, which implies tensile property enhancement [33]. The surface deformations such as fiber breakage, matrix breakage, and voids resulted in improper distribution of natural fibers and reducing the tensile properties of natural composites.

SEM analysis after tensile testing for (a) 10% S/0% B/3% N/14 MPa P/120°C T, (b) 0% S/10% B/3% N/12 MPa P/100°C T, and (c) 15% S/20% B/3% N/10 MPa P/120°C T combinations.
Flexural properties of sisal/banana combinations
FS also showed improvement with increase of all the factors except compression pressure. Pressure beyond the optimum range damages the interfacial bonding of fiber and resin, which declines the FS of hybrid composites [30]. Initial sisal and banana addition at 10% makes increase in S/N ratio from 36.16 to 37.34 in S, 36.01 to 37.49 in B which showed the sudden increase in the property. Treatment also showed increase at 3% from 36.80 to 37.08 (Figure 4). The optimized properties were observed with 20% S/15% B/5% N/10 MPa P/100°C T combination.

S/N ratio of flexural strength.
The highest FS were observed in tightly bonded fiber and matrix with lesser surface deformations [20]. The delta values showed the importance of sisal and banana fibers in improving flexural properties of epoxy based composites, both showed similar range [17]. Other positions were observed by N, P, and T, respectively. The results also stressed the need in hybridization phenomenon for bringing improvement to the flexural properties of natural composites [16].
The SEM analysis after the completion of flexural testing for 10% S/0% B/3% N/14 MPa P/120°C T (Figure 5a) and 0% S/10% B/3% N/12 MPa P/100°C T (Figure 5b) trials observed with breakage in the matrix, pullouts of fiber, and voids in the combination.

SEM testing after flexural strength for (a) 10% S/0% B/3% N/14 MPa P/120°C T, (b) 0% S/10% B/3% N/12 MPa P/100°C T, and (c) 20% S/15% B/3% N/16 MPa P/100°C T combinations.
Pectin, waxy materials, and other non-cellulostic elements in the fibers cover the reactive functional group of the reinforcement and behave as a barrier for fiber/matrix adhesion. Fiber treatment with alkali removes the barrier and improves the adhesion within the matrix [26]. The combination with 20% S/15% B/3% N/16 MPa P/100°C T (Figure 5c) offered even fiber distribution with good interfacial adhesion in the epoxy resin matrix. Hybridization using sisal and banana fiber decreases the void content, matrix breakage, and fiber pullouts and enhances the FS of natural fiber hybrid composites. Sisal/banana hybridization enhanced the interfacial properties of composites by proper adhesion with resin [21]. Natural fibers have –OH content in their cell wall, which will form hydrogen bond when mixed with atmospheric air. That also produces water content in the fiber interphase, which when interact with matrix phase will not produce good adhesion. Surface treatment with NaOH enhances the hydrophobic properties of natural fibers and improving the adhesion with the matrix material [31].
Impact properties of sisal/banana combinations
IS improved with all parameters excluding pressure and temperature (Figure 6). Higher pressure and temperature exerted in the mold might have reduced the bonding between fiber and matrix, which declines the impact properties of composites. Initial addition of reinforcement (S and B) at 10% makes a sudden impact in the properties of natural composites The optimized results were observed with 20% S/15% B/5% N/16 MPa P/100°C T combination. Alkali treatment at 5% removed the waste, lignin, and some hemicellulose content from the sisal and banana surface which provides more binding energy for the fiber reinforcement [18]. The ideal pressure and temperature also enhance the impact properties of hybrid epoxy composites [30]. The total reinforcement wt % of 35 enhanced the IS of hybrid composites [21].

S/N ratio of impact strength.
The addition of S and B reinforcements improved S/N ratio of IS from 21.58 to 27.62 and 20.68 to 27.49 in the fourth and third levels of sisal and banana reinforcement (Figure 6), confirming the enhancement of impact properties with the fiber additions. The primary incorporation of S and B reinforcements in 10% showed a tremendous change in S/N ratios of IS with 21.58–24.89 and 20.68–26.37 (Figure 6). The combinations also observed B having higher priority in improving impact properties. Other factors of S, N, P, and T are in next positions.
The SEM results after impact testing of 10% S/0% B/3% N/14 MPa P/120°C T (Figure 7a) and 0% S/10% B/3% N/12 MPa P/100°C T (Figure 7b) composite were observed with pullouts of fiber, breakage in the matrix, and these two causing voids in the combination. These deformations were detected by the non-homogeneous dispersion of fibers in the matrix with single reinforcement addition. The combination with 10% S/15% B/8% N/10 MPa P/100°C T (Figure 7c) hybrid offered even fiber distribution with good fiber/matrix adhesion. The rough fiber surface with non-oily and dry nature with the NaOH treatment provided repulsion of water from fiber surface, which enhanced IS of the hybrid sisal/banana/epoxy composites [17].
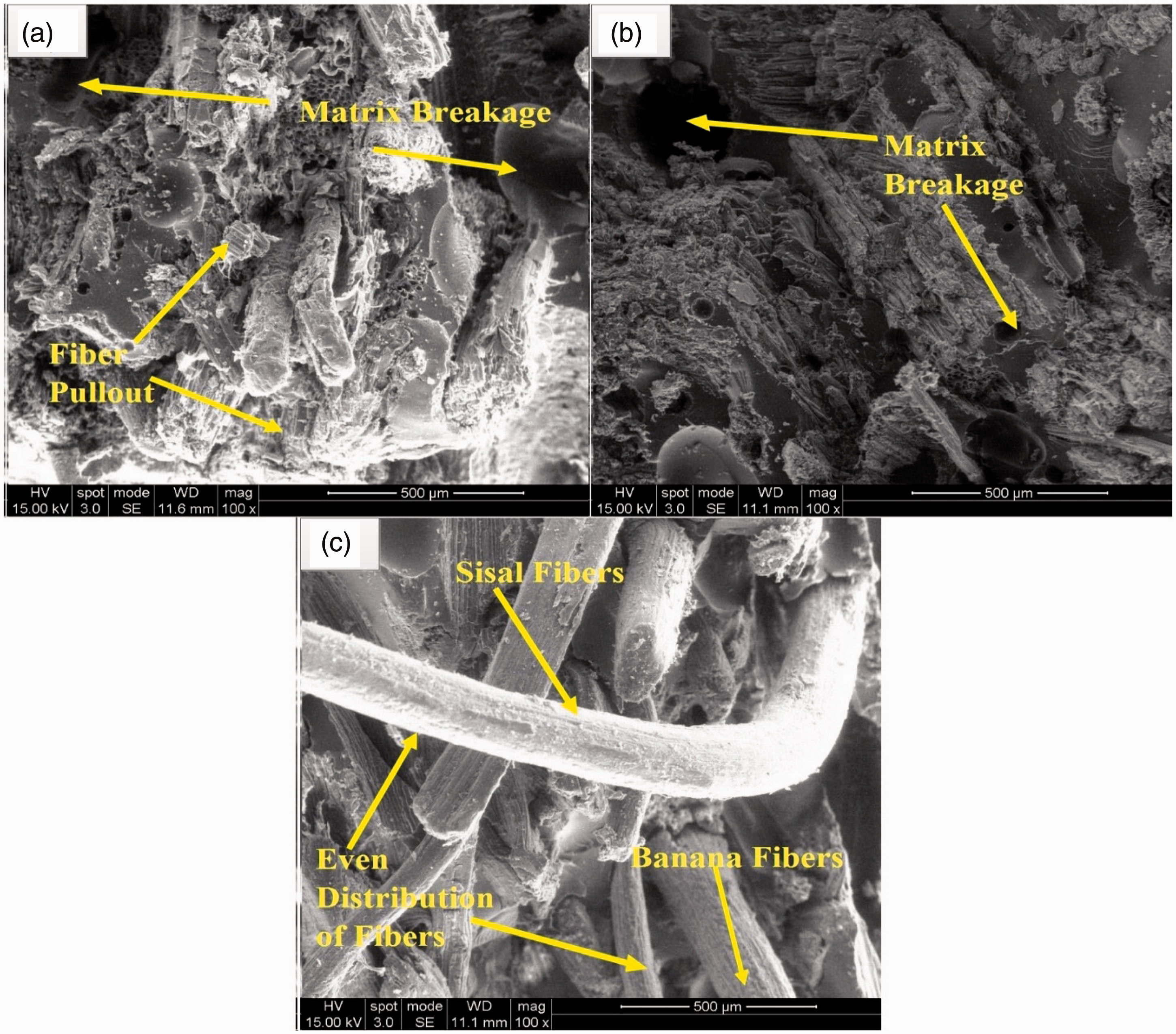
SEM analysis after impact testing for (a) 10% S/0% B/3% N/14 MPa P/120°C T, (b) 0% S/10% B/3% N/12 MPa P/100°C T, and (c) 10% S/15% B/8% N/10 MPa P/100°C T combinations.
GRA in sisal/banana composites
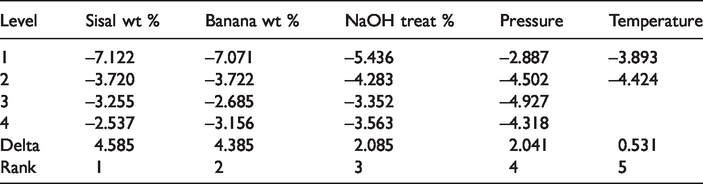
All the three mechanical strengths were combined into one result data using GRA multi-response optimization tool (Table 4). All the larger the better normalized results were converted to GRC and it is also converted into GRG and it is the final result. Higher GRG is required for better results. In the whole mechanical experimentation, 7th and 14th trials were having first and second position in mechanical properties: 10% S/15% B/8% N/10 MPa P/100°C T and 20% S/10% B/5% N/10 MPa P/120°C T are the combinations. The S/N showed the best optimized data as 20% S/15% B/5% N/10 MPa P/100°C T (Table 5) combination. In the natural fibers, the presence of the hydroxyl groups will be high, which makes swelling phenomenon in the hybrid natural composites due to improper adhesion of matrix with the fibers [31]. Alkali treatment at 5% enables rough surface in the fibers which easily pass the resin through it. This creates good bonding with fiber and epoxy resin [29].
GRA of sisal/banana composites.

Response table for S/N ratio of GRG.
Prediction of GRG using ANN
ANN is used in the prediction of multi-response optimization using GRA. The GRA results were the output variable for the purpose of training. Feed forward back propagation was used in forecasting the solutions. In this method, algorithm networks were trained using input and output readings. In the 16 values, 13 of them are used for training and other three (3, 8, and 14) trials were used for validating data. Levenberg–Marquardt back propagation algorithms were used in training the network.
Every model was undergone with training of 1000 epochs and also with 10,000 iterations for obtaining best model. Mean square error with lower value is used for finding best model in that 10,000. The obtained models were undergone with validation and testing using mean absolute error (MAE) for filtering the best model of all. The hidden nodes were varied from 1 to 22, and it was used for the solutions.
The ANN prediction results having hidden nodes and MAE in X and Y axis are explained in Figure 8. The best model was taken with results having lowest MAE. In this result, fifth node was observed with lesser MAE values. The results showed 5-5-1 as the exact topology for this hybrid combination (Figure 9). This proposed topology has factors, hidden nodes, and results of 5, 5, and 1, respectively.

MAE results for developed ANN models.

Adopted topology for developed ANN model.
The closeness of the results was detected from random results of three trials. Here, 3rd, 8th, and 14th experiments were taken for finding the accuracy of the proposed model and remaining 13 experiments were taken for training the model. The results almost showed similar responses with the predicted and exact results (Figure 10). Regression analysis showed proposed model making R-value of 98.12% (Figure 11)

Validation of predicted and experimental results for 5-5-1 topology.

Experimental and predicted result relation.
The relation between experimental and predicted GRG showed good correlation stating the network topology of 5-5-1 has good predictability for analyzing factors influencing mechanical properties.
Conclusions
Optimization of the mechanical properties was carried out for sisal/banana fiber based epoxy composites and given below are the conclusions made from the results. The GRA results observed in 7th and 14th trial were having first and second positions in mechanical properties. The trials combinations are 10% sisal/15% banana/8% NaOH/10 MPa pressure/100°C temperature and 20% sisal/10% banana/5% NaOH/10 MPa pressure/120°C temperature. The S/N ratio showed the best optimized data as 20% sisal/15% banana/5% NaOH/10 MPa pressure/100°C temperature combination. In tensile results, sisal reinforcement has highest influence in improving the properties, whereas banana %, NaOH treatment, pressure, and temperature are in second to fifth positions. The quality of sisal fiber in tensile properties than banana fiber contributes to this enhancement. In the flexural results, initial sisal and banana addition at 10% makes increase in S/N ratio from 36.16 to 37.34 in sisal and 36.01 to 37.49 in banana. Initial addition of reinforcement at 10% makes a sudden impact in the IS of natural composites. The relation between experimental and predicted GRG using ANN showed good correlation stating the network topology of 5-5-1 has good predictability for analyzing factors influencing mechanical properties. SEM analysis observed with pullouts of fiber, breakage in the matrix, and these two causing voids in the single reinforcement substitution using sisal and banana. Hybridization using both the fibers reduces the surface abnormalities and adds to the property.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.