
Abstract
Among the agricultural crops, wheat is one of the most important and broadly planted food crops. However, abundant wheat straw resources were used to incinerate, which was a great waste of fiber resources, and meanwhile caused great pollution to the ecological environment. In this work, a simple hot compress method that used intact wheat straw with different volume fractions (20% and 30%) as a filler to reinforce the polylactic acid resin was explored to prepare a biodegradable composite by thermal compression method. Initially, the compressed wheat straw exhibited excellent tensile strength (96.86 MPa), even higher than intact wheat straw (92.18 MPa). The surface modification treatment was carried out with 2% and 4% concentrations of sodium hydroxide (NaOH). Then the tensile and bending strength of the modified wheat straw/polylactic acid composites were 32.41 MPa and 78.52 MPa, which were 22.16% and 22.44% higher than those of the untreated composites. The scanning electron microscopy images of the surface of modified wheat straw and fractured composite cross section revealed significantly rougher surface morphology and stronger interfacial bonding with the matrix. This work demonstrated the feasibility and good mechanical property of the composites reinforced with intact wheat straw by simple hot compression method, which provided a possible strategy to utilize the straw materials for multiple applications.
Introduction
Biodegradable and/or plant-derived composites, which are referred as green composites, have gained lots of attentions in the past years with the growing concerns about the environment. The 100% eco-sustainable green composites consist of natural organic fillers and a biodegradable resin as matrix. After disposal in the nature, these composites can decompose gradually with no harm to the environment. In the last few years, several studies were carried out on various aspects of green composites, and various kinds of natural fibers such as flax [1], sisal [2], wheat husk [3], and rice straw [4,5] were added to plant-derived resins, such as polylactic acid (PLA), polycaprolactone (PCL) and soya oil-based epoxy, to improve their mechanical properties[6–8]. As a kind of natural renewable material resource, wheat straw (WS) has great advantages in terms of environmental protection when used as reinforcing material [9,10]. Apart from a chemical composition of cellulose (34–40%), hemicelluloses (30–35%) and lignin (14–15%), WS has a cellulose-rich dense layer in the outmost ring and a loose texture with many voids inside the stem [11–13]. This unique physical structure makes it an excellent candidate as filler or reinforcement in green composites. In China, the annual wheat planting area is over 30 million square meters and the annual yield of main crop straw and stalk is about 604 million tons, including 115.4 and 139.6 million tons of wheat and rice straw, respectively [11]. However, most of the WS are directly burned for cooking and heating or combusted on the land which leads to not only a huge waste of valuable resources, but also serious air pollution and fire hazard.
Utilization of these lignocellulose fibers from WS can alleviate the current polluting effect and also provide a double income benefit to the farmers. The WS particles, sticks and fibers with different sizes were adopted as reinforcements or fillers to make composites by injection modeling, hot pressing or other methods [12,14,15]. Panthapulakkal and Sain [14] prepared the composites with PP (polypropylene) and 30% wheat straw fibers which were extracted by the chemical and mechanical process from WS by the injection model method. However, due to the poor dispersion of the fiber, composites prepared with chemically processed wheat straw fibers showed comparatively lower strength properties (35.5 MPa) compared to the mechanically processed fibers (40.8 MPa). In addition, Yang et al. [10] gained cellulose nanofibrils from WS via the solid state shear milling process and prepared the biodegradable composites with PLA. Yang et al. found that nanofibers can improve the crystallization of PLA, but nonetheless, as the reinforcement is a discontinuous staple, the PLA’s mechanical properties had not been enhanced either. In the above-mentioned studies, the WS tubes were grinded mechanically or dissolved chemically by power consuming or environmental hazard processes. Furthermore, the mechanical strengths of the resultant composites were also limited because the continuous WS structure was destroyed.
Cellulosic fibers are associated with non-cellulosic components such as hemicellulose, pectin, lignin and waxes, etc. [11,12]. Alkali treatment has been the simplest traditional method for cellulosic fibers to remove wax [1,12], but the fiber quality depends upon the alkali concentration, temperature and time [14]; however, decrease in the surface impurities resulted in better mechanical properties [16]. Therefore, in this study, the most suitable alkali treatment conditions and processing for WS were opted to acquire the composite with better mechanical properties.
Due to its excellent mechanical performance, and industrial availability, PLA has drawn considerable attention as a polymer matrix for green composites [9,10,17]. In addition, PLA is a biodegradable polymer formed by lactate acid and is also available from the bio-based renewable resources [18].
The wheat straw tube is a nature cellulose-based composite and possesses good tensile strength (∼90 MPa). However, in most of the previous work, the wheat straw was smashed and blended with polymer resin to fabricate composites. In our work, in order to fully utilize the wheat straw resources reasonably and obtain adequate mechanical property, the intact WS with length of 200 mm was adopted as a filler to reinforce the PLA matrix (as shown in Figure 1). The hot-compressed method was adopted to manufacture the WS/PLA composites. Furthermore, to improve the interface bonding between WS and PLA, the alkali treatment was performed [1,19]. The high-oriented and intact WS exhibited much more contribution on the mechanical property of the WS/PLA composites. The resultant composites exhibited much higher bending strength than the poplar wood and could be utilized as low-cost packaging materials.

The schematic preparation process for WS/PLA composites.
Experimental
Materials
Mature wheat straw with the length of 0.18 m–0.20 m and the diameter of 2.39 mm was harvested from Songjiang, Shanghai, one of the main resources of wheat straw in China, in early August 2018, which had a density of 0.55

The PLA pellets used in this work (a). The DSC test curve of PLA (b). The schematic diagram preparation of WS/PLA composites (c). The flow chart preparation of WS/PLA composites (d).
Chemical modification
Reagent grade chemicals were used for fiber surface modifications, namely sodium hydroxide (NaOH): ≥96% (manufactured by Sinopharm Chemical Reagent Co., Ltd. China). The concentration of NaOH was selected as 2%, 4%, 6% and 8% with the bath ratio of 1:30. Alkali treatment was carried out with 5 g samples at a temperature of 45°C for 1.5 h. After that it was thoroughly rinsed with water and was left to dry naturally for 24 h.
Preparation of WS/PLA composites
In this experiment, the PLA pellets were hot pressed for 1.5 min at 155°C and then cool down the film at 50°C and 0.6 MPa for 3 min to prepare the PLA film. The thickness of PLA film was controlled through a self-made mould. Then, the WS with the length from 0.18 m to 0.2 m was selected and dried for 3 h at 100°C. Secondly, the PLA films and WS were put in order, as shown in Figure 2(c), then put into oven for 40 min to preheat and press them for 0.5 min under 135°C. Finally, the WS/PLA composites can be obtained after cooling down at 50°C and 0.6 MPa for 3 min. The flow chart for the preparation of WS/PLA Composites is shown in Figure 2(d). During this process, all the long WS were aligned manually to ensure the good mechanical property of WS/PLA composites. This simple hot compress method had the following advantages: use of the high-oriented and WS as the reinforcement can save the process and meantime retains the mechanical strength of WS.
Tensile and bending strengths test
Tensile and flexural strengths were carried out on Material Testing Machine (WDW-02, Shanghai Hualong Test Instruments Co., Ltd., Shanghai China). Three specimens were tested in each type of testing. The tensile strength of the WS/PLA composites was determined at a test speed of 2 mm/min with 120 mm Gage Length and sample dimensions of 180 mm
Scanning electron microscopy testing
The fracture surfaces of the untreated and treated composite samples for tensile properties as well as bending test were observed under a HITACHI TM3000, Scanning Electron Microscopy (SEM) system. All samples were gold coated and SEM images were taken at various magnifications.
Results and discussion
Characterization of wheat straw
Figure 3(a) shows the optical figure of the outer surface of WS. As we can see that the cellulose microfibers were parallel to the growth direction of WS, the SEM shows its smooth surface with some small defects and mineral particles. The smooth surface was caused by the presence of wax layer and the small defects were produced in the natural growth environment. The outermost WS layer is a cellulose-rich dense structure [11]. The inside surface of WS shows the smooth layer with some regular protuberances (Figure 3(b)). Different with the epidermis, in the inside surface layer, the cellulose chains are not obviously parallel to the growth direction. In order to study whether the long WS was suitable for the preparation of WS composites by hot pressing, the WS was flattened to investigate whether the tensile strength would be significantly damaged by the collapse of the macrostructure. It was found that after flattening, the cracks were generated in the longitudinal direction, which can effectively prevent the expansion of the fissure in the cross-sectional direction of WS. Figure 3(c) and (d) clearly shows different fracture morphologies. Thus, the flattened WS exhibited the better tensile strength (96.86 MPa) and modulus (3.04 GPa), as shown in Figure 3(e). In addition, WS was pressed at high temperature during the preparation, and the tensile properties of WS at different temperature (150°C–180°C) were tested and compared. It can be seen that the strength of WS decreased with the increasing temperature (Figure 3(f)). However, WS can still have good monolithic mechanical properties, and the loss due to temperature is acceptable.
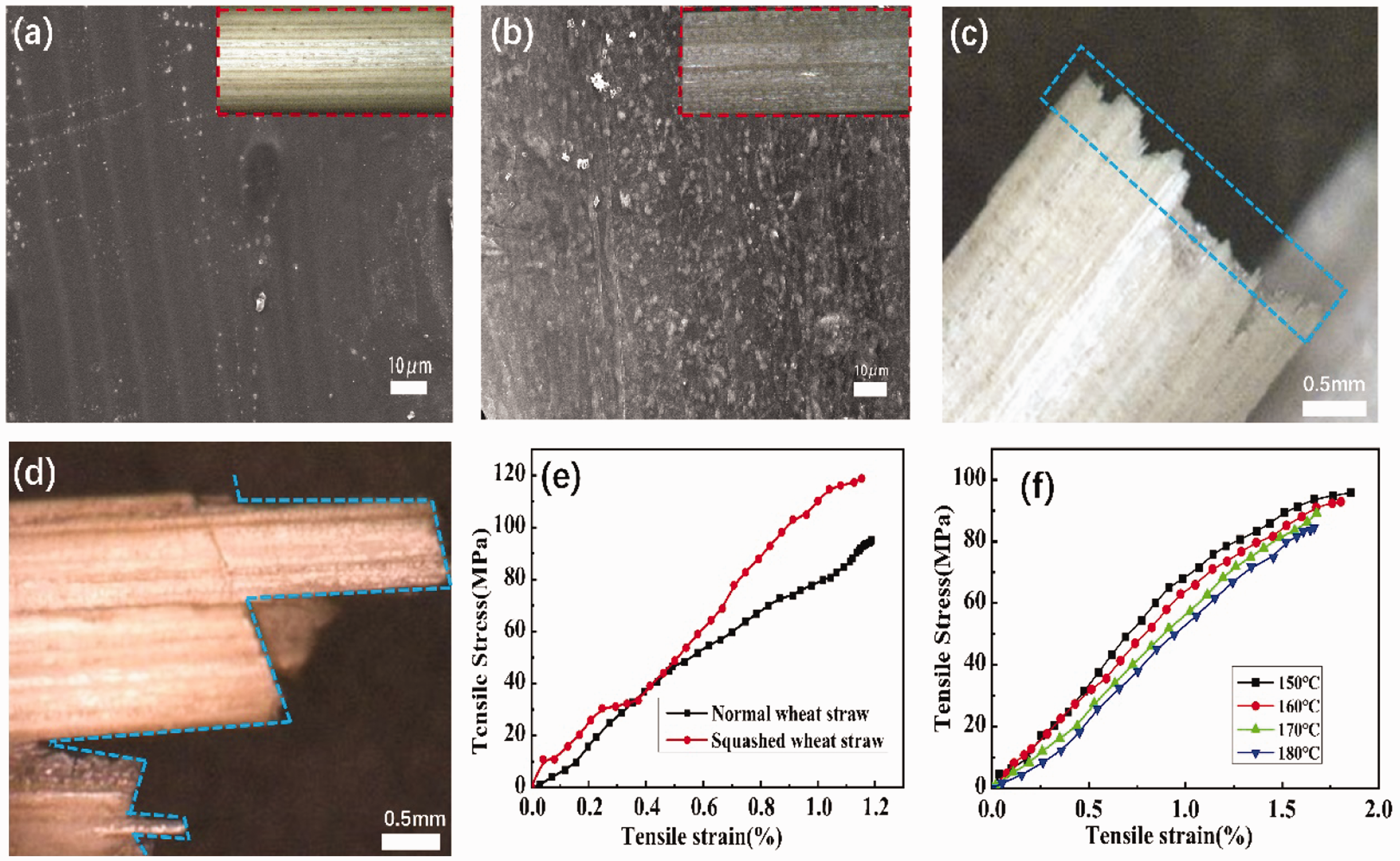
The SEM showed the smooth layer of WS on epidermis (a), and inside surface (b). The fracture morphologies of normal WS (c) and flattened WS (d). The tensile stress–strain graph of normal and flattened WS (e), and at different temperature (f).
Tensile and bending properties of untreated WS/PLA composites
The mechanical properties of the composites with different WS content have been tested, including the transverse tensile (perpendicular to the length of WS), longitudinal tensile (parallel to the length of the WS) and bending. It can be seen from Figure 4(b) and (c) that the transverse tensile strengths of WS/PLA composites with a volume content of 20% and 30% were 21.61 MPa and 23.59 MPa, respectively, both lower than that of the PLA (25.09 MPa). The modulus of the WS/PLA composites increased from 1% strain, which can be explained as follows: In transverse tensile, WS was perpendicular to the tensile direction. And the interface between the WS and PLA bears most of the tension. When the strain increased to around 1%, the bonding interface between the WS and PLA began to debond. And then, the WS could be aligned a little with tensile direction. Therefore, the modulus increased from 1% strain due to the tensile modulus of the WS (3.04 GPa) much higher than that of the PLA resin (742.32 MPa) .When the volume fraction of WS increased from 20% to 30%, the longitudinal tensile strength increased from 26.53 MPa to 30.14 MPa, and the elongation at break decreased; nonetheless, the tensile modulus increased from 1.74 GPa to 1.98 GPa. Figure 4(d) shows the WS/PLA composites bending of the stress–strain curve. When the volume fraction of the WS increased from 20% to 30%, the bending strength of the straw increased from 64.13 MPa to 74.26 MPa. Figure 4(e) shows the tensile fracture sections of WS/PLA composites. As shown in Figure 4(f), there was little resin on the WS pulled out, which indicated that the resin was poorly integrated with the WS interface, and this was one of the main reasons for the poor mechanical properties of composites. Therefore, it is necessary to modify the surface of WS to enhance the mechanical properties of WS/PLA composites.

The sample of resulting WS/PLA composites (a). The transverse tensile stress–strain graph (b), longitudinal tensile stress–strain graph (c), and bending stress–strain graph (d). The image of tensile fracture sections (e) and the SEM showed poor interface between WS and PLA (f).
Interfacial modified WS/PLA composites
The surface of the WS was coated with a layer of wax that made the outer surface smooth and flat. Thus, it was difficult for WS to adhere and bond to the resin, which can affect the interface and mechanical properties of the composites. Alkali treatment had been an effective method for removing wax from the surface of natural fibers [1,16,22–25]. Huda et al. [16] used alkali and silane to treat kenaf fibers. They found that the alkali-treated fiber-reinforced composite significantly improved the mechanical properties. In this work, WS was treated with alkali to remove the wax on the surface. This approach served two purposes. Firstly, the smooth waxy surface on the WS was removed, and the lumpy cellulose bundles on the surface increased the surface roughness which results in a better mechanical interlocking [16]. Secondly, it increases the number of possible reaction sites for PLA forming hydrogen bonds with cellulose molecules, even though PLA has fewer polar groups [26]. The removal of wax on the surface of WS provided the possibility for the binding of cellulose molecules to PLA. Figure 5(a) shows the schematic diagram of WS modification and Figure 5(b) shows the surface of the untreated WS. It can be seen that the surface of the untreated WS was covered with a layer of wax, which made the WS and PLA difficult to bond, and thus the interface performance was poor. Figure 5(c) shows the surface of 2% NaOH-treated WS. The waxy, colloidal, impurities and dirt on the surface of WS were basically removed, and the cellulose nanofibrils oriented along the length direction of WS can be clearly seen. Figure 5(d) shows the surface of 4% NaOH-treated WS. It can be seen that the etching effect of the high concentration of NaOH on WS was intensified, and the surface of WS was almost completely etched. Besides, the hydrolysis of part of the cellulose produced micro structure damage, which might cause a large decrease in the strength of WS itself.
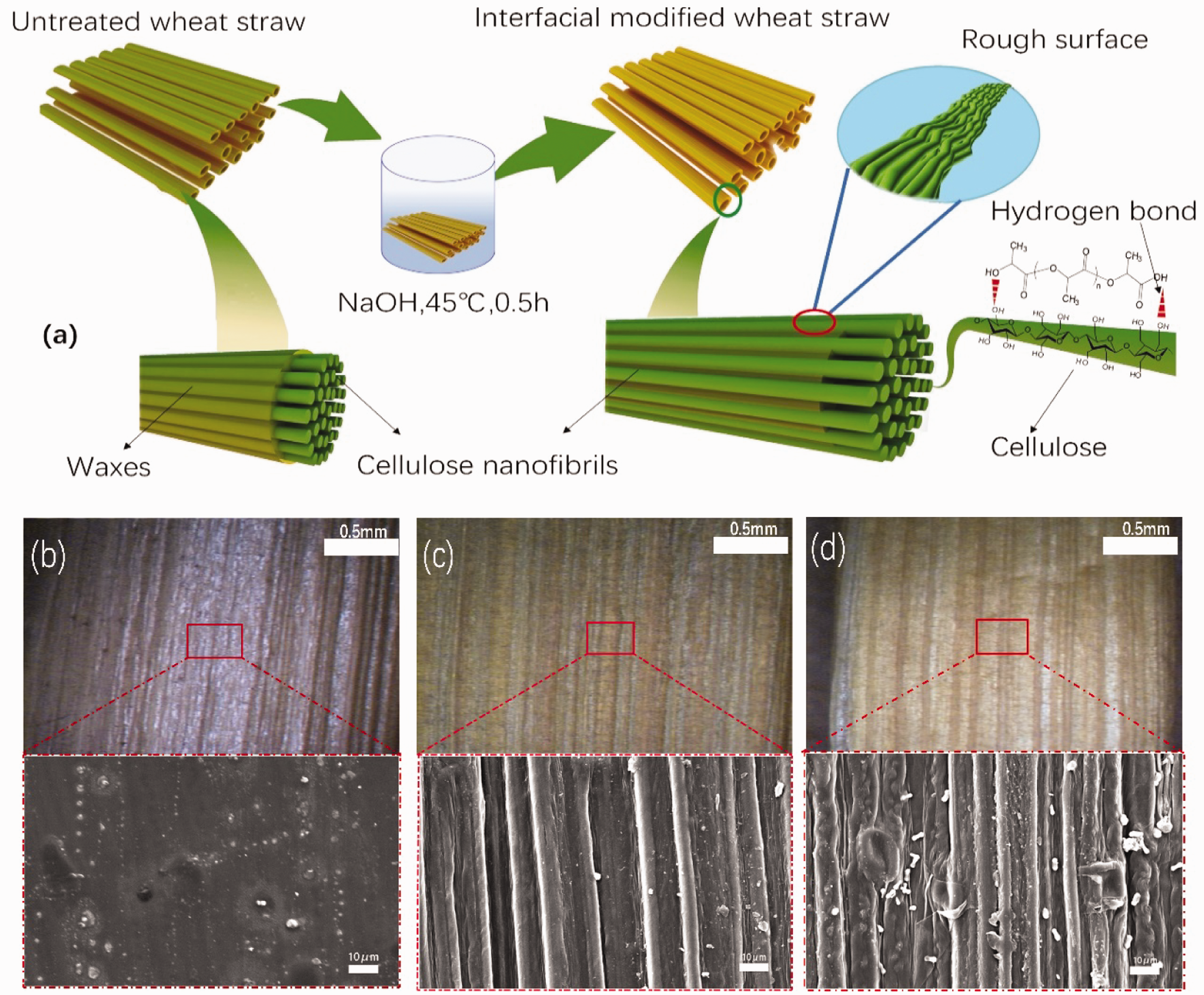
The schematic diagram of WS modification (a). The surface image of the untreated WS (b), after the treatment with 2% NaOH (c), and after the treatment with 4% NaOH (d).
Tensile and bending properties of alkali-treated WS/PLA composites
In order to study the effect of the modified WS on the properties of the composites, the 2% and 4% NaOH-treated WS was used in this experiment as reinforce agent. Figure 6(a) to (c) shows the test curves of mechanical properties of the modified and unmodified WS composites. Figure 6(a) shows that the composites made from 4% NaOH-treated WS had the best transverse tensile strength (29.02 MPa) in this experiment, which can be explained by the theories mentioned above. The interfacial properties of WS and PLA played a major role in transverse tensile. It can be seen from Figure 5(b) to (d) that 4% NaOH treatment had the most serious etch on the surface of WS, and therefore the 4% NaOH-modified WS had the best interfacial properties with PLA. It can be seen from Figure 6(b) and (c), that 2%NaOH-treated WS composites had better longitudinal tensile and bending strength in this work.
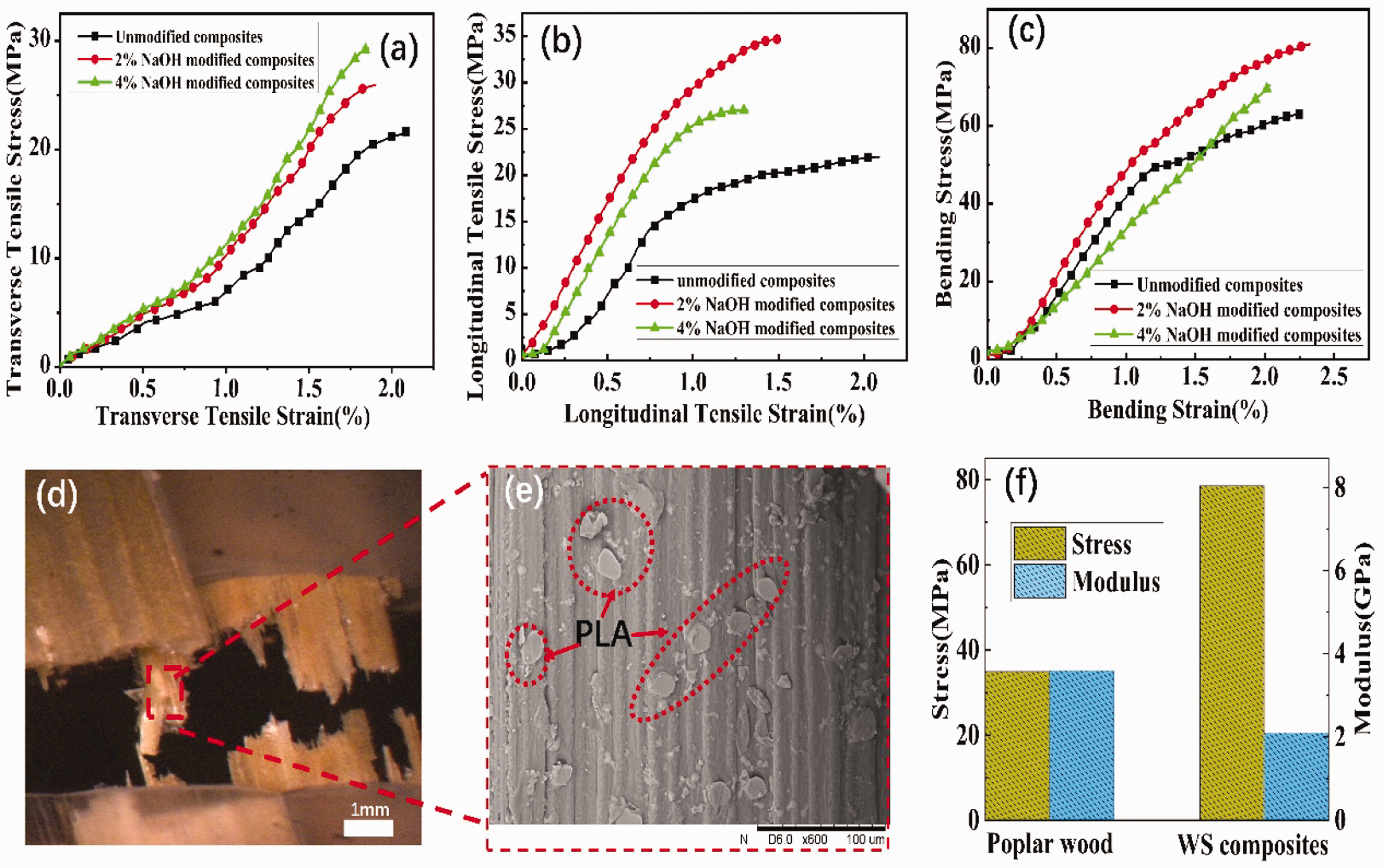
The different WS/PLA composites transverse tensile stress–strain graph (a), longitudinal tensile stress–strain graph (b), and bending stress–strain graph (c). The image of tensile fracture sections of modified WS/PLA composites (d) and the SEM showed good interface between WS and PLA (e). The bending properties of the composites in our work and poplar wood (f).
Compared with the unmodified WS composites, their longitudinal tensile strength (32.41 MPa) and bending strength (78.52 MPa) increased by 22.16% and 22.44% respectively. It can be attributed that the surface modification of WS by NaOH significantly removed the impurities and decreased the moisture absorption, and hence increased the surface roughness, wettability and interfacial bond strength with matrix, which resulted in improved longitudinal tensile properties of WS/PLA bio-composites. The longitudinal tensile and bending strength of the 4% NaOH-treated WS composites was also improved, but the high concentration of alkali can destroy the micro structure of WS. So, the increase on longitudinal tensile and bending strength of the 4% composites was not very significant. Figure 6(d) shows the tensile fracture section images of 2% NaOH-treated WS/PLA composites. Figure 6(e) shows that there was sufficient PLA adhesion on the surface of modified WS. This indicated that the alkali treatment can effectively improve the interface performance. Therefore, the mechanical properties of the surface-modified WS/PLA composite had been greatly improved. Composites made from crop fibers instead of wood as packaging materials were attracting more research attention [8,23,27]. The bending strength (78.5 MPa) of the composites in our work was compared with poplar wood (34.9 MPa) which was one of the common packaging materials [28]. As shown in Figure 6(f), the resulting WS/PLA composites obtained good mechanical properties. Therefore, it can be widely used in the field of packaging as a wood substitute.
Conclusions
In this study, a low-cost and degradable composite was prepared by a simple hot compress method. As a degradable composite, its mechanical properties will increase evidently through using high-oriented WS reinforced PLA. Compared to the PLA resin, the tensile strength of WS/PLA composites increased by 17.3% and the modulus increased by 166.8%. After 2% NaOH treatment, the transverse and longitudinal tensile strength of the composite increased by 24.20% and 22.16% compared with the untreated WS/PLA composites. The WS/PLA composites exhibited high bending strength (78.5 MPa) and modulus (2.1 GPa). It can be used as a wood substitute and has a wide application prospect in the field of packaging. This method is promising to be widely used in various straw material-reinforced composite. Nonetheless, more profound researches are needed to maximize the rational use of renewable materials.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was financially supported by the Fundamental Research Funds for the Central Universities (Grant No. 2232019 G-02) and DHU Distinguished Young Professor Program, Shanghai Natural Science Foundation (Grant No. 17ZR1400800), open fund of Shanghai center for high performance fibers and composites.