
Abstract
In this work, the stacking of different layers of silk fabric reinforced polycaprolactone biocomposites were prepared by compression moulding technique. The mechanical and biodegradation behaviour were investigated. The mechanical properties of the different layers of silk/polycaprolactone composite were observed. The 14 layers of silk/polycaprolactone composites showed higher mechanical properties when compared to other composites. This was due to its sufficient mechanical interlocking between the fabric and the matrix. Further, scanning electron microscopy analysis confirmed the good interfacial bonding between silk and polycaprolactone. The in-vitro degradation study revealed that silk/polycaprolactone composite uptakes more water due to hydrophilic nature of silk while polycaprolactone showed higher amount of weight loss. Though there was a decrease in trend in the tensile properties of composite, still they can be used as a biodegradable plate due to its adequate mechanical strength. The changes in pH of the composite were also noticed and found negligible. Thus, the biodegradable silk/polycaprolactone composites are a promising alternative implant for patients, as they provide temporary mechanical support and controlled rate of biodegradation for the bone plate application.
Introduction
For orthopaedic and maxillofacial problems, permanent implants have been traditionally used. The metallic implants are clinically efficacious and they are also associated with several drawbacks, such as mismatch of the modulus that leads to stress shielding effect and secondary surgeries that are required for removal of implant [1]. The metallic implant has other problems like metal incompatibility, magnetism effect, anode–cathode reaction, corrosion, increase in bone porosity, delay in fracture healing and accumulation of metallic particles that may alter the osteoblast behaviour [2,3]. Non-permanent, biodegradable implants provide temporary support and degrade at a rate matching tissue formation, and thus eliminating the need for secondary surgery [1].
In recent years, there has been a great interest in preparing biocomposites that can be used as a biodegradable implant for biomedical applications. The biocomposites generally consist of natural fibres (bio-fibre) as a reinforcing material and biodegradable polymer as a matrix material. This polymer matrix acts as a binder to bind the fibre together and transfers load slowly to the fibre [4]. Natural fibre composites are environmental friendly and excellent corrosion resistance materials compared to the metal plates [5]. It has many advantages such as light weight, recyclability, biodegradability, ease of processing [6], non-toxicity, high strength, high toughness [7], biocompatible nature and no adverse effect on the host tissues [8].
Natural fibres are subdivided into two types based on their origin: (1) plant-based natural fibres and (2) animal-based natural fibres [8]. Plant-based natural fibres are lignocelluloses-based fibres and composed of cellulose, hemi-cellulose and lignin. They are flax, jute, sisal, kenaf and data palm [5]. Animal-based natural fibres are proteins, such as spider silkworm silk and wool [8]. Natural fibres reinforcement layer has poor adhesion between synthetic matrices and thus decreases the mechanical properties of the composite. The high moisture absorption behaviour of natural fibre shows undesirable characteristics in the composite, and it causes swelling, loss of mechanical properties, fibre degradation and cracking [9,10]. The evaluation of moisture content of the different plant natural fibres has been carried out using moisture content criterion tool [11]. In general, the continuous absorption of water molecules by the reinforcement layer shows reduction in the mechanical properties of the composite. The range of decrease in the mechanical properties with respect to continuous exposure to moisture is delayed in the silk reinforced composite compared to other natural fibre composites [12].
Silk is one of the best biocompatible and biodegradable natural protein fibres, which is widely used for implantable application. Silk provides excellent properties like density (1.3–1.38 g/cm3), high strength (650–750 MPa), high modulus of elasticity (16 GPa), elongation at break (18%–20%) [13,14] and excellent resilience [4]. The enhanced environmental stability of silk fibres is due to the extensive hydrogen bonding and their significant crystallinity [8]. It consists of two protein components, namely, fibroin and sericin. Whereas, the sericin has been removed through degumming process while silk using an implantable application. Silk fibroin is a fibrous component having a well-aligned structure and repetitive sequence of alanine and glycine rich amino acid [15,16]. The silk fibroin fibre is a biodegradable, biocompatible, Food and Drug Administration (FDA)-approved material, and it maintains its structural stability up to 170°C [17]. The in-vitro degradation investigated for degummed silk fibre in the presence of water, phosphate buffered saline (PBS) and Dulbecco’s Modified Eagle Medium solution degraded up to 14.0%, 12.5% and 11.1%, respectively for 156 days [18]. Silk fibroin is particularly useful in tissue engineering, wound dressing and implant material for biomedical application [19]. These interesting properties of silk made it an appropriate reinforcement material for composite preparation.
In recent years, researchers have shown more interest in the preparation of silk reinforced polymer composite. Shubhra et al. [13] fabricated a 10 wt% of silk fibre/polypropylene (PP) and phosphate glass fibre/PP composite via compression moulding process, and the silk fibre/PP composite displayed much greater mechanical properties than phosphate glass fibre/PP composites. The phosphate glass fibre/PP composites degrade faster when compared to silk fibre/PP composites [14]. Further, the authors extended their investigation in 2011 on the mechanical properties and degradation behaviour of unidirectional silk fibre reinforced gelatine film composites and concluded that the silk/gelatine composites had material losses, 52.1% of weight and 15.2% of tensile strength at the end of 24 h degradation [20].
Cheung (2010) and Ho (2011) fabricated 5 wt% of 5-mm-length silk reinforced poly (lactic acid) (PLA) composite using the injection moulding method [21,22]. In-vitro biodegradation study was carried out using the silk/PLA composite and pure PLA samples over a time frame of 16 weeks. The acidity of silk/PLA and PLA degradation product was mild, and its acidic nature does not affect the in vivo environment. The limited fibre content and poor fibre–matrix interfacings were the outcomes while preparing this composite through the injection moulding method. This in turn leads to poor mechanical properties.
The biodegradable polymers like PLA, poly (glycolic acid) and poly lactic-co-glycolic acid have all been used as implants for bone applications. These polymers are degraded into lactic acid and glycolic acid monomers and released to the surrounding tissue. The monomers are oxidized to pyruvic acid and metabolized in the kreb cycle. The release of acidic by-products from the polymeric implants can cause foreign body and bone demineralization at the site of implantation. Therefore, current effort in degradable polymers is to resolve the response caused by acidic degradation and particulate formation by developing longer degradation time materials such as polycaprolactone (PCL) [1].
PCL is a hydrophobic, semi-crystalline, low melting point (59°C–64°C), biocompatible and FDA-approved polymer. The degradation rate is slow, takes longer time (>2 years) for complete degradation and there are no acidic degradation products [23]. Li et al. [24] fabricated silk fibroin fibre reinforced PCL biocomposite with different content using melt-blending method and investigated the mechanical and viscoelastic properties of this biocomposite. Silk fibre content of 35%–45% shows maximum tensile strength (27 MPa) and flexural strength (59 MPa). But the silk fibroin and PCL interfacial interaction are not very strong [24]. Li et al. [25] increased the interfacial bonding of silk–PCL composite by an electron beam irradiation process. Wu et al. [26] fabricated three types of silk fabrics (plain woven fabric, plain weft-knit fabric and nonwoven fabric) blended with PCL and investigated the effects of fabric structures on the mechanical and structural properties of silk–PCL biocomposite. The tensile strength of PCL-woven composite is higher than those of PCL-knitted and PCL-nonwoven materials due to a large amount of straight geometry fibres present in the woven fabric [26]. Some researchers fabricated stacking of silk fabric layers for the preparation of composite using epoxy resin [27–31], whereas the present study focuses on the stacking of silk fabric with biodegradable PCL.
In this work, silk/PCL biocomposites were prepared using different layers of woven silk fabric as reinforcement along with PCL polymer matrix. The effects of reinforcement layers on the composites during mechanical and in-vitro degradation test were studied. Degradation mechanism of silk/PCL biocomposite is discussed in detail by analyzing water uptake, weight loss, changes in pH and mechanical properties.
Materials and methods
Materials
Degummed Bombyx mori silk fabric was used as the reinforcement layer for composite preparation. Degummed silk fabric was purchased from Kancheepuram. The biodegradable PCL polymer was used as the matrix material. Pure PCL was purchased in the form of white granules with molecular weight of 80,000 g/mol. The density of the PCL is 1.145 g/cm3.
Methods
Preparation of silk fabric
Degummed plain woven silk fabrics were prepared on handlooms with the particulars given in Table 1.
Specification of the silk fabric.

GSM: grams per square meter.
Microstructure analysis
The surface microstructure of the plain weave silk fabric was imaged using scanning electron microscope (SEM) and optical microscopes.
Mould preparation
The structure of the mould determines the dimension of the composite to be prepared. In this process, a mould made up of stainless steel plates with dimensions of 200 × 200 × 2 mm was used. The mould comprises two metallic plates, namely top and bottom plates. These plates were separated by placing an appropriate mould cavity between them. This decides the thickness of the composite. The steel plate was covered with a mould release agent for easy removal of the composite from the mould.
Fabrication of composites
Silk fabric reinforced PCL composite was fabricated by compression moulding. Figure 1 shows the actual process of the silk/PCL composite preparation using the hot press technique. The plain woven silk fabrics were cut into 200 × 200 mm size for the fabrication of the composite. To prepare the laminated samples, a PCL granule was spread uniformly on the 200 × 200 × 2 mm mould before each layer of woven silk fabric was placed. The 10 layers silk fabric/PCL composite fabrication was carried out by arranging 10 layers of fabric between 11 layers of PCL granule like a sandwich structure. The compression moulding process is a method of moulding in which sandwich structure is placed into a heated mould cavity. The mould is then closed with the top plate and pressure is applied to force the material layers to contact all areas of the mould. Process temperature of 120°C and 10 MPa pressure were maintained for 30 min. The composites were then cooled down to room temperature. The same method was followed for 12, 14 and 18 layers of silk fabric/PCL composite. The weight percentage of 10, 12, 14, 16 and 18 layers of composites are 22, 26, 30, 33.5 and 38, respectively.

Actual process of the plain woven silk/PCL composite preparation by using hot press compression moulding technique.
Characterization of the biocomposite
Tensile test
The tensile properties of silk fabric reinforced PCL composites were done in accordance with ASTM D638 by using Instron 3369, Universal Testing Machine (UTM), US (Figure 2(a)). The crosshead speed was set at 5 mm/min with a gauge length of 50 mm. The test was performed on five specimens of the flat-shaped samples for recording the tensile strength and modulus.

Test methods carried out for silk/PCL composite: (a) tensile test, (b) flexural test, (c) compressive test and (d) interlaminar shear strength test.
Flexural test
Flexural strength is the ability of the material to withstand bending forces applied perpendicular to its longitudinal axis. The flexural test of the composite was carried out using a UTM (Figure 2(b)). Tests were carried out in accordance with ASTM D 790 with a cross head speed of 2 mm/min. Flexural strength was determined using the following equation

Compression test
The compression testing of the composite plates of dimension 25 mm × 10 mm × 3 mm through their long axis as per ASTM D695 was followed, and a support jig was used as advised. The tests were carried out at a crosshead speed of 1.3 mm/min using MTS tester with a 100 kN load (MTS, Eden Prairie, MN, USA) (Figure 2(c)). The entire compressive tests were repeated thrice.
Interlaminar shear strength test
Interlaminar shear strength (ILSS) was estimated directly by knowing the interfacial properties between the fibre and the matrix in the composite. The test is also called as short beam shear test. Tests were carried out acceding to ASTM D 2344 with cross head speed of 1 mm/min (Figure 2(d)). The ILSS can be calculated an given below

Morphological observation of fracture surface characterization
The morphological analysis was conducted with HITACHI S-3400N (Japan) SEM on the fracture surface of the samples. SEM analysis examined the failure surface and failure behaviour on the fracture induced by tensile test. Ion sputtered sample surface was analyzed at an accelerated voltage of 5 kV used to capture the image of fractured surface of pure PCL and 10 and 14 layers of silk/PCL composite. The samples were viewed at the top of the fracture surface.
Fourier transform infrared spectroscopy
Fourier transform infrared spectroscopy (FTIR) analysis of silk, PCL and silk/PCL composite were carried out by Jaseco 6600 (Japan) to determine the functional groups and types of bonding in the samples. The infrared spectra were recorded in the range of frequency of 400 to 4000 cm−1 in the transmittance.
In-vitro biodegradation test
In this in-vitro biodegradation study, silk fabric reinforced PCL composite was conducted using PBS solution with pH 7.4. Silk/PCL composite samples were kept in a 500 mL tank containing PBS solution and placed in an orbital shaking incubator with a revolving speed of 100 r/min at 37°C. The PBS solution was replaced by fresh 1X PBS solution each week to mimic the body fluid condition. The change in mechanical properties of composite, weight loss, water uptake and pH of the sample were recorded through this test at 15, 30, 60 and 90 days time periods during the degradation process. All the specimens were measured for their initial weight in a dry condition. Water absorption was analyzed from the samples by weighing method. The specimens were weighted on a digital balance with an accuracy of 0.0001 g. The composite samples were dried in a hot air oven at 37°C for 3 days; then, the samples were weighed again and the percentages of weight loss and water uptake were calculated as given below


The tensile test of the silk/PCL composite after degradation was carried out, and three samples of each composite were tested at each predetermined time period of 15, 30, 60 and 90 days. The pH values of the samples were checked weekly with a pH meter and compared with the fresh 1X PBS solution as reference before being replaced by new 1X PBS solution. In addition, changes in appearance of the samples due to the release of by-products into the solution were recorded at the specific testing time points (i.e. up to 3 months).
Results and discussion
Microstructure analysis of silk fabric
The fibre alignment was found to have a significant influence on the mechanical behaviour of the composites. An optical microscopy and SEM image of the structure silk fabric reinforcement is shown in Figure 3. The silk fabric was tightly woven with little porosity of silk threads, and the more of silk threads were used woven in both the directions.

(a) Optical microscopy image and (b) SEM image of woven silk fabric structure.
Tensile characteristic of silk/PCL composite
The results obtained during the tensile tests are shown in Figure 4. From the stress–strain graphs, it is very clear that the tensile stress of the composite increases as layers are added up to 14 layers and it decreases with the addition of further layers. The tensile strength of the natural fibre reinforced composites increases with increasing fibre content, up to an optimum value, and it will decrease gradually [32]. This may be due to the change in the fibre and matrix fractions of the composite because fibre and matrix fractions play a vital role for deciding the mechanical properties of a composite. Therefore, the reinforcement layer and its mechanical properties must be effectively utilized for the balancing of external load applied at the time of testing. This proves that the optimum distribution of the fibre and matrix were achieved by selecting 14 layers of silk fabric as reinforcement for making the composite. The silk and PCL weight fraction of 14 layers silk fabric composite is 30% and 70%, respectively. This result indicates that the mechanical interlocking was sufficient between fibre and matrix and the load transfers from matrix to fibre, the reinforcing effect of the fibres was predominant [33]. For the layers of silk fabric beyond 14, the stress value decreases significantly due to decrease in the matrix fraction thereby leading to poor wet ability of the fibre. A similar kind of finding reported that PLA/PHBHH/Kenaf composite with 30% kenaf fibre loading shows maximum tensile strength dropped at 40% fibre content [34]. The 18 layers tensile strength and modulus show higher than the 16 layers of composite. This is due to the increasing layer of silk fabric on the composite which may increase the stiffness of the composite. A similar kind of trend was observed in tensile modulus of silk/PCL biocomposite also. Table 2 shows 14 layers of composite modulus values which were significantly higher when compared with the pure PCL. The silk reinforcement layers in the form of woven fabric shows an improved result when compared with the reinforcement layers made from nonwoven, knitted layer [26] and 35% of chopped silk fibroin fibre/PCL composite [24].

Tensile stress–strain curve of different layers of silk/PCL composite.
Mechanical properties of pure PCL and different layers of the silk/PCL composite.
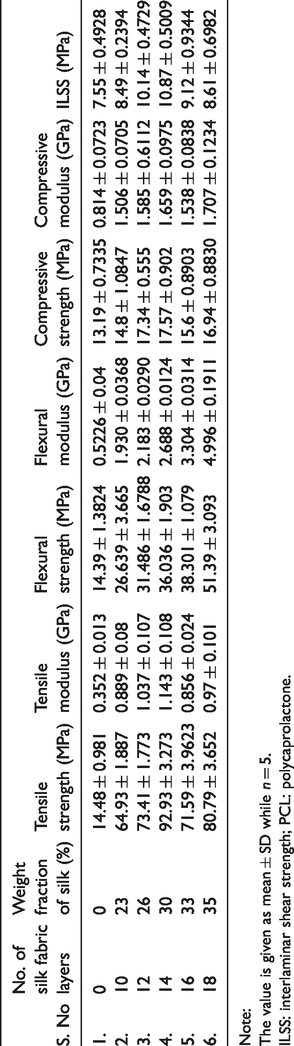
Note:
The value is given as mean ± SD while n = 5.
ILSS: interlaminar shear strength; PCL: polycaprolactone.
Flexural properties of silk/PCL composite
The flexural behaviour of the composites is shown in Figure 5. The flexural stress of the composites increases with an increase in the silk fabric layers in silk/PCL composites. Hence, the 18 layers of silk/PCL composite show a higher bending strength and modulus when compared with other composites. This increase in flexural strength and modulus was due to the increase in fibre content and occurred due to the higher stiffness of the fibres. This effect of fibres can withstand the changes in flexural load more efficiently than the matrix [35]. Hence, the trend observed in tensile test is not reflected in the flexural test. The flexural test results were less sensitive to micro cracks and defects in the specimens [24]. In silk/PCL composites, the reinforcement layers show a range of improved mechanical properties compared to that of the pure PCL composites. The flexural strength and modulus of silk composites are shown in Table 2. The flexural strength of 18 layers silk/PCL composite was found to be 3.5 times higher than that of PCL, and flexural modulus was 9.5 times higher.
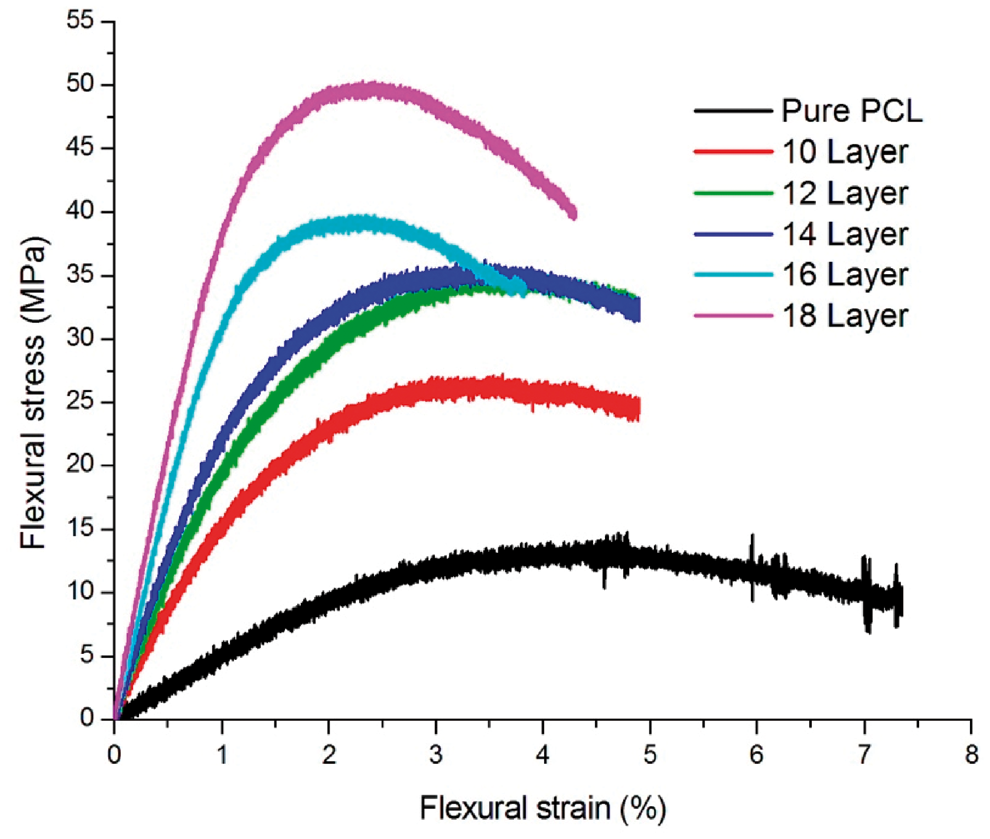
Flexural stress–strain behaviour of different layers of silk/PCL composite.
Compressive properties of silk/PCL composite
The investigation regarding effect of fabric layers on the compressive test of the composite is shown in Table 2. It can be detected that the compressive strengths of the silk/PCL composite showed similar trend of the tensile strength and modulus, but also an opposite trend of the flexural strength and modulus. The change in compressive strength depends on the fibre weight fraction, and a decrease in compressive strength is mainly due to composite end cracks, low fibre and matrix bonding or weak adhesion between polymers within the fibres [36]. The composite with the 14 layers of silk fabric shows a higher compressive strength when compared with other composites. Composites fabricated with the 14 layers silk/PCL composite combination exhibited compressive strength and modulus values of 17.57 MPa and 1.66 GPa, respectively.
Interlaminar shear strength properties of silk/PCL composite
The ILSS test directly assesses the nature of the interfacial behaviour between the reinforcement and matrix of the composite. Table 2 shows the ILSS values of the pure PCL and PCL with different layers of silk reinforcement. Fourteen-layer silk/PCL composite shows better ILSS when compared with other composites. The 14 layers of silk/PCL composite values (10.9 MPa) were 1.52 times higher than that of pure PCL and other reinforced composites. The increase in ILSS of the composite was achieved by developing better adhesion between the silk and the PCL matrix.
FTIR analysis
The samples were analyzed by FTIR spectroscopy. Figure 6 shows the FTIR spectra of the silk fabric, the PCL and the silk/PCL composites. The curve of the PCL composite in FTIR analysis shows a strong band around 1717 cm−1 which corresponds to a C = O stretching mode and two bands at 2864 and 2946 cm−1 represent symmetric and asymmetric CH2 bond stretching. The peaks at 1467 and 1363 cm−1 arise from the C–C backbone and that at 1163 cm−1 is C–O–C symmetric stretching and 1241 cm−1 is C–O–C asymmetric stretching. In silk fabric, the band at 1222 cm−1 is a result of amide III, which is mainly due to the C–N stretching mode. The peaks at 1619 and 1509 cm−1 correspond to elements in the silk secondary structure and are mainly due to C = O bonds in stretching and bending modes. The peak at 3280 cm−1 is N–H bending mode. Intensity of the peaks obtained for silk reinforced PCL composite samples was reduced as the content of PCL was replaced with silk. Since silk is present in the inner layer of the composite prepared, all the corresponding peaks of the silk were hidden in the spectrum as observed.
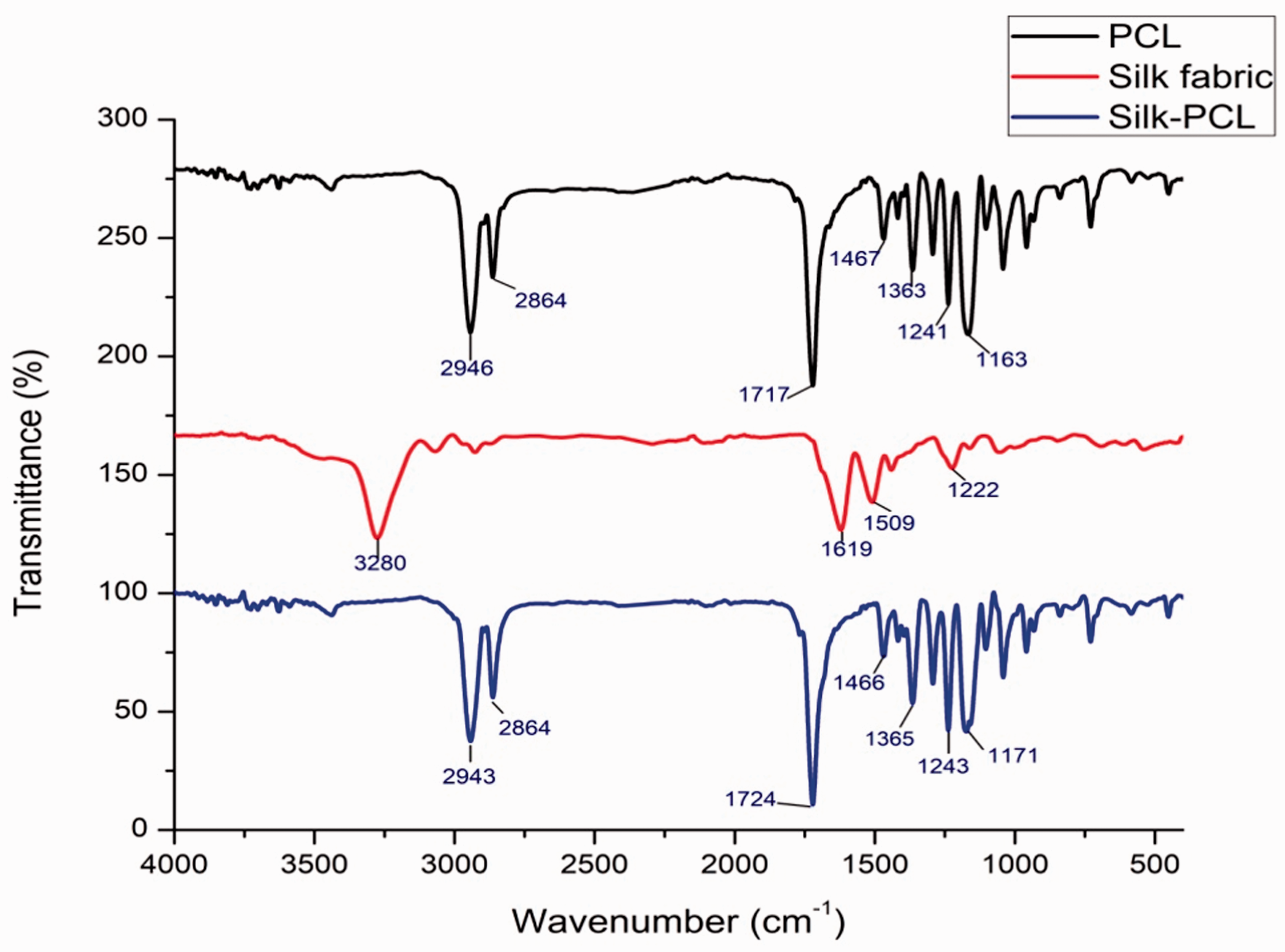
FTIR spectra analysis of PCL, silk fabric and silk/PCL composite.
SEM analysis of fracture surface
The fracture surfaces of the 10 layers silk/PCL biocomposite and 14 layers silk/PCL biocomposite were investigated using an SEM microscope as shown in Figure 7. Fibre pull-outs, fibre breakage, matrix fracture and some holes due to fibre pull-out can be observed after tensile test of the silk/PCL composites [30]. It is also clearly seen in the images of the fracture surface. The 10 layers silk fibres are surrounded by the PCL matrix, and some of the fibres are pulled out from the matrix during the tensile test. In 14 layers composite, silk fabrics are surrounded by the matrix and more pull-out fibres and punches of fibre breakage were observed from the fabric. These pulled out and fractured fibres were indicative of good fibre–matrix interfacial bonding in the composite. A good interfacial bonding contributes to the improved mechanical properties of the composite.

SEM image of fracture surface of (a) 10 layers silk/PCL composite and (b) 14 layers silk/PCL composite.
In-vitro biodegradation test
The moisture absorption behaviour of the composites mainly depends on the interfacial bonding between the fibre and matrix and the hydrophilic nature of the fibre. In silk/PCL composite, the silk fibres absorb high amounts of moisture due to their hydrophilic nature. The moisture absorption leads to swelling within the composite. The mechanism of moisture absorption occurs between the hydrophilic fibre and hydrophobic polymer by the following three steps. The first step is the diffusion of water molecules inside the micro gaps between the polymer chains. The second step is the capillary transport of water molecules into the gaps and flaws at the interface between fibres and polymers. The third step is the transport of water molecules into the micro cracks in the matrix formed during the compounding process [22].
Water uptake
Figure 8 shows the water uptake nature of pure PCL and silk/PCL composite as a function of degradation time. The result shows that diffusion coefficient and maximum water uptake values increased as the silk fabric layers increased [37]. After 30 days, pure PCL composite reached its water absorption equilibrium point, although this could not be observed in the other composite. These changes of water absorption of the composite were balanced between the dissolution of oligomers in the solution and the water uptake of the composite [38]. Silk fibre is hydrophilic in nature whereas PCL is a hydrophobic polymer which can only absorb small amount of water content. Therefore, silk fibre will be the major factor affecting the water absorption ability of the composite. Increment on silk fabric layer leads to a faster water absorption rate of the composite due to its strong hydrophilicity, while for PCL polymer moisture susceptibility is the primary driving force towards biodegradation [21].

Water uptake percentage of silk/PCL composite during in-vitro degradation in PBS solution at 37°C.
Weight loss
As given in Figure 9, the 10 layers of silk/PCL composite shows higher amount of weight loss when compared with other composites. The weight losses of the composites increased with increasing of immersion time in the PBS solution. A higher amount of degradation was noticed in the silk/PCL composites with higher proportions of PCL. The mechanism of PCL degradation can be attributed to random hydrolytic chain scission of the ester linkages, and it decreases the molecular weight [23]. The increase in PCL content in PLLA/PCL composite leads to higher amount of weight loss [39]. As a result, the increase in silk fibre content leads to the stability of degradation. The degradation performance of pure PCL was significantly higher when compared with silk/PCL composite. Therefore, preferred degradation is required for silk/PCL composites with respect to time for bone plate application.

Weight loss percentage of silk/PCL composite during degradation period.
Tensile test during degradation
Mechanical properties are essential for materials that are to be used for implantable applications. The mechanical properties of pure PCL and different layers of silk/PCL composite were studied at different time periods during the in-vitro biodegradation test. The loss of mechanical strength during biodegradation was carefully monitored. In the experimental results, the mechanical properties such as tensile strength and tensile modulus as a function of degradation time can be observed in Figures 10 and 11. Tensile strength of the pure PCL samples degraded constantly against the time whereas the different layers of silk/PCL composites degraded at a faster rate in 15 days, followed by a slow rate of degradation [21]. The tensile modulus of the composite also decreased gradually during the 15-day period of degradation. During degradation, the mechanical property of pure PCL was not affected. The 10, 12 and 16 layers of silk/PCL composites displayed faster degradation for 15 days, followed by a constant rate of degradation. The 14- and 18-layer composite tensile strength and modulus showed faster degradation for 15 days and then decreased gradually up to 90 days. As silk/PCL composite would absorb water solution more quickly, penetration into the interfacial bonding of the silk fibres and matrix takes place [22]. Therefore, water absorption in the silk/PCL composite initiated the damage that weakened the fibre and matrix interface and reduced the mechanical properties. A 46% of loss in tensile strength was observed over a period of 90 days in the 14 layers of silk/PCL composite. The mechanical properties of composite decreased due to the effects of moisture absorption. The rate of degradation of silk/PCL composite matches with that of the bone tissue regeneration.

Tensile strength against degradation period of silk/PCL composite.

Tensile modulus against degradation period of silk/PCL composite.
pH study after biodegradation
The pure PCL and silk/PCL composites were immersed in PBS (pH 7.4) and used for degradation studies. The effect of different layers of silk/PCL composite and PCL composite in pH of PBS as a function of the immersion time are shown in Figure 12. It shows that the immersion of composite contains silk and PCL which induces decrease of the pH medium from 7.4 to 7.35. Up to 12th week of biodegradation study, the pH value of the 1X PBS solutions remained almost same in the range of pH 7.4–7.35 for pure PCL and the biocomposites with different layers of silk/PCL. The change in pH of the PBS solution was negligible when the PCL and the composites are immersed, and it remains relatively constant, ∼7.4–7.3. Similar kinds of results were reported for polylactic acid/chitosan composite [40]. This pH result shows that the pure PCL and silk/PCL composites do not produce any toxic by-products during degradation, henceforth ensuring the bone cell formation during the implantation process in future.

pH analysis of silk/PCL composite with different layers and PCL during biodegradation period on PBS solution.
Conclusion
In this work, a silk fabric reinforced PCL biocomposite has been successfully prepared, and a reinforcement layer of silk fabric was incorporated in order to improve the mechanical properties of the silk/PCL composite. The mechanical analysis indicates that the 14 layers of silk/PCL composite have optimum mechanical strength and stiffness. The SEM image shows a good interfacial bonding between the fibre and matrix on silk/PCL composites. The biodegradation rate of the silk/PCL composite was desirably improved and controlled with the increment of reinforcement layers of silk fabric. A faster rate of water uptake was observed due to the presence of strong hydrophilic nature of the silk fibre, and weight loss percentage was noticed because of the PCL. The pH values showed that there was no acidic product formation on both the pure PCL and silk/PCL composites. The silk/PCL composite has good mechanical properties, completely absorbable and displays a low thickness profile. The material can be reformed at low temperature, allowing for easy reshaping to specific requirements. Hence, it is proved that the silk fabric reinforced PCL composite is a potential candidate for bone implantable application, which provides sufficient strength and support for bony defects, and slowly degrades as they are replaced by regeneration of new bone cells and it eliminates the need for secondary surgery.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was financially supported by the Anna Centenary Research Fellowship (MH No.: 14 ACRF), Anna University.