
Abstract
This article deals with a newly developed lab-scale equipment fabricated to produce a wet-laid nonwoven, for the application of absorbent core of the disposable nursing pad. This equipment was designed based on the principle of filtration and thickening of fiber, such that it operates without electrical energy and less water consumption. Fully bleached pine fiber (Softwood kraft pulp) pretreated with 15% NaOH w/v was used as the raw material. Wet-laid nonwoven fabric of 200 g/m2, 300 g/m2, and 400 g/m2 mass per unit area were produced and tested for tensile strength and elongation were found to confirm the integrity of the nonwoven. Nonwoven fabric air permeability decreased with increasing mass per unit area and amount 38.08 ± 1.57 cm3/s/cm2, 29.75 ±0.49 cm3/s/cm2, 22.86 ± 0.88 cm3/s/cm2. The mean pore size was 36.42 µm, 33.66 µm, and 32.37 µm and the total absorption capacity was 20.57 ± 1.3 g/g, 30.05 ± 2.1 g/g, and 36.02 ± 0.88 g/g, respectively. SEM image shows random arrangement and interlacement of fibers and the nonwoven produced was found to be smooth, soft, and flexible using tissue softness analyser. Thus, the designed wet-laid equipment can be used to produce cost-effective wet-laid nonwovens and it is an eco-friendly setup regarding water recycling and the produced nonwoven samples are suitable for the absorbent core of the disposable nursing pad.
Introduction
Nursing pads are used by lactating mothers to absorb and retain the milk leaked from the mother’s breast during and between feeding to avoid stains on the cloth and a possible embarrassment [1]. Crow and Byers state that the wet-laid nonwoven web is highly suitable for the absorbent core of hygiene textiles [2]. In most of the commercial disposable nursing pads, absorbent core is produced using the air-laid nonwoven technique and the raw materials used are wood pulp, synthetic fibers, and superabsorbent polymers. The drawback in the use of air-laid web is the lack of integrity and overall utility of the pad. There is a 4–5% loss of fiber and dusting problem in air-laid nonwoven during production and use [3].
In recent years, the demand for wet-laid materials for personal hygiene care, beauty care, medical care, and household wipes and industrial cleaning has grown significantly owing to the improvements in living standards. Formation of fiber web involves the preparation of fiber slurry where fibers with a length up to 35 mm can be processed. Apart from wood pulp fibers, a range of fibers including polyester fibers, polyamide fibers, carbon fibers, ceramic fibers, glass fibers, and cellulose fibers can also be manufactured using the wet-laid technique [4].
The wet-laid web manufacture is derived from the papermaking process. The steps involved are (i) dispersion of fibers; (ii) deposition of fibers on the screen; (iii) removal of water from the web by suction, gravity, or a pressure difference developed by water column; (iv) consolidation; (v) drying of the web [5]. In the 1980s, a Fourdriner machine was used for paper making. It helped in increased production. The machinery parts are headbox, a continuous flat wire (web forming unit), a suction unit below the flat wire to drain the liquid from the web, a couch roll to press the web, a drying roller, and a winding roller. The other two types of papermaking machines in the industry are twin wire web forming machine for producing uniform thickness web and cylindrical machine for producing paper of heavier grams per square meter. The wet-laid nonwoven is produced by modifying the web forming unit in the inclined Fourdriner machine with a high dilution ratio (0.5–0.0025%) of the fiber dispersion to enable obtaining the web with fabric-like properties such as softness, bulkiness, and flexibility [6].
Lab-scale Fourdrinier-inclined wire machine is used for R&D purposes. It is the miniature of a bulk unit. The requirements to run the machine are a minimum of 50 kg raw material, skilled person, and electrical energy [7].
Another type of lab-scale machine used for paper making is the hand sheet forming machine. The limitations in the hand sheet forming machine are of the production of web is only of 60–150 g/m2 and the diameter of the web produced varies only till 160 mm [8]. A web with uneven surface was obtained when glass fiber nonwoven was formed in the hand sheet machine. The problem of unevenness was addressed by introducing a filter paper between the wire mesh and the sheet former. The drainage rate of water was reduced from 1400–1750 mL/s to 80–200 mL/s. This reduction in the drainage rate helped the fibers in redistribution during the web formation process and forming an even web [9].
In the conventional method, dispersion is made to flow at a preset speed on the screen for the formation of the web, assisted by drainage of water by suction and followed by compression and drying using various methods. The concentration of the slurry, flow speed, and the speed of the web forming screen can be altered. The design aspect of the commercial machine has numerous features. It also requires electrical energy which makes it more expensive.
Hence, an attempt has been made for the lab-scale production of the wet-laid nonwoven fabric aiming at minimizing cost, energy, and new development study purposes. A simple lab-scale wet-laid equipment (batch process) has been designed and fabricated based on the reference of hand sheet formation machine in the Tappi standard T205 sp-02 (2002). Newly fabricated equipment does not require electrical energy. Web formation is possible with the minimum quantity (7 g) of raw material. It is an eco-friendly process, as the water used for the dispersion is reused since it acts only as the fiber carrier component.
The experimental work described in this paper evaluates and explores the process of manufacturing wet-laid nonwoven using fully bleached pine fibers (softwood kraft pulp) by the sequential process of dispersion, web formation, wet consolidation, and drying technique. The raw material is pretreated with 15% w/v NaOH solution, which is essential to impart softness and improved absorbency to the pulp material [2] and the characterization of the nonwoven has been done to enable analysis of the suitability of the produced nonwoven for absorbent core of the disposable nursing pad.
Materials and methods
Materials
Commercially available fully bleached softwood kraft pulp fibers were procured from Rajarajeswari Traders, Chennai, India.
Pretreatment of softwood kraft pulp
The pulp was given optimized alkali treatment using the 15% w/v NaOH solution at 32°C for 10 min using the material to liquor ratio 1:33. After the treatment, the pulp was washed thoroughly using distilled water and neutralization was carried out using a diluted sulfuric acid solution. This was followed by thorough washing using distilled water until pH 7 was obtained. Drying of the pulp was carried out 80°C in a hot-air oven. Then the pulp was conditioned at 65% Relative Humidity (RH) and 25°C. Properties of pretreated wood pulp characterized by Kajaani FS-300 (Metso) fiber analyzer are given in Table 1.
General properties of pine wood pulp

Methods
Design and fabrication of lab-scale wet-laid equipment
The vessel geometry was designed with reference to a hand-sheet forming machine used in the Tappi standard T205 sp-02. The lab-scale wet-laid setup consisted of two parts (i) bottom web- forming unit and (ii) top liquid-holding unit. Description of the parts is shown in Table 2. The top and bottom units are secured together by means of No. 8 stainless steel bolts and nuts. Figure 1 shows the wet-laid setup.
Description of parts of the wet-laid setup.


Lab-scale wet-laid setup. (a) Photograph and (b) line diagram.
Fabrication of bottom web forming unit
The bottom web-forming unit was made up of stainless steel. Test sieve of diameter 20.3 cm with the sieve cloth of ASTM No 200 made out of 18/8 stainless steel was used. Below the sieve cloth, bottom water-holding unit of height 12 cm, including a stand for the whole circumference with a height of 5 cm was welded together. At the bottom of the water-holding unit, a tap was provided for the complete drainage of water. Leveling of the sieve cloth was done, during manufacturing stage to facilitate the uniform web formation after filtration through the mesh. Total height of 7 cm along with a flange of 1 cm was provided above the sieve cloth and on the flange rubber gasket was pasted in order to act as a water sealant.
Fabrication of top liquid holding unit
A hollow stainless steel cylinder of diameter 20.3 cm with a flange of 1-cm width was used. The total height of the top liquid holding unit was 60 cm and the volume of top liquid holding unit capacity was 18.84 L.
Working procedure of the lab-scale wet-laid setup
The working principle of the wet-laid setup is based on the settling of the fibers, filtering of the fibers on the wire mesh followed by suction to remove excess water. The web formed was compressed using appropriate pressure and then dried. This is shown in Figure 2(a) and 2(b). The bottom unit was filled with water up to a height of 4 cm above the mesh. Then the top and the bottom unit were attached tightly together by means of bolts and nuts, to avoid leakage of water. Then the entire dispersion of fiber was poured from the top of the cylinder and allowed to settle. If allowed to drain at a rate of 1 L/min approximately, the water was drained completely and the web was formed.

(a) Preparation of wood pulp slurry. (i) NaOH-treated kraft wood pulp; (ii) fiber dispersion; and (iii) fiber slurry. (b) Wet-laid web production process. (i) Web formation; (ii) web consolidation; (iii) drying; and (iv) wet-laid nonwoven.
Dispersion of fiber
The nonwoven fabric of 200 ± 25 g/m2, 300 ± 25 g/m2, and 400 ± 25 g/m2 was produced. The quantity of pulp to be taken in order to produce the nonwoven fabric web for the diameter (20.3 cm) of the standard mesh was calculated using the equation (1).
The calculated quantity of pulp was soaked in the distilled water for 4 h. The pulp to water ratio of 1 g in 1000 mL was optimized. Required fiber quantity was taken in a plastic container along with distilled water to get the required mass per unit area of nonwoven fabric. Then it was dispersed using an overhead stirrer (RQ-122, Remi Elekrotechnik Ltd., Vasai, India) at 3000 r/min for 15 min at room temperature. Then the solution was diluted to optimize fiber to water ratio of the required mass per unit area and mixed well using an overhead stirrer and immediately poured into the top of the liquid holding unit to facilitate web formation. The top liquid holding unit was then separated.
Consolidation of web
Consolidation of the nonwoven fabric was done by compressing the fiber in the wet state using appropriate weight to yield a specific pressure. The pressure with reference to Tappi T205 sp-02 was taken as 345 Kpa. Since the pressure was too high it was optimized. Based on the preliminary work, a weight of 800 g applied for the area of 240.4 cm2 would yield pressure of 3.3 g/cm2. A circular plate of 17.5 cm diameter with a handle at the center (Table 2, Item 3) and the bottom surface of the circular weight was flat and smooth which does not cause any impression on the wet web, was applied to create a required pressure of 3.3 g/cm2.
Drying of the web
The bottom unit was placed inside the hot-air oven (Inlab equipment (Madras) Pvt. Ltd., Chennai, India) for drying at 80°C till it became dry. After complete drying, the web was separated from the mesh and placed inside the environmental chamber (Inlab equipment (Madras) Pvt. Ltd., Chennai, India) for conditioning at 65 ± 2% RH and 25 ± 2°C.
Characterization of nonwoven
The important properties required for the nonwoven to be used as the absorbent core of the nursing pad are uniformity, softness, smoothness, flexibility, integrity, and absorbency.
Morphology determination by scanning electron microscope
The surface and cross section of the wet-laid nonwoven fabric of 200 g/m2, 300 g/m2, and 400 g/m2 were observed by scanning electron microscope (Phenom Pro Desktop SEM, Phenom World, Netherlands). The samples were coated with Gold-platinum alloy in a sputter coater.
Determination of uniformity of the produced nonwoven
Thickness determination
The thickness of the produced nonwoven was determined as the distance between the upper and lower surface of the material, measured under a specific pressure (0.02 kPa). The thickness of the nonwoven fabrics was measured according to the standard ISO 9073-2:1995. The thickness of the sample was measured at five distinct places within the samples and between the samples of similar mass per unit area. The mean and standard deviation (SD) were calculated [10].
Mass per unit area determination
Produced nonwoven fabric mass per unit was measured according to the standard ISO 9073-1:1995 the mass of the test piece was measured using weighing balance (Model No. BSA2245-CW, Sartorius, Germany) which is capable of determining the mass of the test piece to an accuracy of 0.001 g. The mass of the test piece was measured within and between the samples. The mean and SD were calculated [11].
Tensile strength
The Instron tensile testing machine was used for the measurement of the tensile strength and elongation of the wet-laid nonwoven according to the standard ISO 9073-3: 1989. The five samples obtained were cut to the dimension of 200 × 25 mm in one direction. The test length (the distance between the fixtures) was adjusted to150 mm. Test speed 100 mm/min was maintained during the testing. All samples were conditioned at 25 ± 2°C and 65 ± 2% RH before testing [12]. Normalized fabric strength (g/tex) was obtained from tensile testing raw data on the basis weight (g/m2) of the nonwovens and width of the specimen by using the formula (2) given below [13].
Evaluation of softness, smoothness, and flexibility
The three basic parameters surface softness, surface smoothness, and flexibility which determine the comfort property of the nonwoven web has been tested by using a tissue softness analyzer (TSA; Emtec Electronic GmbH, Leipzig, Germany). The working principle of TSA simulates the sensation of the finger tips by touching the sample with vertical lamella fixed on the rotating blade under a defined load and rotation speed. A nonwoven sample of 112.8 mm diameter is firmly fixed on the measuring cell. The sensors detect the vibration caused by the movement of the rotating blade on the sample surface and converts the vibration into decibel values which are reported as softness and smoothness of the tested sample. After the sound measurement a load of 100 mN and 600 mN is applied on the sample and the displacement (D) is measured to find the flexibility of the nonwoven sample [3,14,15].
Measurement of pore size and their distribution
A capillary flow Porometer (CFP-1100A1, Porous materials Inc, USA), based on the principle of the liquid extrusion porosimetry technique, was used for investigating the pore size and their distribution of the wet-laid nonwoven. The temperature and relative humidity for the tests were kept constant at 25 ± 2°C and 65 ± 2% RH respectively. The fiber density of the wood pulp sample is 0.57 g/cm3. The constructional parameters of tested samples such as web density, web volume fraction, and theoretical web volume porosity % [13] were calculated by using equations (3),(4), and (5).


Measurement of air permeability
Air permeability was evaluated using a digital air permeability tester (Frazier permeability tester, Model No. PM1-GP-100A-F, (Porous materials Inc, USA). The test was carried out according to the standard method ISO-9237/7231, a gas such as air is forced to flow through the test sample. Measurement of the steady-state flow rate and the corresponding pressure drops provided the required data for the calculation of permeability using Darcy and other units. The diameter of the circular sample was 100 mm. The pressure controlled was 0.5 ± 0.01 inch water.
Total water absorption capacity
The liquid absorptive capacity of the produced nonwoven web was determined using standard procedure NWSP 0.10.1RO. A sample of known weight is placed on the surface of the water taken in a trough and was allowed to drown 20 mm below the water for 60 ± 1 s. Then, the samples were hung freely vertically to drain for 120 ± 3 s [16]. In order to measure the water absorption capacity, the original mass of the web (Wo) was weighed and then the mass of the wet samples was weighted as (Wa). Later, water absorption capacity (Wm) was calculated using equation (6).
Result and discussion
SEM image analysis
The SEM images of the produced nonwoven fabric samples were analyzed and shown in Figure 3. The surface images (Figure 3(a), (c), and (e)) show the fibers are randomly oriented and the fibers are interlaced one among the others. The cross section reveals that the fibers are arranged one above the other randomly and closely to form the web. This confirms the principle of filteration and thickening during the wet-laid nonwoven forming process.

SEM images of wet-laid nonwoven. (a) Surface image of 200 g/m2; (b) cross section image of 200 g/m2; (c) surface image of 300 g/m2; (d) cross section image of 300 g/m2; (e) surface image of 400 g/m2; (f) cross section image of 400 g/m2.
Nonwoven fabric uniformity
Nonwoven fabric thickness determination
The thickness of five nonwoven fabric samples in each mass per unit area was measured. Measurement in each sample was taken at five distinct places. The mean and SD were calculated for each mass per unit area. Details have been provided in Table 3. The SD of nonwoven fabric mass per unit area was seen as less than 0.1 mm; the web produced is uniform in thickness for within and between samples of similar mass per unit area. Table 3 proves the uniform settling of fibers over the area of sieve cloth in the newly designed wet-laid setup.
Mean value and standard deviation of nonwoven fabric thickness.

Nonwoven fabric mass per unit area
Five samples per each nonwoven fabric mass per unit area were measured. In each sample, the mass per unit area was measured at five distinct places in samples cut to small sizes. The mean and SD were calculated for each mass per unit area. Results have been provided in Table 4. The SD ranges from 13.0 g/m2 to 31.1 g/m2. Thus, the nonwoven fabric mass per unit area of 200 ± 25 g/m2, 300 ± 25 g/m2, and 400 ± 25 g/m2 could be produced.
Mean value and standard deviation of nonwoven fabric mass per unit area.

Nonwoven fabric tensile strength and elongation
The tensile strength of 200 g/m2, 300 g/m2, and 400 g/m2 nonwoven fabric produced were seen as 0.8 ± 0.4 N, 2.4 ± 0.5 N, and 3.5 ± 0.3 N respectively and elongation of 3.8 ± 0.4%, 2.9 ± 0.5%, and 2.7 ± 0.3% respectively which is shown in Figure 4. The tensile strength increases when the mass per unit area increases, which could be due to the number of fibers and their interlacement increases with increase in grams per meter square. There was a decrease in elongation following an increase in mass per unit area. The produced nonwoven fabric provided extension at the maximum load from 8 mm to 5 mm. The Figure 5 shows the normalized tensile strength of the wet-laid nonwoven on the basis of mass per unit area, which depicts that the tenacity of the fabric increase with increase in mass per unit area due to the random arrangement of the fibers in the produced web that correlates with the SEM images in Figure 3 [13]. The obtained value could not be compared with the commercially produced web, as the nonwoven contains only wood pulp and no other additives are added. The tensile strength and elongation obtained was only through the hydrogen bonding of the nonwoven fabric. Jones et al. reported the tensile strength of nonwoven with additives as 6 N [17]. In practical use condition, the tensile strength and elongation provided by the nonwoven web was sufficient for the integrity of web.

Tensile strength and elongation of 200 g/m2, 300 g/m2, 400 g/m2 wet-laid nonwoven fabric.
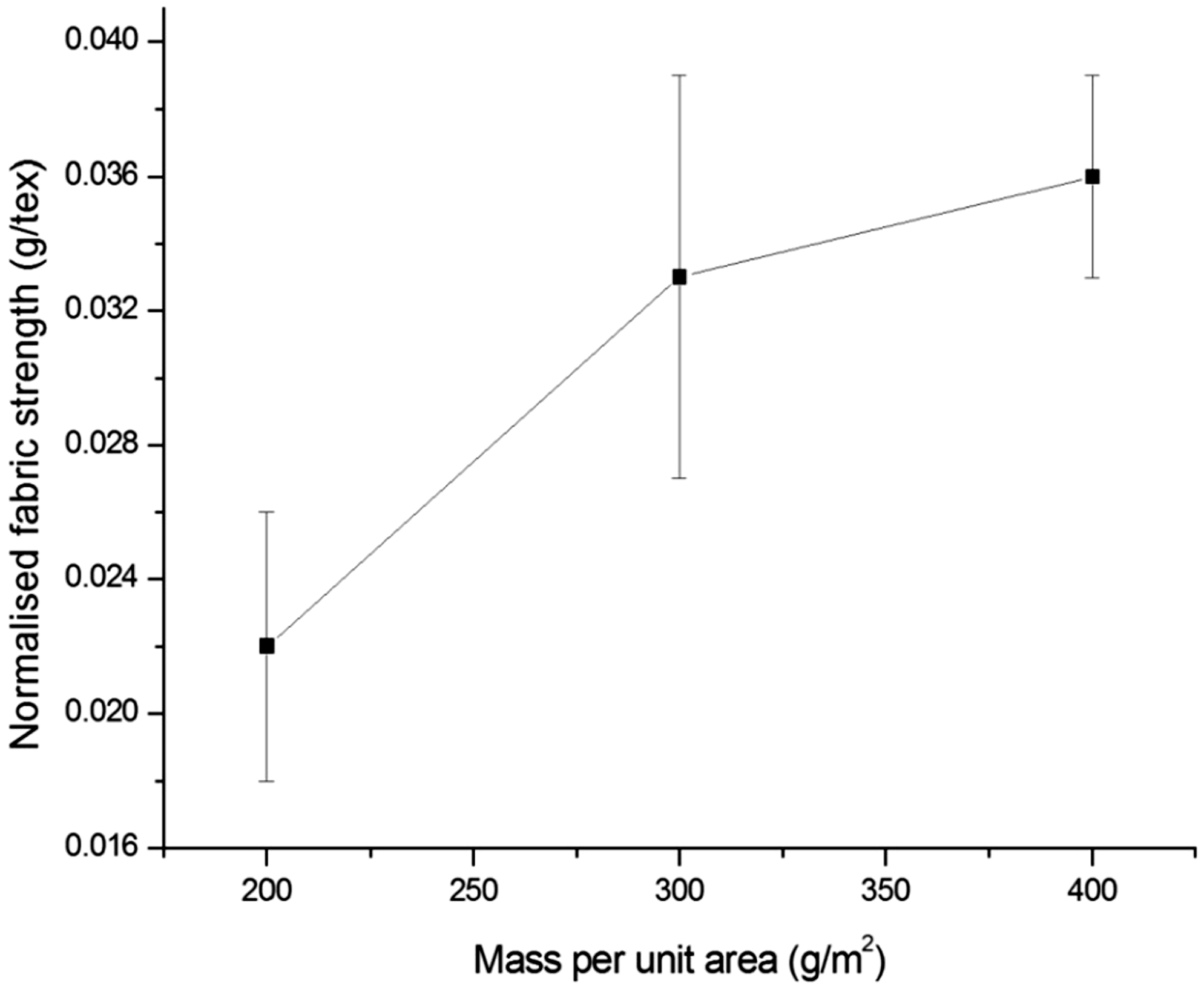
Normalized fabric strength with mass per unit area.
Assessment of softness, smoothness, and flexibility of the wet-laid nonwoven fabric
The TSA tester is used to test the three basic parameters such as surface softness, surface smoothness, and stiffness. This tester simulates the human hand movement over a sample surface; characteristic vibrations are generated as an interaction between the papillary lines and the texture of the sample. The typical hand moving speed (average) of the tester is 10 cm/s, using a typical load of 400–600 mN/cm2. The sensors capture the vibration and convert into sound spectrum (decibel) and analyzed by Fast Fourier transformation technique. Figure 6(a) shows the working basics of smoothness tester which generates the first peak of the spectrum at 200–2000 Hz which is caused by the vibration of the sample membrane itself by the rotation of the lamella.

Technical basis of TSA tester. (a) Technical basics of smoothness measurement; (b) roughness measurement; and (c) flexibility measurement.
Figure 6(b) shows the working basics of surface softness which generates the second peak of the spectrum at 6500–7000 Hz which is caused by the vibration of the lamella itself by moving over the surface with stick and slip principle. Figure 6(c) shows the working basics of stiffness measurement, a load of 100 mN and 600 mN is applied on the sample after the rotation of the lamella. The resulting displacement (D) of the sample membrane between two loads is measured for stiffness.
From Figure 7, it is evident that every sound spectrum curve has two peaks. The first peak which is close to 750 Hz represents the surface smoothness (TS750 values) and the second peak which is close to 7000 Hz represents the surface softness (TS7 values). The higher the decibel, lower the smoothness and softness properties of the nonwoven [15,16]. It can be seen that in TS750, sample of lower mass per unit area exhibits higher smoothness. For TS7, 200 g/m2 samples exhibits higher softness followed by 300 and 400 g/m2. Besides softness and smoothness, flexibility is another important parameter. In Figure 8, the D value shows that the produced samples are flexible and 300 g/m2 exhibits higher flexibility than 200 g/m2 and 400 g/m2 samples. These results show that the produced nonwoven is smooth, soft, and flexible.
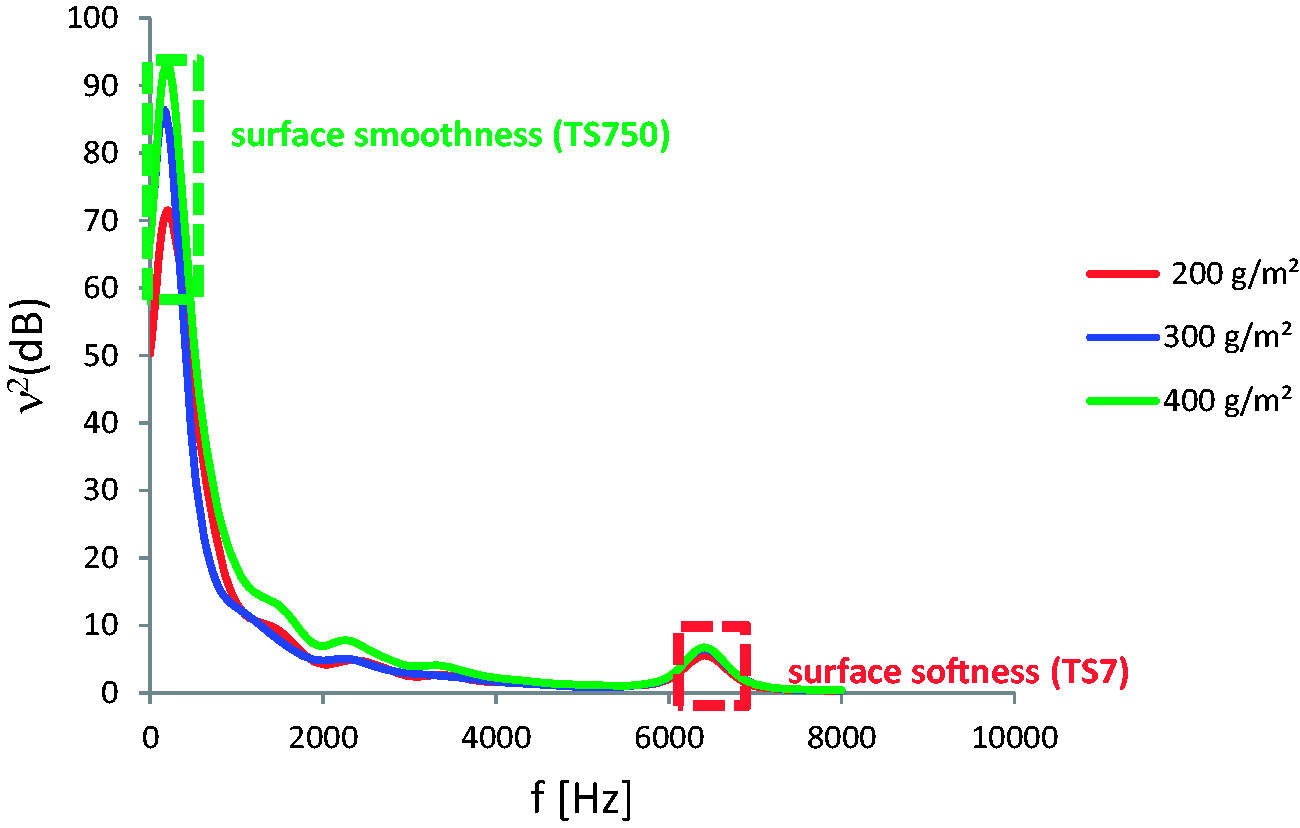
Surface smoothness and surface softness determination of nonwoven.

Flexibility assessment of nonwoven.
Results of nonwoven fabric porosity, air permeability, and total absorption capacity
Porosity
The pore size and their size distribution of 200 g/m2, 300 g/m2, and 400 g/m2 samples obtained using the Capillary flow porometer are shown in Table 5 and Figures 9, 10, and 11.
Results of nonwoven fabric porosity, air permeability and total absorption capacity.


Pore size distribution for 200 g/m2 wet-laid nonwoven.

Pore size distribution for 300 g/m2 wet-laid nonwoven.

Pore size distribution for 400 g/m2 wet-laid nonwoven.
Three kinds of pores may be present in nonwoven fabrics, namely, closed pores, through pores and blind pores. Through pores are open and allow the flow through the medium and so are important for the absorbent application. The important pore structure characteristics of nonwoven absorbent media are the most constricted through pore diameter (smallest detected pore diameter), the largest pore diameter (bubble point pore diameter), and mean pore diameter (mean flow pore diameter). The mean flow diameter is the diameter of the majority of the pores. It is defined as half of the flow through the pores having diameter smaller than mean flow pore diameter. The pore size and their pore size distribution of the web determine the permeability of air and liquid through the web [13,18]. The pore size obtained was due to the random arrangement of the fibers in the process of filtration and thickening of the web produced. The pore size distribution of the produced nonwoven did not follow any definite pattern demonstrating the random distribution of pores. Each nonwoven web had its own pore size distribution giving an indication of the nature of the web to allow and distribute the liquid to pass through the web. The calculated constructional parameters of the tested web were shown in Table 5. Calculated web volume porosity was 81% and the web density was 0.107 (g/cm3) for 200 g/m2, 300 g/m2, and 400 g/m2. Hence the produced nonwoven was porous, lightweight, and comfortable for the absorbent core of the nursing pad.
Results of nonwoven fabric air permeability
Air permeability values of 200 g/m2, 300 g/m2, and 400 g/m2 are shown in Figure 12. The air permeability mean value and associated SD of the 200 g/m2, 300 g/m2, and 400 g/m2 were found to be 38.1 ± 1.6 cm3/s/cm2, 29.8 ± 0.5 cm3/s/cm2, and 22.9 ± 0.9 cm3/s/cm2, respectively. The permeability characteristics in nonwoven fabrics vary from region to region, due to variation in the orientation of the fibers and processing parameters. Permeability also depends on the pore size and pore size distribution of the sample produced [3]. Pore dimensions could be crucial in determining the probability of permeability by the structure of the nonwoven. Air permeability is an important factor that determines the comfort of the absorbent material [18]. The air permeability decreases with increase in nonwoven fabric mass per unit area which may be due to the increased compactness of the web that offers a larger resistance to airflow.

The air permeability of 200 g/m2, 300 g/m2, and 400 g/m2 of wet-laid nonwoven.
Total absorption property of the wet-laid nonwoven fabric
The total absorption capacity of 200 g/m2, 300 g/m2, and 400 g/m2 was 20.6 ± 1.4 g/g, 30.0 ± 2.1 g/g, and 36.0 ± 0.9 g/g. During experimentation, it was observed that the maximum time taken for complete immersion of the samples was within 3 s. Then, the samples are kept immersed for 60 ± 1 s, after which the samples are made to hang freely on its own weight for minimum 2 min, till the drop of the water from the nonwoven stops. This procedure removes the excess water and provides the retained liquid capacity. The nonwoven pore volume is a dominant factor that determines capacity of liquid uptake and the calculated pore volume of 81% of the produced nonwoven assisted in liquid uptake. The difference in the rate and extent of liquid penetration and flow reflects the pore structure, pore size, and pore size distribution of the produced nonwoven and thus can be used as means of qualifying this structure [19]. This property is of primary importance for the absorbent core of the nursing pad. The observation during this experimental study proved the integrity of the nonwoven was not lost when hanging on its own weight with total liquid absorbed for 2 min and further during the handling. Hence, the nonwoven produced could be effectively utilized for the absorbent core of the nursing pad.
Conclusion
The lab-scale wet-laid setup fabricated can be used effectively for producing wet-laid nonwoven in the batch process. The given geometry of the wet-laid fabrication setup was working on the principle of filtration, thickening, and effects in uniform settling of the fibers. The produced design is cost-effective, requires less space, and no electric supply is required as it is manually operated and the water used can be recycled to enable the claim of being an eco-friendly setup. Nevertheless, in the newly invented equipment, the complicated machinery parts and connections are eliminated and are much simpler than the laboratory inclined Fourdrinier machine and sheet-forming machine. However, the raw material requirement is very small compared to any other lab-scale model as pointed out in literature.
The fully bleached softwood kraft pulp without alkali treatment when used for the wet-laid nonwoven production yields hard web which could not be used for the absorbent core. Hence the alkali treatment has been carried out for the pulp to achieve softness and flexibility of the nonwoven produced. The nonwoven produced was investigated for the suitability of the nonwoven for absorbent core purpose. The nonwoven samples produced were uniform in each category as reflected in the results of their mass per unit area and thickness within and between the samples produced. The SEM image reveals the random arrangement and interlacement of fibers both in the surface and cross section of the nonwoven which provide adequate tensile strength for the absorbent core of the nursing pad. The smoothness, softness, and flexibility of the web were confirmed by the test results using Tissue Softness Analyzer, Emtec. The nonwoven fabric produced is also porous and air-permeable. The nonwoven samples reveal integrity of the web during the total absorption capacity experiment and also reveal high water absorption capacity. Thus, the produced samples can be successfully used for the absorbent core of disposable nursing pads.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The author would like to acknowledge funding authority UGC- RGNF, India. Award No: F. 14-2 (SC)/2010 (SA-III).