
Abstract
Ultrasound sonication is one of the promising techniques to disperse the nanoparticles into a polymeric matrix thoroughly. In this study, the effects of ultrasonic parameters (amplitude%, time, and cycle of sonication) on the dispersion of 1 wt% nano-clay in polyester matrix were investigated. To disperse the nano-clay into the polyester matrix, sonication amplitudes of 40 and 80%; sonication times of 0.5, 1, and 2 h; and pulsed as well as continuous cycle acoustic irradiation modes were used. Compared with the unfilled glass fiber/polyester composites, the tensile strength and fracture toughness of glass fiber/polyester composites filled with nano-clay were improved with all sonication parameters. The ultrasonic parameters were of significant importance for dispersing nano-clay onto glass fiber/polyester composites and improving the interfacial properties of the composites. Sonication using an amplitude of 40% with pulse control mode of 0.5 cycle and time of 2 h resulted in maximum improvement in both ultimate tensile strength and fracture toughness of 22 and 33.4%, respectively, as compared to neat specimens.
Keywords
Introduction
Unsaturated polyester reinforced with glass fiber (GF) composites is widely applied in automotives and marine industries. To enhance their extent of application, materials optimization is still required, and this may be attained by the use of nanocomposites [1,2]. Recently, nanocomposites have drawn much attention as they can improve properties as compared to their macro and micro composite counterparts [3,4]. Better dispersion of nanoparticles with polymeric matrix is a critical issue for gaining full benefit of the potential high interfacial area of the nanoparticles and polymer, thus higher strength and stiffness can be provided [5,6]. Nanoparticles tend to agglomerate due to their high surface energy and in most cases, it is extremely difficult to disperse these nanoparticles into polymeric matrix. Agglomerated nanoparticles act as defects and have adverse effect on polymer performances [7,8]. Obtaining good dispersion of nanoparticles still remains a challenge [3]. Particle adhesion is produced by surface and field forces such as electrostatic, van der Waals, magnetic forces at direct contact, material bridges between particle surfaces, and interlocking [9].
At the present time, ultrasound is recognized as an effective method of dispersing nanoparticles homogeneously as compared to other dispersion techniques like shear mixing, mechanical mixing, and in situ polymerization [3,10]. Ultrasound can produce the cavitation of the bubbles which are trapped in polymer matrix and nano-fillers. Besides, this acoustic cavitation exists inside and outside of the agglomerates which in turn can help to peel off or breakup these agglomerates, thus improving the dispersion of nano-fillers [11,12]. The ultrasound has physical and chemical effects on polymer. Physical changes are increase in temperature, dispersion of particles, and modification of the dispersed particles. However, chemical changes include cleavage of polymeric chains [13].
Among nanoparticles, nano-clays are inexpensive and considered as abundant constituent natural resource [1]. Among the various types of clay minerals, montmorillonite is considered the most commonly used for the fabrication of polymer clay nanocomposites [14–19]. The most beneficial effect is in general attained with a small percentage of nano-clay less than 5 wt% in which mechanical properties are generally improved [15,20,21].
Sharma et al. [22] studied the effect of processing variables such as temperature of epoxy–clay mixture, speed of homogenization, and ultrasonic probe amplitude for GF–epoxy–clay nanocomposites. An optimization of temperature (80°C) of epoxy resin–clay mixture, speed of homogenization (20,000 r/min), and amplitude (80%) of ultrasonic probe during premixing step resulted in the highest improvement in mechanical properties of fiber reinforced epoxy–clay nanocomposites. Kabir et al. [6] studied the effects of various process parameters of sonication technique for the incorporation of carbon nanofibers into rigid polyurethane (PU) foam. Series of nanophased PU foams were prepared with four different sonication times (10, 20, 30, and 40 min) and the amplitude was varied in three different percentages (40, 50, and 60). The results indicated that the sonication has an optimum time limit which varies with sonicator power, wt% of carbon nanofibers, and foam amount.
Romanzini et al. [20] studied the effect of different ultrasonic amplitudes (20 and 30%) and clay contents (1, 3, or 5 wt%). An increase in flexural strength and lower values of coefficient of thermal expansion were observed for specimens filled with nano-clay up to 3 wt% and an amplitude of 20% during sonication. Modulus increased with the incorporation of clay, whereas impact strength declined. Moreover, Nguyen et al. [3] investigated the influence of the main parameters of ultrasonication such as time, power, and continuous or pulsed irradiation modes on the cluster size of aluminum oxide nanoparticles in low concentration suspensions in water and protic polar solvent for polymers. The study indicated that at higher vibration amplitude the breakup of alumina nanoparticle clusters was not good and there reagglomeration occurred during long ultrasonication. Furthermore, Montazeri and Chitsazzadeh [23] studied the effects of duration and output power of sonication process on the dispersion of 0.5 wt% multi-walled carbon nanotube in epoxy matrix. Sonication powers of 25, 50, and 100 W and sonication times of 15, 45, and 135 min were used. The maximum tensile modulus was obtained for the sonication power of 50 W and sonication time of 45 min. Furthermore, the highest tensile strength was attained for the sonication power of 25 W and sonication time of 45 min.
From the previous research, the study of the effect of sonication amplitudes, sonication times, and the acoustic irradiation modes’ parameters on the dispersion of nano-clay filled polyester reinforced with chopped GF has not been investigated yet. Moreover, no research studied the effect of different sonication parameters on the fracture toughness of the produced nanocomposites. So, the objective of this study is to investigate the effect of sonication process parameters such as the amplitude percentage, time of sonication, and the applied cycle on the tensile and fracture toughness behavior of GF reinforced polyester filled with nano-clay hybrid composites.
Experimental work
Materials
The nanocomposite materials in this work were fabricated from commercially unsaturated polyester resin. The characteristics of the polyester resin are listed in Table 1. Methyl ethyl ketone peroxide (C8H18O6) hardener was used. The primary reinforcement used in this experimental study was commercially available chopped E-GF that was supplied by Hebei Yuniu Fiber Glass Manufacturing Co. Ltd, China. The fiber volume fraction was 25%. The secondary reinforcement is nano-clay (Nanomer® I.31PS) montmorillonite which was supplied by Sigma-Aldrich. This nano-clay is organophilic and contains 15–35 wt% octadecylamine and 0.5–5 wt% aminopropyltriethoxysilane. Filled and unfilled (neat) laminated GF reinforced polyester was prepared from five layers of E-GF with a thickness of 3.99 ± 0.2 mm.
Properties of polyester resin as given by the supplier.

Manufacturing of the nanocomposite laminates
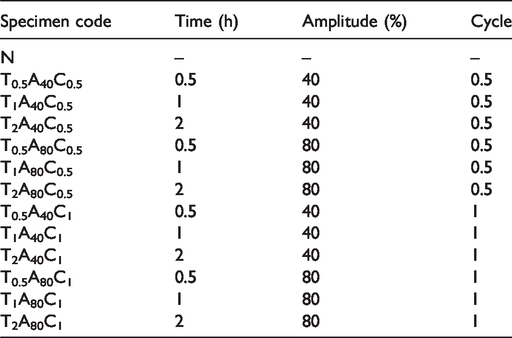
Nano-clay was added into polyester resin and then dispersed through mixing and sonication with different parameters as listed in Table 2, where N refers to neat GF reinforced polyester specimen. Sonication was carried out with different sonication amplitudes, either 40 or 80%. Amplitude is considered as one of the most important parameters that affects sonication results [20]. The amplitude was adjusted as the power output of the ultrasonic processor at 40 or 80% of the maximum output. The sonication times were 0.5, 1, or 2 h. The pulsed irradiation modes were 0.5 or 1 cycle. Pulsed irradiation with 0.5 cycle means that the ultrasonic vibrations of the sonotrode were switched on for 0.5 s and paused for 0.5 s. However, 1 cycle means that the ultrasonic vibrations of the sonotrode were continuously switched on. Selecting 40 and 80% represents the moderate and high values of the amplitude, respectively. Also, the selected amplitudes are not close to each other, so the effect is to be clear between the two values. Selecting 0.5 and 1 cycle also represents the moderate and high values of the ultrasonic vibrations of the sonotrode. Choosing 0.5, 1, or 2 h represents short, moderate, and long time. Three values of time were chosen because the time is a critical factor. At short time, saving time is required to minimize the fabrication time. One and two hours may be needed to ensure good distribution of nanoparticles.
Designation of each laminated specimen under different ultrasonic parameters.
A thermocouple was connected by Digital Strain Meter Tc-21K model 232 to measure the temperature of the sonicated mixture of polyester and nano-clay as shown in Figure 1. To prevent resin degradation, the mixture was cooled by adapting of an ice water bath [24,25]. Subsequently, the hardener was carefully added manually to the mixture. The mixing was conducted in a container with a mixing stick that was stirred slowly to avoid entraining of any excessive air bubbles in the polyester resin. The laminates of five layers were prepared by hand lay-up technique. The layers were laid subsequently layer over the other until the laminate was constructed. Each layer was wetted with polyester resin and then softly pressed by using a brush or a metallic roller making the polyester resin absorbed through the fiber/glass mat as shown in Figure 2. If the fiber is not completely wet, more resin can be added over the top and spread around. The metallic rotating roller was used to force polyester resin into the fabrics to get rid of the excess resin and displace the void and any enclosed air bubbles outwards from the laminate or brushing out the air bubbles with a paintbrush. Also, the molds were left under load to displace any remaining void in the laminate. The laminate was completely cured at room temperature.

Setup of ultrasonic processor attached with thermocouple and strain meter for measuring temperature.

The fabrication steps of nanocomposite laminates using hand lay-up technique.
Materials characterization
Tensile test
Tensile tests were carried out according to ASTM D3039. The test specimens were cut into strips of 250 mm length, 25 mm width, and 4 mm thickness. The static tensile test was performed with a universal testing machine (Jinan Test Machine WDW 100 kN) with constant cross-head rate of 2 mm/min for all fabricated composite specimens. The stress–strain curve was recorded automatically. Tensile tests were performed at ambient room temperature. Five samples were tested for each specimen and the average value was considered.
Fracture toughness test
The fracture toughness tests were performed according to ASTM D5045. The single end notch bending (SENB) specimens were fabricated and then employed in the three-point bending tests. The specimens were tested on the same universal testing machine at a displacement rate of 0.05 mm/min. The pre-crack notch length was created by a saw followed by a new razor blade to obtain a sharp crack as shown in Figure 3. At least five specimens were tested in each sonication condition, the average value was considered, for the measurements of fracture toughness. From the three-point bending tests, the fracture toughness KIC in (MPa m1/2) of SENB samples can be calculated by using the following formulation [26]



SENB fracture toughness test specimen.
Results and discussion
Tensile test
The effect of ultrasonic parameters on tensile strength of the unfilled and filled GF/polyester composites is shown by the stress–strain diagram in Figure 4. This figure shows that addition of nano-clay to GF/polyester composite improved the tensile behavior of neat composites under all sonication parameters.

Stress–strain diagram of GF/polyester composites filled with nano-clay under different sonication parameters at (a) amplitude of 40% and (b) amplitude of 80%.
This improvement of tensile strength by addition of nano-clay is due to decrease of the crack energy dissipation caused by the increase of the interfacial region between polyester and nano-clay [27]. Figure 5 shows the average ultimate tensile strength values of N and nanocomposites under different sonication parameters. It is depicted from Figure 5(a) that the ultimate tensile strength for amplitude of 40% with pulse control mode of 0.5 cycle was clearly higher than that with continuous cycle at all-time intervals. As the time increased, the ultimate tensile strength increased for both pulse and continuous control modes. The maximum improvement of 22% in ultimate tensile strength for amplitude of 40% was attained with cycle 0.5 at time 2 h as compared to N. Similarly, Suave et al. [28] reported that lower sonication power (165 W), longer sonication time (40 min), and higher carboxylic-functionalized single-walled carbon nanotubes (c-SWNT) content (0.25 wt%) were found to be the most adequate conditions to prepare c-SWNT/epoxy nanocomposites.

Ultimate tensile strength of GF/polyester composites filled with nano-clay under different sonication parameters: (a) amplitude of 40% and (b) amplitude of 80%.
As seen in Figure 5(b), at an amplitude of 80%, as the time increased the ultimate tensile strength increased for pulse mode only till it reached the maximum improvement of 23.5% at time of 2 h as compared to N. While, for a continuous mode, a clear degradation in ultimate tensile strength occurred with an improvement of 5.4%.
Figure 6(a) and (b) shows the effect of sonication parameters on the elongation at break of N and nano-filled GF/polyester composites for amplitudes of 40 and 80%, respectively. From the figure it is clear that as the time increased the elongation at break decreased for both pulse and continuous control modes for both amplitudes of 40 and 80%. Moreover, at 40% amplitude, elongation to break for pulse control mode of 0.5 cycle was clearly higher than that of continuous cycle at all-time intervals. The maximum improvement of 9.7% in elongation at break for amplitude of 40% was attained with cycle 0.5 at time of 0.5 h as compared to N (Figure 6(a)). As seen in Figure 6(b) for amplitude of 80%, the maximum improvement of 14.2% in elongation at break was attained with cycle 0.5 at time of 0.5 h as compared to N. Generally, as the time increased and control pulse mode tended to be continuous, the elongation at break decreased for nano-clay filled GF/polyester composites for both amplitudes of 40 and 80%. Figure 7(a) and (b) shows the effect of sonication parameters on the toughness of unfilled and nano-filled GF/polyester composites for amplitudes of 40 and 80%, respectively. The toughness of all nanocomposites was higher than neat GF/polyester composite. A maximum improvement of 56.4% in toughness was obtained with low amplitude of 40%, 0.5 h, and 0.5 cycle. For amplitude of 40% and cycle 0.5, as the time increased the toughness of nano-phased composites decreased. However, at cycle 1 and amplitude of 40%, increasing sonication time had no significant effect on the toughness of nano-clay/GF/polyester composites (Figure 7(a)). For amplitude of 80%, the highest toughness value with improvement of 24.6% was observed for both sonication parameters: cycle 1% with time of 0.5 h and cycle 0.5 with time of 2 h (Figure 7(b)). Figure 8(a) and (b) shows the tensile mode for both pulse and continuous control mode for both amplitudes of 40 and 80%, respectively. The maximum enhancement in tensile modulus of 20% was attained with sonication parameters of cycle 1, time 2 h, and amplitude of 80% followed by an improvement of 18.8% with sonication parameters of cycle 0.5 and at the same time and amplitude as compared to N.

Elongation to break of GF/polyester composites filled with nano-clay under different sonication parameters: (a) amplitude of 40% and (b) amplitude of 80%.
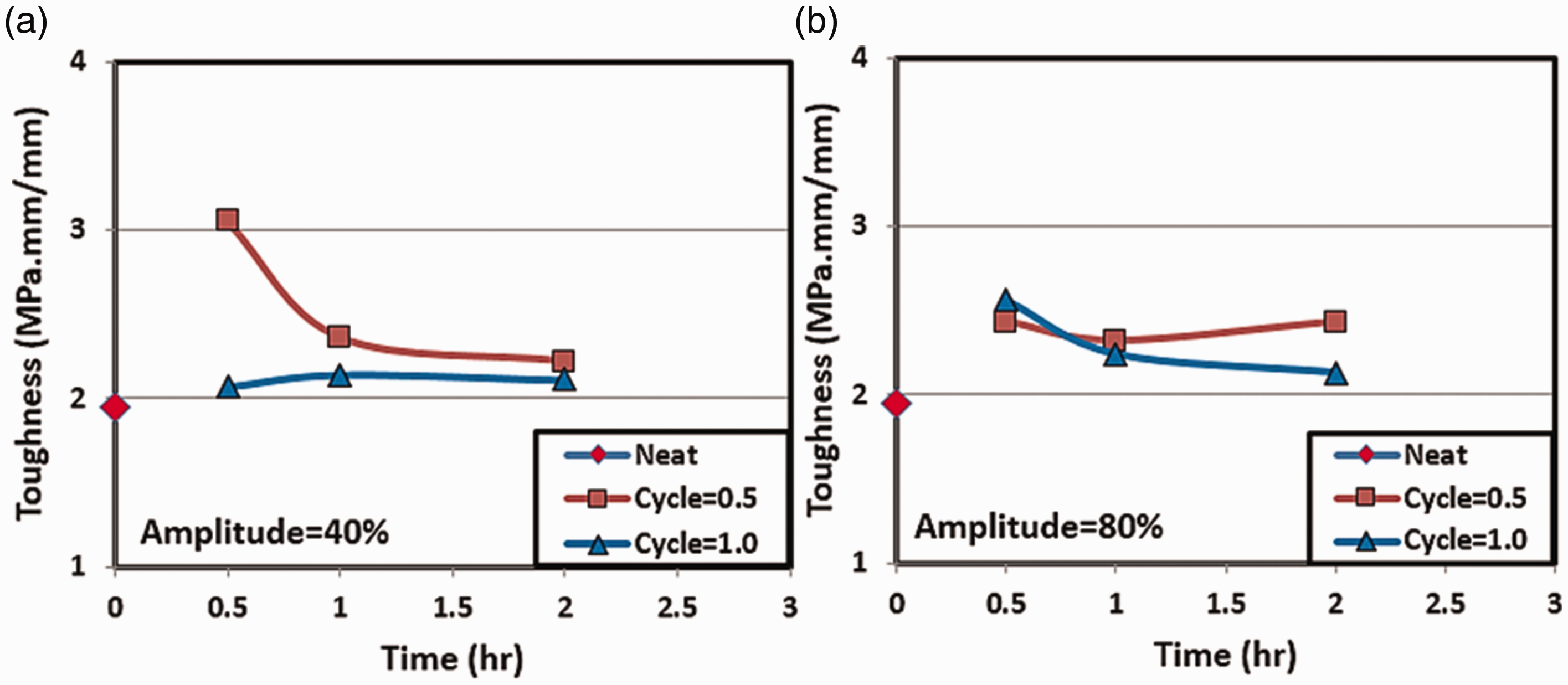
Toughness of GF/polyester composites filled with nano-clay under different sonication parameters: (a) amplitude of 40% and (b) amplitude of 80%.

Tensile modulus of GF/polyester composites filled with nano-clay under different sonication parameters: (a) amplitude of 40% and (b) amplitude of 80%.
For amplitude of 80%, as the time increased, Young’s modulus increased at pulsed and continuous sonication (Figure 8(b)). However, for lower amplitude (40%), the higher Young’s modulus was obtained at 0.5 h and pulse mode with improvement of 5.2% as compared to N.
Fracture toughness
Fracture toughness describes the capability of a material to resist fracture [29]. Fracture toughness of neat and nano-phased GF/polyester composites under different sonication parameters for amplitude of 40% and amplitude of 80% is shown in Figure 9(a) and (b), respectively. Addition of nano-clay increased the fracture toughness over neat GF/polyester composites for all sonication parameters. As depicted from Figure 9(a), the fracture toughness for amplitude of 40% clearly increased as the time increased to 2 h at 0.5 cycle till it reached a maximum improvement of 33.4% as compared to N. However, a slight increase in fracture toughness occurred as the time increased at continuous sonication mode. For amplitude of 80%, as the time increased, the fracture toughness increased at pulse mode, but decreased at continuous mode (Figure 9(b)). Figure 10(a) and (b) shows the fracture energy of neat and nano-phased GF/polyester composites under different sonication parameters for amplitudes of 40 and 80%, respectively. As compared to N, the maximum enhancement in fracture energy of 61.4% was attained with sonication parameters of cycle 0.5, time 2 h, and amplitude of 40% followed by an improvement of 48% with the same parameter except sonication with a cycle of 1 (Figure 10(a)). From Figure 10(b), for amplitude of 80% as the time increased, the fracture energy increased at pulse mode, but decreased at continuous mode. An enhancement of 42.3% in fracture energy was attained at low time of 0.5 h at continuous mode. However, by increasing time to 2 h, a clear degradation in fracture energy occurred for continuous mode. Generally, the trend in fracture toughness resembled the trend in tensile strength and fracture energy.

Fracture toughness of GF/polyester composites filled with nano-clay under different sonication parameters: (a) amplitude of 40% and (b) amplitude of 80%.

Fracture energy of GF/polyester composites filled with nano-clay under different sonication parameters: (a) amplitude of 40% and (b) amplitude of 80%.
Figure 11 shows the temperature of nano-clay and polyester mixture under different sonication parameters. As the time increased, the temperature increased for all sonication parameters. The least temperature was attained with sonication parameter of low amplitude of 40% and 0.5 cycle. However, the temperature for amplitude of 40% and 1 cycle was close to the temperature for amplitude of 80% and 0.5 cycle at all-time intervals. The temperature reached its maximum with higher amplitude of 80% and 1 cycle. It is obvious that changing irradiation mode from pulse to continuous had a significant effect on raising the temperature of nano-clay/polyester mixture. The degradation was more efficient at high ultrasonic intensities, owing to the greater number of bubbles and cavities with larger radii [13]. These cavities are illustrated in Figure 12. This figure shows the SEM of GF/polyester composites filled with nano-clay under sonication parameters of time 2 h, amplitude 80%, and continuous pulse. This figure indicates agglomerations of nano-clay. This results in a deterioration in the mechanical properties of the nano-clay/GF/polyester composites [24,30]. These agglomerations cause defects in the polymeric nanocomposites and considered as stress concentrations that produces cracks cause early failure.

Temperature of nano-clay and polyester mixture for different sonication parameters.
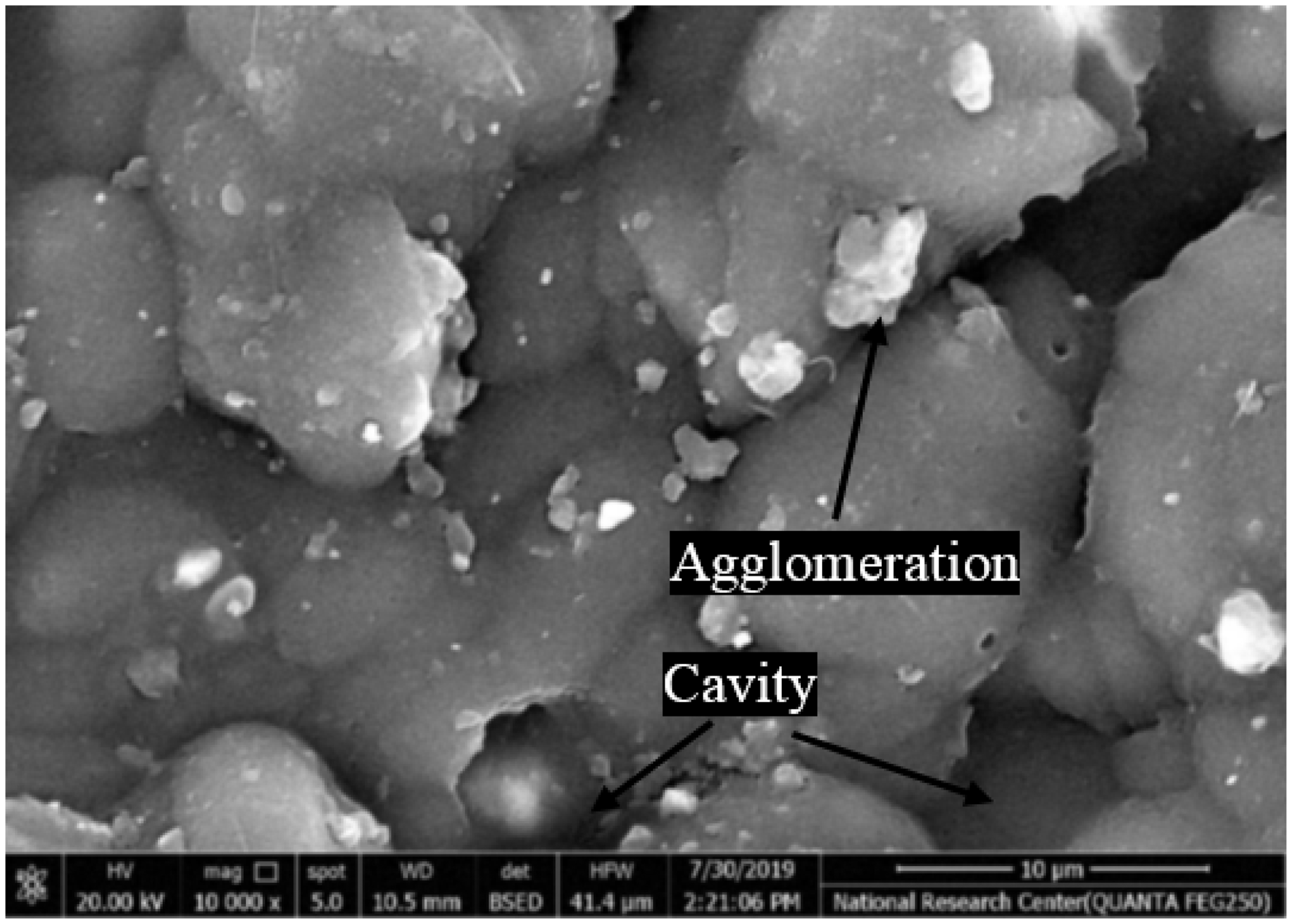
SEM of GF/polyester composites filled with nano-clay under sonication parameters of time 2 h, amplitude 80%, and continuous pulse.
Conclusions
In this work, the effects of sonication process parameters such as the amplitude percentage, the time of sonication, and the applied cycle on the tensile and fracture toughness behavior of GF reinforced polyester filled with nano-clay hybrid composites were investigated. A comparison was made with fiber reinforced polyester specimens that were unfilled with nano-clay (neat specimens). From the results, the following conclusions can be extracted: Addition of nano-clay to GF/polyester composite improved the tensile strength compared with neat specimens under all sonication process parameters. Sonication using an amplitude of 40% with pulse control mode of 0.5 cycle resulted in higher ultimate tensile strength than that of continuous cycle irrespective of the period of sonication. As the sonication time increases, the ultimate tensile strength increased for both pulse and continuous control modes. A maximum improvement of 22% in ultimate tensile strength for amplitude of 40% was attained with cycle 0.5 at time 2 h as compared to neat specimens. As the time was increased and control pulse mode tended to be continuous, the elongation at break decreased for nano-clay filled GF/polyester composites for both amplitudes of 40 and 80%. The maximum enhancement in tensile modulus of 20% was attained with sonication process parameters of amplitude of 80%, time of 2 h, and continuous cycle. As the time was increased, no significant variation in tensile modulus occurred either for pulse or at continuous modes. Addition of nano-clay increased the fracture toughness over neat GF/polyester composites for all sonication parameters, with a maximum improvement of 33.4% in fracture toughness for amplitude of 40%, time of 2 h at 0.5 cycle as compared to neat specimens. At an amplitude of 80%, as the time increased the fracture toughness increased for pulse mode, but decreased for continuous mode.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.