
Abstract
Adaptive structures contain actuators that enable the controlled modification of system states and characteristics. Furthermore, their geometric configuration as well as physical properties can be varied purposefully. The geometric configuration of adaptive fiber-reinforced plastics can be changed by varying the bending modulus of the matrix material. Hence, this research work presents the influence of thermosetting matrix material with different bending moduli on the deformation behavior of adaptive fiber-reinforced plastics. Firstly, shape memory alloys were converted into shape memory alloy hybrid yarn in order to realize this goal. Subsequently, shape memory alloy hybrid yarn was textile-technically integrated into reinforcing fabrics by means of weaving technology. The bending modulus of the thermosetting matrix material was changed by mixing modifier into it. The Seemann Corporation Resin Infusion Molding Process was used for infusion. Later, the deformation behavior of adaptive fiber-reinforced plastics was characterized. Results revealed that the maximum deformations of adaptive fiber-reinforced plastics with resin and modifier at a mixing ratio of 9:1 and 8:2 were increased to 34% and 63%, respectively, compared to adaptive fiber-reinforced plastics infiltrated by the reference resin. The maximum deformation speed during heating and cooling of adaptive fiber-reinforced plastic with the mixing ratio of resin and modifier at a value of 8:2 were 41.17 mm/s and 26.89 mm/s, respectively.
Keywords
Introduction
By the virtue of their light weight, stiffness, improved parts consolidation capability, and greater design flexibility, fiber-reinforced plastics (FRPs) continue to supplant conventional construction materials. Thereof, the forecasted compound annual growth rate for FRPs in the U.S. market is expected to climb by 11.3% from 2017 to 2025 [1].
In addition to the reinforcing fiber material, 25% of the mechanical properties of FRPs are influenced by the matrix system [2]. However, due to superior adhesion to fibers, high thermal resistance, and suitability for applications resisting compressive creep, thermoset FRPs are an attractive matrix material compared to thermoplastic matrix for highly stressed parts. For example, more than 95% of aerospace prepregs are thermoset. Furthermore, wind turbine blades and carbon fiber-based automotive structures are exclusively made of thermoset matrix [3].
With increasing usage and demand for FRPs, the integration of functional materials, in particular shape memory alloy (SMA) actuators, is gaining in interest within the composite community due to the formation of adaptive FRP structures. Adaptive structures contain actuators that enable the controlled modification of system states and characteristics. Furthermore, their geometric configuration as well as physical properties are varied purposefully [4]. SMAs are materials, which return to their original geometric form during thermal induced activation. This phenomenon is termed as shape memory effect (SME). The integration of SMAs into FRPs as an adaptive structure is used in the automotive domain for radiators, fan clutches, in the aerospace sector, applications include winglets, skins, vortex generators, and adaptive morphing wings. In the robotics domain, they are mainly employed for humanoid robotics, fingers, or underwater fishes [5].
A decisive factor for the utilization of SME in a FRP is the choice of matrix material because the bending modulus of the matrix materials affects the deformation potential of adaptive FRP. When selecting the matrix system, it should be noted that when SMA is used as an actuator, the alloy-specific SME activation temperature (typical values range from 55°C to 120°C) must not be exceeded during the consolidation process. In numerous investigations, it was found that when this temperature was exceeded during consolidation, the deformation of SMA decreased significantly [6]. Consequently, thermoset matrix systems are predestined for the consolidation of FRPs with structure-integrated SMAs, whose curing temperatures are below SMA conversion temperatures.
Several studies carried out in recent years documented the integration of SMAs into FRPs by a thermosetting matrix system [7–17]. Moreover, in order to increase the deformation potential of adaptive FRPs, the authors of this article recently completed several research works [18–30]. Here, hinged, curved, and pleated structures were developed, and their extensive electro-mechanical characterization was reported to increase deformation. In all cases, a thermosetting matrix system based on epoxy resin was used. In addition to the geometry of the adaptive FRP, the deformation potential can be increased by reducing the bending modulus of the thermosetting matrix system. However, the development of adaptive FRPs with thermosetting matrix material having different bending moduli so as to increase the deformation potential has not been reported yet.
Hence, the aim of this work was the development of adaptive FRPs by means of a thermosetting matrix system with a reduced bending modulus. In order to attain this goal, functionalized reinforcing fabrics with a hinged structure in the middle were formed, where SMAs were textile-technically integrated into the reinforcing fabrics. Then, a modifier was added at two mixing ratios to the reference thermosetting matrix system and used to infiltrate the functionalized reinforcing fabrics. Subsequently, the adaptive FRPs were characterized thermo-mechanically.
Materials and methods
Materials
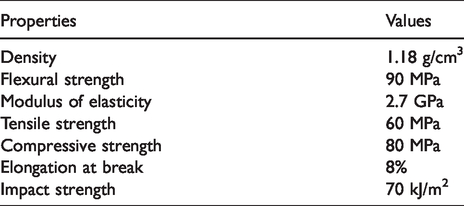
In this research work, a thermosetting matrix system based on epoxy resin was used for the infusion of the functionalized reinforcing fabrics. Compared to other matrix systems, the epoxy matrix system exhibited superior adhesion properties to fibers [31]. An epoxy resin system under the trade names of MGS® RIMR 135 and MGS® RIMH 137 (Hexion a. s., Sokolov, Czech Republic) as matrix and hardener were used for the infiltration of the functionalized reinforcing fabrics. The resin and hardener were mixed at a ratio of 10:3 by weight prior to infiltration. Hereafter, for the purpose of this research work, this resin system is termed as reference resin. The properties of the used resin system are stated in Table 1. The average epoxy equivalent for the MGS RIMR 135 resin and the amine equivalent values for the MGS RIMH 137 hardener are 185 and 52 g/equivalent, respectively [32].
Properties of the reference resin system [32].
In order to reduce the bending stiffness, and thus to increase the maximum deformation of an adaptive FRPs, the modifier Heloxy Modifier WF (Hexion) was mixed into the reference resin system. The epoxy value of the resin and modifier is 0.56 and 0.25 equivalent/100 g, respectively [33].
Glass fiber rovings type EC17-1200-350 (Glasseiden GmbH Oschatz, Germany) were selected as warp yarns in the upper and lower beams as well as weft yarns for the development of adaptive FRPs. The fineness, breaking force, and elongation at break of the warp and weft yarns were 1200 tex, 540 N, and 1.96%, respectively. The single filament linear density, diameter, and number of filaments composed in glass fiber roving of 1200 tex are 6.1 dtex, 17.54 µm, and 1962, respectively. As an actuator for the development of adaptive FRPs, commercially available nickel-titanium-based SMAs termed Alloy H ox. sa. (Memry GmbH, Germany) with a diameter of 0.305 mm were adopted due to their high force generation capability during thermal-induced activation. This alloy was based on nickel and titanium at a ratio of 54.8% and 45.2%, respectively. The transition temperature, tensile strength, and elongation at break of the selected SMA were 95-110°C, 1152.7 MPa, and 11.1, respectively [34]. This alloy was wrapped with glass short fiber rovings (UniTex 2000, John Manville, Canada) and polypropylene (PP) short fiber rovings (Wagenfelder Spinnereien GmbH, Germany) of 2 ktex and 4 ktex, respectively. The length of the glass and PP fiber are 160 mm and 70 mm, respectively.
Development of SMA hybrid yarn
In order to decouple of the SMA from the matrix of the adaptive FRP to increase the deformation potential, reduce the risk of delamination and crack formation at the interface between SMA and FRP matrix and isolate SMA from electrically conductive fiber materials to ensure functionality, the wire-shaped SMAs were converted into SMA hybrid yarn (SMA-HY) with a core-sheath structure. The production of SMA-HY was executed on a DREF 2000 friction spinning machine. The core of SMA-HY consisted of SMA and an additional glass roving. In a next step, the core was wrapped twice with glass short fiber rovings and once with PP short fiber rovings on a DREF 2000 with a little twist. Thus, SMA-HY was produced in three process stages. The details of the processing can be found in reference [35]. A longitudinal view of SMA-HY is provided in Figure 1.

Longitudinal view of SMA-HY.
Manufacturing of functionalized reinforcing fabrics
The functionalized reinforcing fabrics were manufactured on a rapier weaving machine with a maximum heald frame of 14 (Lindauer Dornier, Germany). This machine during the production of a functionalized reinforcing fabric is shown in Figure 2.

Weaving machine along with the fabric produced (1. spool containing SMA, 2. upper warp beam, 3. lower warp beam, 4. heald eye, 6. reed, 7. functionalized reinforcing fabrics, 8. take-up).
Since the produced fabric was a multilayer fabric, two warp beams were used. The tension of yarns from the upper and lower warp beams was 300 N. In addition to the base warp yarns, SMA-HYs were fed over a creel. A tensioning system ensured sufficient tension of the warp SMA-HY. The tension of SMA-HY was 100 N. The laboratory temperature was 15°C during the manufacturing. The functionalized reinforcing fabric produced by the described weaving machine is shown in Figure 3.

Functionalized reinforcing fabric.
The produced fabric was divided into a thin and a thick area as shown in Figure 3. The thick area was prepared through a multilayered woven fabric with 3 weft yarns, and the thin area was achieved by plain interlacement as well as floating warp yarns underneath it. The warp and weft yarn density of the fabric in the thick area were 8 yarns/cm and 4.8 yarns/cm, respectively. After cutting the floating warp yarn under in the plane interlacement, the warp yarn density was reduced to half in the thin area. The weft yarn density in the thin area was 2.4 yarns/cm. In the produced functional reinforcing fabrics, the distance between two adjacent SMAs was 10 mm.
The SMA was thermally activated by Joules heat due to an electric current flow. For this purpose, SMA actuators were connected to the electrical peripherals using proven connection technology. The positive connection of the functional model was achieved by calyx springs. The calyx spring variant was selected as preferred method due to its great long-term stability and deformation potential, which were proven by previous experiments. Figure 4 shows an example connection using calyx springs.

Form-fit connection by calyx springs.
Infusion
The adaptive reinforcing fabrics were infused by the Seemann Corporation Resin Infusion Molding Process (SCRIMP). The fully stretched position of SMA-HY was particularly important for characterization. Therefore, this position was guaranteed by tensioning the SMA with a screw placed on a profile. Besides using the reference matrix material, the modifier was mixed with the reference resin at a mixing ratio of 90 : 10 and 80 : 20 by weight prior to infusion. By mixing the modifier, the standard mixing ratio of resin and hardener was altered from 100 : 30. This calculation was based on the epoxy value of resin and modifier and the equivalent value of the hardener. An example calculation for the determination of resin and hardener for the mixing ratio of 90 : 10 has been shown in Table 2.
Calculation of new epoxy value.

By multiplying the new epoxy value to the amine equivalent of hardener (52 g/equivalent), the proportion of hardener in the resin-hardener mixture can be found. The new mixing ratio of resin and hardener by mixing the modifier are stated in Table 3.
Resin and hardener mixing ratio for the infusion of functionalized reinforcing fabrics.

From Table 3 it is seen that by mixing the modifier to the reference resin, the mixing ratio of resin and hardener is decreased. It seems from Table 3 that epoxy value is significantly different among each formulation. This implies different crosslinking densities, affecting significantly the physical and chemical properties.
In order to ensure the proper cross-linking reaction of the matrix material, the system was annealed for 15 h at 50°C in a laboratory oven. Subsequently, the system was demolded and cut to dimensions of 250 mm × 90 mm using a wet saw. A schematic representation of the SCRIMP process is provided in Figure 5.

Schematic representation of the SCRIMP composite formation process.
Characterization
The characterization of the matrix material and the adaptive FRP are based on bending and electrical characterization. The samples tested for the mechanical characterization and electrical characterization is seven and three, respectively.
Mechanical characterization
The mechanical characterization was based on the determination of the bending stiffness of the resin system. This experiment was executed according to the standard DIN EN ISO 14125 on the tensile testing machine Z100 (Zwick GmbH, Germany) with a bending arrangement. A four-point bending test was carried out. The geometry of the sample was 100 mm × 15 mm × 2 mm. The preload, testing speed, and distance between support spans were 0.5 N, 2 mm/min, and 66 mm, respectively. A schematic to illustrate the dimensions and details in the four-point bending test are shown in Figure 6.

Dimension and details in the four-point bending test.
Electrical characterization
The experimental setup for the characterization of adaptive structures is shown in Figure 7, where one FRP end is clamped in orthogonal to the SMA direction on the test stand. A laser triangulator Keyence LJ-V7200 (Keyence, America) was used for data collection during the deformation characterization of adaptive FRPs. The measuring range of the laser triangulator was 100 ± 48 mm. It recorded the deformation of the adaptive FRP at a distance of 50 mm from the bottom as can be seen in Figure 7. The distance of the FRP from the laser triangulator was 155 mm.

Experimental setup for the characterization of adaptive FRPs (1. adaptive FRP, 2. laser triangulator, 3. microcontroller, 4. laboratory power supply unit).
A laboratory power supply unit type PL 320 QMD (Thurlby Thandar Instruments Ltd., England) was used for the activation of SMA in adaptive FRP. The resistance of SMA in FRP prior to the activation of SMA was 24 Ω. The activation of SMA in FRP during the heating and cooling cycle was achieved by 1.5 A/35 V and 0 A, respectively. The total duration of the test regime was 1500 s with a cycle time of 40 s. This cycle time was selected according to previous experiments. Therefore, the test regime corresponded to 15 heating and 15 cooling cycles. The periodic cycle time was controlled by a microcontroller. The programming of the microcontroller was carried out by the Arduino development environment.
Results and discussion
The effects of the matrix material on bending modulus resulting from the mechanical characterization and maximum deformation as well as deformation speed from the electrical testing will be discussed in the following sections.
Bending modulus of resin system
The flexural modulus of the reference resin and the resin with modifier is shown in Figure 8. It can be concluded that the bending modulus of the resin system was significantly reduced by adding the modifier compared to the reference resin system. This phenomenon is attributed to the epoxy value of the resin system. By increasing the proportion of the modifier the epoxy value of the resin system is reduced, which in turn reduce the mixing proportion of hardener (see Table 3). Since the fully cross-linking reaction absent due to decreasing of the hardener, the bending modulus of the adaptive FRP is reduced gradually.

Flexural modulus of the epoxy resin system (without reinforcing material); indicates ratio of pure resin to modifier. Here, the error bars represent the standard deviations.
Evaluation of the deformation over the entire measurement period
The electromechanical deformation behavior as a function of the resin systems used was analyzed for adaptive FRPs. The deformation curve of adaptive FRPs over the entire measurement period is shown in Figure 9.
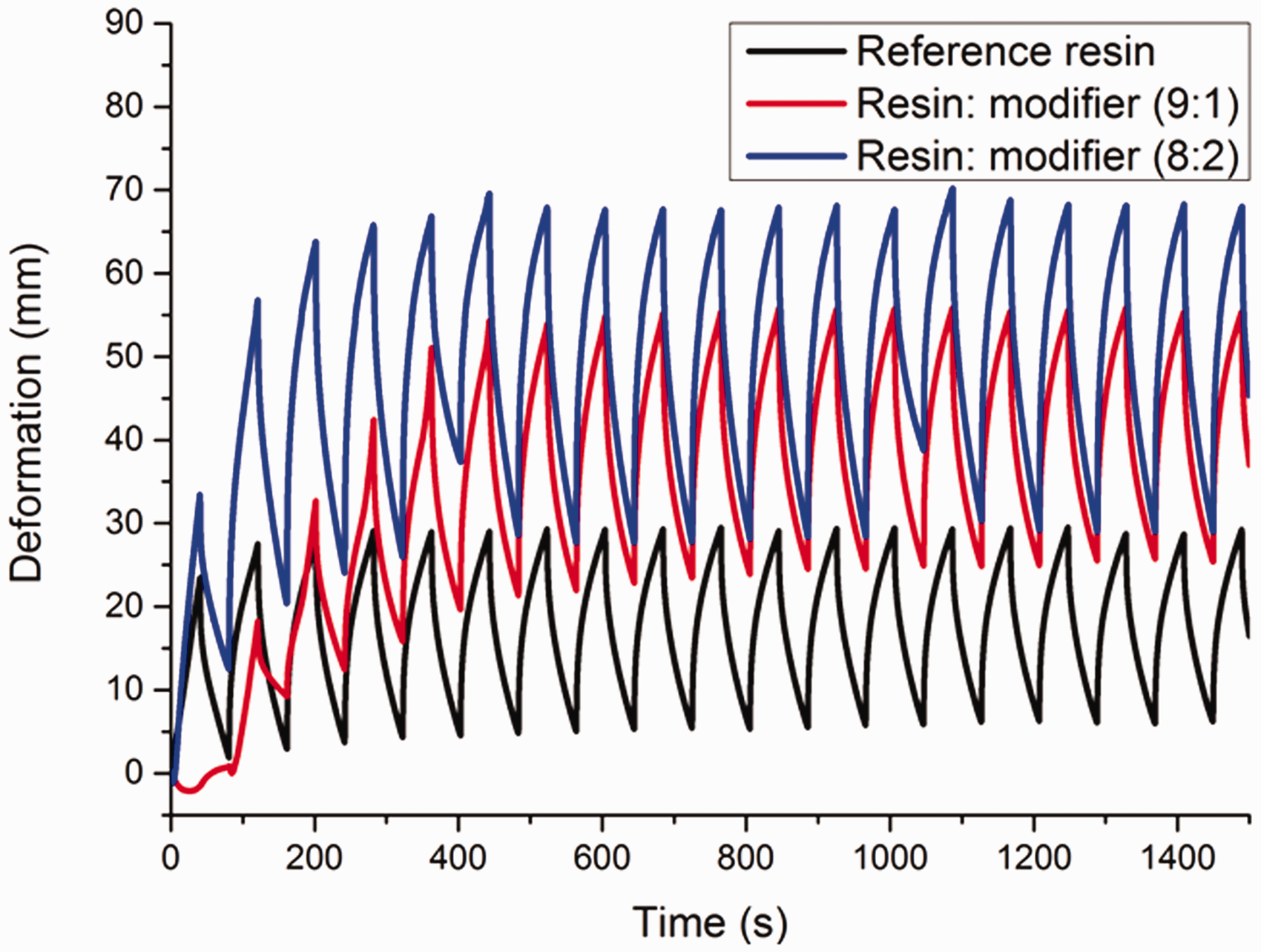
Deformation curves of adaptive FRPs with reference resin system and modified resin systems.
The maximum deformation of the adaptive FRP of Var#1-3 is shown by a bar diagram in Figure 10. This value was taken from the 5th heating and cooling cycle of the adaptive FRP as the deformation behavior of the adaptive FRP was relatively homogeneous from this cycle onwards.

Deformation behavior of adaptive FRP test specimens with variable resin systems. Here, the error bars represent the standard deviations.
The maximum deformation of the adaptive FRP was increased by increasing the modifier content in the matrix system (c.f. Figure 10). Results revealed that the maximum deformations of adaptive FRPs with resin and modifier at a mixing ratio of 9:1 and 8:2 were increased to 34% and 63%, respectively, compared to adaptive FRPs infiltrated by the reference resin. This phenomenon is attributed to the reduced bending stiffness of the adaptive FRP with reduced mixing ratio of resin and hardener by increasing modifier in the resin–modifier ratio (c.f. Table 3). The bending modulus of the resin system was reduced gradually from Var#1 to Var#3 since the fully cross-linking reaction did not take place by increasing the modifier content, which in turn increased the maximum deformation of adaptive FRP. However, there was a significant correlation between maximum deformation of the adaptive FRP and properties of the resin system. The determined ratio of the maximum deformation corresponds approximately to the bending moduli of the respective resin variant determined in Figure 8. A linear relationship between maximum deformation of the adaptive FRP and bending modulus of the resin system is shown in Figure 11.

Linear relationship between maximum deformation of the adaptive FRP and bending modulus of the resin system.
Deformation speed
The deformation speed of adaptive FRP was expressed by the instantaneous speed using equation 1. The instantaneous speed is the difference quotient between two adjacent measurement points of deformation and time.
The deformation speed of the adaptive FRP with variable resin systems is shown in Figure 12. From these curves, it can be seen that the deformation speed was not homogeneous over the entire testing period unlike the deformation curve. This is may be attributed to heat accumulation of the resin system and an inconsistent room temperature during testing.

Deformation speed of the adaptive FRP with different resin systems.
The average deformation speed of adaptive FRPs with varying matrix material during the heating and cooling cycle is illustrated by a bar diagram, cf. Figure 13. Furthermore, it is notable that the deformation speed for the both heating and cooling cycle enlarged by increasing the amount of modifier. This phenomenon may be attributed to the flexural stiffness of the adaptive FRP. The maximum deformation speed during heating and cooling of adaptive FRP with the mixing ratio of resin and modifier at a value of 8:2 were 41.17 mm/s and 26.89 mm/s, respectively.

Deformation speed during the heating and the cooling cycle. Here, error bars represent the standard deviations.
In general, it can be stated that the deformation speed was higher during the heating than during the cooling cycle for all variations. This is due to the active heating and passive cooling of the adaptive FRP.
A linear relation between the bending modulus of the resin system and the deformation speed during heating and cooling of the adaptive FRPs with different matrix material compositions is shown in Figure 14. It exhibits that the effect of the matrix material variation on the deformation speed during heating is higher compared to the deformation speed during cooling since the slope corresponding to the heating is higher than that of the cooling. In both cases, the deformation speeds during heating and cooling were decreased by an increase in bending modulus.

Relationship between the deformation speeds during heating and cooling.
Conclusion
The aim of this research work was to evaluate the effect of the matrix material on the deformation behavior of adaptive FRPs. For this reason, a thermosetting matrix was selected as reference resin material for the infusion of functionalized reinforcing fabrics. The standard matrix was modified by adding a modifier at a ratio of 1:9 and 2:8 to the reference resin material. Glass woven fabrics with an integrated hinged width were taken as reinforcing materials for the formation of adaptive FRPs. Results revealed that the maximum deformations of adaptive FRPs with resin and modifier at a mixing ratio of 9:1 and 8:2 were increased to 34% and 63%, respectively, compared to adaptive FRPs infiltrated by the reference resin. The deformation speed of the adaptive FRPs was enlarged both in the heating and in cooling cycle by an increase in modifier content in the reference resin material. The maximum deformation speed during heating and cooling of adaptive FRP with the mixing ratio of resin and modifier at a value of 8:2 were 41.17 mm/s and 26.89 mm/s, respectively. Such types of developed adaptive FRPs can be used as robotic hand or legs, windshield wiper, gripping and tensioning devices, mechanism for fluid shut-off as well as control, gripper and morphing wing [36]. Further research will be focused on the controlled movement of adaptive FRPs by using SMAs as both sensor and actuator material.
Footnotes
Acknowledgements
The authors would like to thank all the participating companies for their technical support and the supply of test materials as well as all further partners supporting our research work within this application area.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The IGF research projects 18808 BR and 19832 BR of the Forschungsvereinigung “Forschungskuratorium Textil e. V.” are funded through the AiF within the program for supporting the “Industrielle Gemeinschaftsforschung (IGF)” from funds of the Federal Ministry of Economics and Energy (BMWi) by a resolution of the German Bundestag.