
Abstract
In this study, wrapping and weaving techniques are used to produce fibrous composites that can block electromagnetic radiation and ultraviolet radiation. Stainless steel filaments are used as the core, and high-strength ultraviolet resistant polyester (PET) filaments are used as the sheath materials to manufacture functional wrapped yarns. The wrapped yarns are made into woven fabric via weaving process. The electromagnetic shielding effectiveness and ultraviolet resistance of woven fabrics are evaluated in order to examine the influence of the number of laminated layer and laminated angles. The test results show that the two-layered woven fabrics that are laminated at 90° have the optimal ultraviolet resistance and electromagnetic shielding effectiveness. Stainless steel/ultraviolet resistance PET woven fabrics are also light weight and can be custom-made into planar protective textile composites based on users’ commands and also can be used in the outdoor domains.
Keywords
Introduction
Electromagnetic radiation has become a serious issue around the world, and it gets worst as a result of the commonly used electronic products, such as smart phones, computers, wireless device, and electronic instruments [1–7]. In addition, electromagnetic radiation damages biological organisms and interferes with the operations of precise instrument and electronic products. A long-term exposure to electromagnetic waves adversely affects the immune system, central nervous system, and blood circulation [8]. For example, electromagnetic waves have a negative influence on human cells and a high possibility of cell mutation that causes the growth of cancer cells [9–13]. Akdag et al. indicated that an increasing DNA damage occurred while the male rats under a long-term exposure at 2450 MHz, especially the testicular tissue was significantly increased [14]. Wilke revealed and integrated a serial of studies about the biological and pathological effects of electromagnetic radiation at an incident frequency of 2450 MHz on cell, fertility, brain, and behaviors [15]. Electromagnetic radiation (i.e. electromagnetic waves) is composed of electric and magnetic fields alternatively. It is a type of energy which has a carrier being photons and does not require any medium to propagate at a speed of light in a vacuum space [16]. The main mechanisms of debilitating electromagnetic waves are reflection, absorption, and multiple reflections by the shield [17]. Reflection mechanism indicates the isolation of external electromagnetic waves, while absorption and multiple reflections indicate that the electromagnetic waves penetrate the shield but are locked inside the shield [18].
Metal materials that possess good conductivity are commonly used for electromagnetic shielding effectiveness (EMSE). Despite good EMSE, textiles contained metallic filaments have poor texture and also wear off the weaving machine during the manufacture. In order to improve these disadvantages, polymer filaments are used as an outer layer to wrap metallic filaments. Commonly used polymers filaments are polyester (PET), polypropylene (PP), and nylon, especially PET filaments which has a low cost, high modulus, and high strength to provide the wrapped yarns with good wear resistance [19–21].What is more, PET filaments have good thermal properties and stability in a high-temperature environment. If the outer PET filaments have additional functions, they can protect the metallic core and provide good texture and more values to the final textiles. Perumalraj et al. used different core materials to form wrapped roving yarns, and woven fabrics, and thus to investigate their mechanical properties. S10 was made with stainless steel (SS) filament and cotton yarn as core and sheath materials, respectively. Its tensile elongation along the warp direction was 3.64% while that along the weft direction was 9.70%. [22] Safarova et al. investigated the weaving and features of multifunctional high-performance metal/m-aramid hybrid fabrics. The test results showed that sample containing the highest metallic filaments had EMSE above −35 dB at a frequency of 1.5 GHz [23]. Duran et al. compared the EMSE of woven fabrics that were separately composed of silver filaments containing Ag/PA/Co and Ag/PA-Co blended yarns. They found that the EMSE could be adjusted by changing the yarn types or fabric parameters so that the EMSE was different due to different yarns [24].
On the other hand, people also care for UV resistance by degrees and UV cut products become inevitable in the daily life. UV radiations can be divided into UVA, UVB, and UVC, and only UVA and UVB can penetrate and reach to the skin of people [25]. Zhang et al. employed sol–gel technique to deposit TiO2-SiO2 nanoparticles on the cotton fabrics and concluded that the core–shell structure of TiO2-SiO2 nanoparticles could block UV radiation [26]. Titanium dioxide (TiO2) and zinc oxide (ZnO) are commonly used ultraviolet (UV)-resistance materials that can absorb, reflect, and refract the UV photons. Moreover, the primary mechanism is functioning in photoprotection by absorbing UV radiation [27]. Kan investigated the influences of basis weight, fabric thickness, and stitch density on the UV resistance of knitted fabrics. It has been proved that the basis weight demonstrating a significant influence on the UV resistance [28].
Polymeric material with bifunctions or multifunctions has priorities than unifunction ones. There are numerous methods to manufacture the specific fibers and fulfill the requirement in practical applications including phase separation, bicomponent fiber production, self-assembly, centrifugal spinning, melt blowing, and electrospinning [29]. Among the current techniques, pressurized gyration is a novel method to fabricate multicomponent polymer fibers from the raw polymer materials at the micro or macro scales [30]. Mahalingam et al. indicated that core–sheath polymer fibers can be made through a pressurized gyration method which can control the fiber size and distribution with high yield [30,31]. On the other hand, for the ready-made fiber material with only one component made by the melt spinning or solution spinning methods can be subsequently fabricated into multifunctional fiber materials by changing the feeding position and the corresponding materials during the subsequent manufacturing process, such as ring spinning for short fibers or wrapping process for long filaments. Therefore, the manufacturing method fabricating the desirable materials with appropriate structure based on the final practical application field. In this study, using a continuous formation wrapping process, high-strength UV resistant PET filaments are used as the sheath, while 316L SS filaments with diameters of 0.08 mm and 0.05 mm are separately used as the core to form SS/UV resistant PET filament (UV-PET) wrapped yarns. After they are fabricated into SS/UV-PET woven fabrics using a rapier woven machine, the woven fabrics are evaluated in order to prove that SS/UV-PET woven fabrics have both EMSE and additional features, such as UV resistance.
Experimental
Materials
High-strength UV-PET (Hua Mao Nano-Tech, Taiwan) has a fineness of 75D/72f and 1.5% titanium dioxide (TiO2). SS filament (316L, Yuen Neng, Taiwan) have diameters of 0.05 mm and 0.08 mm and tensile strength of 33.6 N and 14.4 N. High-strength PET filament (HS-PET; UNIVERSAL TEXTILE Co., Ltd) has a fineness of 500D/96f and a tensile strength of 391.1 N.
Preparation of SS/UV-PET wrapped yarns and SS/UV-PET woven fabrics
The SS/UV-PET wrapped yarns were manufactured via a continuous-forming wrapping process having many priorities than the traditional ring-spinning method, which can directly manufacture the wrapped yarns incorporating with metallic wires and have no hairiness during the process. The 75D UV-PET filaments were used as the sheath, and SS filaments with diameters of 0.05 mm and 0.08 mm were separately used as the core. An auto wrapping machine (DH-CR20 Dah Heer Industrial, Taiwan) was used to produce SS/UV-PET wrapped yarns at wrapped counts of 7 and 9 turns/cm. The wrapped yarns were composed of single (S) ply and double (D) plies of sheath as shown in Figure 1, which the Figure 1(b) S-ply one was thinner than that of Figure 1(c) D-ply one. The schematic diagrams of SS/UV-PET wrapped yarns were supplied in Figure 1(a), and the basic properties also indicated in Table 1.

(a) The schematic diagram of SS/UV-PET wrapped yarns and stereomicroscopic image of (b) single-ply and (c) double-ply SS/UV-PET wrapped yarns.
Basic properties of SS/UV-PET wrapped yarns.

SS: stainless steel; S: single; D: double; Y: yarns; UV-PET: UV resistant PET filament.
The woven fabrics had a plain structure and were composed of 500D high-strength PET filaments as the warp yarns and wrapped yarns as the weft yarns using a rapier loom machine (KINGSTON®, King Kong Iron Works, Taiwan) as shown in Figure 2. The basic properties of SS/UV-PET woven fabrics were provided in Table 2 and denoted with the rule as follows. Figure 2(b) and (c) shows the images of woven fabrics with the single-ply wrapped yarns and double-ply wrapped yarns as the weft yarns, respectively. For example: 005-S-7-Y, 005 was the diameter of SS core, S meant single-ply wrapped yarns, and 7 was the wrapped count of the wrapped yarns. The 005-S-7-F was the woven fabric composed of 005-S-7-Y wrapped yarns as the weft yarns and high-strength PET filament as the warp yarns.

(a) The structure of SS/UV-PET woven fabric and the weaving machine, (b) SS/UV-PET woven fabric with single-ply and (c) double-ply SS/UV-PET wrapped yarns serving as weft yarns, respectively.
Basic properties of woven fabrics.

HS-PET: High-strength PET.
Tests
Tensile test
A computer servo control material testing machine (HT-2402, Hung Ta Instrument, Taiwan) is used to measure the maximum tensile stress and corresponded elongation of woven fabrics as specified in CNS 12915 standard. The distance between fixtures is about 75 ± 1 mm, and the test rate is 300 ± 10 mm/min. The size of sample is 2.5 × 20 cm. Woven fabrics possessed two directions including warp direction and weft direction, and each direction will be tested for 20 samples.
Air permeability measurement
An air permeability tester (TEXTEST FX3300, Switzerland) is adjusted to have an appropriate air flux and then used to evaluate the air permeability of woven fabrics as specified in ASTM D737. The one-, two-, and three-layered woven fabrics has a size of 25 × 25 cm. Twenty samples for each specification are used. The average air permeability is recorded.
Electromagnetic shielding effectiveness
As specified in ASTM D 4935-15, the shielding effectiveness (SE) of woven fabrics is measured via a network analyzer (Advantest R3132A, Burgeon Instrument, Taiwan) and a coaxial sample holder (E-Instrument Tech, Taiwan) under scanning frequency at 1000–3000 MHz, which the test interval is set at 100 MHz. Figure 3(a) shows the EMSE device. The 2450 MHz for common electric devices is also provided [15,32]. The sample size is 15 × 15 cm. During the process, the woven fabric is examined with different laminated layered angle and layered numbers. The laminated angles are 0°, 45°, and 90°. The SE is computed using equation (1) and the unit is decibel (dB).

(a) electromagnetic shielding effectiveness device and (b) self-assembled ultraviolet transmission device.
UV transmission measurement
A self-assembled UV intensity meter is used to measure the UV transmission of SS/UV-PET woven fabrics as specified in GB/T 17032 standard. Figure 3(b) shows the self-assembled UV transmission device, and the UV lamp had a peak wave of 297 nm and was 15 cm apart from the sample. The UV detector has a detect range of 290–320 nm. Sample size is 10 × 10 cm. The tester is pre-heated for 30 min, and the radiation intensity of UV lamp is measured to meet the standard. A sample is then put between the lamp and the detector for 10 min. Three samples for each specification has laminated layers numbers of 1, 2, and 3 layers, respectively. The test results are computed to have the UV transmission (T) using the equation as follows.
Results and discussion
Tensile stress and elongation of SS/UV-PET woven fabric
Figure 4 shows the maximum tensile stress and elongation along the warp/weft directions of the woven fabrics. Regardless of whether it is single-ply or double-ply wrapped yarns, the tensile stress along the warp direction is higher than that along the weft direction (Figure 4(a) and (b)). All woven fabrics are composed of identical warp yarns, 500D high-strength PET filaments. Namely, the strength of the warp yarns is higher than that of the weft yarns because of the intrinsic high strength of 500D PET filaments. Figure 4(a) also shows that the wrapped yarns with 0.08 mm SS as core possessing higher tensile stress due to an inherent stress of 0.08 mm SS filament. Moreover, higher wrapped count groups also lead to a better tensile stress performance than the lower ones. Figure 4(b) indicates same tendency as shown in Figure 4(a), also proves that the wrapped yarns with double plied layers have higher tensile stress than the single ply ones. Conversely, woven fabrics have greater elongation along the weft direction (Figure 4(c) and (d)). The 500D PET filament as the warp yarns has a higher strength but a lower expandability, and the weft yarns are wrapped yarns demonstrating a higher expansion ability, and the elongation along the weft direction is thus higher. In addition, 005-S-7-F and 005-S-9-F outperform the rest in terms of the tensile elongation, which is likely due to the diameter of the weft yarns. Consisting of 75D UV HS-PET fibers as the sheath and 0.05 mm SS wires as the core, the weft yarns is easily be expanded than 0.08 mm groups due to the smaller cohesion force and thus possessing higher elongation.
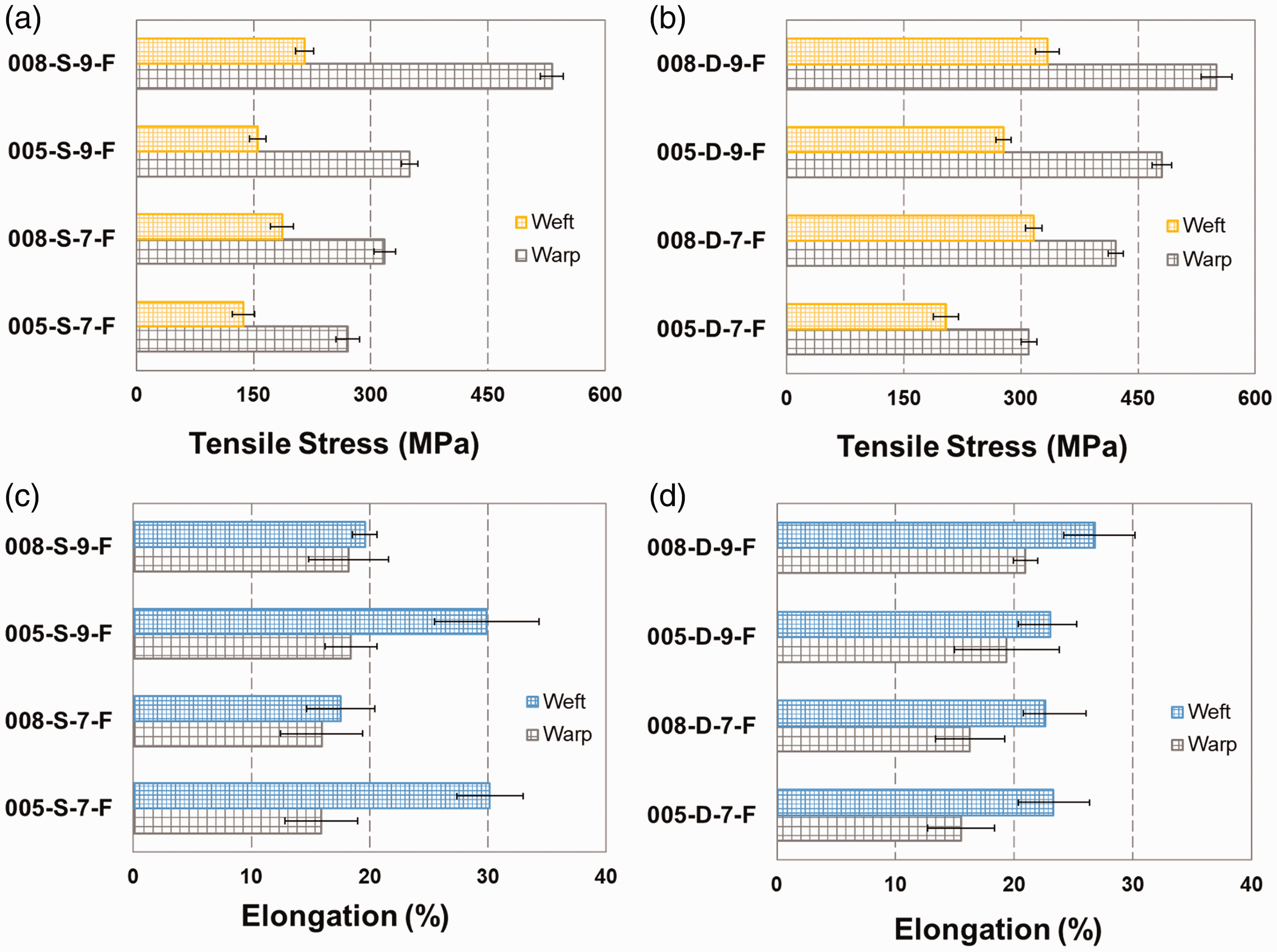
Tensile properties of SS/UV-PET woven fabrics with a laminated angle is 90°. (a,b) tensile stress and (c,d) elongation on both warp and weft directions.
Effect of laminated layer numbers on air permeability of SS/UV-PET woven fabrics
Figure 5 shows that one-layered woven fabrics have higher air permeability than two- and three-layered woven fabrics. The air permeability is 300 cm3/cm2/s for one-layered woven fabrics and 200 cm3/cm2/s for two-layered ones. The three-layered woven fabrics have air permeability between 100 cm3/cm2/s and 200 cm3/cm2/s. In conclusion, the air permeability of woven fabrics is inversely proportional to the number of laminated layers. The thickness of woven fabrics increases as a result of more number of laminated layers, which highly hinders the air from penetrating the woven fabrics. As a result, the air permeability decreases as a result of more laminated layers. Specifically, 005-S-9-F has an optimal air permeability of 385 cm3/cm2/s, whereas 008-D-7-F has the lowest air permeability of 115 cm3/cm2/s. It is surmised due to the fact that woven fabrics made of single-ply wrapped yarns with constituent 0.05-mm SS core have the greatest air permeability. Because the wrapped yarns with 0.05-mm SS core are finer, the resulted woven fabrics are composed of larger voids and a low cover factor that accelerate the air flux. Conversely, the double-ply wrapped yarns with 0.08-mm SS wires are thicker, and the resulted woven fabrics have a compact structure and a high cover factor, which lead to a low air permeability.

Air permeability of SS/UV-PET woven fabrics with the constituent (a) single- and (b) double-ply wrapped yarns.
Effects of laminated layer numbers of SS/UV-PET woven fabrics
Laminated angle of 0°
The woven fabrics laminated with 1, 2, and 3 layers are tested. With a specified 0° laminated angle, the laminated layer numbers do not obviously affect EMSE of woven fabrics as shown in Figure 6. Regardless of the number of laminated layers and the plied numbers of the wrapped yarns, the EMSE of woven fabrics is between −5 dB and −20 dB at the frequencies between 1000 and 3000 MHz. Because electromagnetic waves are composed of electric filed and magnetic field, both of them are perpendicular to each other. The more the number of laminated layers, the greater the woven fabric thickness and metallic content. From the results, it is demonstrated that the increasing laminated layer numbers led to a slight increasing SE around 1200 MHz, and it proves that the EMSE of woven fabrics is not completely dependent on the laminated layers but the laminated angles. A 0° laminated angle only allows the laminated woven fabrics to shield electromagnetic waves along one single direction. Moreover, the woven fabrics are laminated with the same shielding network pattern, which means that there are a fewer circuits per unit area. Therefore, woven fabrics cannot shield the incident electromagnetic waves effectively and have efficient electromagnetic shielding performance.

EMSE of SS/UV-PET woven fabrics with a laminated angle is 0°. (a–c) woven fabric with SINGLE-ply SS/UV-PET wrapped yarns under 1, 2 and 3 layers, respectively. (d–f) woven fabric with DOUBLE-ply SS/UV-PET wrapped yarns under 2 and 3 layers, respectively.
Laminated angle of 45°
Based on Figure 6, despite the laminated layer numbers, there is no significant difference in EMSE among all woven fabrics when the laminated angle is 0°. Conversely, Figure 6 shows that a 45° laminated angle remarkably raises the EMSE of woven fabrics in all frequencies due to a denser and more complete shielding network and a greater number of loops under per unit area. The increasing laminated layer number affects the EMSE when the laminated angle changed from 0 to 45 and strengthened the EMSE of woven fabrics. The EMSE is between −15 dB and −45 dB at frequencies of 1000 to 3000 MHz, which is able to shield 99.9999% of electromagnetic waves and reaches the requirement of industrial field. In particular, the majority of the EMSE is above −30 dB at 1800–2400 MHz, indicating that the laminated woven fabrics can shield the wave bands of microwave, smart phones, and Wi-Fi (Figure 7(b) and (d)). Furthermore, Figure 7 also shows that the EMSE is similar when woven fabrics are composed of single-ply and double-ply wrapped yarns as the weft yarns. It is concluded that the EMSE is correlated with the SS core of the wrapped yarns, instead of the insulating PET sheath.

EMSE of SS/UV-PET woven fabrics with a laminated angle is 45°. (a,b) woven fabric with SINGLE-ply SS/UV-PET wrapped yarns under 2 and 3 layers, respectively. (c,d) woven fabric with DOUBLE-ply SS/UV-PET wrapped yarns under 2 and 3 layers, respectively.
Laminated angle of 90°
Figure 8 shows the EMSE of woven fabrics that are laminated at 90° as related to different numbers of laminated layers. At the frequency band of 1000 to 3000 MHz, the EMSEs are between −5 dB and −15 dB (0° laminated angle), −15 dB and −45 dB (45° laminated angle), and −20 dB and −60 dB (90° laminated angle), the latter of which meets the requirement of livelihood and industrial EMSE standard. In particular, Figure 7(d) shows that 008-D-7-F has an optimal EMSE of −62 dB that shields 99.9999% of electromagnetic waves at 2000 MHz. Electromagnetic waves are transmitted perpendicularly, which means woven fabrics laminated at 90° can block the electromagnetic waves efficiently. When the electromagnetic waves shift toward higher frequencies, the EMSE of woven fabrics shows a decreasing trend. Based on the wave equation, when λ value decreases, electromagnetic waves can penetrate the pores of the fabrics without being reflected, absorbed, or multiple reflected, which leads to a lower EMSE at high-frequency electromagnetic waves.

EMSE of SS/UV-PET woven fabrics with a laminated Angle is 90°. (a,b) woven fabric with SINGLE-ply SS/UV-PET wrapped yarns (c,d) with DOUBLE-ply SS/UV-PET wrapped yarns under 2 and 3 layers, respectively.
Effect of laminated angle and laminated layer numbers on UV transmittance of SS/UV-PET woven fabrics
The UV radiations can be divided into UVA, UVB, and UVC in accordance with the wave range. Among them, UVB can be absorbed by the ozone when penetrate through the stratosphere. The wave length of the UV lamp used in this study is 297 nm corresponding to the UVB range. Figure 9 shows that one-layered woven fabrics have higher UV transmission and lower UV resistance. When the laminated angle is 90°, the UV transmission of woven fabrics has a decreasing trend regardless of whether the constituent wrapped yarn being single- or double-ply wrapped yarns. However, the UV transmission of woven fabrics is lower when the laminated angle of 90° than when the laminated angle of 0°. The UV transmission is below 10% when the woven fabrics are laminated at 90°. At laminated angle of 0°, UV transmission of woven fabrics is dependent on the weft yarns (i.e. SS/UV-PET wrapped yarns) due to the fact that the warp yarns (i.e. 500D high strength PET yarns) are not UV resistant. Hence, the woven fabrics can only shield UV radiation along a single direction and yield a low UV resistance. When woven fabrics are laminated at 90°, there are wrapped yarns both along the weft and warp directions, indicating that there are more UV resistant PET yarns. Meanwhile, the thickness of sample increases and the porosity decreases, thereby preventing UV radiation from penetrating the woven fabrics. As a result, woven fabrics laminated at 90° have higher UV resistance.

UV transmission of SS/UV-PET woven fabrics with the constituent (a) single- and (b) double-ply wrapped yarns.
Conclusion
This study successfully produces SS/UV-PET woven fabrics that have functions of EMSE and UV resistance. The SS/UV-PET wrapped yarns are made of 75D UV-PET filaments as the sheath and SS wires (0.05/0.08 mm) as the core. The wrapped yarns are fabricated into woven fabrics. The test results show that the three-layered woven fabrics that are laminated at 90° exhibit the highest EMSE while 005-S-9-F has the highest air permeability of 385 cm3/s/cm2. When it comes to tensile properties, woven fabrics have greater tensile stress along the warp direction but greater tensile elongation along the weft direction. The SS/UV-PET woven fabrics have the lowest UV transmittance (below 10%) when they are composed of double-ply wrapped yarns and laminated at 90°. Therefore, the manufacturing method for micro/macro-scaled ones or multicomponent ones both can be well regulated or selected based on the requirements of the final practical application field.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors would especially like to thank the Ministry of Science and Technology of Taiwan, for financially supporting this research under Contract MOST 106-2622-E-468-005-CC3, MOST 107-2622-E-035-011-CC3 and MOST 107-2632-E-035 -001 -.