
Abstract
This study evaluates the influence of hybridization on the flammability, thermal, dynamic mechanical and impact properties of bamboo–glass hybrid polypropylene composites. Flammability tests using cone calorimetry show that the hybrid composites performed better than the glass–polypropylene (GPP) composites, exhibiting a minimum reduction of 19% on the heat release rate (HRR) and smoke release as well as taking longer to ignite. Thermogravimetric analysis (TGA) reveals that the hybrid composites are thermally more stable before starting to degrade at 275°C and fully degraded at 400°C. The dynamic mechanical analysis shows an increase in the storage modulus indicating higher stiffness and lower damping ratio in the case of hybrid composites. The charpy impact strength of the hybrid composites was increased to 1129.2 J m−1 compared to 530.9 J m−1 of bamboo–polypropylene composites. These results indicate that, by replacing several layers of glass with bamboo fabric in GPP composites, a hybrid concept is feasible for developing an excellent and economical lightweight composite.
Introduction
In recent years, glass fibre-reinforced thermoplastic composites have been widely used to fabricate various automotive components. However, the demand to reduce the usage of glass fibres has been increasing with the aim of producing more environmentally friendly composites. As a replacement for glass fibres, natural fibres are increasingly used as reinforcement in automotive components such as door panels, trim parts, load floors, seats, compartments and cabin lining.
The applications of natural fibre-reinforced composites (NFRCs) have grown rapidly during the last few years, in particular with regards to the use of flax, hemp, sisal and kenaf in automotive components. Based on its anatomical properties, ultra-structure and fracture mechanisms, bamboo establishes itself as a superior natural fibre among other known natural fibres. 1 Therefore, bamboo fibre has the potential, being strong, abundant and cheap, to generate considerable interest in the automotive industry.
Most of the available literature on bamboo fibre-reinforced composites (BFRCs) based on thermosetting resins and thermoplastics have focussed on understanding the performance of short BFRCs; only a few 2 –4 studied the usage of woven bamboo fabric as reinforcement with regards to the mechanical properties of the resulting composites, their processing and the effects of the fabric stacking sequence.
Hybrid composites are characterized by the use of two or more types of fibres embedded in a matrix as the reinforcing phase. They exhibit unique characteristics that can be tailored to meet the desired design requirements in a more cost-effective way than conventional composites. Some of the specific advantages of hybrids over conventional composites are balanced strength and stiffness, balanced thermal distortion stability, fire-resistant behaviour, reduced weight and/or cost, improved fatigue resistance, reduced notch sensitivity, improved fracture toughness and impact resistance. 5
During the last decade, there has been growing interest in hybrid materials based on synthetic fibres (mainly glass fibres), 6,7 and natural fibres with the aim of manufacturing more environmentally friendly composites. A number of studies have been carried out using glass-NFRCs, such as glass–bamboo, glass–hemp, glass–jute, glass–sisal, glass–oil palm, glass–coir and glass–pineapple leaf composites. 8 Most research on hybrid composites with thermosets or thermoplastics has focussed on the physical and mechanical properties of the composites.
With the mounting interest in the NFRCs due to environmental awareness, flammability has been an issue for these materials to be readily accepted in the aeronautical industry. 9 –15 Recently, there has been more research 16 –27 into the fire performances of these materials. However, most of the research on NFRCs investigated the effects of fire retardants to promote the fire performance of NFRCs. 28 Therefore, this research focuses on the effects of hybridization to increase fire resistance of the composites by using the bamboo and glass fibres. The study of the flammability performance of synthetic–natural fibre hybrid composites is still rare to come by and the only one found so far is a quantitative investigation on the fire performance of flax fibre laminates and their hybrids using cone calorimetry. 21
As a result, this study would focus on characterising the flammability, thermal, dynamic mechanical and impact properties of composite laminates manufactured from a polypropylene (PP) matrix reinforced by bamboo fabric, glass fibres and bamboo–glass hybrid.
Experimental details
Materials
Twill woven bamboo fabric was obtained from Xinchang Textiles Co. Ltd, Guangzhou, China. The glass PP pre-preg was supplied by Plytron ICI Ltd (UK). The matrix used was a PP copolymer (Moplen RP241G) supplied by Lyondell Basell Industries (New Zealand) in the form of sheets.
The composites were fabricated according to the configuration shown in Table 1. For the study of glass hybridization, the bamboo–glass–polypropylene hybrid (BGPP) composites were fabricated by replacing about 30 wt% of the glass fibre with bamboo fabrics, as compared to 60 wt% glass fibres in glass–polypropylene (GPP) composites.
Material details for the composite laminates.
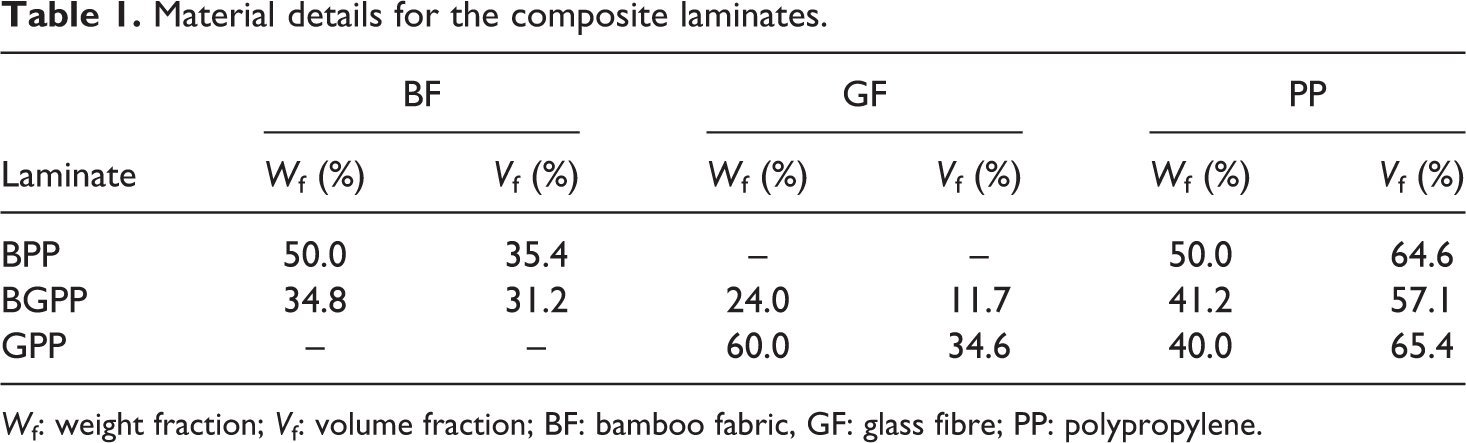
W f: weight fraction; V f: volume fraction; BF: bamboo fabric, GF: glass fibre; PP: polypropylene.
Composites manufacturing
The compression moulding process used to produce composite laminates is illustrated in Figure 1. The closed mould was heated until the required temperature of 185°C was reached. The ply stack that had been dried earlier was placed in the mould cavity for preheating, and the loaded mould was continuously heated for about 5 min without pressure to allow the PP to start melting and percolating through the fibres. At this point, the consolidation pressure of 0.80 MPa was applied and held steady for 5 min. During this impregnation stage, pressure was applied to force the molten polymer into the fabrics whilst removing the excess air and volatiles. During the cooling period, the pressure applied was maintained until the temperature of the mould cavity dropped down to 40°C or lower when the laminate could be removed from the mould.
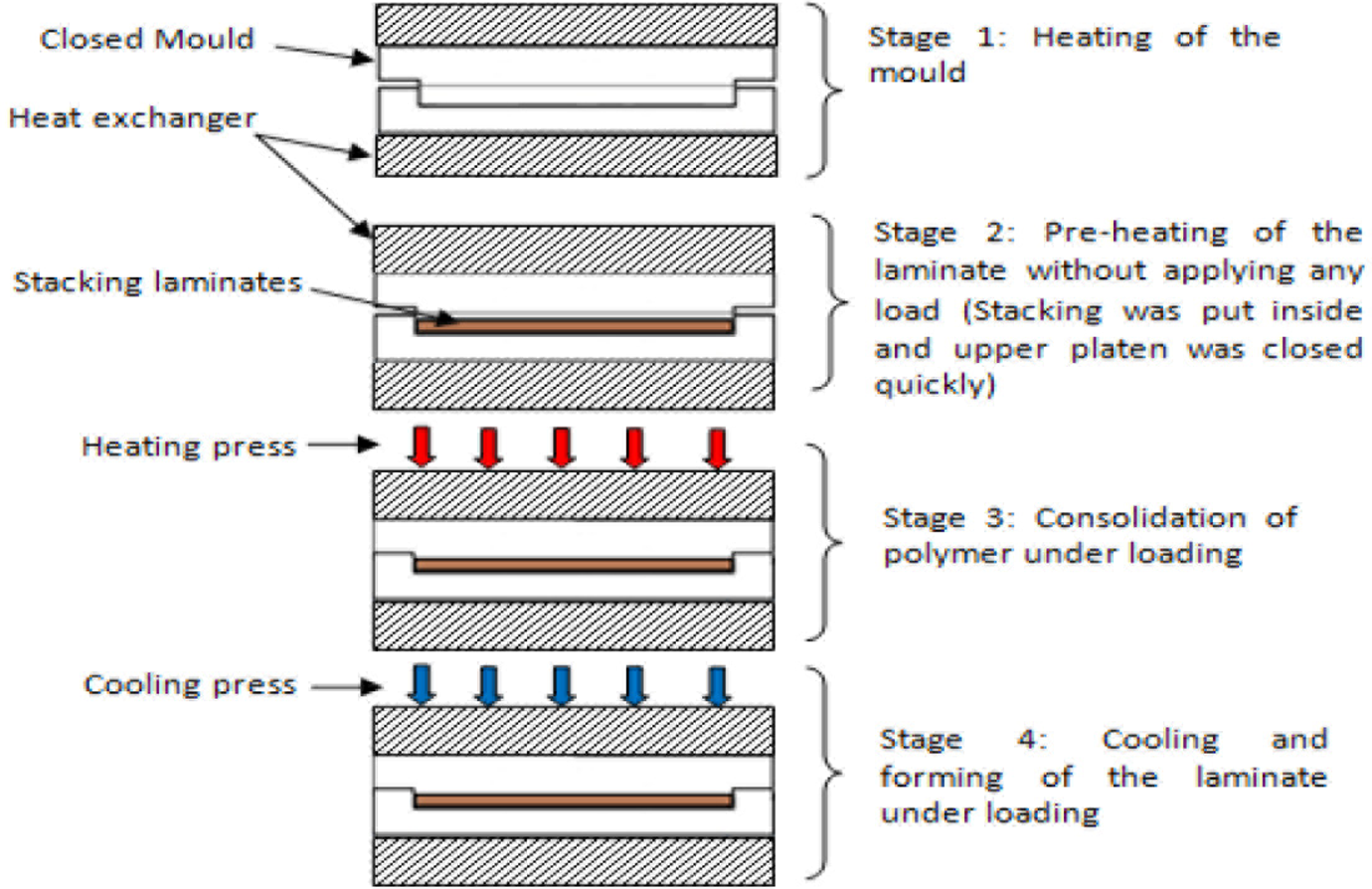
Schematic diagram of the compression moulding process used to fabricate the composite laminates.
Characterising methodologies
Cone calorimetry test
A cone calorimeter is a bench-scale tool used to conduct a quantitative material flammability analysis under simulated real-world fire conditions. According to the ASTM E1354 standard, 100 × 100 × 2.2 mm3 composite specimens were tested using spark ignition with an applied heat flux of 50 kW m−2. The fire properties determined in the test are as follows: heat release rate (HRR), average specific mass loss rate (MLR), time to ignition (TTI), flame out time (FOT), mean specific extinction area (SEA), mean carbon monoxide (CO), mean carbon dioxide (CO2) and maximum average rate of heat emission (MARHE).
Thermogravimetric analysis
Thermal stability, in terms of the amount of weight losses in cumulative percentages, of the composite samples was evaluated using a Perkin Elmer Thermogravimetric analyzer (TGA; waltham, Massachusetts, USA) under the following conditions: 10.0–12.0 mg of composite samples, heating rate of 10°C min−1, temperature range of 10–600°C and air flow rate of 20 mL min−1.
Dynamic mechanical analysis
Using a DMA Q800 machine with a dual cantilever mode, dynamic mechanical analysis (DMA) was conducted on the composite specimens over a temperature range of −40 to 120°C with a heating rate of 3°C min−1. Frequency of oscillation was fixed at 1 Hz and the strain was 0.1%, which was well within the linear viscoelastic region of the materials. Storage modulus E′, loss modulus E″ and loss factor (tan δ) were obtained and plotted versus temperature. The damping (energy dissipation) properties and the modulus of composites are correlated with the impact properties. The dynamic mechanical properties were obtained to investigate the effects of adding bamboo and glass fibres on the mechanical performance of the composites based on the functional requirements of end applications.
Heat deflection temperature test
The heat deflection temperature (HDT), the deflection temperature under load or the softening temperature usually denotes the highest temperature at which a thermoplastic polymer may be used as the rigid material. The HDT of the composites was characterized according to ASTM standard D 648 using a DMA Q800 under the controlled force mode. Specimens with a rectangular cross section of 12 mm (width) × 3 mm (thickness) and 60 mm (length) were tested under three-point bending by applying the load at the centre of their spans with a fixed maximum stress of 0.455 MPa. The temperature was raised at a heating rate of 2 ± 0.2°C min−1 from room temperature up until 120°C. The temperatures at which the test bars deflected by 0.25 mm were recorded as the HDT.
Impact test
For impact strength of composite laminates, tests were performed, according to the ASTM D6110 standard, using a CEAST charpy pendulum impact tester with an impact energy of 5.5 J. Twenty-four hours prior to testing, notches were machined on the 125 × 12.7 × 2.3 mm3 specimens with notch angles of 45 ± 5° and depths under the notch of 10.16 ± 0.05 mm. Results from five successfully fractured specimens for each composite group were used to obtain the impact strength of the composites.
Results and discussion
Flammability properties
The results shown in Table 2 and Figures 2 and 3(a) to (c) display the effects of hybridization with glass and bamboo. The HRR of PP and the composites are presented in Figure 2(a). After ignition, the combustion of volatiles leads to a quick increase in the HRR for all samples. Afterwards, the HRR decreases rapidly because of the rapid consumption of the fuel released by the polymer 11 and decomposition of fibres. Then, the HRR levels off until flame out. This is due to the formation and thickening of surface char layer that slows down the decomposition reaction rate in the material. The BGPP hybrid composites showed a HRR curve revealing two distinct characteristic peaks. 12 –15 The initial peak was probably due to the presence of a glass layer which suppressed the heat release in the first stage. This was followed by the possible burnout of the bamboo fabric and then burnout of the whole sample in the second stage. 12,16
Cone calorimetry results for PP and the composites (standard deviations in parentheses).
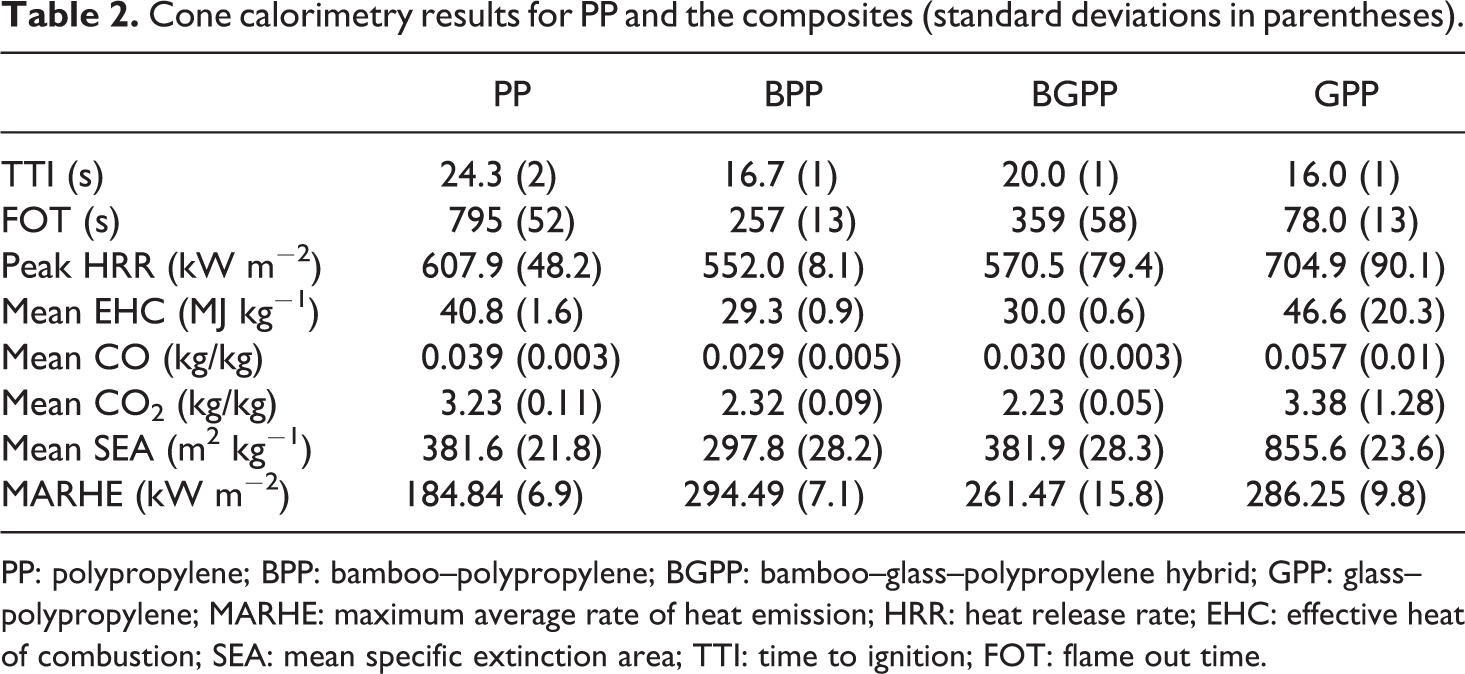
PP: polypropylene; BPP: bamboo–polypropylene; BGPP: bamboo–glass–polypropylene hybrid; GPP: glass–polypropylene; MARHE: maximum average rate of heat emission; HRR: heat release rate; EHC: effective heat of combustion; SEA: mean specific extinction area; TTI: time to ignition; FOT: flame out time.
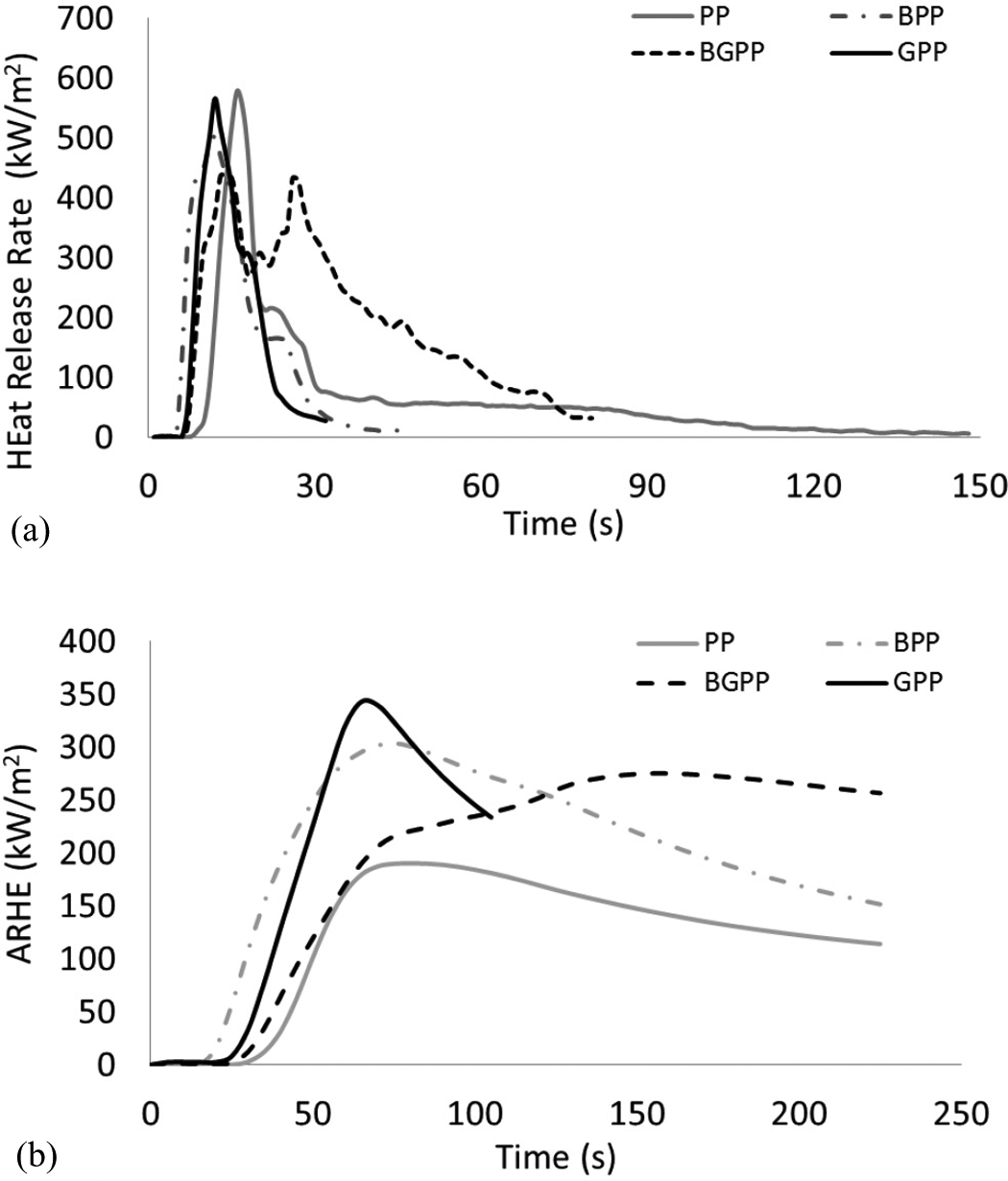
HRR and ARHE of PP and the composites. PP: polypropylene; ARHE: average rate of heat emission; HRR: heat release rate.
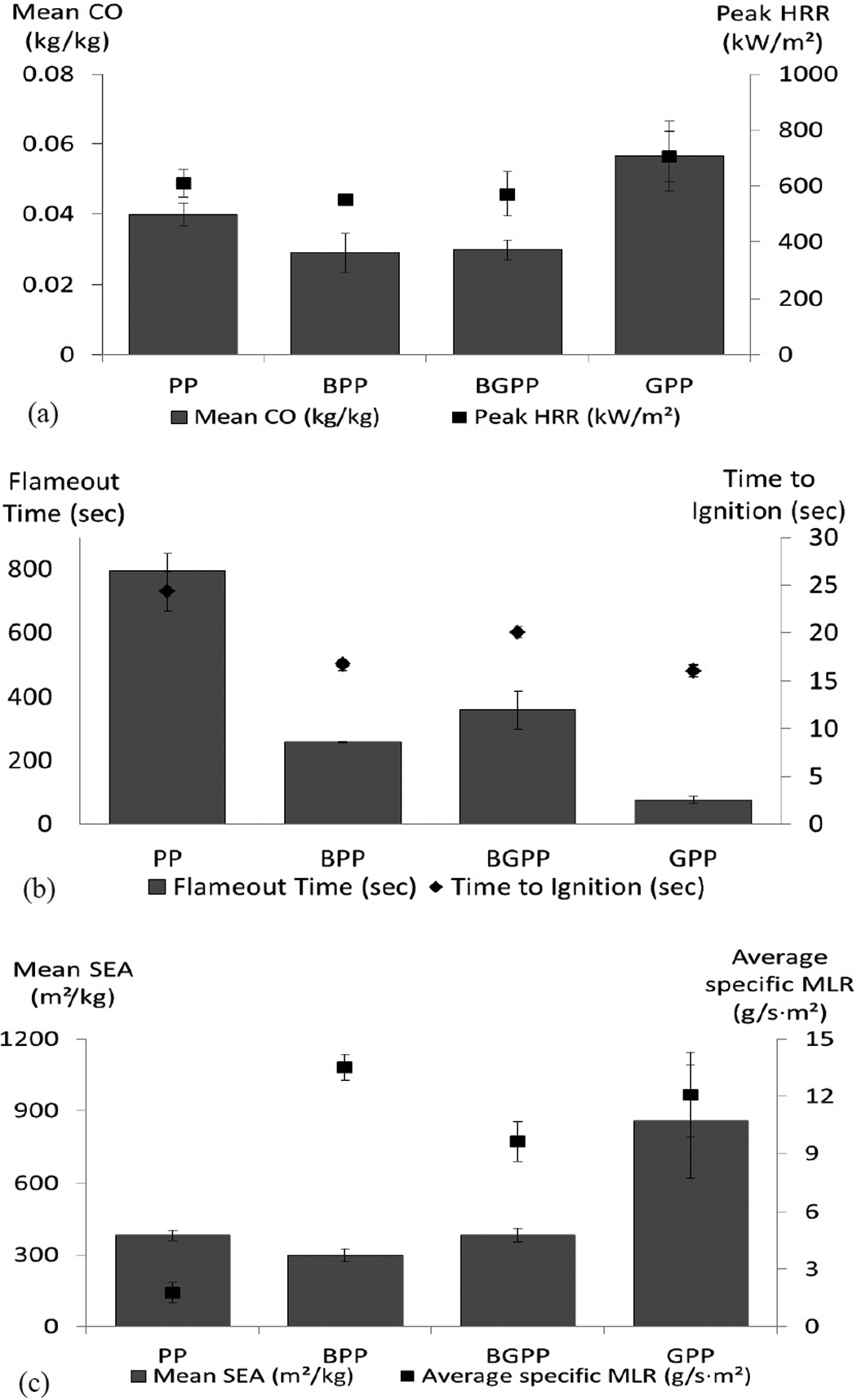
Flammability properties of PP and the composites: (a) mean CO and peak, HRR, (b) FOT and TTI, (c) mean SEA and average specific MLR. CO: carbon monoxide; HRR: heat release rate; FOT: flame out time; TTI: time to ignition; SEA: mean specific extinction area; MLR: average specific mass loss rate.
Meanwhile, Figure 2(b) shows the curves of the average rate of heat emission, which is defined as the cumulative heat emission divided by time of the composites. It shows a lower cumulative heat emission rate forthe BGPP hybrid composites than that of the GPP composites. The peak value (also known as MARHE) shown in Table 2 has been used as a good measure of the propensity for fire development under real scale conditions. 11 The MARHE for the BGPP composites (261.5 kW m−2) is 10% and 15% lower than that of the GPP composites (286.3 kW m−2) and the BPP composites (294.5 kW m−2), respectively. The effective heat of combustion (EHC) in Table 2, which is defined as the ratio between the value of the peak of the HRR and the time at which it occurs, is lower for the BGPP composites (30.0 MJ kg−1) by 35% and 26% as compared to the GPP composites (46.6 MJ kg−1) and PP matrix (40.8 MJ kg−1), respectively, further confirming an enhancement in the fire behaviour of the hybrid composites. This indicates that the bamboo fabric is interfering and suppressing the combustion process. 17 The presence of hemicelluloses and lignin in the bamboo fabric results in low combustion energy and hence reduces the EHC. 9
The effect of hybridization with glass is evident in Figure 3(a), which shows that the BGPP composites have a lower peak HRR (570 kW/m2) compared to PP and GPP composites by 19% and 7%, respectively. The common value of peak HRR for PP is in the range of 1000–1200 kW m−2. The lower value in the peak HRR of PP (608 kW m−2) obtained in this study may be due to the thickness of the tested samples in the range of 2.2–2.5 mm. The effects of polymer thickness on burning behaviour were extensively investigated by Xie et al. 29 who concluded that the peak HRR of a 5-mm-thick PP sheet was about 9 times that of a 3-mm-thick PP sheet. The flammability of a composite depends on the characteristics of the matrix polymer, fibre type as well as the interactions between them. 11 It is known that lignin plays a significant role in the char formation. 11 Adding the bamboo fabric to the hybrid composites tends to increase the fire resistance of the composites due to the presence of lignin in their composition. Comparable high percentages of lignin content in the composition of bamboo fibres are reported in literature shown in Table 3. The degradation of the fibres leads to the formation of char layer and it may be assumed that lignin contributes a significant role in the char formation. 9 Lignin starts decomposing earlier than the matrix polymer and continues to decompose until 400°C.
Chemical composition of bamboo fibre from the literature.

CO is a reaction product of the incomplete combustion of volatiles at the fire/composite boundary. It is a major safety concern because it is poisonous at relatively low concentrations, with death occurring within 1 h at a concentration of about 1500 ppm. 18 It is reported that more than 50% of fire victims die due to toxic gas inhalation, not from direct fire or burns. 19,20 A similar trend of reduction in CO production is observed in BGPP composites, which are 47% and 25% respectively, lower than GPP and PP composites. It is apparent that a decrease in HRR is almost always associated with a decrease in the CO yield. This is consistent with the findings of Rao et al. 21 who evaluated the flammability of flax–glass hybrid composites.
The TTI and FOT of PP and the composites are presented in Figure 3(b). Ignition occurs when local concentration of flammable volatiles diffusing through the char reaches the flammability lower limit. 22 The BGPP hybrid composites took longer to ignite in comparison to BPP and GPP composites. However, it took less time to the ignition stage compared with that of PP since the TTI of the PP is relatively high. 11 This also could be due to the presence of fibres exposed on the specimen surface, which began to degrade earlier 12 as well as lower degradation temperature. The composites exhibit a shorter TTI compared to the PP matrix, which is in good agreement with previous studies. 11 –13,22 A similar trend was observed for the duration of flame out.
The mean SEA and average specific MLR of PP and the composites are presented in Figure 3(c). The composites generally produce dense smoke that would limit visibility and can cause disorientation to people attempting to escape from a fire. 18 In order to reduce the smoke produced, it is important to investigate the smoke extinction area properties. It is interesting to note that, there was a significant 50% reduction of SEA exhibited by the BGPP in comparison to the GPP composites. It appears that the charring process that occurs in hybrid composites causes a reduction in the smoke properties. 18 This is because of the lower HRR resulting from the decreased yield of flammable volatiles from the combination of bamboo, glass fibres and matrix in comparison to a high peak HRR of the GPP composites. It is also believed that this happened because the endothermic decomposition of the PP matrix and organic fibres determines both the HRR and smoke release. 18 These results are in good agreement with the data reported in the literature. 12,18
Meanwhile, Figure 4 shows the images during the cone calorimeter testing of the BGPP composites before the ignition, at the ignition time, during peak flame and at the flame out time. On exposure to the igniter, the BGPP composites start to expand and bulge outwards and slowly release light smoke, and then ignition occurs (Figure 4(a)) when local concentration of flammable volatiles diffusing through the char reaches the flammability lower limit. 22 The peak flame (Figure 4(b)) appears immediately after the ignition which leads to a great increase in HRR. The flame out (Figure 4(c)) occurs at about 350 s with the BGPP composite sample delaminated and bulged outwards, with the largest expansion at the sample centre. The residue of the burnt sample was the glass fibres as seen in Figure 4(d) after complete degradation of bamboo fabric. In addition to the effect of lignin content in bamboo fibre, the presence of glass in the char helps to reduce the conduction of heat to underlying material, as well as limiting exposure of the decomposing material underneath to oxygen, slowing the combustion. The glass also acts as a barrier preventing the flow of volatiles from the decomposition zone, delaying ignition, slowing flame spread and reducing the HRR. Further, the presence of glass also helps in the retention of a shell-like structure in the char formed by bamboo, increasing the effectiveness of the char layer as a barrier. This behaviour is similar to that observed by Kord. 30
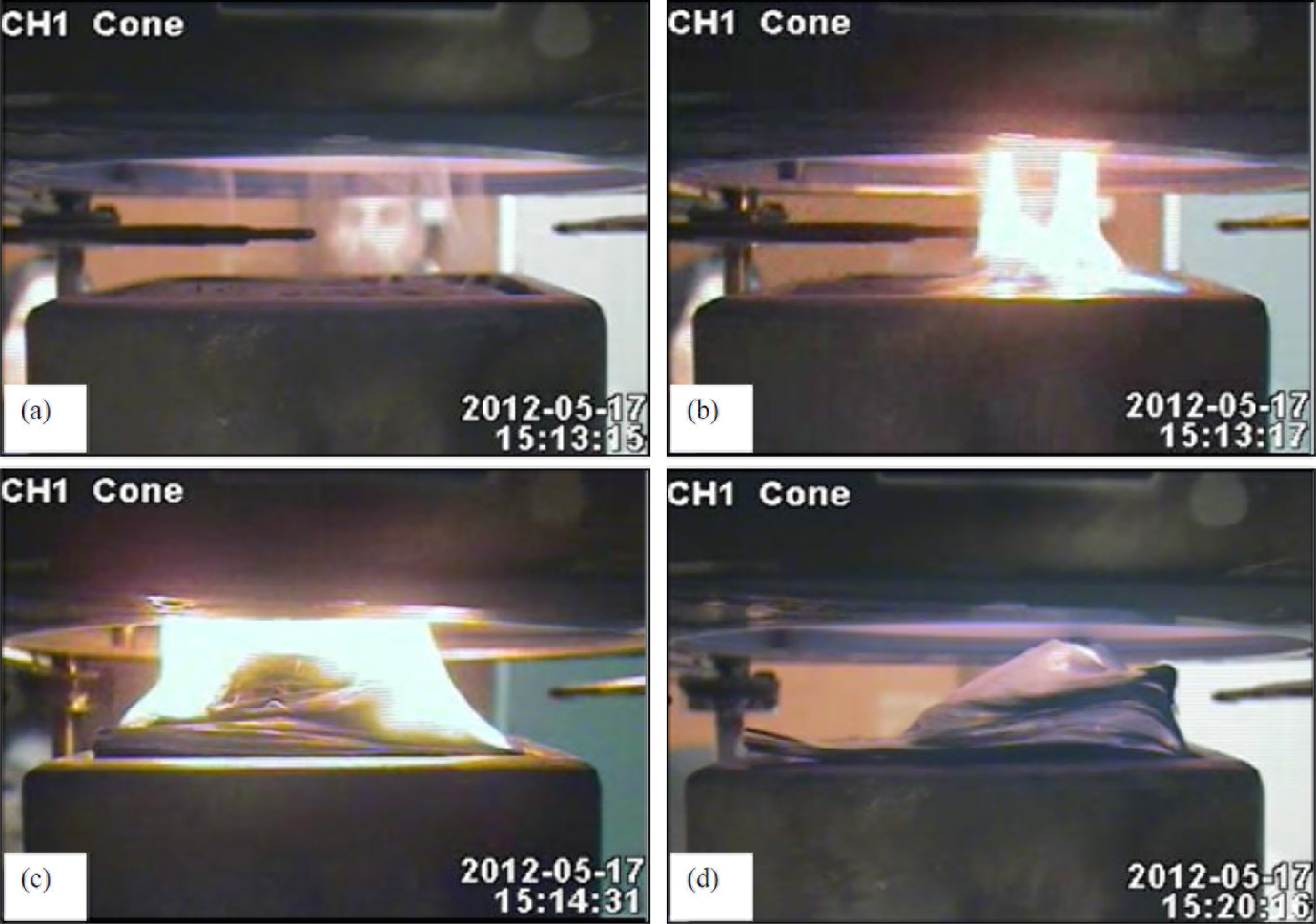
Images captured from cone calorimetry testing of BGPP: (a) before ignition, (b)TTI, (c) peak flame and (d) FOT. BGPP: bamboo-glass polypropylene hybrid; TTI: time to ignition; FOT: flame out time.
Figure 5 shows CO and CO2 release, which follow the trend of HRR curves. A decreasing trend can be observed from the curves especially when the flame is absent lowering the gas phase temperature and then the oxidation of the gases occurred. From Table 2, it can be seen that the mean CO release from the BGPP composites is lower than that of the GPP composites. Meanwhile, for CO2 release, there was not a significant reduction of gas release exhibited by the BGPP composites in comparison with GPP composites.
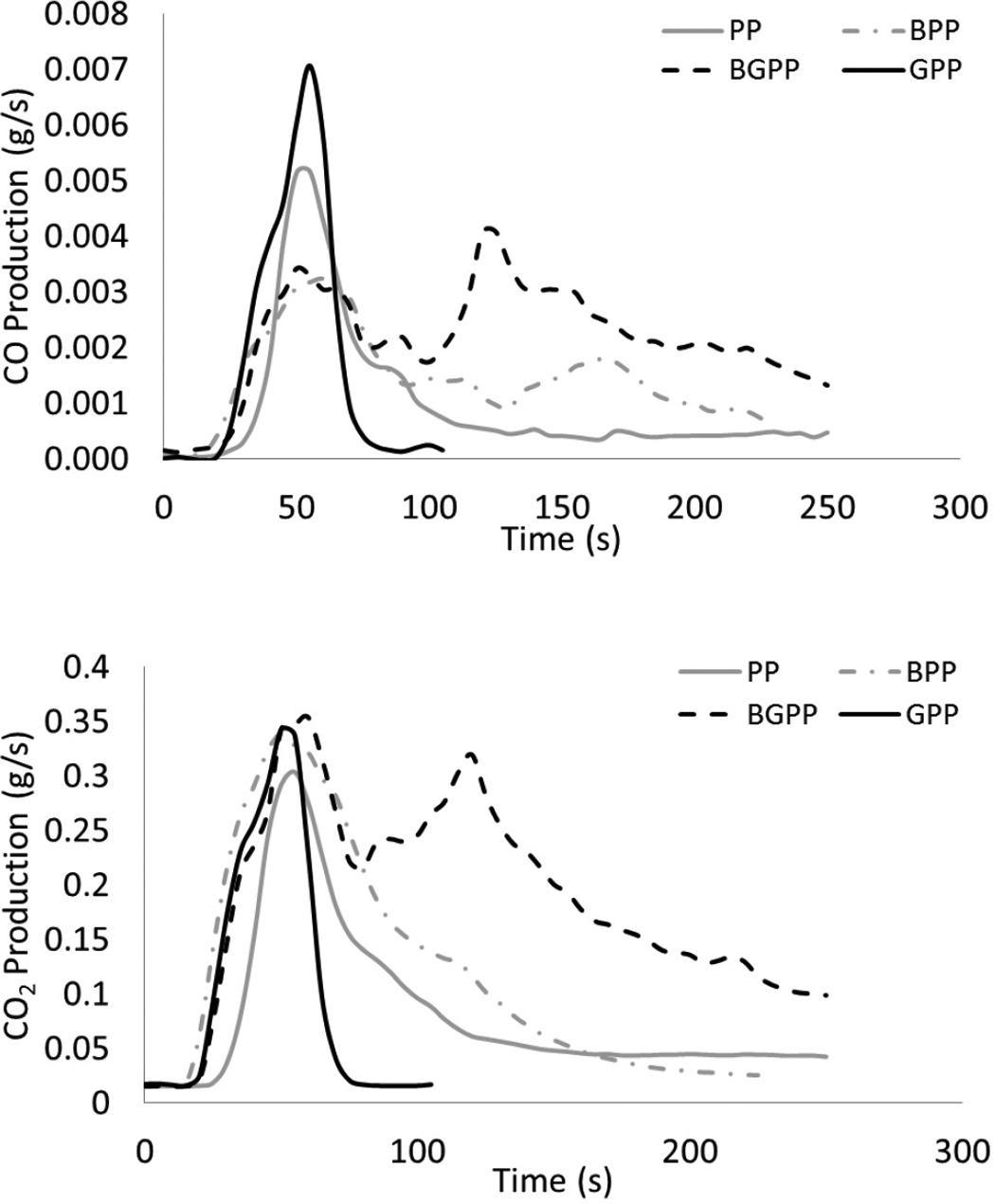
Release of CO and CO2 from PP and the composites. CO: carbon monoxide; CO2: carbon dioxide.
Thermal properties
Figure 6 depicts the TGA and its derivative curves for the BPP and BGPP composites in air. It is clear that BGPP composites are more stable than BPP composites; this may be due to the effect of hybridization with glass fibres. The composite samples show small weight losses while approaching a temperature of 250°C, which may have been due to the existence of water in the samples. It is noticeable that the range of moisture contents in BPP and BGPP composites are within 4.48–6.77% in agreement with moisture content measures of bamboo fabric done earlier.
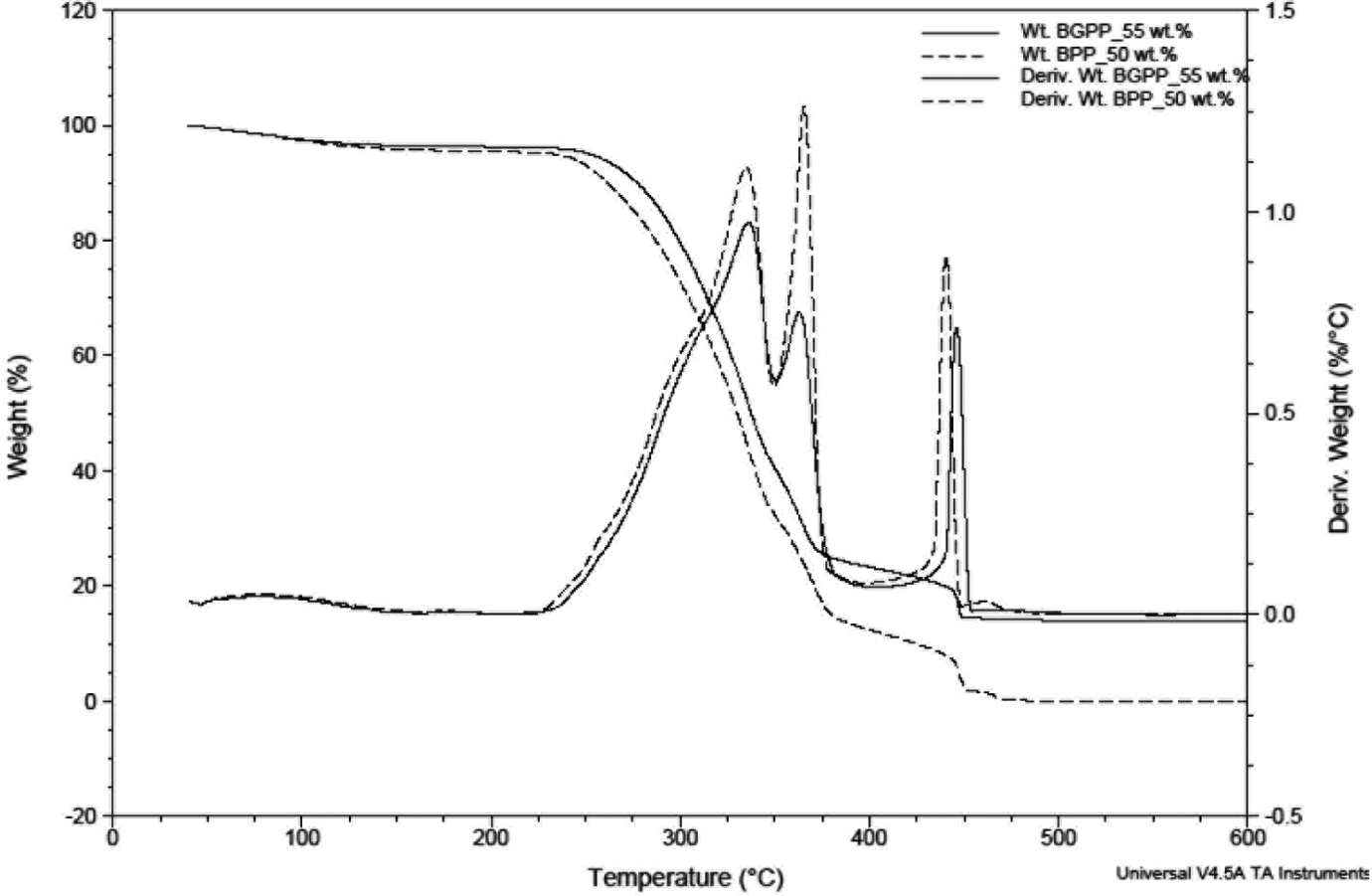
TGA and DTG curves of BPP and BGPP composite samples. TGA: thermogravimetric analysis; DTG: derivative thermogravimetric; BPP: bamboo–polypropylene; BGPP: bamboo–glass–polypropylene hybrid.
The BGPP hybrid composites were thermally stable in air until approximately 275°C. However, the service temperature of the composite materials was limited by glass transition temperature. Further analysis of the curve profiles after 275°C shows significant weight loss, mainly in the temperature range of 250–450°C. Moreover, the main weight loss for the BPP and BGPP composites occurred approximately near 350°C and 400°C respectively. These trends reveal that the hybrid composites are more thermally stable. This is in good agreement with a previously reported study. 31
Around 600°C, it was found that the BPP composites, PP and bamboo fabric totally degraded. However, the BGPP composites did not undergo a complete degradation. The glass fibres did not decompose under the experimental conditions used but remained behind as a residue as displayed in Figure 4.
Dynamic mechanical properties
DMA was carried out to show that exposing the composites to the elevated temperatures would affect the stiffness of the materials. Results showed an increase in E′ value, indicating a higher stiffness for the hybrid composites when compared to PP and the BPP composites.
Storage modulus
Variation of E′ as a function of temperature for PP and the composites is illustrated in Figure 7. As seen from the figure, there is a decreasing trend in the storage modulus over the entire experimental temperature range. A significant drop of E′ was observed when passing through the glass transition region of the matrix polymer. It is believed that this significant drop is associated with the relaxation of the amorphous phase. 32 For the composites, the fall is affected by the reinforcing effect of the bamboo and the glass fibres embedded in the polymer matrix (stiffness and fibre/matrix interaction). 33 Ornaghi et al. 34 reported that in general, the decrease in the E′ values due to the fibre/matrix interaction can be described based on the micro-Brownian motion of the polymer chains as the polymer approached the T g. Micro-Brownian movements are linked to the cooperative short-range diffusional motion of the main chain segments and to their relaxation stress. All chain segments cannot store much more energy for a given deformation than a rubbery segment which is free to move. Thus, every time a stressed frozen in segment becomes free to move, excess energy is dissipated and consequently there is an abrupt fall near the glass transition region.
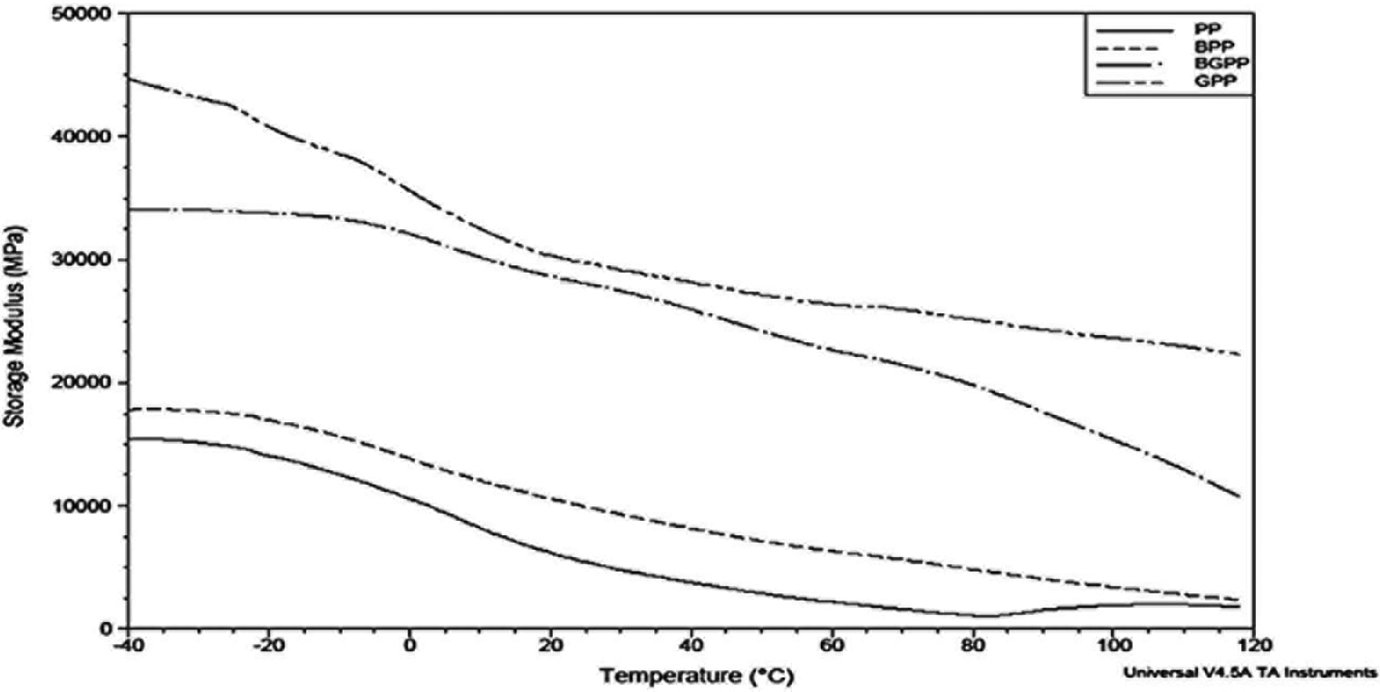
Storage moduli (E′) of PP and the composites. PP: polypropylene.
With the inclusion of fibre, the decrease in E′ is compensated by the interaction caused by the reinforcing effect of the fibres within the matrix. 31 Storage modulus of pure PP increased significantly with the incorporation of bamboo fabric. This condition is primarily attributed to the increase in the stiffness of the matrix due to the reinforcing effect caused by bamboo fabric that allows stress transfer from the matrix to the fibre at a higher amount. 31,35
The replacement of several layers of glass fibres with bamboo fabric in the GPP composites increases the E′ value of BGPP composite to 34 GPa due to a hybrid effect caused by the presence of stiffer glass fibres. 33 This can be attributed to both the higher modulus of the glass fibres 31,36 and the stronger adhesion to the polymer chains at the interface. 34 The GPP composite exhibited a high storage modulus of about 45 GPa, with the storage modulus of the BGPP composite comparing favourably with the corresponding storage modulus of the GPP composite.
Loss modulus
Variation of E″ values as a function of temperature for PP and the composites is shown in Figure 8. As shown in the figure, the loss factors are very sensitive to molecular motions when comparing the different systems at the same strain amplitude. E″ reaches a maximum (known as the glass transition temperature, T g) and then decreases as the temperature increases.
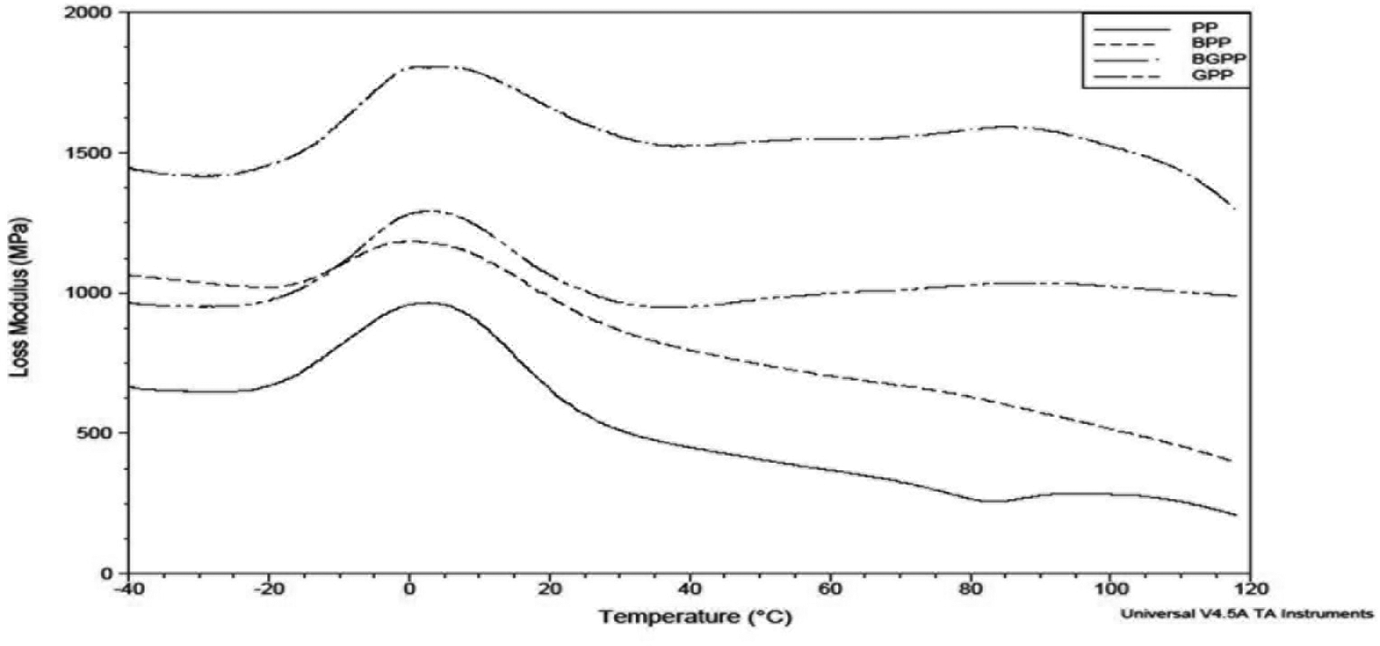
Loss moduli (E′′) for PP and the composites. PP: polypropylene.
It can be seen from the figure that the loss modulus peak value increases with the addition of bamboo fabric. This increased modulus of BPP composite, as compared with that of the pure PP matrix, can be explained by the higher internal friction that improves the energy dissipation. 33,34 As the glass fibres were replaced with bamboo fabric in the BGPP composites, a higher loss modulus peak than that of the BPP composites was obtained. This happens due to the inhibition of the relaxation process in the BGPP composites due to the increased number of chain segments and a higher free volume resulting from fibre addition. 37
Furthermore, it can be noticed that the loss modulus peak of BGPP composites is the highest of all the materials shown. This same trend has been reported by Nayak et al. 31 It is known that the maximum peak of the loss modulus versus temperature curve corresponds to the situation of maximum dissipation of mechanical energy, which is associated with the material’s shifting from a glassy to an elastic state and often referred as ‘glass transition’. 33
Loss tangent
The loss tangent or tan δ is a ratio of the E″ to the E′ and is measured as the mechanical loss or damping factor. The damping properties of the material act to balance between the elastic and viscous phases in a polymeric structure. The variation of tan δ of pure PP and the composites as a function of temperature is represented in Figure 9.
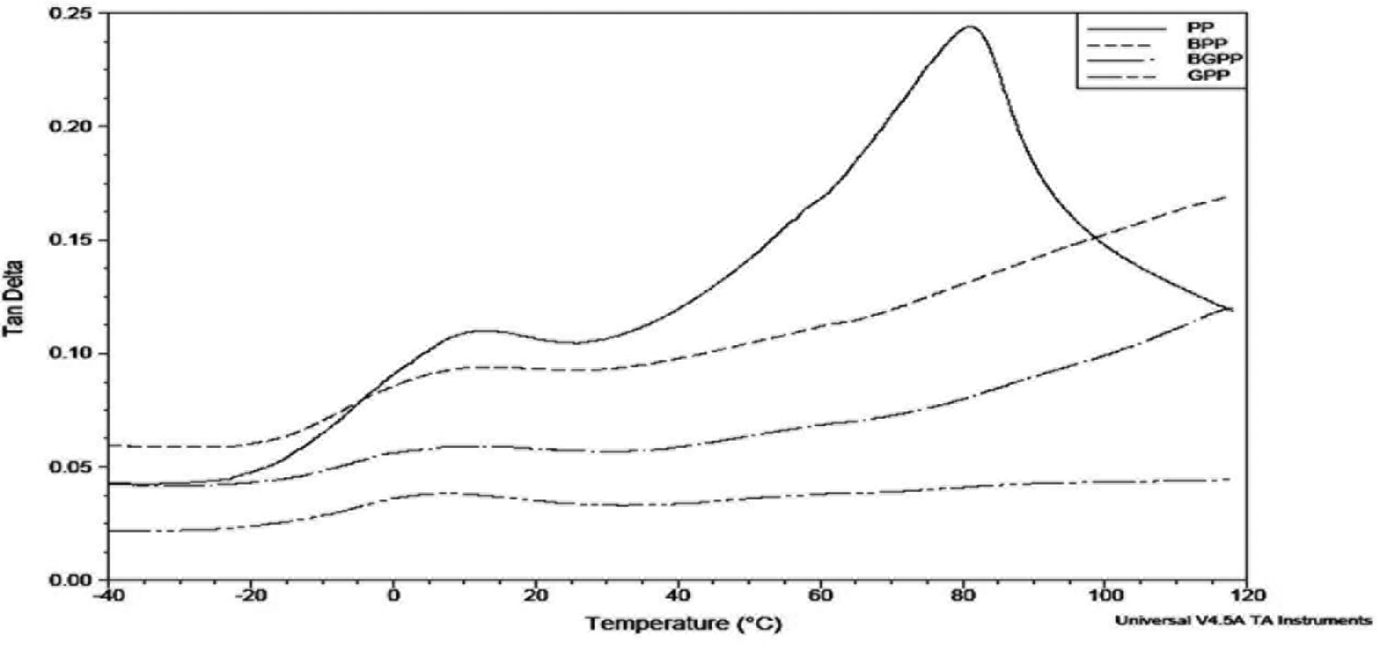
Tan δ for PP and the composites. PP: polypropylene.
It can be observed that there was a decreasing trend in the loss tangent over the temperature range; pure PP showed the highest damping properties followed by BPP, BGPP and GPP composites which had the lower damping properties. In polymer composites, tan δ is affected by reinforcement incorporation.
Lower values for the tan δ peak were found for the composites as compared to the pure PP samples. This can be justified by the restriction of the motion of polymer molecules resulting from the incorporation of rigid fibres. 37 In this case, the incorporation of either bamboo fabric or glass fibres or both fibres for hybrid composites, which act as barriers to the mobility of polymer chain, led to a lower degree of molecular motion and consequently lower damping characteristics. 32 Another possible factor is that there is less matrix material available by volume to dissipate the vibration energy.
A similar trend has been reported by Romanzini et al. 33 who conclude that this behaviour can be explained by the restriction of the motion of the polymer molecules resulting from the incorporation of rigid fibres. Thus, the lower values for tan δ peaks also indicate better interfacial adhesion. When the energy dissipation occurs at the fibre/matrix interface, a stronger interface is characterized by lower energy dissipation or damping properties. These results show that the BGPP hybrid composites exhibit a significant effect due to the combination of bamboo and glass fibres. Similar results on the hybrid behaviour were found by Nayak et al. 31 and Mandal et al. 36 when studying short bamboo–glass hybrid composites, as well as Ornaghi et al. 34 when investigating curaua–glass hybrids and Devi et al. 38 when studying pineapple leaf and glass hybrid composites.
Heat deflection properties
As can be observed from Table 4, the HDT of BPP composites compared with pure PP change from 65.3°C to 87.2°C due to the reinforcing effect of cellulose fibres. 34 Meanwhile, the HDT values of 68°C estimated by this method for pure PP compare well with those provided by the manufacturer. The HDT of the BGPP composites was 94.7°C, relatively high compared to the BPP composites, could have been caused by the increase in modulus.
HDT of PP and the composites.
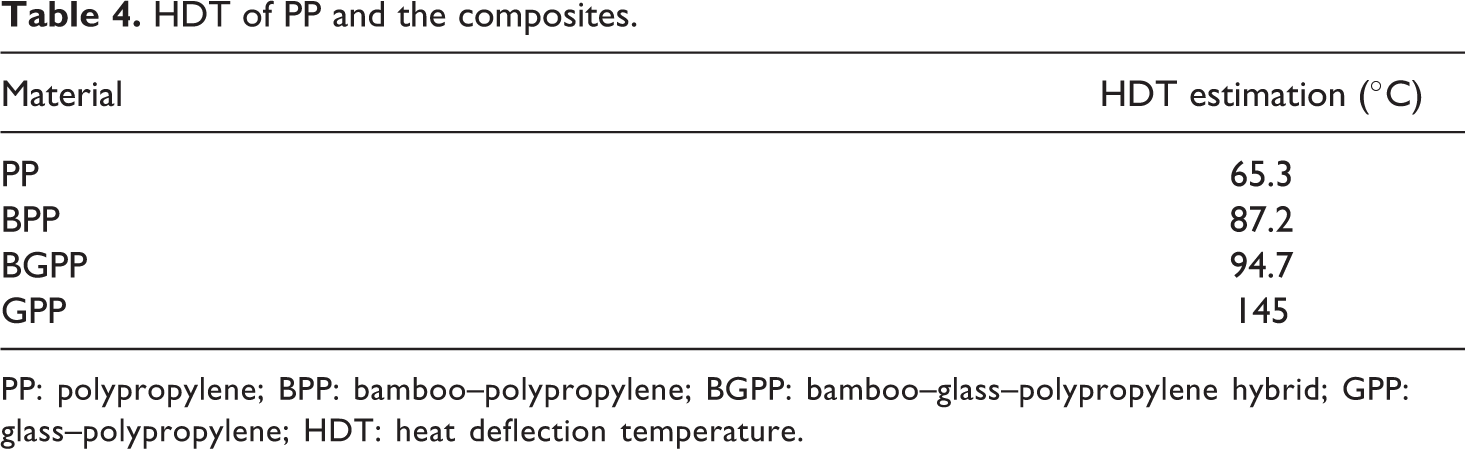
PP: polypropylene; BPP: bamboo–polypropylene; BGPP: bamboo–glass–polypropylene hybrid; GPP: glass–polypropylene; HDT: heat deflection temperature.
As seen in Table 4, the HDT of the GPP composites was the highest at 145°C, relatively high compared to the BGPP composites at a stress of 0.46 MPa. Therefore, in this context, the increase in the HDT of the BGPP composites compared to the BPP composites due to the effect of hybridization could be an important development as a basis for the material to be used at higher temperature, though slightly lower than the HDT of the GPP composites. A similar trend of HDT increment has been reported by Huda et al., 35 studying the effect of the hybridization of chopped glass and recycled newspaper as reinforcement in poly (lactic acid) (PLA).
Impact properties
Figure 10 shows by a significant improvement of BGPP when compared with GPP. An increase was observed from 530.9 J m−1 for BPP composites to 1129.2 J m−1 for BGPP composites. A similar trend was also observed in the study by Nayak et al. 39 According to Romanzini et al., 33 the increase in the impact strength with the glass fibres content can be attributed to the higher energy dissipation at the glass/matrix interface in order to detach the fibres from the matrix.
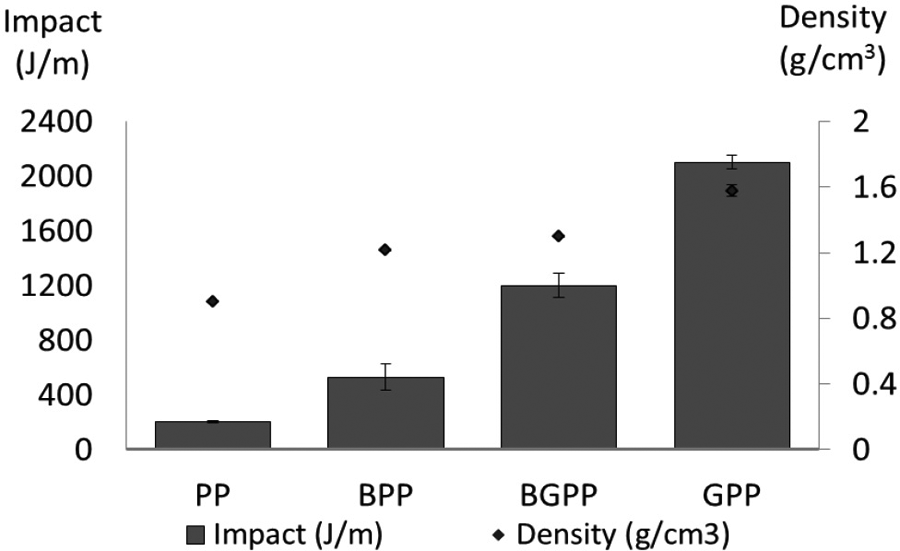
Impact energy of PP and the composites. PP: polypropylene.
Conclusions
The evaluation of the flammability, thermal, dynamic mechanical and impact properties of BPP, BGPP and GPP composites showed the positive effects of hybridization. The performance results showed that the replacement of 30 wt% of glass fibres by bamboo fabric reduced HRRs by at least 19% when compared to GPP composites, taking 25% longer to ignite and releasing 47% less volume of smoke. It would be interesting to further investigate the potential of bamboo fabric in replacing or reducing the amount of glass fibres usage in automotive applications. TGA curves showed an increase in the thermal stability of the matrix with the incorporation of bamboo and glass fibres. DMA thermograms showed an increase in the E′ indicating higher stiffness and lower damping ratio in the hybrid composites as compared with the neat PP and BPP composites. The impact strength of BGPP composites is not much sacrificed in comparison with the GPP composites.
Footnotes
Acknowledgements
We thank the staff of the Centre for Advanced Composite Materials (CACM), The University of Auckland, New Zealand for their help with the various experiments.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was supported by a scholarship provided to the first author by the Technical University of MARA (Universiti Kuala Lumpur Malaysian Institute of Aviation Technology, UniKL MIAT), Malaysia.