
Abstract
An experimental investigation on tearing behaviour of a coated fabric used in aerostat/airship has been undertaken. The tear tests have been conducted on bi-axial set up and pressurised cylinder. Tear propagation was studied by inducing dynamic tear on a bi-axially stressed coated fabric through a falling dagger. The influence of traverse rates, 1–500 mm/min, on tear strength under uniaxial loading was also studied. Thiele’s empirical equation has been found to fit the data of bi-axial tests and cylinder tests. The instantaneous tear on a bi-axially stressed fabric when left under constant stress for some duration lead to failure of fabric at even 15% lesser than critical tear slit length in about 15 min. The tear strength of the coated fabric was found to be less at 1 mm/min traverse rate while remaining nearly constant for higher rates of traverse. The critical tear length not only depends upon inherent tear strength of material, diameter and pressure of envelope but also on the time for which the tear remains under creep.
Introduction
Coated and laminated fabrics are used in inflatables such as aerostat, airship, radome, dinghies, etc. and tensile structures such as tents, sport stadiums, transportation and commercial constructions. One of the problems that is encountered in actual use of inflatable structures is catastrophic tear that leads to huge loss of resources. It is therefore important to know that in inflatables, the causes of tear, the mechanism of tear, factors affecting tear, the critical tear length beyond which it can tear catastrophically and evolve ways and means to mitigate tear. The causes of tear in airships and factors affecting tear propagation in inflatables are reviewed briefly.
The incidents reported on failure of envelope material of airships [1–5] conclude that the prime reasons of failure are: (i) catastrophic tear of airship after coming in contact with some sharp object and (ii) seam opening followed by tear. Durney [6] states that the catastrophic failure of aerostats in high winds tends to occur due to a localize failure of the envelope that then propagates into a massive tear.
Among the various tear methods for fabrics like Tongue, Wing Rip, Trapeziod, etc., the cut-slit tear method is considered as an acceptance test for the airship hull materials, as per FAA-P-8110-2 Airship Design Criteria [7], as it simulates the tearing of envelope in a better manner [8] in terms of the tear propagation and tear stress distribution.
Summarily, uniaxial, bi-axial, dome-shaped bursting and pressurized cylinder-based experimental techniques have been used to study the factors affecting tear propagation and to estimate critical tear length in airships. Topping [9] investigated the effect of slit length, cylinder diameter and slit width on the bursting strength of pressurized fabric cylinders (Figure 1), made of neoprene-coated polyester fabric. It was found that the burst strength reduced with increased slit length and cylinder diameter while it remained independent of the cylinder length and width of the slit. The experimental data was modelled using four different theories, and it was concluded that none of the models estimated the burst stress very accurately. However, an equation (1), derived from Griffith’s theory of rupture requiring three empirical constants, has been reported to fit the data well [9]


Pressurised cylinder with longitudinal slit [9].
Lagerquist and Keen [10] conducted test on diaphragm-based dome-shaped burst tester on Kevlar-based material and found relationship between initial cut-slit length and critical tear strength. However, this kind of burst tester does not simulate the real-time stresses of airship envelope.
As envelope experiences bi-axial stresses during actual use, tear propagation in the presence of bi-axial stresses has been extensively studied recently [11–19]. Minami and Motobayashi [11] carried out uniaxial and bi-axial tearing tests on specimens containing cut-slits at different orientations and with circular defects. It was found that the tearing strength is the least under uniaxial tension with slit angle perpendicular to the application of stress. Happold et al. [12] studied the influence of cut-slit length by taking PTFE-coated glass fabric sample of 400 mm × 800 mm and found that with cut slit of 40 mm, 75% strength loss occurred. Liu et al. [13] used a customised bi-axial stressing device and found that in a 50 mm × 50 mm cross-shaped high strength fabric laminate with polyurethane coating, a 10 mm cut-slit length resulted in strength loss of 38%. Bai et al. [14] evaluated the cut-slit tearing resistance and notch sensitivity (holes) of PU film-based Kevlar plain-woven laminated fabric. It was found that even 1 mm cut slit resulted in about half of tensile strength loss while notch sensitivity with different diameter holes is insignificant. Bigaud et al. [15] conducted the uniaxial and bi-axial tear tests on uncoated and PVC-coated polyester fabric with orientation range from 0° to 60° with steps of 15° at loading speed of 0.1 mm/s. It was found that coating itself reduces the tearing strength by nearly 60%, and the tear propagation follows two failure modes – sudden and progressive which is dependent upon slit length, orientation and ratio of loads in bi-axial direction. Luo et al. [16] conducted bi-axial loading on two kinds: PVC-coated warp-knitted fabrics with three different slit lengths and seven orientations. The tearing strength was found to decrease with increase in slit length and increase in orientation angles. Meng et al. [17] compared the results of cut-slit orientation of Vectran®-based laminated fabric with four empirical equations and concluded that slits can be modelled. Based on the projection of the orientation of slit, equivalent slit length has been established in few studies [15,18–20]. Therefore, higher the orientation angle, lower is the equivalent or effective tear length.
The tear strength itself has no definite relationship with the actual tear propagation [21]; therefore, several studies [8,18,21,22] have been carried out to establish relationship between tearing strength and tear propagation in order to ascertain safe tearing limits of envelope material. Thiele [22] attempted to correlate cut-slit tear strength with critical slit length using various small diameter cylinders of actual airship envelope material and two full-sized airships with diameters near 9.4 m. Critical slit length had been defined as the point at which the yarns at the ends of a tear can no longer hold the stress and break rapidly until the stress was sufficiently reduced. The tests showed good correlation between critical slit length and cut-slit tear strength as shown in equation (2) [22]


Miller and Mandel [8] tried to correlate cut-slit tear testing with tear propagation on inflatable cylinders using the equations derived by Thiele [22]. Maekawa et al. [21] carried out both bi-axial tensile test and a pressurized cylinder test to find the critical tear slit length of very high strength to weight ratio Aluminised Tedlar® film-based Zylon-laminated fabric having breaking strength (BS) of 997 N/cm and weight of 157 gsm. The bi-axial tests were conducted on testing machine on cruciform-shaped specimen with traverse rate of 1 mm/min in warp and 0.5 mm/min in weft to impart stress in warp and weft in the ratio of 1:2. The cylinder test was conducted at a pressure gradient of 1 kPa/min. The data was modelled based on Thiele’s equation and stress field factor, and both the equations fitted the data well.
According to the aforementioned literatures, an experimental investigation is the main way to determine the tearing behaviour of inflatables; however, none has attempted to induce the failure dynamically into the inflatable as would likely to happen in an operational airship. In all the tests reported, the slit has been made in the unstressed (uninflated) state. In general, aerostat or airship of non-rigid envelope typically has two flexible compartments – one hull that contains the helium and provides the lift and another ballonet that contains air and is required to maintain the overall pressure inside hull within permissible operational limits to cater for aerodynamic wind loads and pressure variations due to change in altitude, temperature and loss of helium from hull. Air blowers are attached with the ballonet to pump-in or pump-out air to maintain pressure. In real-time flying situations of aerostats/airships, it may so happen that the tear may remain undetected and unrepaired for some time. In that eventuality, the blowers of the ballonet will turn on to pump air inside, and the pressure inside the hull may remain nearly constant for some duration wherein the helium escape from the hull is countered by the air pumped in into the ballonet till it reaches its maximum volume limit. However, from the foregoing, none of the researchers have taken ‘time factor’ into consideration. A related study has been done by Wang et al. [18]; however, the strain rates do not vary much i.e. 3–10 mm/min, and it was concluded that the strain rate has no remarkable effect on tearing strength.
Keeping this in view, it was planned to conduct a study with particular emphasis on ‘dynamic or instantaneous tear’ and ‘time factor’ for studying the propagation of tear of coated fabric under uniaxial and bi-axial stress. Initially, it was attempted to establish correlation between a customized bi-axial stressing device and pressurised cylinder test, similar to studies done by Maekawa et al. [21] on a light weight PU-coated nylon envelope material. When it was established that the tear on customized bi-axial stressing device can be taken as representative of tear in inflatable, then it was planned to carry out dynamic/instantaneous tear on to the fabric under bi-axially stressed condition using sharp object and observe the behaviour of the fabric with respect to time, i.e. the time when the tear in the bi-axially stressed fabric propagates and results into catastrophic failure. After finding that the time has bearing on catastrophic failure of bi-axially stressed fabric, uniaxial cut-slit tear tests were conducted on Universal Testing Machine (UTM) with varying rates of traverse of crosshead to observe the effect of time. It is felt that this investigation could provide one more factor, time, that needs to be considered for the estimation of safe tearing lengths in envelope materials.
Materials and methods
Materials
Polyurethane-coated nylon fabric was chosen for the study. The fabric was made from 210 denier Nylon 66 yarn having 34 filaments in the cross section. A brief technical description of the fabric is given in Table 1. The fabric has nearly 100 g/m2 of polyurethane coating on each side.
Material characteristics.

aCut-slit tearing strength when tested at traverse speed of 250 mm/min.
Testing methods
The following tests were performed.
Bi-axial tear test
The tests were conducted on a cruciform-shaped coated fabric specimen with rounded edges on a customised bi-axial stressing device in which cut slits (30, 60, 90 and 120 mm) were made along the warp direction (Figure 2). The fabric was bi-axially stressed on the device keeping warp to weft stress ratio 1:2. The stress was applied using an assembly of rotatable rods, pulleys and dead weights (Figure 5). The fabric was mounted on self-tightening mechanism on rotatable rods. One end of the rotatable rod is connected with pulley that can be made to rotate on application of dead weight, and the torque on the pulley is transferred through the rotatable rod to the fabric as linear stress. The dead weights were mounted in steps to increase the stress on to the fabric by 1.96 N/cm in weft direction and 0.98 N/cm in warp direction. The dead weights were increased at an interval of 20 s till it leads to the propagation of the tear resulting into catastrophic failure. Three samples were tested.

Test specimen of bi-axial tear test.
Pressurised cylinder test
The pressurized cylinder test (Figures 3 and 4) was conducted on a cylinder (2 m length and 0.4 m diameter) with slit parallel to the longitudinal axis following the method adopted by previous researchers [8,20,21]. Maekawa’s [20] method of pressurization was followed with slight modification so as to simulate the test conditions of bi-axial tear test described in the previous section. Fabric of appropriate size was taken, and a cut (30 mm) was made at an appropriate place. A PU film (150 mm × 50mm) was pasted on the underside. The fabric was rolled, and the edges were sealed on RF sealing machine. There were two air inlet nozzles attached to the fabric cylinder, one for filling pressurized air from compressor and another for pressure sensor. The pressure sensor used was a hand-held Manometer HTC model PM 6205, which has USB computer interface.
Sketch of pressurized cylinder.
Pressurized cylinder.
From the data obtained from the bi-axial tests, equivalent air pressure was estimated making use of equation (3).
Initially, a 30 mm slit was made, and air inside the cylinder was filled to about 50% of estimated pressure. The pressure was increased in steps of 1.96 N/cm (or 9.8 N/m2) and waited for 20 s to observe whether the tear started to propagate or not. In case of no propagation of tear, the pressure was increased to the next level. The process was continued till the time the tear started to propagate. At the onset of tear propagation, the pressurization was stopped immediately, the inflated fabric cylinder was depressurized and the pressure recorded. The previous slit (30 mm) was further cut to attain a length of 60 mm, and the experiment was repeated following the same procedure. The process was continued for enhanced slit length of 90 and 120 mm. Two such tests were carried out.
Tear propagation due to instantaneous puncture
Fabric sample was mounted on the bi-axial device and loaded to the predetermined stress level obtained from bi-axial tests (Figure 5). The sample was subjected to instantaneous/dynamic tear through a falling dagger. The dagger was V-shaped with sharp edges as shown in Figure 6. One horizontal arm holds the dagger with sharp tip facing the centroid of bi-axially loaded fabric, and the other end of the arm was free to slide on a vertical pipe. The dagger was allowed to fall under gravity from a fixed height and hit the fabric specimen to make an instantaneous tear along warp direction. Based on video captured using GoPro camera with frame rate of 60 frames/s, the propagation of tear length just before the catastrophic tear was observed. The time duration from the onset to the final catastrophic failure of the tear was recorded using a stop watch. The width of dagger (L) was changed from 60 to 57 mm, 54, 51 and 48 mm in order to create an initial corresponding slit length. Two tests were performed for each slit width.

Bi-axially loaded fabric specimen.

Dagger-shaped metal sheet for instantaneous tear.
Uniaxial tear test at different rates of traverse
These tests were conducted on UTM, ZwickRoell Z150 kN, with fabrics under uniaxial loading with slit orthogonal to the direction of load. The traverse rate of the crosshead was varied: 1, 10, 100, 250 and 500 mm/min. The fabric test dimensions, slit length and grips width were 101.6 mm × 152.4 mm, 32 mm and 25.4 mm, respectively (Figure 7) as per FAA-P-8110-2 [7]. The peak tear stress and the time taken to reach the peak stress were recorded. Five specimens were tested.
Fabric specimen, cut-slit size and gripping width for uniaxial tear test [7].
Results and discussion
Bi-axial tear tests
The bi-axial tear test and pressurised cylinder test results are given in Table 2.
Biaxial tear and pressurised cylinder tests result.

With the increase in slit length, the tear strength decreases progressively; however, the decrease in tear strength is not proportional to increase in slit length. A similar observation can also be made for the pressurized cylinder test results. The tear strength in bi-axial tear tests is greater than pressurised cylinder test due to bulge or curvature of cylinder as described by previous researchers [9,21]. The test results obtained by bi-axial test method, given at Table 2, were fitted into Thiele’s [22] empirical formula given in equation (3) for flat surface. The values of constants C and n were determined by least square method using MS Microsoft solver. The constants C and n obtained were found to be 0.84 and 0.43, respectively.
Pressurised cylinder tear test
Using the values of coefficients obtained from bi-axial tear test i.e. C = 0.84 and n = 0.43, stress required to initiate tear for pressurised cylinder test was estimated using equation (2). It can be seen (Table 3) that there is a reasonable match between the tear stress observed between estimated and actual pressurised cylinder test results. The estimated values are slightly higher than the actual values.
Pressurised cylinder test – estimated versus actual test result.
The actual and estimated values, using Thiele’s empirical equations for both bi-axial and pressurised cylinder tear test methods, are shown in Figure 8. There is a good correlation between the results, similar to the observation made by Maekawa et al. [21]. The correlation between bi-axial and pressurized cylinder tear test data is 0.99. Therefore, it can be concluded that bi-axial tear tests on customised bi-axial stressing device can be taken as close simulation of pressurised cylinder tear tests or actual tear in aerostat/airship envelope materials.

Comparison of biaxial and pressurised cylinder tear-tests with average of actual test values and Thiele’s empirical equation.
The difference observed between estimated and actual pressurised cylinder test results could be due to the fact that in order to prevent catastrophic tear in pressurised cylinder test, the pressure at which tear just started to propagate has been taken as the limiting tear pressure. However, had further pressurization been continued, the tear might have propagated further, culminating into catastrophic failure and a higher pressure would have been recorded.
Tear propagation due to instantaneous puncture
The tests were conducted to see the effect of dynamic/instantaneous tear and time on tear propagation of bi-axially stressed fabric as described in ‘Experimental methods’ section. The fabric was mounted on bi-axial stressing device and subjected to a minimum stress value (37.3 N/cm) that resulted in tear failure at 60 mm slit (Table 2). Daggers having different widths of sharp edges were allowed to fall under gravity on the stressed fabric to initiate different instantaneous cut lengths. The data is tabulated in Table 4.
Effect of dynamic/instantaneous and time-dependent tear on biaxially stressed fabric.
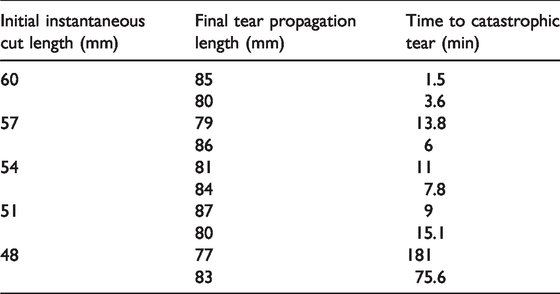
In all the cases, the catastrophic failure did not occur instantaneously i.e. at the time the dagger hit the fabric. The tear was found to propagate slowly on both sides of the cut edges, and after some time only, it resulted into catastrophic failure. The time elapsed before the catastrophic failure can be seen to increase with decrease in width of the dagger’s edge. However, the tear propagation length remained practically same. The time required for catastrophic failure increased phenomenally as instantaneous cut length is decreased.
It is seen that even with 51 mm slit length which is 15% lesser than critical cut-slit length (60 mm) as obtained by bi-axial test, the tear propagated gradually for 15 min prior to catastrophic failure, provided the bi-axial stress is maintained at constant level.
Uniaxial tear at different rates of traverse
The effect of rate of traverse on cut-slit tearing strength is shown in Figure 9. Tear strength can be seen to increase from 1 mm/min traverse rate to 10 mm/min traverse rate and thereafter remains fairly constant. There is a significance difference (>98% confidence level) in tear strength between initial rate (i.e. 1 mm/min) and rest of the higher rates of traverse. However, there is no statistically significant difference amongst the results for rest of the other rates of traverse i.e. 10–500 mm/min.
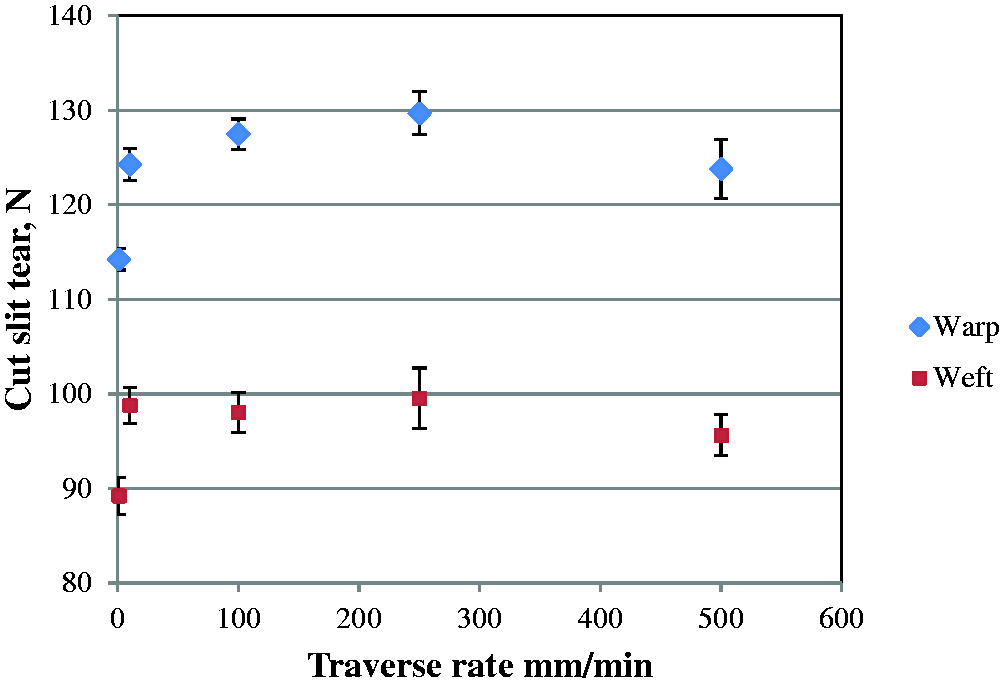
Effect of rate of traverse on cut-slit tearing strength.
The time taken to reach maximum tear strength in samples from 1 to 500 mm/min varies from 0.55 to 434 s. Therefore, when the peak tearing strength trend is plotted w.r.t. to log of time, as seen in Figure 10, a clearer picture emerges out. The time to tear with traverse rates of 10–500 mm/min is <1 min, and there is not much variation in tear strength values, while the time to tear at traverse rate of 1 mm/min is about 7 min which results in 6.7–11.9% lesser tear strength realization than other rates. This suggests that the extended time can adversely affect the tearing strength. This data is in contrast to previous observation by Wang et al. [18]. In their case, the traverse rate was limited to 3, 5 and 10 mm/min, and therefore, the time to break may not be significantly different. Further, the base fabric (ultra-high molecular weight polyethylene) and the coating polymer matrix were different.

Effect of time to tear on cut-slit tearing strength.
Conclusion
PU-coated nylon fabric envelope material was subjected to four types of tear tests – static bi-axial, pressurized cylinder, instantaneous and time-dependent tear under bi-axially loaded condition and uniaxial tear with different traverse rates. Tear propagation characteristics were observed.
With the increase in slit length, the tear strength decreases progressively. Thiele’s empirical equation was found to fit both bi-axial and cylinder tests results well.
The instantaneous tear on a bi-axially stressed fabric when left under load led to failure due to creep phenomenon. In uniaxial tear tests conducted at different rates of traverse (1–500 mm/min), the tear strength was found to increase initially (from 1 to 10 mm/min). However, further increase in traverse rate, it remained practically constant.
The results clearly indicate that for coated fabrics, not only the slit length is critical, but also the time the tear on the envelope of aerostat/airship is left un-repaired. The tear may propagate at a lesser stress if the pressure in the envelope is maintained. The tests reveal that dynamic condition is not that detrimental as extended time over which a tear remains unattended since creep factor start playing its role.
Footnotes
Acknowledgements
The authors are thankful to Mr AK Saxena, Director, and Mr SK Pal, Associate Director, ADRDE, DRDO, Agra, for constant motivation and granting permission to publish this work.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.