
Abstract
The current research was conducted to determine the effect of pre-heating and coating of jute fabric with poly(vinyl acetate) for the improvement of the mechanical performance of jute fabric reinforced unsaturated polyester resin composite. Six different types of composites were manufactured through the implementation of hand lay-up method. The application level of 200 g of poly(vinyl acetate) per square meter of jute fabric leads to enhanced mechanical property of the composite. The optimum dose of coating showed improvement of 31%, 42.1%, and 35.7% in tensile strength, interlaminar shear strength, and flexural strength respectively in juxtaposition to preheated and untreated jute fabric-based the composite, whereas impact strength gained 59.7%. Such considerable increase in the mechanical performance is the result of strong interfacial adhesion ascribed to autohesion of unsaturated polyester resin with poly(vinyl acetate) and building of hydrogen bond between jute and poly(vinyl acetate) as supported by Fourier transform infrared spectroscopy. The optical microscopy of cross-sections of each sample revealed the homogeneity and distribution of coating thicknesses of poly(vinyl acetate). The characterisation of fractured surfaces of composite under tensile loading was carried out by scanning electron micrograph. The thermal behaviour of composite samples was examined by differential scanning calorimetry. The degree of curing of composite samples was typically found to be 72%. Water absorption reduced to its half by the virtue of gradual decrease in void content from 9.52% to 4.87%.
Introduction
Environmental issues have arisen in renewed interest of natural fibre reinforced composite (NFC) since last two decades [1]. The stringent legislation and policies have urged industries to lean towards sustainable bio-resources for structural and non-structural applications [2]. It is envisaged that the use of light weight biodegradable non-abrasive lignocellulosic fibre in composite reinforcement will not only contribute in abating carbon footprint, but also provide enhanced scope to farmers in diversified bulk use of their post-harvest biomass [3]. The other attractive features of lignocellulosic fibres include reduced damage to tooling and moulding equipment, relatively better surface finishes and lower abrasiveness of composite part surfaces [4].
The basic premise for the selection of fibre in making composites is that the fibre reinforced the matrix and improves their response to forces at low extension, i.e. modulus. The desirable mechanical properties of composite depend on the (i) type of fibre; (ii) fibre volume fraction; (iii) fibre length; (iv) fibre dispersion; (v) fibre orientation and (vi) interfacial strength of reinforcement and fibre–matrix interaction. The selection of fibre is thus based on their chemistry and structure [5].
Natural fibres like jute, flax, hemp, ramie, sisal, etc. are polar and hydrophilic and hence lack compatibility with hydrophobic matrix forming polymers. The lack of compatibility of natural fibre results in poor wetting and adhesion between the fibre and the polymer. A weak interface is thus created, which promotes defects like voids [6, 7]. The poor reinforcing fibre–matrix interface or interlaminar shear strength (ILSS) in case of natural fibres limits their application [8]. It is the area of prime interest for researchers to improve the mechanical performance of NFC with improved ILSS.
Researchers have attempted several methods through fibre surface modification in order to improve interfacial properties by physical and chemical means. Gassan et al. used corona plasma and UV to treat jute fibres to increase the polarity of fibres [9]. Plasma treatment of jute by Seki et al. improved shear strength and flexural strength of composite by 30% and 35%, respectively [10]. Rong et al. proposed that the removal of aromatic impurities and increase of fibre crystallinity on heat treatment of sisal fibre enhanced the mechanical performance of sisal-reinforced epoxy composites [11]. The introduction of free radicals to encourage crosslinking between the fibre and the polypropylene (PP) matrix was investigated by Huber et al. to improve interfacial bonding with natural fibres and PP [12]. The beating of kraft fibre promoted the defibrillation and increase of surface area as observed by Beg et al. and enhanced the strength of kraft fibre reinforced PP composite by 10%. The process of deacetylation of monomer unit of fibre to introduce the hydrophobicity in fibre was being exploited by Bledzki et al. to improve the mechanical properties of flax fibre and its PP composites [13]. The use of silanes as the bridge in between hydrophilic hemp fibre and the hydrophobic matrix was reported by Rachini et al. [14]. They concluded that there was a reduction in the hydrophilic character of fibre on the introduction of silane due to the condensation reaction between hydrolysed silane and hydroxyl groups of hemp fibers, which improved the interfacial shear strength (IFSS). The most commonly reported silanes used are amino, methacryl, glycidoxy and alkyl silanes. Marquès et al. [15] used maleic anhydride (MA) as coupling agent to modify the PP matrix to manufacture composites based on cellulose fibres as reinforcement. They proposed that the presence of coupling agents, independent of their acid number or molecular weight, improves the mechanical strength of the composite. The presence of the ester bonding between polymer and fibres may be responsible for improved mechanical property. The treatment of polylactic acid with MA that improves the property of ultimate composite was studied by different researchers. [16–18] The improvement of tensile and flexural strength of enzyme-modified abaca fibre-based PP composites was investigated by Bledzki et al. [19]. All such attempts to rectify the inherent rejection of natural fibres to synthetic resins were expensive to be adopted for industrial manufacturing [20–23].
Poly(vinyl acetate) (PVAc) is a common adhesive material used in wood industry [24]. The favourable features of PVAc are low cost, ease of availability, wide compatibility and excellent adhesive characteristics. The common forms of PVAc used are resins solutions and emulsions. Its use in other industries is influenced by its adhesive, binding and film properties [25]. The other major uses of PVAc emulsions are interior and exterior flat paints, particularly for masonry surfaces. The textile industry utilises PVAc, mostly in emulsion form, for finishes to impart durability, strength and “hand” to woven fabrics. The study of Vijayendran et al. [26] on PVAc proposed that the surfactant-free PVAc homopolymer latex sample follows the process of interdiffusion, i.e. the mobility of polymer chains. This phenomenon of interdiffusion has been called as autohesion [27, 28]. The autohesion mechanism depends mainly on the amount of molecular entanglement and number of molecules involved [29] and leads to gradual coalescence of PVAc with other polymer matrix.
The aim of the work is to tune the fiber–matrix interactions using PVAc as coating substance prior to resin impregnation. The study focused on surface coating jute fabric with PVAc prior to application of unsaturated polyester resin (UPR) to produce a sustainable method. The investigation proposes the hypothesis of possible presence of aliphatic PVAc as a bridging unit between hydrophilic reinforcement jute and hydrophobic UPR matrix. The attainable changes in different mechanical properties of composites upon such prior modification of jute fabric are reported in the present article.
Experimental
Materials
As a reinforcement material, plain-weave fabric (Figure 1(a)) was prepared using jute yarn having specifications as mentioned in Table 1. Commercial grade UPR, namely Fibre Bond-555, was used as the matrix of composite. Cobalt napthalate (1 wt%) and methyl ethyl ketone peroxide (1 wt%) were added as activator and as catalyst respectively to UPR before application. Commercial grade elastomer, PVAc liquefied in acetone (1:3, v/v) was used for surface coating of jute fabric. The PVAc possesses very similar specific gravity with UPR as mentioned in Table 1.
Properties of constituent materials for six composite samples.

aMeasured in the fibre form.
PVAc: poly(vinyl acetate); UPR: unsaturated polyester resin.
Methods
Sample preparation
At first, the mould was polished and then a mould-releasing agent was applied on the same surface as shown in Figure 2. The pre-weighed layer of jute fabric was placed into the 300 × 300 mm2 square-shaped mould before resin impregnation. Each layer of jute fabric was left for few minutes to allow the resin to soak into it after pouring of the resin. Trapped air was gently squeezed out using a roller brush. The mould had a stack of 10 layers of jute fabric and then left for about 3 min to allow air bubbles to escape from the surface of the resin. The mould was then closed and placed on a movable lower platen of the hydraulic press. Subsequently, it was pressed in a hydraulic press maintaining a pressure of about 10 kg/cm2 and cured for a period of 24 h maintaining a gap of 8 mm by using a spacer at room temperature. Six different composite samples were prepared using hand lay-up technique. Each sample had 10 layers of reinforcing fabric stacked upon each other as shown in Figure 1. The gravimetric ratio (Rc) of reinforcing fabric to the rest of the constituents (comprising UPR and PVAc) was 1:3 for each sample. The control sample (S1) was prepared with jute fabric after conditioning it in desiccator for 24 h. Before fabrication of five other composite samples namely S2, S3, S4, S5, and S6, the jute fabric was heated at 90°C for 20 min to remove the moisture content. The average areal density due to the loss of moisture was around 250 g/m2. In case of the preparation of composite samples like S3, S4, S5, and S6, the amount of PVAc was varied in increasing order as indicated in Table 2. Resin was applied within 1 min after coating so that the coated layer of PVAc does not get sufficient time to cure in order to facilitate interdiffusion of two polymers, UPR and PVAc.
Gravimetric quantity of constituent materials for the preparation of six composite samples.

aConditioned for 24 h in 20°C and 65% relative humidity prior to the application of UPR.
PVAc: poly(vinyl acetate); UPR: unsaturated polyester resin.
Testing and characterisation
Tensile properties
The tensile properties of the composite were evaluated on Universal Testing Machine (Blue Star E&E, India) as per the ASTM standard D 683-86 using 150 mm gauge length, 25 mm test width and 5 mm/min crosshead speed. The following relationships were used to calculate the tensile properties, namely tensile strength (T) in MPa and tensile modulus (M) in GPa

Interlaminar shear strength
The ILSS was characterised using a universal testing machine (Universal Blue Star E&E, India) in three-point bending mode following the ASTM D 2344-84 standard. The crosshead speed of 1.3 mm/min and the span length-to-depth ratio was kept at 5. The width of the test samples was 6.5 mm. The breaking load at the time of failure was recorded and the ILSS was calculated using the following expression
Flexural strength
A three-point loading system utilising central loading on a simply supported beam was applied to evaluate the flexural strength on the Universal Testing Machine following the ASTM standard D 790-81 using the sample dimension (20 × d) mm × 15 mm, support span of (16 × d) mm where d is the thickness of the specimen and 1.7 mm/min crosshead speed. The following relationships were used to evaluate the flexural strength (F) in MPa
Hardness
Rockwell hardness of composite materials was tested as per ASTM-D-785. The results obtained were based on an average of 10 tests for each sample.
Water absorption
The water absorption of the specimen was carried out following the ASTM standard (D 570-77) using the sample dimension 50 mm × 50mm. The sample was immersed in normal water for 24 h and the weight gain due to water absorption was measured. The water absorption was calculated from ratio of the weight gain due to moisture absorption to initial weight of the specimen.
Thickness
The thickness was measured at randomly selected ten different positions of each surface by a slide calliper for each sample and average values were presented.
Weight of the sample
Sample weight in kg was measured by electronic balance from a sample of size of 320 × 320mm2 and then converted to g/m2.
Bulk density and void content
Actual bulk density 

Fourier transform infrared spectroscopy (FTIR)
PVAc-treated and untreated jute fabric was finely chopped and mixed with KBr to form thin pallets. The pallets were examined in FTIR spectrophotometer (Perking Elmer Spectrum Two) using attenuated transmittance resonance (ATR) technique. The FTIR spectra of 16 scans were collected for wave number typically ranging from 4000 to 500 cm–1.
Scanning electron microscopy (SEM)
The morphological study of jute fibre reinforced composites was conducted using an SEM. Samples of 1 cm2 were extracted and were directly mounted on aluminium SEM stubs using a two-sided adhesive film. The samples were then covered by a thin carbon coating with HHV BT300 (Hind High Vacuum Company Pvt. Ltd., India). Microscopic observation was carried out by means of a ZEISS EVO 40 SEM (Carl Zeiss AG, England) that was able to provide detailed information on the morphologic characteristics and texture of the fractured surface of the samples.
Optical microscopy
Optical inspections of the cross-section of composite samples and the fractured surface of ILSS failure samples were performed using Wild Leitz Combistereo M3Z microscope (Leica, Switzerland). A 6 × magnification was initially used to study the entire cross-section to identify the presence of PVAc. The average thickness of the PVAc coating was determined for each sample using integrated software, Motic, of optical microscopy. Radial distance between jute yarn surface and outer most points of traces of PVAc coating were measured at different 120 positions for each sample. The average of these 120 measured data was considered to calculate the coating thickness. The homogeneity of the coating was assessed from the coefficient of variation of the measured values as given in Table 3. The fracture morphology of the ILSS tested specimens was studied by optical microscopy at a magnification of 10 × .
Thickness of PVAc coating on the surface of the jute yarn as measured from the optical microscopy of the four samples that involves PVAc coating before resin impregnation.

Differential scanning calorimetry (DSC)
The thermal behaviour of composites were studied using PerkinElmer Diamond Differential Scanning Calorimeter Analyser (USA). Samples of ≤5 mg weight were used for the test. The temperature range was kept between 20°C and 600°C with a heating rate of 10°C/min in the nitrogen atmosphere.
Results and discussion
Tensile properties
Tensile strength and tensile modulus are shown in Figure 3(a) and (b), respectively. The composites with the pre-heated jute fabric, S2 exhibits improved tensile property of 13.7% as compared to S1. The presence of moisture was evaporated by heating of jute fabric prior to the application of the UPR matrix. The effect of such pre-heating resulted in the improved tensile strength of S2 as identified by Pickering et al. [22].

Photograph of (a) reinforcing jute fabric, (b) sample S2, (c) sample S3, (d) sample S5 and (e) sample S6 and (f) cross-sectional microscopy of sample S4 showing 10 layers of reinforcing jute fabric.

Schematic representation of the stepwise preparation of PVAc-coated jute fabric reinforced UPR composite samples.

(a) Tensile strength in MPa and (b) tensile modulus in GPa of six composite samples (S1–S6). (Vertical lines on the top ends of the bars show 95% confidence interval and horizontal dashed lines show the corresponding values for UPR without any reinforcement.)
The scanning electron micrograph of the fractured surface of S1 (Figure 4) shows the presence of prominent void or microcracks between fibre and matrix. The presence of moisture in jute fabric hinders the bonding between hydrophobic UPR and hydrophilic jute fabric and causes poor strength realisation for sample S1 [31]. Sample S1 suffers the generation of cracks due to coalescence of micro-voids in the interfacial region, which is further responsible for improper distribution of load throughout the structure. The failure is predominantly governed by shear yielding other than the tearing of the jute fabric [32, 33]. Figure 3(a) also shows a gradual improvement in the tensile strength when PVAc was used for pre-coating of pre-heated jute fabric with the increased application level (Table 2) from S3 to S5. S5 offers an improvement of 31.0% over S2 while S6 suffered a decline. The optimum application level of PVAc for jute fabric is identified as 200 g/m2 for S5. The improvement of tensile strength as found in S3, S4 and S5 may be attributed to the improved mechanism of adhesion based on the following factors.

Scanning electron micrograph of fractured surface of composite, S1, reinforced with jute fabric conditioned for 24 h in 20°C and 65% relative humidity (dotted line encircles the void).
Formation of hydrogen bond
PVAc forms a hydrogen bond with hydroxyl groups of jute fibre in accordance with the proposed scheme (Figure 5). It was found in literature that the hydroxyl group of raw jute fibre was bounded by other cementing materials like lignin, hemicellulose and wax that can easily be recognised from the peak of free OH-stretching in the IR spectrum over a broad frequency range (3433 cm−1 to 3160 cm−1) other than any characteristic peak [34]. The FTIR studies of uncoated and PVAc-coated jute fabric show that there is a broadening of the peak corresponding to the O–H stretching (3558 cm−1 to 3092 cm−1) (Figure 6). The broadening of the peak for coated jute is due to the reduction in the number of free O–H group as a result of the hydrogen bonding with the polar ketone group of PVAc.

Schematic representation of autohesion of UPR and PVAc. (Dotted black line shows cross-linked unsaturated polyester and blue lines show the polymeric chain of cured PVAc.)

Fourier-transform infrared spectroscopy (FTIR) of jute fabric prior to coating (reinforcement of S2) and PVAc-coated jute fibre (reinforcement of S5) with schematic representation of formation of hydrogen bond between hydroxyl group of jute fibre and polar ketone group present in PVAc.
Autohesion
The application of the aliphatic rubbery PVAc prior to curing promotes the interdiffusion into the network of UPR to form an interpenetrating polymer network [35]. UPR matrix, on curing, forms an open network structure due to the presence of the bulkier aromatic ring in the side chain. The UPR with pendant aromatic ring, as hanging in the side chain formed the network structure on curing and PVAc (elastomer) may diffuse into the network. PVAc may act as a bridge between jute and resin matrix, as shown in the schematic Figure 5, responsible for improved tensile strength and modulus of S3. This kind of improvement of the fracture toughness and impact resistance of cured isophthalic resin was studied by Cherian et al. [36] through blending of resin with elastomer. The formation of hydrogen bond and autohesion mechanism resulted in improved interfacial adhesion between the jute fabric and the UPR matrix. The improved interfacial adhesion is the upshot of the hydrogen bond of PVAc with reinforcing jute and interdiffusion of PVAc into the resin matrix (Figure 5). Thus, the subsequent removal of reinforcing jute fibres became difficult. Such tenaciously adhered layer improved the tensile strength of final composites supported by the SEM of samples S2, S3 and S5 (Figure 7). The SEM of fractured surfaces of S5 reveals that the failure was due to the breakage of fibre other than fibre pull-out (Figure 7(c)). However, in this case, there are traces of the matrix still found on the broken fibre surface. This is an indication of the adhesion between the fibre and the matrix. The failure process was dominated by the improved adhesion between reinforcement and matrix.

Scanning electron micrograph of fractured surface of (a) S2 showing delaminated jute fibres, (b) S3 with improper PVAc distribution encircled with dashed line, (c) S5 with optimum PVAc level (fractured fibre cross-section is identified with dashed boarder line and (d) S6 with excessive PVAc level.
Homogeneity of PVAc coating thickness
The distribution and homogeneity of PVAc coating on the surface of jute yarn were evaluated by image analysis of cross-sectional microscopy of composite samples. The thickness of PVAc coating and variation in thickness are presented in Table 3. The photographs from the optical inspection distinguished the constituent yarn cross-section of the reinforcing jute fabric and the PVAc from the matrix (Figure 8). The thickness of the PVAc coating was found to be increased from 93 to 116 μm for S3 to S5 with an improved coefficient of variation (CV) leading to the realisation of higher tensile strength. The higher value of CV indicates the nonuniform distribution of PVAc on the surface of jute fabric.
The highest coating thickness was found in the case of S6 in the range of 135 μm. The significant reduction in the tensile strength for S6 ascribed predominantly by increased thickness of PVAc (Table 3) causing the differential shear deformation among the layers.
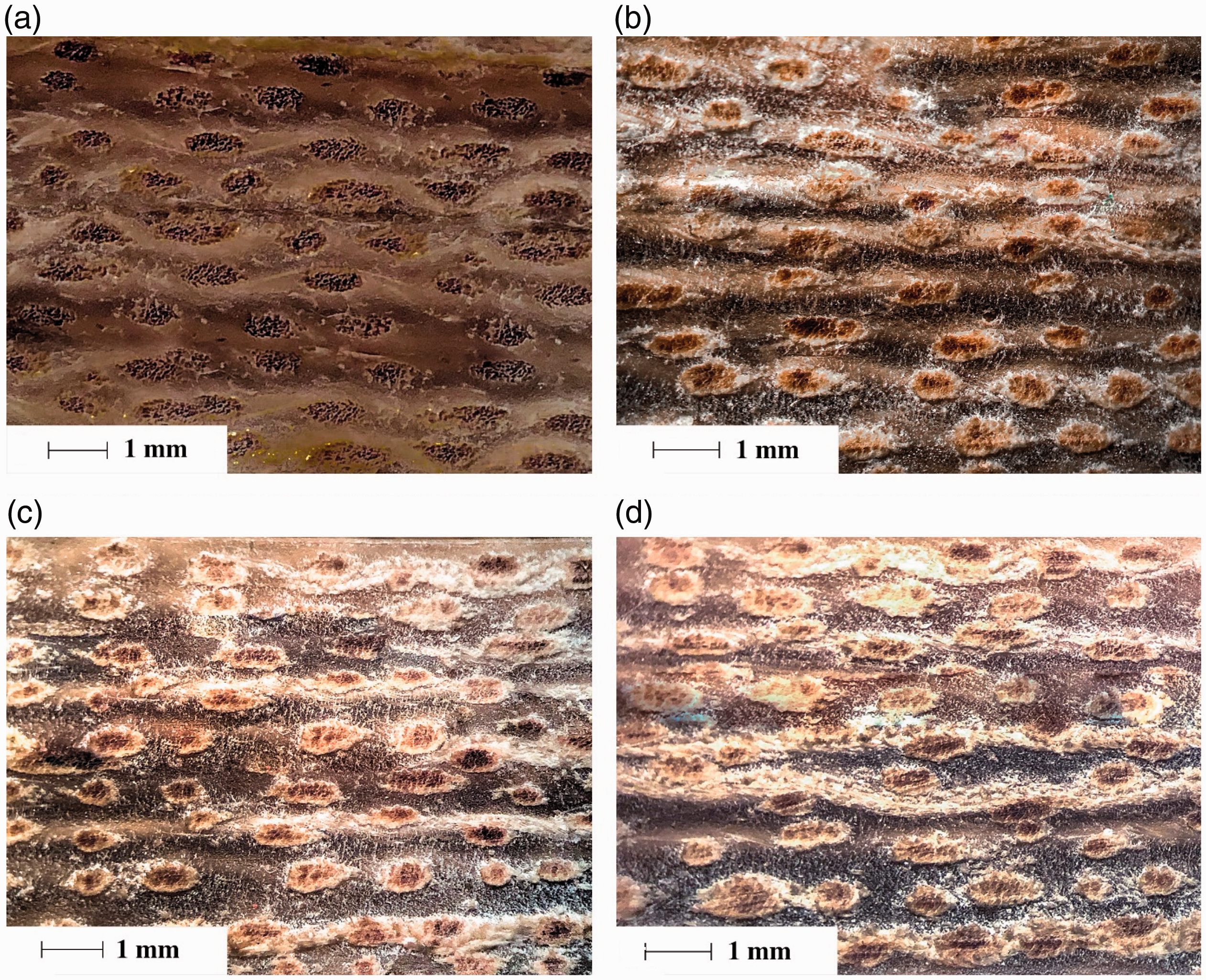
Cross-sectional optical micrograph of (a) S2 with visible cross-sections of noncoated yarns, (b) S3 with improper PVAc (white spots) distribution, (c) S5 with uniform PVAc coating and (d) S6 with high-coating thickness.
Interlaminar shear strength
The ILSS of untreated jute and pre-heated and treated jute fabric-based composite are shown in Figure 9. The use of a short beam at the time of testing ensured the elimination of bending stresses and the failure was thus interlaminar due to the crack along the horizontal plane between the layers. The ILSS depends mainly on the type of the matrix and its properties and fibre matrix interfacial strength [37]. The maximum value of ILSS was observed in S5 with an average value of 5.4 MPa. Sample S5 showed an improvement of about 42.1% ILSS compared to S2. The use of PVAc and its interdiffusion [26–29] phenomenon may have contributed to the realisation of higher ILSS. The fracture surfaces of ILSS-tested samples S2 and S5 are shown in Figure 10. The linear interlaminar debonding was observed in S2 (Figure 10(a)). The composite sample S5 showed better interfacial bonding and breakage of fibre to matrix was followed by nonlinear interlaminar delamination (Figure 10(b)). PVAc promoted the better interfacial bonding for its adhesive property and interdiffusion or autohesion.

Bar diagram showing interlaminar shear strength of six composite samples (S1–S6) (vertical lines on the top of the bars indicate the standard error).

Optical micrograph of post ILSS test fractured samples of (a) S2 showing shear yielding of UPR matrix and (b) S5 with multi-layer crack propagation (cracks are indicated by dashed boarder line).

(a) Flexural strength in MPa and (b) flexural modulus in GPa of six composite samples (S1–S6) (vertical lines on the top ends of the bars show 95% confidence interval).

(a) Bar diagram showing Izod impact strength in kJ·m2 of six composite samples (S1–S6) (vertical lines on the top ends of the bars show 95% confidence interval) and (b) change of Izod impact strength as a function of void content (%).

Bar diagram showing hardness in Rockwell unit of six composite samples (S1–S6) (vertical lines on the top ends of the bars show 95% confidence interval).
Flexural strength
Flexural strength and modulus were assessed for all six composite samples as shown in Figure 11(a) and (b). The geometrical shape of the specimen during flexural strength testing is the same for all composite samples and the square cross-section of the test sample at the edges remained unaltered during the flexural bending deformation. The calculation of flexural strength of the composite sample (S1 to S6) eliminates the influence of the cross-section and thickness. Thus, the change of flexural strength and modulus is solely governed by tensile modulus. Similar trend of improvement like tensile property is observed for flexural strength as it is the intrinsic property of composite material and independent of the dimension of the sample [38]. Therefore, the increase in the flexural strength from S2 to S5 (almost 35.7%) is well matched with the theoretical concept.
Impact strength
The impact strength of the composite is related to the toughness of the material, which is the capacity to absorb energy at the time of break that attributes to fibre volume fraction, interfacial adhesion and interlaminar splitting. The interlaminar splitting depends on the void present within the structure. In this study, it was found that for a constant fibre volume fraction (25%), the impact strength is gradually improved by 59% from S1 to S5 as shown in Figure 12(a). The influence of void content on the impact strength is shown in Figure 12(b). The presence of voids within the structure as identified in SEM (Figures 4 and 7(a)) may be responsible for low impact strength realisation for S1 and S2. The convergence of voids into cracks in the interfacial region during load application promotes the interlaminar splitting, which has an adverse effect on the interfacial strength. Thus, there is an inappropriate transfer of load from the polymer matrix to the fibre. Further improvement in the impact strength from S3 to S5 is a consequence of bridging of PVAc with jute through H-bonding and its autohesion mechanism (Figure 5). There is no such significant difference between S5 and S6.
Hardness
The Rockwell hardness number represents the additional depth to which a test ball penetrator of hardness tester is driven by a heavy load beyond the depth of a previously applied minor load. High hardness numbers that are obtained from hard materials indicate a shallow indentation, while low numbers found with soft materials indicate deep indentation. Hardness of S2 was improved by 9% over that of S1 as shown in Figure 13 though no significant change was recorded for composite samples with different PVAc levels.
Differential scanning calorimetry
DSC analysis was carried out for uncured and cured composite samples to determine the degree of curing and is represented in Figure 14. The dotted and the dashed lines in Figure 14(a) show the thermal behaviour of uncured composite sample S2 and S5, respectively. The solid line represents thermal response of the fully cured S2 differently at 120°C for 6 h [39]. The region between 40°C and 280°C shows no exothermic or endothermic reactions, which suggest that the fully cured S2 was stable between these temperatures. The area under exothermic peak at 126°C gives the heat of cure of 1367 J (Figure 14(a)) for S2.
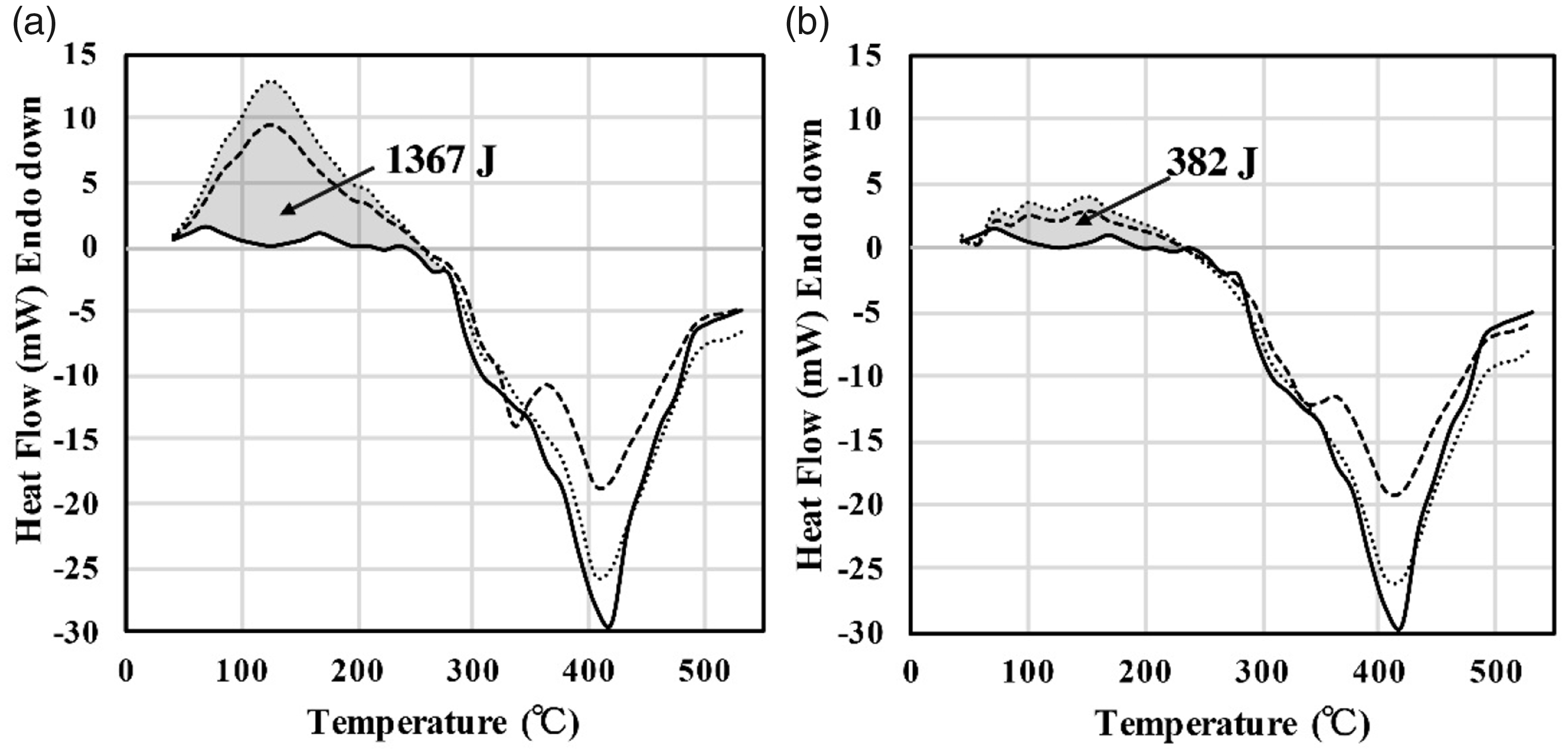
DSC curves for (a) completely uncured samples and (b) cured samples. Dotted line is for sample S2 and dashed line is for sample S5. Bold line is for sample S2 cured at 120°C for 2 h and is considered to be completely cured sample. Shaded area is the heat of cure for sample S2.
The dotted line as in Figure 14(b) represents the thermal character of the sample S2 cured at RT for 48 h. The small area under DSC curve of 382 J is the heat of residual cure used to calculate the degree of curing. The degree of curing of sample S2 is about 72%. The same method was used to calculate the total energy required to cure S5. The endothermic peak at 340°C of the samples (S2, S5) proposes the decomposition of PVAc. All the samples showed strong endothermic peaks at around 415°C. These peaks may indicate the decomposition of the samples. The same decomposition temperature region of samples S2 and S5 concluded that the treatment of jute fabric with PVAc is not contributed to the degree of curing. The presence of PVAc can be explained as the bridging unit between UPR matrix and jute fabric as its dispersion in UPR after the evaporation of moisture solely governed by the autohesion mechanism [40].
Water absorption
Water absorption in a fibrous composite is dependent on temperature, fibre loading, permeability of fibres, surface protection, area of the exposed surfaces, diffusivity, void content, hydrophilicity of the individual components, etc. [41]. A large number of porous tubular structures of multicellular jute fibre helps in the penetration of water by the so-called capillary action [42]. Dependency of water absorption on the void content is presented in Figure 15 and Table 4. The trend as observed for the composites prepared from preheated and coated jute fabric decreases with the increase of the PVAc content up to an application level of 200 g/m2 due to the good fibre to matrix interaction and less void content as compared to composites S1 and S2, respectively.
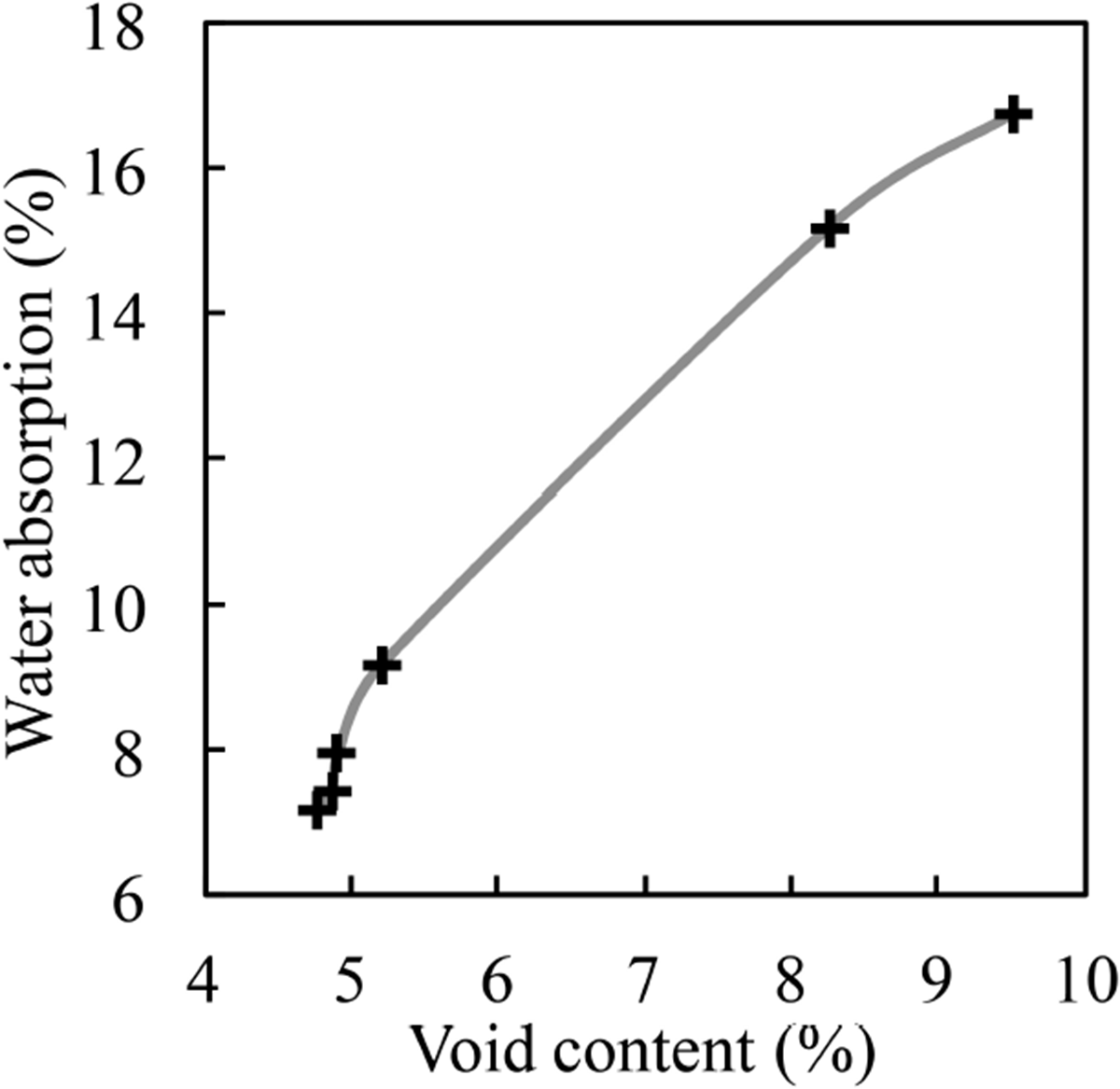
Scatter plot of water absorption (%) as a function of void content (%) of six composite samples.
Thickness and physical properties of six composite samples.

Conclusion
This article studied the enhanced tensile property, interlaminar shear property, flexural and impact performance of the jute fabric reinforced composite. It can be concluded that the improved property profiles were the consequence of the precoating of jute fabric with PVAc at an optimum level. PVAc acted as an internal bridge between the jute fibre and the UPR matrix. The H-bond was created between jute fibre and PVAc, while there was an extant of interdiffusion of PVAc in the UPR matrix. The creation of H-bond was evident by the FTIR study and the optical microscopy revealed the visible presence of PVAc inside the UPR matrix. The connection of PVAc between the jute fibre and the UPR matrix was proposed in a schematic presented by Figure 5. On the contrary, DSC study confirmed that the treatment of jute fabric with PVAc has no contribution to the degree of curing. An optimum level of PVAc was found to be 200 g/m2 beyond which the increased coating thickness was responsible for gradual lowering of the mechanical response of the composite sample. Apart from that, the findings on the tensile strength were in tune with ILSS, flexural and impact strength. The water absorption behaviour of jute composite samples was mostly affected by the presence of void content. The investigation provides a possible route to produce jute–polyester composites with better mechanical and water absorption characteristics. The attainable improved mechanical response can be used as edict in the manufacturing of natural fibre reinforced composite for structural applications.
Footnotes
Declaration of conflicting interest
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the ICAR – National Agricultural Science Fund (NASF) [ME5016].