
Abstract
In recent times, there is a growing demand for low-cost raw materials, renewable resources, and eco-friendly end products. Natural fibers are considered as strong candidates to be used as a potential reinforcement for composite manufacturing. In the current study, natural fibers extracted from banana peel were coated with bacterial cellulose through a green biosynthesis approach as well as by a simple slurry dipping method. Thus, natural fibers from banana peel waste were used the first time, to produce bacterial cellulose-natural fiber composites. SEM analysis revealed good interaction between the hybrid fibers and the epoxy matrix. Thermal gravimetric analysis results revealed that the degradation temperature increases because of the addition of bacterial cellulose on fiber surface, which improves the thermal stability. The maximum thermal decomposition temperature (405°C) was noticed for nanocomposites reinforced by banana fibers with bacterial cellulose deposited on their surface. Whereas the lowest weight loss was also found for the same sample group. The highest tensile strength (57.95 MPa) was found for SBC-BP/epoxy, followed by DBC-BP/epoxy (54.73 MPa) and NBP/epoxy (45.32 MPa) composites, respectively. Composites reinforced by both types of hybrid banana fibers shown comparatively higher tensile performance as compared with the neat banana peel fiber-epoxy composites, which can be attributed to the high strength and stiffness associated with the bacterial cellulose. Overall, this study suggests a successful and green route for the fabrication of natural fiber-reinforced composites with improved properties such as tensile strength and thermal stability.
Introduction
Recently natural fibers have attracted much attention as reinforcement material for the production of composites because of the desired attributes, which include low density, less abrasiveness, biodegradability [1,2], lightweight, low cost, renewability, abundant availability, and eco-friendliness [3]. So they are sometimes considered as a feasible alternative for expensive, non-renewable, and abrasive synthetic fibers [4]. Due to their cellular and hollow structure, natural fibers exhibit high specific stiffness and strength but dimensional inconsistency, lower linear thermal coefficient of expansion (LTCE), water sensitivity, mechanical degradation during processing, and low compatibility with many hydrophobic polymeric matrices are among their commonly known drawbacks [5,6]. Because excessive fiber shrinkage as compared to the polymer matrix contributes to poor fiber-matrix interface and ultimately reduces the overall mechanical performance of the composites [7]. Surface treatment and modification of natural fibers are essential to improve the interaction between reinforcing fibers and the polymer matrix. Regardless of their drawbacks, the commercial use of some natural fiber composites in non-load-bearing applications has notably increased [8,9]. Several researchers studied the usage of natural fibers (banana, flax, coir, jute, etc.) for the fabrication of thermoplastic composites, to be used in automotive, packaging as well as construction industries [10,11].
Banana is the second largest produced fruit of the world’s total fruit production. The food industry generates an enormous amount of waste in the form of the unripe banana peel (BP), which is eventually utilized as cattle feedstock. Researchers have recently studied the BP waste, to find their more productive use including ethanol production, fiber extraction, and others [12,13]. Banana fiber is commonly obtained from the pseudostem of the banana plant (Musa sapientum) and is described to possess relatively high cellulose content (66%), high tensile and flexural strength, biodegradability, rotting resistance, and abundant availability [11]. Among the previously reported chemical techniques, alkalization is known to effectively enhance the surface roughness of banana fibers, which results in better mechanical interlocking and the amount of cellulose exposed on the fiber surface [14]. Little work has been reported on the biological treatments, which involve the use of naturally occurring microorganisms, to improve the surface roughness of banana fibers whereas hardly any study is available on the fabrication of nanocomposites prepared by banana fibers extracted from peels [13].
Composites structures are made by combining two or more distinct materials, and their engineering performance is considerably higher than that of any individual component. Poor interfacial adhesion among the individual components might result in inferior mechanical properties of composites since the stress transfer to the reinforcement phase through the matrix phase would not be very effective [15–17]. Bacterial cellulose (BC) secreted by Gluconobacter xylinum is known to be a sustainable and promising biodegradable nanofibrous extracellular material [18,19]. Due to a high degree of polymerization, high crystallinity and higher molecular orientation BC exhibits higher thermal stability with LTCE of only 0.1 × 10−6 K−1, as well strength and stiffness are higher as compared to cellulose derived from plants [20,21]. Owing to its excellent tensile properties, several studies in the recent past have discussed the fabrication methods of BC-based hybrids and nanocomposites for various applications [17,18,22–26].
BC-based nanocomposites and hybrid structures can be prepared through a fermentation process (biosynthesis) in the presence of natural fibers. Numerous hydroxyl groups present on the surfaces of cellulosic fibers form a strong interaction with BC through hydrogen bonding [5,27].
Because of its low LTCE, BC could potentially improve the thermal stability of hybrid structures. Coating of BC on the surfaces of banana fibers could be a possible solution to the abovementioned problem of fiber shrinkage during thermal processing of the nanocomposites. Banana fibers were surface coated with BC using two different techniques, namely in-situ self-assembly, and simple deposition approach. The tensile properties of randomly oriented modified short banana fiber/epoxy nanocomposites were investigated and compared with those of pristine banana fiber/epoxy composites.
Experimental
Materials
BPs were obtained from banana fruit (Musa sepientum genre), which were locally purchased. Banana fibers were extracted from previously, using the previously reported method [13]. The thermosetting epoxy resin used in this study had a molecular weight of 395–430; the content of epoxy groups was ∼20%–21% and the density was 1.36 g/mL. The curing agent was polyethylene polyamine. The stoichiometric ratio of the epoxy and hardener was maintained at 3:1 according to the manufacturer’s specification.
Extraction of fibers from BP waste
BPs obtained from moderately ripened banana fruit (Musa sepientum genre) were used for this study and banana fibers were extracted through the wet retting method, as previously reported [13]. Briefly, the residual inner pulpy layer (mesocarp) of the peels was scraped out manually with the help of a blunt knife and peels were immersed in boiling water for 5 min at 120°C. The retting was carried out in 0.05 M NaOH(aq) solution for 12 h under agitated condition. Afterward, fibers were manually extracted and soaked with 1% NaOH(aq) for 30 min, followed by 1% acrylic acid for 1 h at ambient temperature. Such fiber treatment might help to disrupt hydrogen bonding in the network structure, thereby increasing the surface roughness. It also causes the removal of a certain amount of lignin, wax, and oils covering the external layer of the fiber surface. Later on, fibers were washed with distilled water to remove any unwanted adhered impurities, followed by drying in a hot air oven at 70°C for 24 h. The optical and microscopic images of fibers are shown in Figure S1a and S2a, respectively. These fibers are referred to as neat banana peel (NBP) fibers.
Surface coating with BC
In-situ self-assembly of BC on NBP fibers
In-situ surface modification method studied in our previous research works [13,24] (as shown in Figure 1(a)) was taken advantage of, to deposit nanosized BC on the surface of BP fibers. Briefly, ∼7 g dried BP fibers (each 12 cm long) were added in Hestrin and Schramm culture medium (0.6% Glucose, 0.8% Bacto peptone, 2.5% Yeast) prepared in distilled water, and the system was autoclaved at 121°C for 30 min. The initial pH set at 5.0 was maintained throughout the fermentation process. Gluconobacter strain was used to inoculate the culture medium and fermentation was continued under agitated environment (100 rpm) at 30°C for 3 days. Based on pre-experiment agitated environment helps to reduce the agglomeration of the fibers and facilitates BC nanofibrils coating on fibers’ surface. However, BC modified banana fibers still require to be isolated manually after the fermentation process is finished. Once the incubation period completed, a layer of BC nanofibrils was self-assembled on banana fibers’ surface, forming the BC-BP fibers hybrid structure. Harvested modified fibers were immersed into 0.1 M NaOH for 4 h at 80°C to get rid of microbial contaminants and soluble polysaccharides [28,29]. Later, BC coated fibers were washed with de-ionized water and dried at 80°C for 12 h. As-prepared modified fibers with a coated layer of BC are referred to as self-assembled BC-banana peel (SBC-BP) fibers. Optical and microscopic images of BC coated fibers are shown in Figure S1b and S2b, respectively. BC loading fraction on BP fibers was found to be around 79% by weight. The gluconobacter favorably grows on some natural fibers and hydrophilic polymer surfaces when immersed in a culture medium, as compared to cultivation in pure culture [30]. It has also been reported that natural fibers, when incorporated into aqueous dispersions of BC will absorb water, drawing in the water and BC nanofibrils from the culture medium. In this way, microfibrillated BC gets filtered against the surface of the fibers, resulting in BC coated fibers.
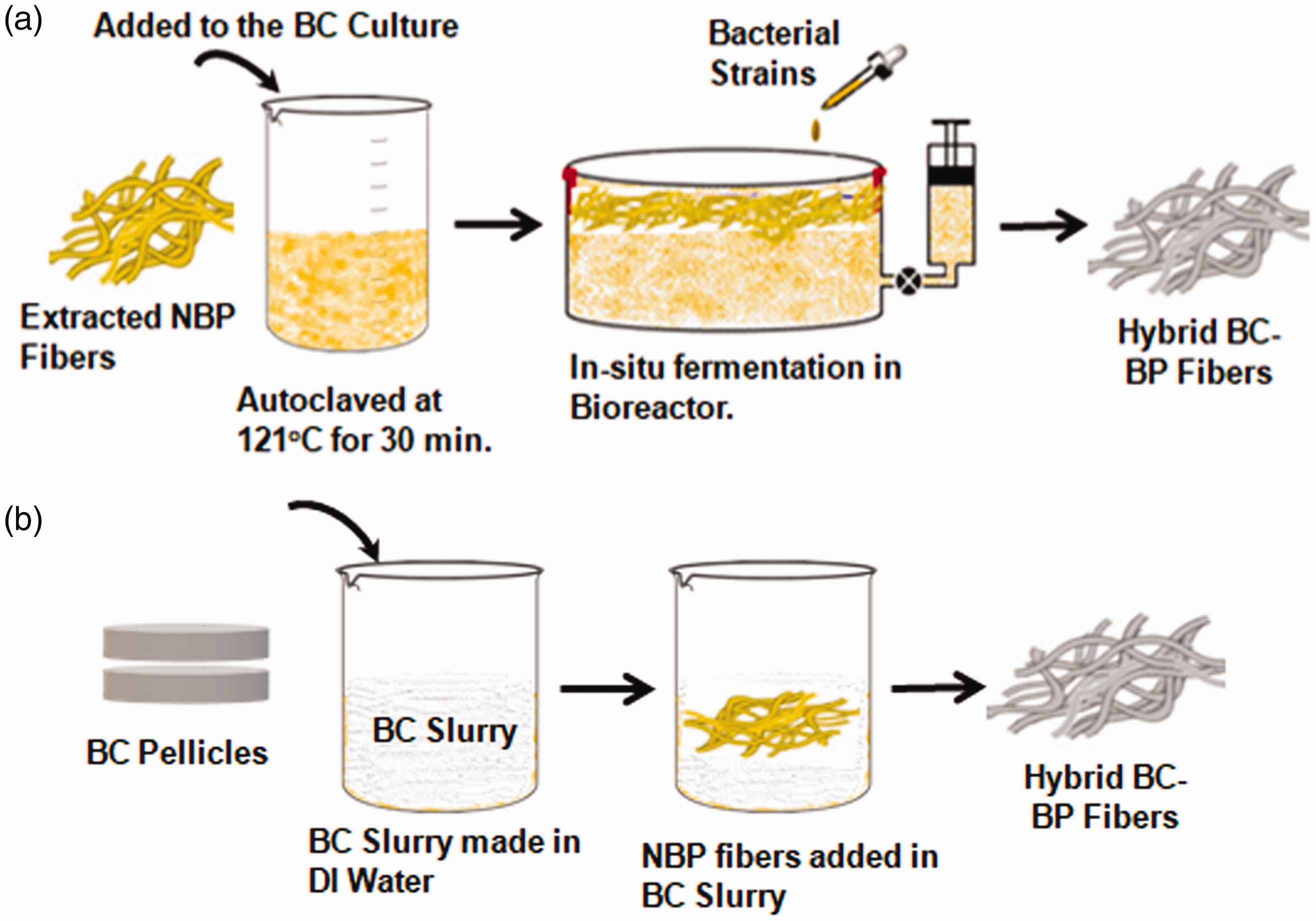
Schematic of BC-BP hybrid fibers produced through in-situ biosynthesis (a) and slurry deposition method (b).
Deposition of microfibrillated-BC on BP fibers
To prepare another set of BC coated banana fiber samples, microfibrillated-BC was deposited on the surface of fibers. To start with, BC pellicles were cultivated using previously reported procedure [24]. Briefly, above mentioned (Hestrin and Schramm) culture medium contained in conical flasks was inoculated using Acetobacter xylinum bacterial strain and incubated statically at 30°C for 5 days. Harvested BC pellicles were immersed in NaOH for 48 h and subsequently, washed with de-ionized water to neutralize the pH and remove the impurities. Small pieces of wet BC pellicles (14 g; equivalent dry weight: ∼0.25 g) chopped with the help of sharp knife were added into 500 mL of de-ionized water and milled using a mechanical blender (1000 rpm) for 5 min. In this way, a dispersion of 0.05 wt% BC was prepared, which was later subjected to high-power ultrasonic treatment for 3 min. After that, 7 g of dried neat BP fibers were introduced into the aqueous dispersion and left for 3 days at room temperature under an agitated environment (as shown in Figure 1(b)). As-prepared microfibrillated-BC coated BP fibers were removed from the solution and dried at 80°C for 12 h. As-prepared modified fibers are denoted as deposited BC banana peel (DBC-BP) fibers. BC loading fraction on BP fibers was found to be around 80% by weight.
Fabrication of BC-BP fibers/epoxy composites
As-prepared SBC-BP fibers, DBC-BP fibers as well as NBP fibers were chopped into short fibers of 10–15 mm length and dried in the oven at 80°C for 4 h, and then dried in a vacuum oven at 60°C for 1 h before the preparation of nanocomposites. Previously reported composite fabrication method was followed BF reinforced epoxy composite, as shown in schematic Figure 2 [31,32].
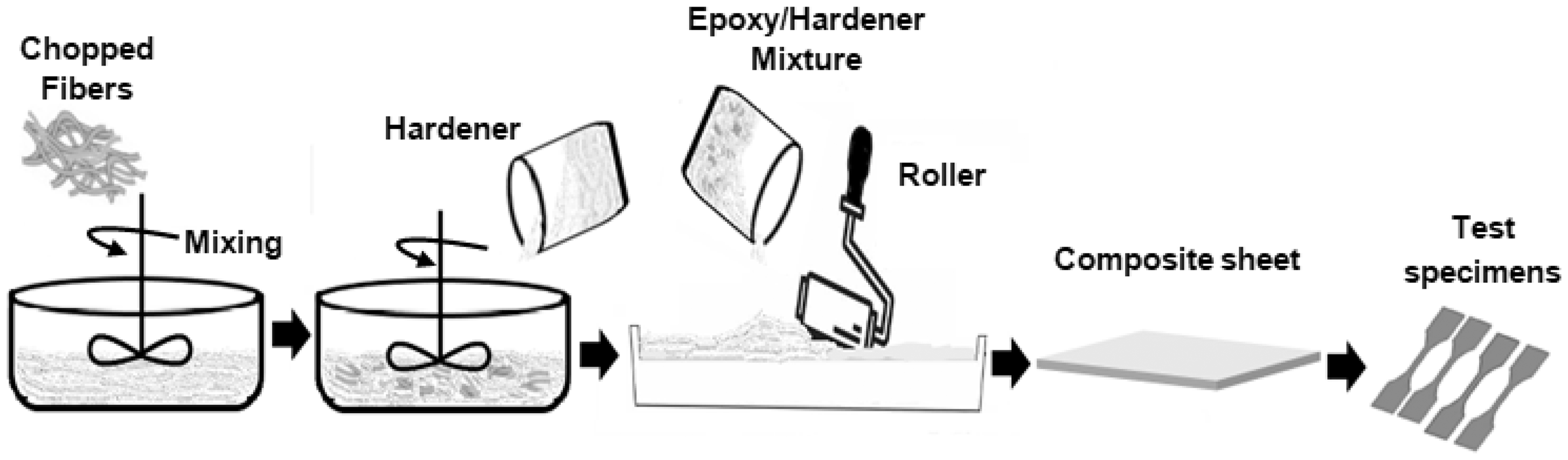
Schematic of BPF reinforced/epoxy composite fabrication process.
For each sample type, randomly oriented short fibers (with volume fraction of 10% by weight of composite) were mixed with epoxy by mechanical stirring for 10 min at room temperature. Hardener was added into the mixture while stirring gently, to minimize the formation of air bubbles. The mold was cleaned, and release wax was applied. Above mixture was poured into the mold and BF reinforced epoxy composite sheets were formed by hand layup technique. After curing in an air oven at 30°C for 24 h, NBP, SBC-BP, and DBC-BP fibers reinforced/epoxy nanocomposite sheets were obtained, each having thickness of 3 mm. To prepare the samples for mechanical testing, dimensions were selected following ASTMD 638 and ASTM D 256 for tensile and impact tests, respectively. To prepare pure epoxy specimens for testing, the epoxy/hardner mixture was directly poured into the mold having dog-bone shaped cavity and cured at room temperature. All the specimens were conditioned at 21 °C and 65% relative humidity (RH) for 72 h prior to analyzing their tensile and other properties [31].
Characterization
Morphological analysis (SEM)
Morphology of the fractured samples after tensile testing was examined using scanning electron microscope (SEM). Prior to SEM, the fiber samples were coated with a thin film of gold/palladium through spray coating, and all the samples were fixed onto SEM stubs. SEM was performed using a high-resolution field emission SEM (SU1510-Hitachi). The accelerating voltage used was 5 kV.
X-ray diffraction analysis
The crystallinity index of neat and BC coated Banana fiber samples was evaluated by X-ray using (Bruker-XS) diffractometer, Scans were collected under following conditions: CuKα radiation with graphite monochromator, 4 kV, and 4 mA. The patterns were obtained in the range of 10°–70° at 2θ (angular interval: 2θ/5 s).
The crystallinity index (CI) was calculated using equation (1), where Ic is the maximum intensity of the lattice reflection, and Iam is the minimum intensity of X-ray scattering broad band due to the amorphous region of the samples. Segal’s method [33] has been widely used for the natural fibers analysis [34].

Thermogravimetric analysis (TGA)
Thermal behavior of BP fibers was analyzed before and after BC coating. About 4–5 mg of each fiber type was used for this purpose. To analyze the thermal stability of nanocomposites, the specimens (8–10 mg) taken from each type of nanocomposites were grinded and used for TGA. TGA test was performed using a Perkin Elmer (TGA Q50/Q500) thermogravimetric analyzer. The heating was carried out in a N2 gas atmosphere with a flow rate of 20 mL and increasing temperature by 10°C from 40°C to 800°C. The weight loss and thermal properties of the specimens were determined by the linked computer software program.
Mechanical testing
Mechanical properties of pure epoxy samples, neat and hybrid fibers/epoxy composite samples were tested by universal material testing machine (Perfect Instruments-PT990T). Three specimens were tested for each formulation to calculate the statistical mean. Figure S3a,b show the optical images of samples before and after testing. The test specimens were conditioned at 23°C and 50% RH for 72 h before testing. The tensile test was performed until each specimen failed. The tensile strength, breaking elongation, and tensile modulus were calculated. Elastic modulus was determined from the slope of the stress–strain curve in the linear strain region [35].
Results and discussion
X-ray diffraction
The X-ray diffractograms of the neat and BC coated banana fibers are shown in Figure 3. Two peaks were observed for both types of samples in a range of 2θ = 16° and 2θ = 22°, which represent the cellulose crystallographic planes for I101, and I002. As per superposition in the X-ray diagram, the similar signal characteristics of the specimen fibers were seen [24,36].

XRD diffractograms of pure BC, NBP, and hybrid fiber samples.
The crystallinity index (CI) values calculated as per equation (1) were 15.75%, 27.55% and 25.17% for NBP, SBC-BP, and DBC-BP hybrid fibers respectively. According to these results, the crystallinity index of hybrid fibers increased up to about 11.8%, which can be a result of the high content of cellulose.
Thermal gravimetric analysis (TGA)
Comparative thermal decomposition analysis of NBP, SBC-BP, DBC-BP fibers, as well as their nanocomposites samples, was carried out in a programmed temperature range of 40°C–800°C, as shown in Figure 4. It can be seen from Figure 4(a) that the thermal degradation temperature of hybrid BP fibers increased as compared to the NBP fibers. Whereas for BP fibers/epoxy nanocomposites, it was observed that there is weight loss in all types of specimens as shown in Figure 4(b), which typically occurs in most of the lignocellulosic fibers and their composites [37]. The thermal stability was determined in terms of weight loss as a function of temperature. Incorporation of BPF into the epoxy matrix improved the thermal stability as degradation shifted towards higher temperatures, as evidenced by the TGA curves. The initial low-temperature weight losses of natural fiber composites are due to the vaporization of absorbed moisture and the removal of solvent. The major weight loss is attributed to the degradation and volatilization of epoxy along with the reinforcement components. The hemicelluloses decompose mainly between 150°C and 350°C, cellulose decomposes between 275°C and 350°C and lignin decomposes between 250°C and 450°C. For BC coated hybrid fiber nanocomposites. For all nanocomposite samples Decomposition of cellulose initiated at about 275°C and the major weight loss occurred was in the range of 375°C–400°C.
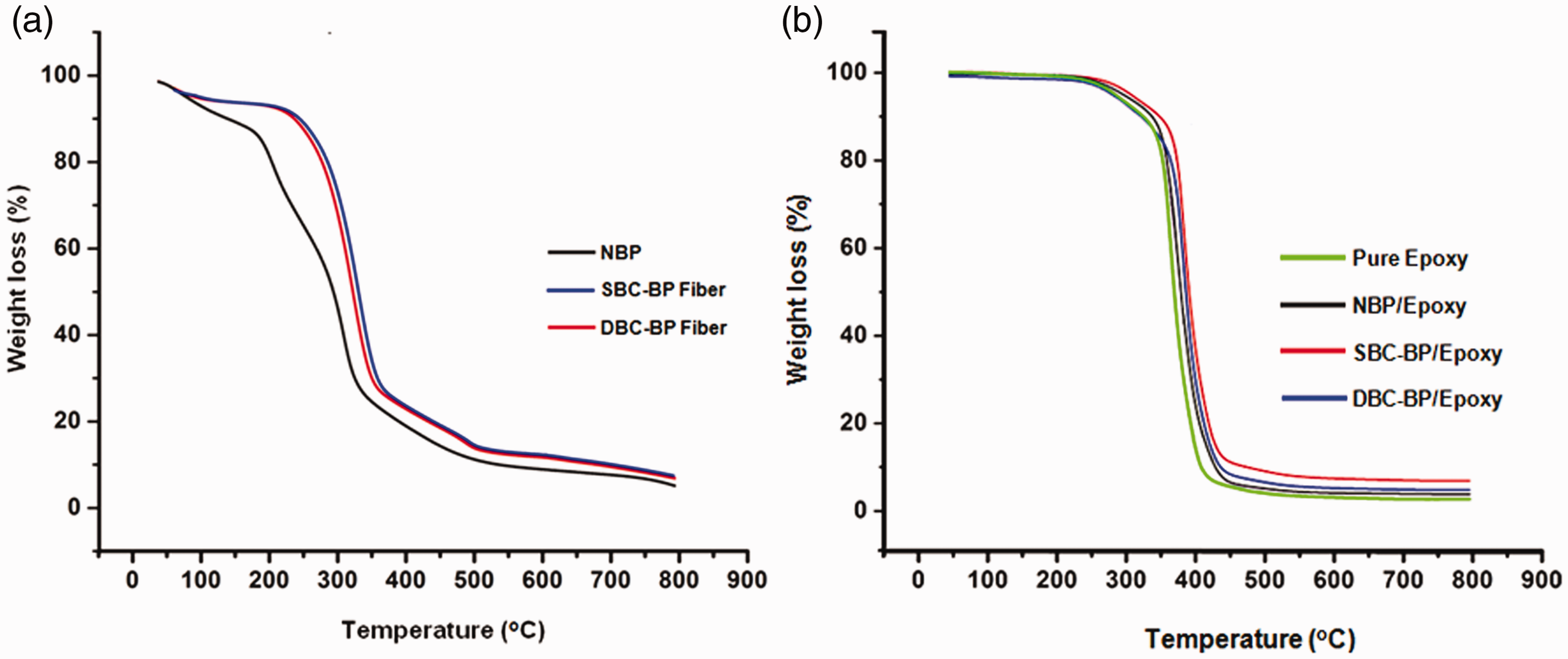
(a) TGA plot of BP fibers before and after BC coating. (b) TGA plot of epoxy and BP fibers/epoxy composites.
The neat epoxy showed slightly lower thermal behavior than nanocomposites and undergone thermal degradation that occurred between 300°C and 400°C. With the addition of NBF, SBC-BP, and DBC-BP fibers, the TGA curves shifted to higher temperatures. The improvement in the thermal stability could be attributed to the interactions between the BC and the epoxy matrix, as BC might resist the heat transfer to the epoxy matrix and slow down the decomposition of the epoxy matrix.
Neat epoxy composites showed 69.79% weight loss at 385°C and the remaining residue was 5.66%. All BF loaded composites showed a weight loss of 76.5% at the temperature of 400°C and the final residue was 9.88%–14.49%, which might be due to the lignin content of banana fibers. Hence, when exposed to higher temperatures, all BF fiber enforced/epoxy composite samples undergo weight loss due to thermal decomposition of lignin, hemicellulose, pectin and the glycosidic linkages present in cellulosic natural fibers [38]. The maximum thermal decomposition temperature was obtained for DBC-BP nanocomposite with 405°C. The total weight losses for the nanocomposites SBC-BP and DBC-BP 88.45% and 85.51% were close to each other, while the lowest weight loss was found for DBC-BP composites. The addition of nanocellulose slightly improved the thermal stability, although the degradation temperature was likely to increase, which is following the findings of some other researchers [39].
SEM analysis
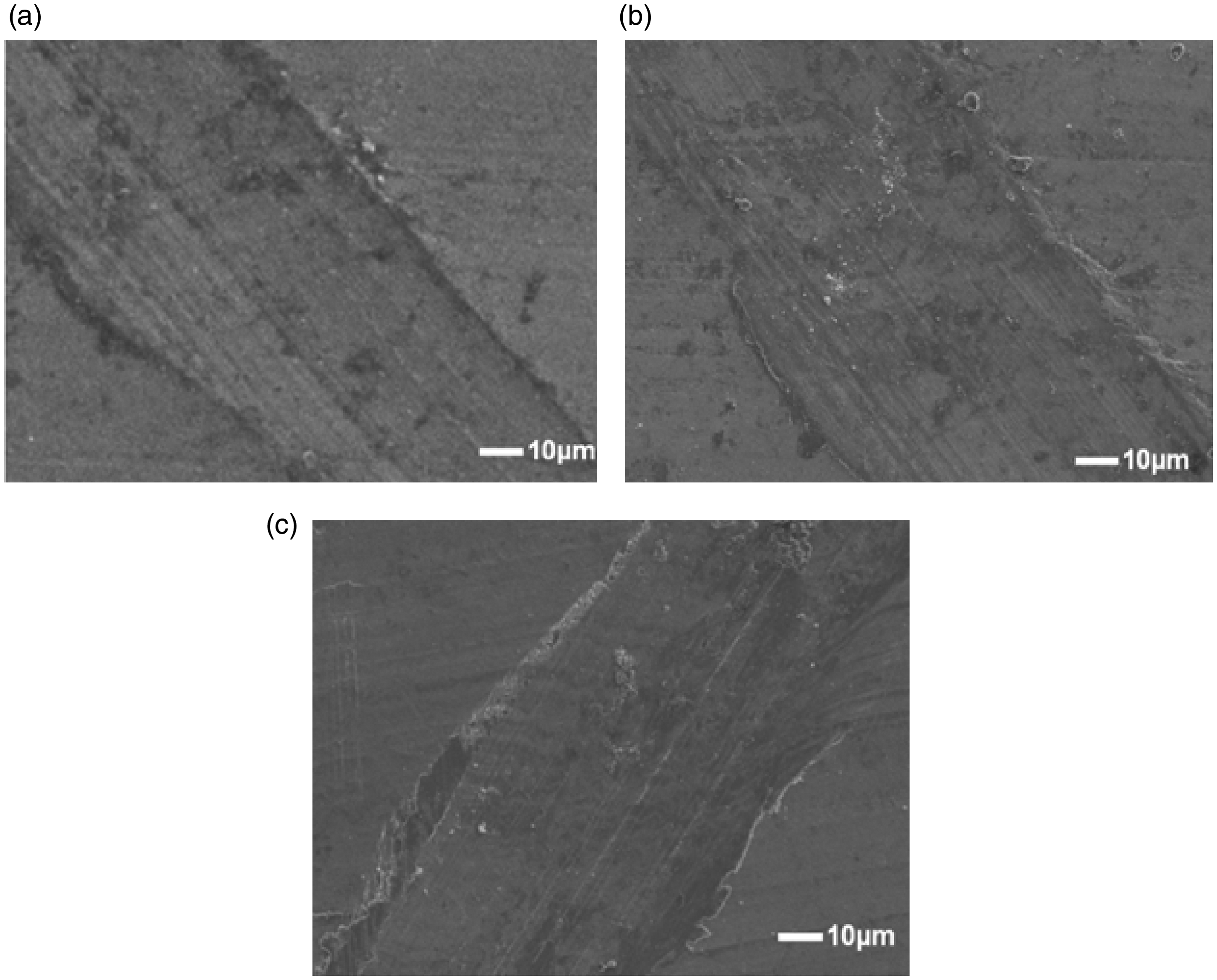
Surface morphology of NBP, SBC-BP, and DBC-BP fibers was analyzed, and micrographs are shown in Figure 5(a) to (c), respectively. SEM analysis support the observation that was obtained after the modification of BP fibers, that BC coating altered the surface structure. From Figure 5(b), it was observed that BC self-assembled on the surface of pure BP fiber making it bulky. Similarly for DBC-BP fibers, the agglomerated BC film can be seen (Figure 5(c)).

(a)–(c) SEM micrographs for NBP, SBC-BP, and DBC-BP fibers, respectively.
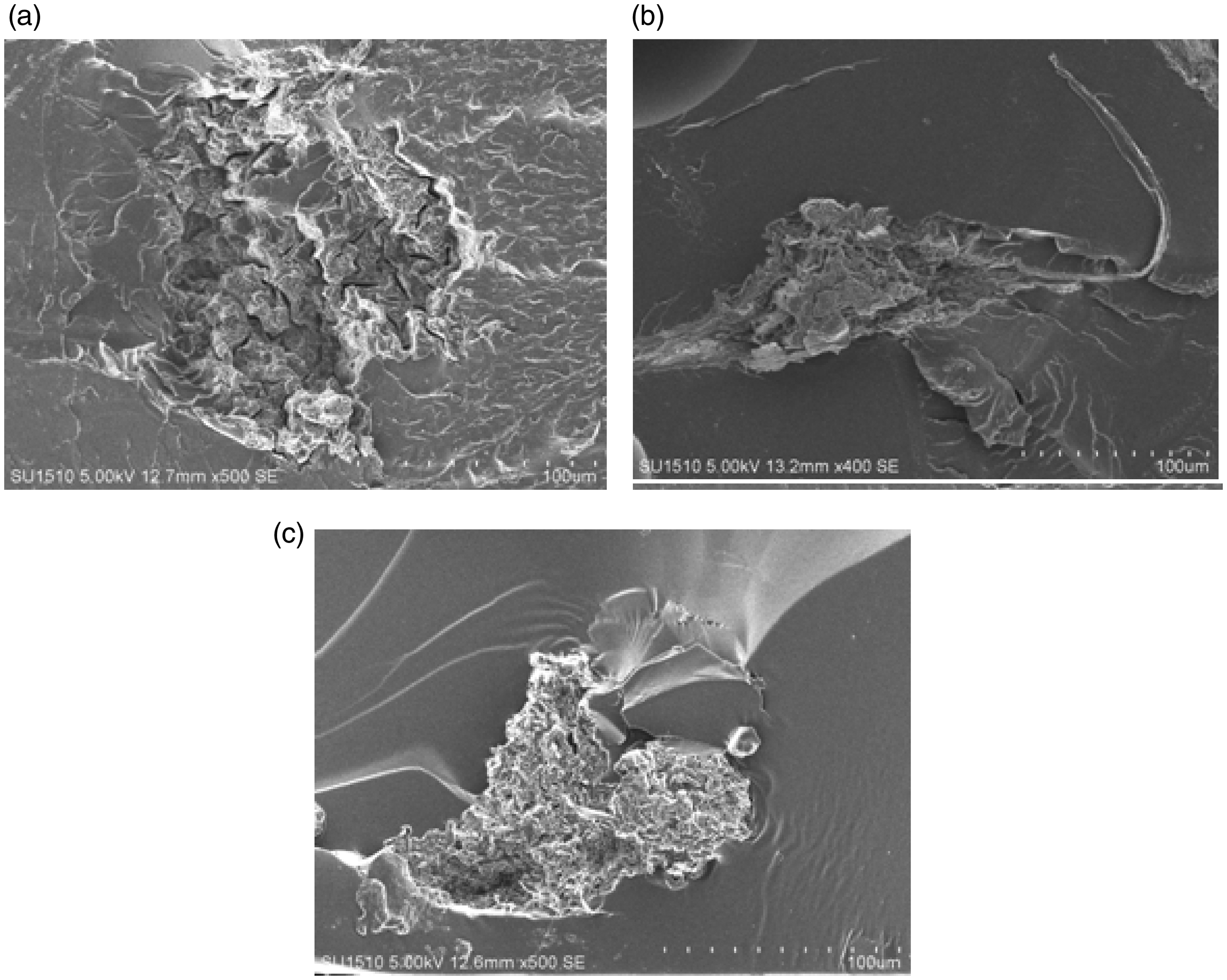
Figure 6(a) to (c) shows the surface morphology and interface bonding of NBP, SBC-BP, and DBC-BP fiber/epoxy nanocomposites, respectively. The surface micrographs exhibit a good interface bonding between reinforcement and the matrix. All types of composites showed a homogeneous surface structure without many noticeable defects. It can be concluded that only de-bonding and fiber breakage appear as the types of failures as observed during SEM of fractured surfaces. Only in the case of NBP/Epoxy composite, de-bonding was observed as shown in Figure 7(a). The improved mechanical performance of composites after fiber modification could be because of hydrogen bond and physical entanglement of BC microfibril network. The strong interaction of BC with the banana fiber can be traced back to its hydroxyl groups that can form hydrogen bonds. As the stress is transferred from matrix to the reinforcements, the fiber breakage takes place instead of pull out without any signs of matrix cracking. Furthermore, the fracture surface of the epoxy matrix shows a typical brittle fracture with river lines on it which are marked with red arrows. These lines have been observed by other researchers as well [32,40].
(a)–(c) SEM micrographs for surface morphology of NBP, SBC-BP, and DBC-BP nanocomposites, respectively.
(a)–(c) Tensile fracture micrographs for NBP, SBC-BP, and DBC-BP nanocomposites, respectively.
Tensile testing
Neat banana fiber and BC coated Banana fibers reinforced epoxy nanocomposites were prepared and their mechanical properties were studied. The tensile properties recorded for NBP fiber reinforced composites were inferior as compared to the previously reported composites fabricated by Banana pseudo-stem and leaf fibers [41,42], which indicates that banana fibers extracted from peels have comparatively low quality. The results obtained also show that the tensile strength and tensile modulus of both SBC-BP and DBC-BP hybrid fibers reinforced epoxy composites was higher as compared to neat NBP fiber/epoxy nanocomposites as given in Table 1. Furthermore, in comparison with the NBP fibers/epoxy composites, the improved tensile strength of the hybrid fiber composites can be attributed to the presence of BC. It indicates that hybrid fibers can help to increase the tensile modulus of the epoxy-based composites as well as improve the thermal stability. The highest tensile strength (57.95 MPa) was found for SBC-BP/epoxy, followed by DBC-BP/epoxy (54.73 MPa) and NBP/epoxy (45.32 MPa) composites, respectively. The highest value of tensile modulus recorded for DBC-BP fibers/Epoxy composites (70.63 MPa) could be attributed to the coated layers of microfibrillated BC.
Tensile testing results for nanocomposites.

The SEM images of neat BP and hybrid fiber epoxy nanocomposites after tensile loading are shown in Figure 7. As the composite was fabricated using randomly distributed fibers, hence the phenomenon of fiber breakage is due to the fact that fibers are deeply embedded in the matrix. As the stress is transferred from epoxy matrix to the fibers, the fiber breakage takes place instead of debonding or pull out. In general, fibers, which have not been embedded deeply in the matrix, show debonding. For NBP/Epoxy fracture micrograph, poor fiber to matrix interface can be observed due to visible gaps between fiber and epoxy matrix, which might have caused poor interfacial bonding and affected the mechanical properties of resulting composites as shown in Figure 7(a). For BC coated SBC-BP and DBC-BP hybrid fiber/epoxy nanocomposites, comparatively better fiber to matrix interface was found as shown in Figure 7(b) and (c), which might lead to comparatively better mechanical performance.
Conclusion
This work deals with the successful incorporation of BC coated BP fibers to fabricate natural fiber-epoxy composites. The coating of BC on fiber surface helped to achieve better thermal stability and mechanical performance. Both tensile strength and modulus of epoxy composites get enhanced by the addition of BP fibers, furthermore fibers modified through the in-situ self-assembly approach present better results. The maximum tensile strength and modulus for modified BP fiber reinforced/epoxy composite was found to be 57.95 MPa and 70.63 MPa, respectively. For all mechanical tests, evidence of fiber fracture is observed. Whereas, only pure BF reinforced/epoxy composite shown the poor fiber/matrix interface. The mechanical properties of BP fiber reinforced composites were found inferior as compared to the previously reported composites fabricated by Banana pseudo-stem and leaf fibers. Further studies can help to find the optimum ratio of fiber to matrix to define the best mechanical properties. It is possible to use BP fiber reinforced epoxy composites as a substitute material for automotive seat backs, bolsters, floors, and other non-load bearing application. Hence, this study suggests an alternative source to obtain natural fibers, which can be used to fabricate low cost and environmentally friendly composites with improved properties.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the National First-Class Discipline Program of Light Industry Technology and Engineering (LITE2018-21) and the 111 Project (B17021).
Supplemental material
Supplemental material is available for this article online.