
Abstract
The current study aims to mitigate the problems arising due to leach-out of silver nanoparticles (Ag-NPs) from an antibacterial material developed using silver coating or finishes. Polyester (PET) staple fibres with Ag-NPs firmly integrated within them were used to prepare needle-punched nonwoven fabric. To further enhance the antibacterial efficiency, the nonwoven surface was etched via alkaline hydrolysis such that the Ag-NPs are exposed to the bacterial cell wall. The antibacterial activity of the nonwoven made of PET-Ag-NPs nanocomposite fibres (P/Ag-NFs) against S. aureus and E. coli bacteria was found to be increased after hydrolysis by 4.5% and 6.5%, respectively. The amount of silver leach-out from the developed antibacterial media was 0.01 ppm for 24 h immersion time, which is in compliance with regulations of National Institute for Occupational Safety and Health (0.01 mg/m3), as well as that of WHO (0.1 ppm). Moreover, the nonwoven was effective in killing up to 94% and 98% S. aureus and E. coli bacteria, respectively. Hence, the developed nonwoven fabric can safely be used for medical and health care textiles, antibacterial clothing and for the development of dry/wet filtration media.
Introduction
Over the past few decades, development of textiles loaded with nano-structured materials has attracted considerable attention from various genres of researchers for engineering diverse high-performance functional materials. Owing to their nano size, the total surface area of nano-structured materials available for imparting respective functionalities to base textile materials becomes very high. Besides, low cost and ease of treatment render them suitable to be used at large-scale. Thus, in view of these aforementioned benefits, currently nano-structured materials a viable choice for developing contemporary high-end textile materials at commercial scale. A panorama of literature is available on using different forms of nano-structure materials for the development of flame retardant textiles, antibacterial or antimicrobial fabrics, ultra-violet (UV) protective garments, filtration media, impact resistant fabrics, etc. [1–6]. Different techniques used for the incorporation of nano-structured material (as it is or in film form) in the textile (fibre or filament or fabric form) are pad-dry-cure, layer-by-layer (L-b-L) coating, colloidal suspension, corona functionalisation, electrospinning, plasma deposition process and magnetic sputtering [7–13].
Textile materials are popular amongst the researchers for being strong yet light. Besides, they can be functionalised with much ease. Consequently, the gamut of technical or functional textiles is expanding every day. A technical textile based product may be developed from fibres and/or filaments and/or yarns or fabrics. Further, the fabric used may be woven or knitted or braided or nonwoven. In many applications, except where fabric strength is crucial, different types of nonwovens like melt blown, electrospun, spun laced, wet spun and needle-punched fabrics are preferred due to their peculiar structural characteristics and low manufacturing cost. Out of all these variants also, needle-punched nonwovens are the cheapest in terms of low volume production. Besides, the needle-punching technology now-a-days is more mature, allowing easy optimisation of structural parameters by changing material and process variables. Needle-punched fabrics have been employed in several applications like antibacterial clothing, wound dressings, surgical gowns and drapes, filtration media, automotive, etc. [14–18].
Due to increasing awareness and concern about personal and environmental hygiene, antibacterial or antimicrobial textiles have been a hot topic among textile and medical researchers. Needle-punched nonwovens developed from different types of fibres have been reported to be endowed with antibacterial properties via different techniques for application in medical textiles [19–21]. With increasingly stringent demands from the market, the nonwoven research community is constantly on the lookout for creative modifications to existing techniques. To their advantage, advances in nano-scale science and engineering have provided solution to numerous current world problems. Utilisation of specific nano-structured materials, either coated on the surface of nonwovens [22–24]. or embedded within their constituent fibres [25–28] has enabled the successful development of antibacterial textiles.
Silver is known for its antibacterial effectiveness over a range of microorganisms and ease of incorporation on various substrates [29]. Extensive research has been done for the development of antibacterial nonwovens using silver nanoparticles (Ag-NPs).
Jeong et al. [9] treated a polypropylene/polyethylene nonwoven with colloidal Ag-NPs using a padding method. The treated fabrics were observed to inhibit the growth of S. aureus, K. pneumoniae and E. coli colonies. Yang and Li [30] synthesised Ag-NPs via a green route using mango peel extract and subsequently loaded them onto a nonwoven fabric, which showed excellent activity against S. aureus and B. subtilis. A team of researchers in Belgium [8] treated a polyester (PET) nonwoven fabric with Ag-NPs using a dipping-dry method preceded and followed by plasma enabled deposition of a thin film of organosilicon on the fabric. The fabric thus developed could successfully kill P. aeruginosa, S. aureus and C. albicans. Wang et al. [12] deposited Ag-NPs on polylactic nonwoven using magnetic sputtering for making medical dressing material.
However, despite the excellent bactericidal activity of Ag-NPs, their tendency to leach-out puts limitations on their use in such applications where they will be in dermal contact or be ingested/inhaled like in filtration media. Notably, the permissible exposure limit recommended by the National Institute for Occupational Safety and Health is 0.01 mg/m3 for all forms of silver [31]. According to WHO guidelines, higher levels of silver in drinking water (>0.1 ppm) may pose risk to human health [32]. As yet, there is dearth of systematic approach for controlling the amount of silver leach-out from an antibacterial material during its use. A novel solution to the problem of silver leach-out has been explored by several researchers working in the arena of antibacterial materials, wherein Ag-NPs are incorporated in the fibres/filaments during the spinning stage itself. Consequently, the Ag-NPs get firmly integrated within the fibres/filaments making them inherently antibacterial in nature. Shi et al. [33] used an electrospinning technique for the production of nylon 6 fibres filled with Ag-NPs that were synthesised in-situ. These fibres displayed steady and durable silver ion release, and exhibited strong antibacterial activity against S. aureus and E. coli bacteria. A group of scientists at Lithuania [10] also electrospun a polyvinyl nonwoven with a small quantity of Ag-NPs and reported it to exhibit both antibacterial and antifungal effects. Majumdar et al. [34] developed durable knitted antibacterial materials using PET-silver nanocomposite fibres which showed only 1% loss in antibacterial activity even after 25 washes. Yeo et al. [28] prepared two types of bi-component polypropylene/silver nanocomposite fibres via melt spinning, i.e., one with nano silver master batch in the core, and other with nano silver master batch in the sheath; and observed the latter to exhibit excellent antibacterial activity against S. aureus and K. pneumoniae. However, incorporation of Ag-NPs specifically in a needle-punched nonwoven or preparation of a needle-punched nonwoven using fibres containing nano silver has not been reported as yet.
If antibacterial material is configured using a needle-punched nonwoven of nano silver impregnated fibres, it is expected to provide good antibacterial activity with minimal leach-out of Ag-NPs. Nevertheless, this integral rooting of Ag-NPs might lead them to be less exposed on the surface of the fibre and thus hinder their activity. To counter it, if the fabric surface is etched via any physical or chemical means such that the Ag-NPs are exposed on the fibre surface without their fixation getting disturbed, the bactericidal effect is hypothesised to improve further. Alkaline hydrolysis of fabrics has been conducted in the past for the erosion of fibres from fabric surface or for introducing surface roughness [7,35,36]. Thereby, this technique is envisaged to cause fabric etching or erosion of fibres from the fabric surface for the prominent exposure of Ag-NPs. In the present work, it is envisaged that hydrolysed needle-punched nonwoven manufactured from PET-Ag-NPs nanocomposite fibres (P/Ag-NFs) can serve as an economic and efficient antibacterial material for a myriad of applications like wound-dressings, diapers and sanitary napkins, clothing for treatment of atopic dermatitis, surgical gowns and drapes, bed-sheets and privacy curtains in hospital, sport textiles, etc.
Experimental section
Materials
PET fibres impregnated with silver nanoparticles (<30 nm), i.e. P/Ag-NFs nanocomposite fibres with 1.4 denier linear density, 38 mm cut length and 400 ppm silver loading were procured from Reinste Nano Ventures Pvt. Ltd., New Delhi, India. Sodium hydroxide (NaOH) and glacial acetic acid (CH3COOH) were used to conduct alkaline hydrolysis. Nutrient broth, nutrient agar and agar-agar were used to conduct antibacterial testing. All these chemicals were obtained from Merck Life Sciences Pvt. Ltd. Deionised water for different reactions was obtained from a Millipore Milli-Q water purification system.
Production and characterisation of needle-punched nonwoven fabric
P/Ag-NFs were converted to a needle-punched nonwoven using a DILO (OUG-116 l) line consisting of opener card, cross lapper, and needle loom. The needle-punch density and the depth of needle penetration were set as 180/cm2 and 12 mm, respectively. The targeted areal density of fabric, i.e. 400 g/m2 was obtained, as verified using ASTM D 6242-98. The thickness of the fabric was measured according to ASTM D1777-96 using a SDL digital thickness gauge at a pressure of 20 gf/cm2. The pore characteristics were obtained by conducting porometric analysis using a POROLUX™ 500 porometer. The fabric was also viewed under Nikon SMZ1500 microscope to visualize fibres arrangements and the porous structure.
Surface modification of needle-punched nonwoven fabric
Considering that the Ag-NPs were deeply embedded inside the P/Ag-NFs, it was required to expose them on the fibre surface for better antibacterial activity. Hence, alkaline hydrolysis treatment was carried out for the surface modification of the produced nonwoven. Some researchers [35–37] have reported that alkaline hydrolysis is a promising surface etching method for PET fabrics. Hydrolysis under alkaline condition causes both physical and chemical changes to PET fibre which further cause cleavage of ester linkages on the fibre surfaces, leading to the formation of nano-pits with extra functional groups such as hydroxyl and carboxyl. In the initial stages of reaction, hydroxyl ions attack the fibre surface randomly which results in cleavage of PET chains (Figure 1).

(a) Reaction scheme for alkaline hydrolysis of PET fibre. (b) Schematic representation of etching of PET fibres.
Figure 2 depicts part of the experimental procedure followed for the alkaline hydrolysis of P/Ag-NFs based nonwoven fabric. The fabric was first washed in hot water with Lissapol-N (2 g/L) at 80°C for 15 min with 1:50 M:L ratio to remove temporary surface finish(es), followed by drying at room temperature. Then, it was cut to a sample of size 12×12 inch, that was conditioned at standard temperature (21°C ± 2°C) and relative humidity (65% ± 2%) for 24 h and weighed. Sodium hydroxide solution, 20% on the weight of fabric (owf), was prepared keeping 1:40 M:L ratio. The fabric sample was treated with this solution under constant stirring for 30 min at 80°C. After this alkaline hydrolysis treatment, the fabric was neutralised with dilute acetic acid (3% on the weight of fabric) and thoroughly rinsed with distilled water. Finally, the fabric was dried at room temperature and weighed to quantify the loss in weight after the entire treatment.

Schematic representation of etching of nonwoven fabric by alkaline hydrolysis.
Characterisation of nonwoven fabric after hydrolysis
The change in the surface morphology of the fabric after hydrolysis was evaluated by observing it under scanning electron microscope (SEM, ZEISS EVO 50). A small piece of fabric was placed on an aluminium plate sample holder and maintained for 12 h at room temperature in a desiccator for complete drying. The dried sample was coated with a thin layer of gold using an Emitech K550X large sample coater (Emitech, Kent, UK) set at 9 × 10−4 Mbar pressure, 25 mA current and thereafter observed under SEM. To analyse any change in the crystallinity of fibres due to hydrolysis treatment, X-ray diffraction pattern of the fabric (before and after hydrolysis) was obtained using a Rigaku Ultimate IV X-ray diffractometer with Cu Kα radiation of wavelength 1.54 Å, at a scanning rate of 4° min−1. X-ray fluorescence (XRF) analysis was conducted on a Bruker-S8-Tiger machine to estimate silver concentration of fabric before and after hydrolysis. For this test, the fabric sample was cut into a circular disc of diameter ≈ 40 mm and heated at 260°C for 8 min. Subsequently, a pressure of 150 bar was applied on it for 30 s, followed by cooling down to 50 °C. This hot-pressed fabric sample was then used to perform XRF analysis.
In order to check for any change in functional groups on the surface of fabric post alkaline hydrolysis treatment, Fourier transform infrared (FTIR) measurements were performed on a NICOLET 5700 FTIR spectrometer in attenuated total reflection mode. Thermo-gravimetric analysis (TGA) was carried out on a PerkinElmer TAC 7/DX TG analyser to observe the thermal stability of fabrics. It was important to ensure that the hydrolysis treatment did not have any adverse effect on the mechanical properties of the fabric. Hence, its tensile strength retention (T) in machine direction was calculated using equation (1).

Fabric samples (before and after hydrolysis) of size 20 × 10 cm were cut to be tested on Universal tensile tester (Instron 4301) according to ASTM D 5034-09, wherein the gauge length and testing speed were fixed as 75 mm and 300 mm/min, respectively. Average of tensile strength retention of three samples each, before and after hydrolysis, was calculated.
Assessment of antibacterial activity
Antibacterial activity of P/Ag-NFs based nonwoven fabric, before and after hydrolysis, was evaluated as per AATCC 100-2004 quantitative colony counting method, using both S. aureus and E. coli bacteria. To estimate the benefit due to silver, a pure PET or silver free needle-punched nonwoven fabric sample of 400 g/m2, produced using 1.5 denier PET fibres of 42 mm cut length (procured from Reliance Industries Ltd) was also tested. All three fabric samples were individually wrapped in aluminium foil and placed in an autoclave for sterilisation at standard conditions, i.e. 120°C, 15 psi and for 30 min before use. A homogeneous mixture of bacteria (mother culture) was prepared by mixing nutrient Luria broth with deionised water and incubated at 37°C for 24 h. Fabric samples of size 3 × 1 cm were placed in different test tubes. A test tube without any fabric was considered as a control sample. All test tubes were inoculated with Luria broth culture having a bacterial concentration of 2 × 105 colony forming units/ml (CFU/ml). The test tubes were incubated at 37°C for 24 h. After incubation, 1 ml of bacterial solution was taken from the test tubes and serial dilutions were made with deionised water. Then, 100 μl suspension of the last dilution was poured on agar plates and incubated at 37°C for 24 h. After incubation, the number of CFUs was counted using the colony counter for the calculation of antibacterial activity. The percentage reduction in number of colonies or the antibacterial activity of fabric samples made from pure PET fibres, and from P/Ag-NFs (before and after hydrolysis) was calculated using equation (2).

Assessment of silver leach-out
Weighed fabric samples of size 2 × 1 inch made from P/Ag-NFs (before and after hydrolysis) were suspended in 50 ml deionised water (M:L ratio 1:100), and kept in a temperature controlled environment (37°C ± 3°C) for 24 h. During this period, total water of the beaker was collected and replaced with fresh one (50 ml) at different intervals of time: after 15 min, 30 min, 2 h, 8 h, 12 h and 24 h. Collected water samples were analysed by atomic absorption spectrometry using ICP-MS Agilent 7900 spectrophotometer to determine the extent of release of silver particles from fabrics into water at different time intervals.
Results and discussion
Characterisation of nonwoven fabric
The average thickness and areal density of the produced nonwoven were found to be 2.5 mm (±0.158 mm SE) and 400 g/m2 (±6.782 g/m2 SE), respectively. As can be seen in Figure 3, the randomly arranged fibres create a porous network with a wide range of pore size. The average mean pore size and smallest pore size were found to be 10.3 µm (±0.367 µm SE) and 1.1 µm (±0.097 µm SE), respectively, for hydrolysed nonwoven.
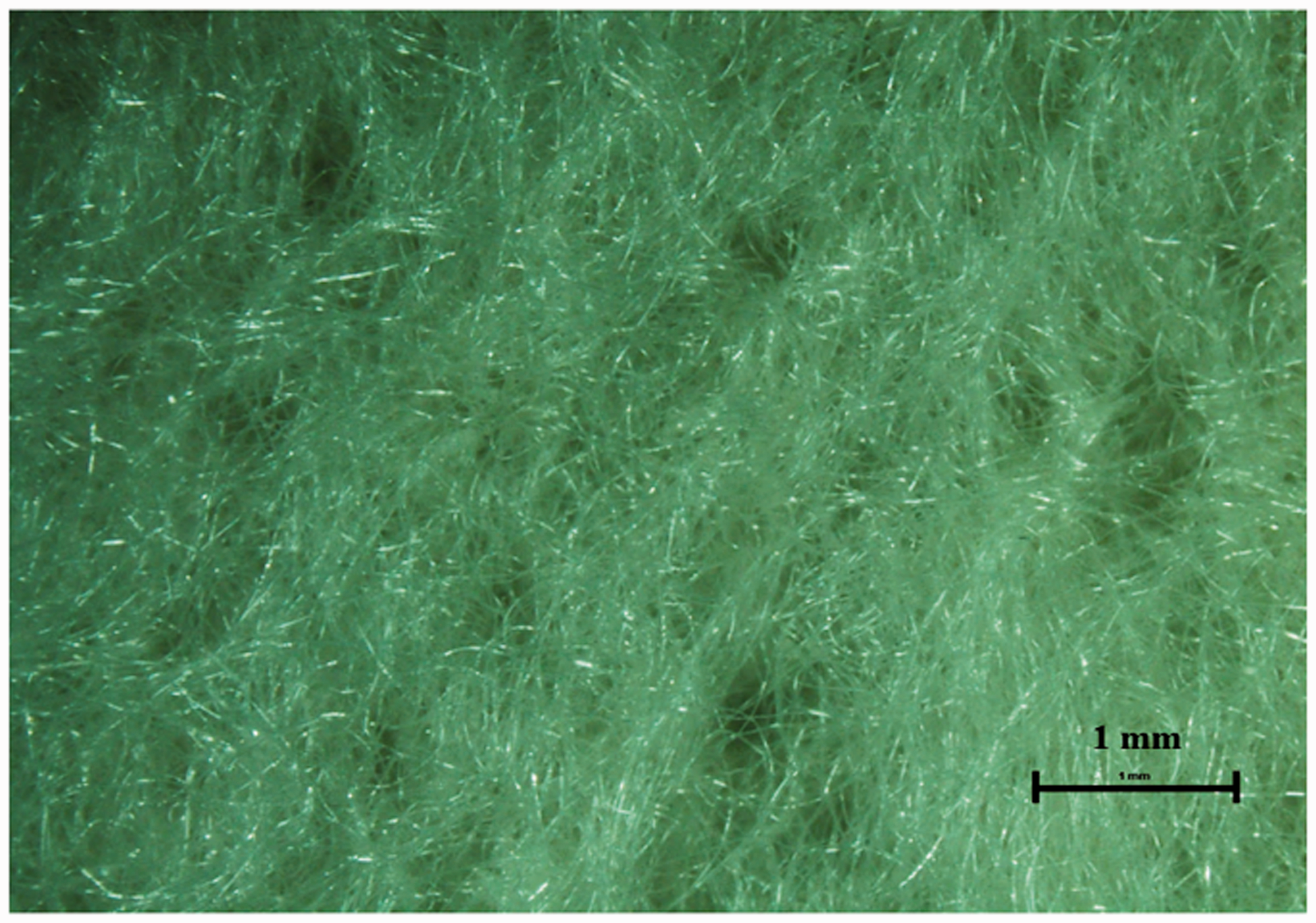
Microscopic image of needle-punched nonwoven fabric.
Characterisation of nonwoven fabric after hydrolysis
The weight loss of the fabric after alkaline hydrolysis treatment was found to be 1.6% (±0.10% SE), indicating successful erosion of fibres, i.e. (etching of fabric). The erosion of fibres occurred due to chain cleavages as OH− ions attack ester bonded carbonyl carbon moieties [38]. The retention in tensile strength by the hydrolysed fabric was observed to be 91% (±1.15% SE), which is acceptable for the intended applications. This slight loss in strength of fabric may be attributed to the degradation of PET chains.
Figure 4 shows the surface morphology of P/Ag-NFs based nonwoven fabric before and after hydrolysis. The surface of untreated fibre looks smooth, with few Ag-NPs present over it (Figure 4 (a)). However, it is quite vivid from the exposed Ag-NPs and nano-pits on the fibre surface in Figure 4 (b) that the alkaline hydrolysis led to etching of the fabric surface, as hypothesised.

Scanning electron micrograph of P/Ag-NFs based nonwoven fabric (a) before and (b) after hydrolysis treatment.
The crystallographic assessment of fabrics made by XRD is presented in Figure 5. There is no significant difference in the XRD pattern of fabric before and after alkaline hydrolysis, suggesting that internal morphology of fibres did not change. Thus, treatment with NaOH did not affect the crystalline structure of fibres. Similar observation was made by Bal and Behera [39].

XRD patterns of fabric before and after hydrolysis treatment.
The XRF analysis revealed slight change in silver concentration of fabric before and after hydrolysis. The silver concentration in hydrolysed fabric was found to be 347 ppm, where as it was 389 ppm in untreated fabric. This loss in silver concentration may be attributed to the detachment of some Ag-NPs during hydrolysis process due to formation of nano-pits on the fibre surface.
Figure 6 shows the FTIR spectrum of fabrics. In case of untreated fabric, FTIR spectra showed peaks at 1711 cm−1 due to C=O functional groups, at 1236 cm−1 due to ester group of PET and at 1087 cm−1 due to C–O–C bonds. There was an increase in the intensity of C=O functional groups of hydrolysed fabric, suggestive of alkali functionalisation of PET. A small peak at 667 cm−1 in case of the hydrolysed fabric indicates the presence of Ag-NPs which got exposed due to the surface etching by alkali [40].

FTIR spectra of fabric before and after hydrolysis treatment.
The thermo-gravimetric analysis of fabrics is shown in Figure 7. It was observed that the onset degradation temperature of hydrolysed fabric was same as that of untreated fabric. However, the decrease in residual weight may be ascribed to the alkaline hydrolysis of PET backbone at ester linkages, resulting in the formation of small molecular weight PET chains [41]. The small PET fragments, thus formed, probably degraded at some lower temperature and their degradation was reflected in the final residual weight.

TGA of fabric before and after hydrolysis treatment.
Assessment of antibacterial activity
The antibacterial activity of the P/Ag-NFs based nonwoven fabric against S. aureus and E. coli was greater than pure PET fibres based nonwoven fabric by 96% and 80%, respectively. This is suggestive of the fact that though being firmly integrated within the fabric structure, the Ag-NPs acted effectively in killing the bacteria. Moreover, as hypothesised, alkaline hydrolysis led to further enhancement in this antibacterial activity from 90% to 94% and 92% to 98% against S. aureus and E. coli, respectively (Figure 8). This may be attributed to the surface modification of the fabric due to erosion of fibres, consequently leading to better interaction between the Ag-NPs and bacteria.

Antimicrobial activity of pure PET based and P/Ag-NFs based fabrics.
Silver leach-out assessment
Figure 9 depicts the extent of silver leach-out from P/Ag-NFs fabric before and after hydrolysis. The amount of silver leach-out from the P/Ag-NFs fabric was observed to be 0.01 ppm at all set time intervals from 15 min to 24 h. After hydrolysis, this level remained same for first 15 min, but increased to 0.02 ppm at 30 min and remained constant till 2 h. Thereafter, silver concentration got reduced to 0.01 ppm. It is important to note that after hydrolysis, the erosion of fibres weakened the fixation of some Ag-NPs exposed on the fabric surface. Consequently, those loosely adhered Ag-NPs came off easily from the fabric, thus exhibiting higher leach-out in the hydrolysed fabric. However, once those loose Ag-NPs came off over a period of 2 h, the extent of silver leach-out got decreased. Nevertheless, this amount of silver leach-out is well within the prescribed limit by National Institute for Occupational Safety and Health (0.01 mg/m3), hence making this antibacterial media safe to be used for all such applications where there is possibility of Ag-NPs to make dermal contact, e.g., medical textiles, sports textiles, diapers, sanitary napkins, antibacterial clothing, etc.

Silver leach-out from P/Ag-NFs fabric.
It is important to consider at this juncture that owing to their peculiar porous network, needle-punched nonwovens have been used for air filtration by many researchers [42–44]. Moreover, as per WHO guidelines, drinking water with up to 0.1 ppm of Ag-NPs is safe to drink. Therefore, with this level of leach-out, i.e., 0.01 ppm, the developed antibacterial media may also be used to kill the bacteria in water and hence help in the complete purification of drinking water.
Conclusion
The current study proposes configuring an antibacterial material using Ag-NPs impregnated PET fibres (P/Ag-NFs) based needle-punched nonwoven fabric. Needle-punching technique was chosen considering its cost effectiveness for large-scale production. Utilisation of PET fibres embedded with Ag-NPs for the production of fabric rather than the conventional technique of coating of pure PET fabric with Ag-NPs was preferred to address the problem of silver leach-out during end-use which, beyond 0.01 mg/m3 in case of dermal contact and 0.1 ppm in drinking water is considered harmful for human health. The study proved that Ag-NPs in this integrated form also were capable of providing 90% to 92% antibacterial activity against both Gram-positive and Gram-negative bacteria. Moreover, embedding of Ag-NPs within the fibres during spinning stage itself led to minimal quantity of silver leach-out. Thus, P/Ag-NFs were successful in countering the problem of silver leach-out without compromising the antibacterial efficacy of Ag-NPs.
It has also been established from this research work that the antibacterial activity of the P/Ag-NFs based nonwoven fabrics could be further improved by etching their surface via alkaline hydrolysis to obtain increased exposure of Ag-NPs on the fabric surface, hence enabling the usability of Ag-NPs to their maximum potential without any harmful side-effect. Owing to the fibrous porous networked structure of the nonwoven fabric and minimal extent of silver leach-out which is safe for dermal contact as well as ingestion as per the regulations laid down by both National Institute for Occupational Safety and Health and WHO, respectively, the developed material is fit for use in diverse applications like wound dressings, diapers, sanitary napkins, dry/wet filtration media, etc.
Footnotes
Acknowledgements
The authors are thankful to Central Research Facilities (CRF) of IIT Delhi for conducting various characterisations (ICP-MS, SEM and FTIR) of research samples which are included in this article.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The Department of Science and Technology (DST), Govt. of India, funded this research work under ‘Water Research Initiative’ Scheme (Sanction letter number: DST/TM/WTI/2K15/01G).