
Abstract
This paper investigates the influences of woven fabric type, impact locations and number of layers on ballistic impact performances of target panels through trauma dimension and panel surface damage mechanisms for lightweight women ballistic vest design. Three panels with 30, 35 and 40 layers of two-dimensional plain weave and another two panels with 30 and 40 layers of three-dimensional warp interlock fabrics were prepared. The three-dimensional woven fabric was manufactured using automatic Dornier weaving machine, whereas the two-dimensional fabric (with similar p-aramid fibre type (Twaron®)) was received from the Teijin Company. The ballistic tests were carried out according to NIJ Standard-0101.06 Level IIIA. Based on the result, woven fabric construction type, number of layers and target locations were directed an upshot on the trauma measurement values of the tested target panels. For example, 40 layers of two-dimensional plain weave fabric panels show lower trauma measurement values as compared to its counterpart three-dimensional warp interlock fabric panels with similar layer number. Moreover, 40 layers of two-dimensional fabric panels revealed 47% and 39% trauma depth reduction as compared to panels with 30 layers of two-dimensional fabric panel in moulded (target point 1) and non-moulded (target point 6), respectively. Due to higher amount of primary yarn involvement, two-dimensional plain weave fabric panel face higher level of local surface damages but less severe and fibrillated yarns than three-dimensional warp interlock fabrics panels. Moreover, three-dimensional warp interlock fabric panels required higher number of layers compared to two-dimensional plain weave aramid fabrics to halt the projectiles. Similarly, based on the post-mortem analysis of projectile, higher projectile debris deformation was recorded for panels having higher number of layers for both types of fabrics at similar target locations.
Keywords
Introduction
The development of high-speed projectiles and explosive materials have reconstructed the dynamics of the battlefield, which further advocated the growth of the advanced ballistic protection system with low cost, damage resistant, flexible, lightweight and comfortable to wear along with efficient energy absorbing capacity [1]. Among the different personal protection systems, body armour is one of the most important piece of equipment to protect human beings from various critical and fatal injuries [2]. However, for the last many decades, most pieces of the body armour were designed and made to be worn by men and often results uncomfortable and ill-fitting when worn by the women. Since 1980s, this situation even become very crucial due to a dramatic increasing of women involved in different impact exposed services including police and military organizations [3]. Besides, unlike male body armour, designing of unique female body armour encounters both protection and fitness problems due to the complex curvy body shape and bust area. Even though different researchers came up with different solutions including a unique designing of female body armour through traditional cut-and-stitch and stretch fabric folding methods, still the mentioned system shows weakness at the seams against projectile impact and wearing discomfort with reduced protection, respectively [4]. In general, fitting women with both male-based systems and the traditional designed female body armour panels may impose disproportionate protective and functional sacrifices on the battlefield. In order to solve such problems various researchers and scientists have further researched not only on the designing methods but also developing an appropriate material without compromising ballistic protection and comfort [5–8]. One of the recent design methods introduced for developing the female body armour is moulding process. The mentioned method mainly helps to develop the required body and bust shape without cutting and stitching of the ballistic materials. This would keep the continuity of the fibre throughout the material, by in turn, gave both an appropriate ballistic protection and better fit with proper comfort [9–12]. However, in order to apply such design approaches on the female body armour design, the ballistic materials should preserve good shaping ability properties without compromising its ballistic performance to fit the intended shape while moulding process.
Besides, for the last many decades, various materials including fabrics, felts, metals and composite materials have been used in the armoured systems [13]. Among those fabrics, two-dimensional (2D) woven and unidirectional (UD) laminates made from high-strength fibres were widely used in soft-body armour development due to their excellent mechanical properties and better fatigue life [14,15]. The high-performance fibres, such as Twaron®, Kevlar®, Dyneema® and Spectra® are among the well-known textile materials extensively used in flexible personnel ballistic protection due to their high resistance-to-impact damage [16–18], high strength, high tenacity, good chemical resistance and lightweight characteristics [19,20]. Various researchers have also investigated the ballistic performances of various layers of different 2D fabrics and UD laminates made of high-performance fibres while developing soft-body armour [21–23]. Today, three-dimensional (3D) woven fabrics are also enormously involved in various ballistic protection systems due to the enhanced mechanical properties in the thickness direction as compared to 2D fabrics [14,15]. Even though the numerical and analytical studies are mostly limited to 2D woven fabrics, different studies have also revealed that 3D textile structures have shown higher resistance to multi-impacts with easier and cheaper achievement of complex shape structures [24,25]. Three-dimensional warp interlock is among the structure which shows not only good performance in ballistic protection but also excellent moulding properties [26,27]. One of the studies tried to define a new 3D woven structure which can compete with 2D stacked fabrics and be a new solution for the ballistic protection in armoured vehicles [28]. Moreover, 3D warp interlock fabric structures have been also investigated and found as a good material for the development of female body armour due to their forming characteristics. Moreover, such fabrics are also widely used in many composite parts [29] due to their good elastic behaviour properties [30], good formability and moulding capacity [2] and less shear rigidity as compared to other woven fabric structures [31].
The effective mechanisms of the soft-body armour panels related to ballistic impact performance, fitness and comfort depend not only on garment designing techniques and fabric constructions but also on various parameters [1,32]. Based on the previous research, the ballistic performance efficiency of the specific material could be affected by the type of woven construction [26]. Moreover, besides individual fibre properties and woven construction, the response of material towards projectile impact depends on different combined factors while producing a structural response [33]. Among the different influential factors, the yarn properties [34], textile designs and woven construction [35,36], fabric areal density [37,38], target fabric dimensions [39], fabric layer number [32], panel bonding [40] and panel hybridization [16,41] are some of the main factors which played an important role. Moreover, friction between projectile–yarn, yarn–yarn and filament–filament [42,43], sequence and orientations of layers in hybrid panels [44,45], projectile speed and geometry [46–49], shooting angle [50], frame size and clamping pressure [51] are also other influential parameters affecting the ballistic performances and impact responses of materials.
The purpose of the current study is to investigate and discuss the influence of woven construction type (2D and 3D), numbers of layers within the panels and target impact locations on the trauma measurement and surface failure mechanisms for lightweight seamless women ballistic vest developments. Moreover, the study will analyse the post-mortem on the projectile deformation. The ballistic performance test were carried out according to the US NIJ – National Institute of Justice (NIJ Standard-0101.06) Standard Level IIIA [52] in the confined division of Centre de Recherche et d'Expertise de La Logistique (CREL) ballistic facility, France. In general, the study will give an insight on the effects of woven construction, number of layers and moulding on the ballistic performances for further ballistic material improvements for seamless women ballistic vest design.
Materials and methods
Materials
Two types of woven fabric structures, 3D warp interlock orthogonal layer-to-layer (O-L) and 2D plain weave (Twaron-CT 716) fabrics made with same para-aramid yarns (Twaron®), were used. The 3D warp interlock fabrics were manufactured in the Dornier dobby weaving machine with single weft insertions. Figure 1 shows the design and productions of 3D warp interlock O-L fabric. During the production, 8.5 reed number (8.5 dents per cm) and 24 heddle shafts were used. The actual production width of the loom was 130 cm. The peg plan was prepared with straight drawing-in for the dual beam. Moreover, 6 yarns per dent were used for reducing friction between yarns and yarn with the reed during producing the intended 3D warp interlock fabric.
Warp interlock woven fabric design and manufacturing. (a,b) Cross-sectional schematic and 3D graphical design of the fabric structure (WiseTex software), respectively; (c,d) 3D warp interlock fabric during manufacturing with Dornier dobby weaving machine.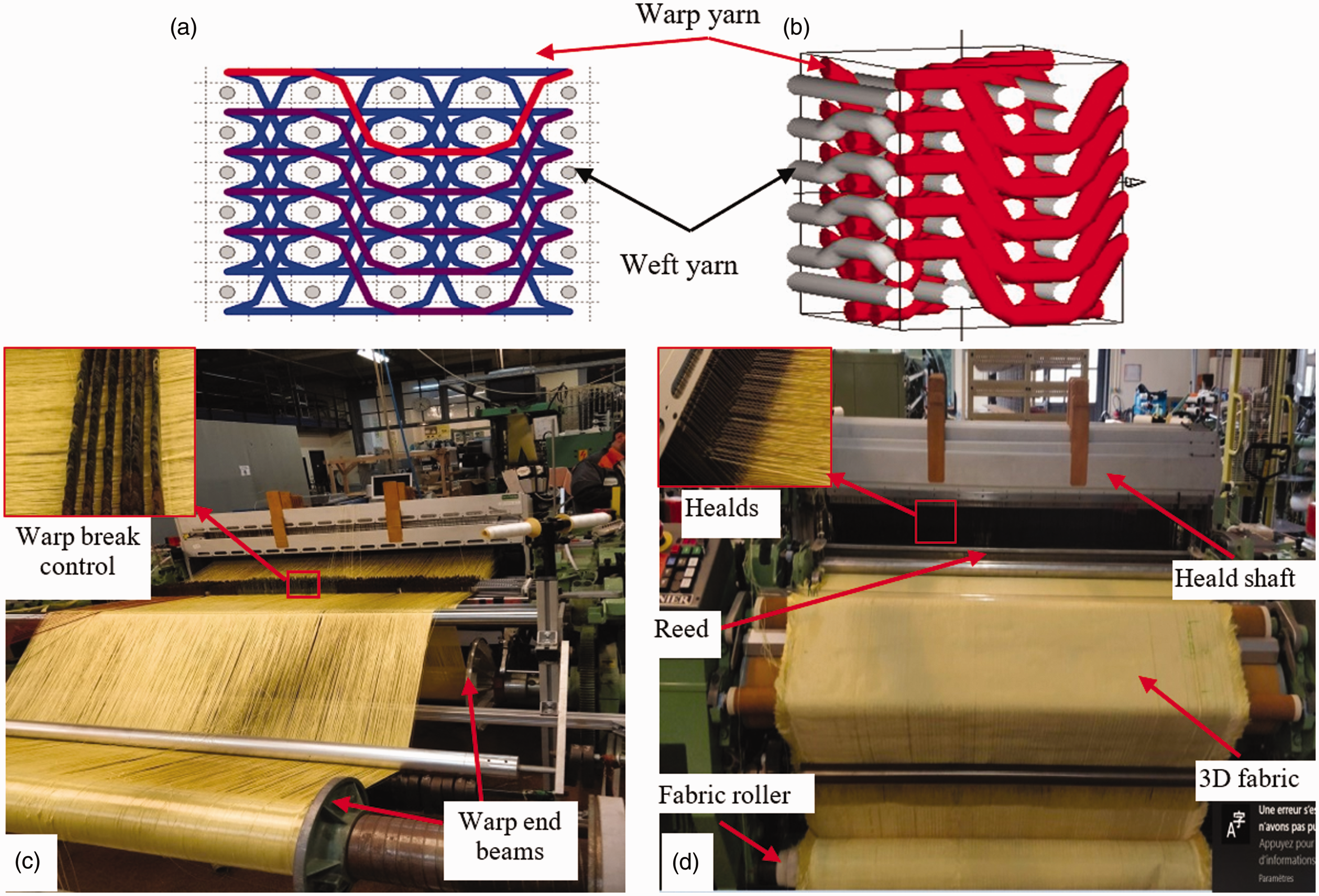
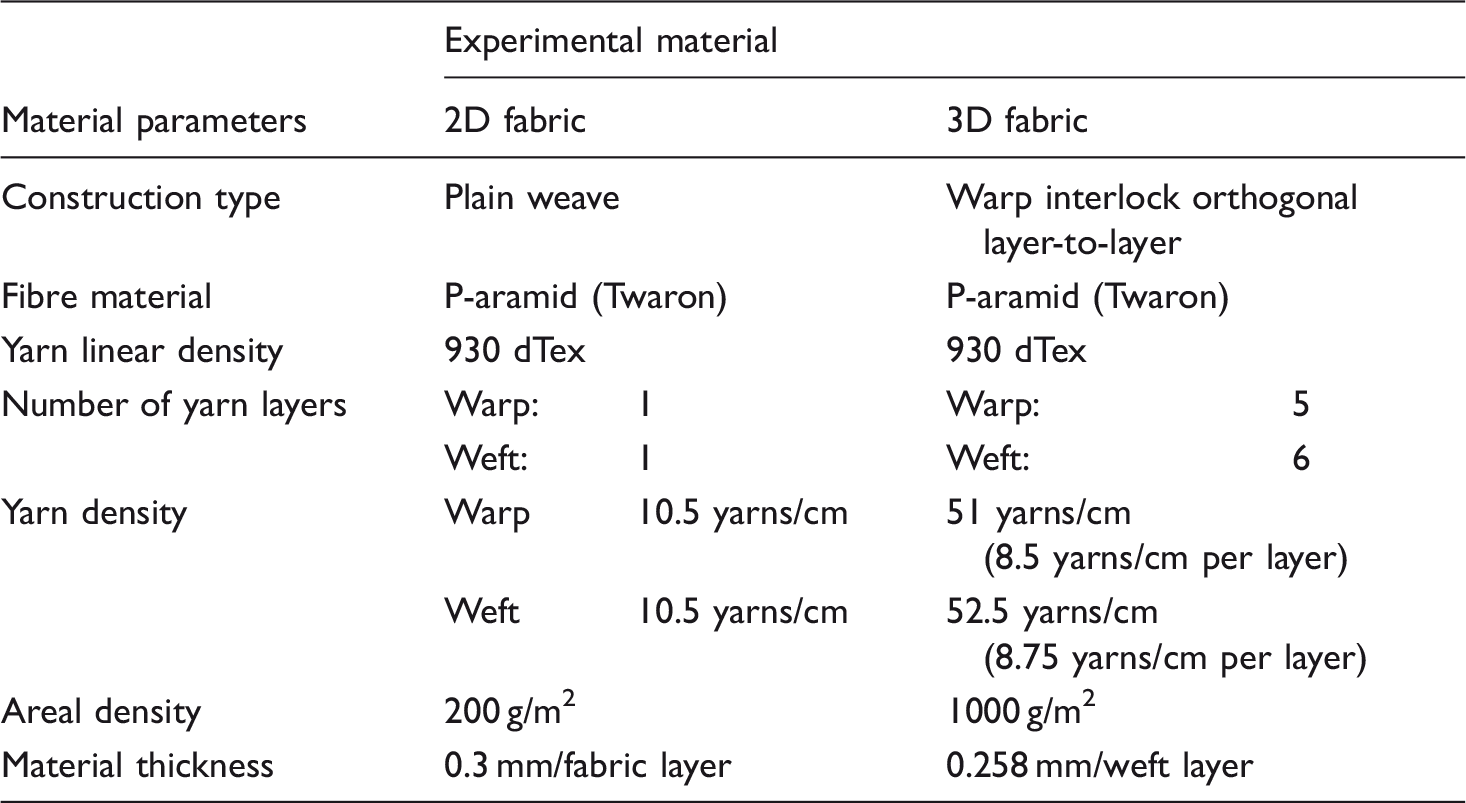
Material parameters for the selected woven p-aramid fabric constructions.
Sample preparations
A total of five panels, three panels from 2D plain weave fabric which comprising each 30, 35 and 40 layers and the other two panels with 30 and 40 layers of 3D warp interlock fabrics were prepared. While panel preparation, no laminations including resin matrix were applied to bind each layer in the panels. However, each panel was firmly attached together using scotch tapes at the edge to avoid the fibre unravelling and prevent the layers slippage from their positions. In addition, before ballistic test, the panels were also moulded at the two pre-defined points to mimic the frontal contour of the specific women body. The bust-shaped punch and an adapted forming bench were used to mould each panels for the desired shapes. Figure 2 shows the sample panel preparation for the ballistic test.
Panel preparations (a) and (b) schematic diagrams and photograph of adapted moulding apparatus, respectively; (c) moulding of the panel and (d) final panel for ballistic test.
Ballistic impact test apparatus, parameters and procedures
The ballistic test apparatus was adapted according to the NIJ Standard-0101.06 Level IIIA [17] as shown in Figure 3(a) and (b). The different test parameters which were used during the test are listed in Table 2. The tested panel targets are positioned at a distance of 10 m from the gun barrel to the target panel. Two types of projectile velocity data through Doppler radar system and chronograph were obtained after the test. The Doppler radar system was installed at 5 m from the firing gun nozzle position to measure with higher accuracy the initial and impact velocity, respectively. Moreover, the chronograph at the 9 m position also used for velocity data substantiation if missed or unavailable by the radar Doppler system. Optical barrier were also kept both on the 5 and 9 m from the gun nozzle.
Ballistic impact testing (a) and (b) photograph and schematic diagrams of the ballistic testing apparatus and (c) panel target mounted in the plastilina box. Ballistic impact test apparatus, parameters and its specification.

Each moulded panels were properly mounted on the four sides of plastilina box using narrow fabrics with Velcro tape with uniform clamping pressure. This is due to the fact that both higher and lower clamping pressure differences could cause inconsistent impact results.
The preliminary test was also carried out in order to check, identify and solve the different problems of testing conditions before the real target test. Total of six bullet shoots, three on each moulded (targets 1, 2 and 4) and non-moulded (targets 3, 5 and 6) panel location were tested according to the standard as shown in Figure 3(c). The ballistic tests were conducted at the Centre de Recherché et D'Expertise De La Logistique (CREL) of France.
Blunt-trauma measurement values at back of the target
The blunt-trauma measurement is one of the parameters which helps to assess the energy absorbed and ballistic performance capabilities of fabric panels. It is normally created on the back of the ballistic material during the ballistic impact. According to NIJ Standard, the blunt-trauma depth should not be greater than 44 mm; otherwise it will bring a fatal injury in the vital organ of the wearer. During the impact, the projectile might perforate the panel and pass throughout the thickness or stuck inside the fabrics. In the non-perforation case, the projectile will be stopped inside the panel or rebound back by creating some trauma indentation on the backing material. This blunt trauma on the backing clay should be measured after each panel shootings for analysing the ballistic performances of the target. The trauma measurement of the panel can be measured and computed using various methods and principles.
Post-impact panel failure mechanisms and projectile deformations analysis
After the ballistic testing, samples and caught bullets could be examined by using an optical microscope and a camera. In our investigation, back face, front face and inter-laminar failure views were interpreted by different failure regions including damaged, fibrillated, bowing and broken yarns of the samples. Pyramid formation has been also observed on the back face after most of the shooting tests as predicted in literature reviews [53]. This will be more distinctive on the targets that absorbed higher energy than in the slide-through (the sliding of the projectile between the yarns of the fabrics) phenomenon. However, in some cases, pyramid formations were also observed when the bullets did not show slide through action. Delamination effect between the different layers within the panels while the ballistic impact will be observed. Finally, nose-shaped deformations of the caught bullets and number of layers responsible for arresting projectiles were investigated to interpret the ballistic behaviour mechanisms.
Results and discussion
In this section, the effect of woven fabric construction, panel layer numbers, target shoot conditions, etc. on the ballistic impact performance soft-body armour panels for women are presented and discussed. The ballistic impact performance mechanisms are interpreted and discussed mainly in terms of blunt-trauma measurement, panel surface damage, and projectile deformational measurements and its deformation percentages before and after impact tests.
Analysis on the blunt-trauma measurement values
In this investigation, after each test, the trauma measurement on the backing materials was scanned using a hand scanner. The scanner is portable and very lightweight design for easy movement and to be used onsite. While scanning, the scanned positions are referenced using dots placed on the scanned surface and a part can be moved around. It is extremely high resolution and accurate with high- and low-resolution scan modes. The resolution measures 0.050 mm with an accuracy of 0.040 mm. The volumetric accuracy and laser cross-area are 0.020 mm + 0.100 mm/m and 210 mm × 210 mm, respectively. Later, the scanned model was transferred to the 3D modelling software to precisely measure the average depth and diameter of the trauma with high precision (±0.02 mm). As shown in Figure 4, while measuring the depth and diameter of trauma, the perpendicular surface axis on the depth of trauma was placed based on the most upper and lower surfaces of the trauma. Using this perpendicular surface axis, it is possible to properly pre-define the different points that will help to measure the depth and various diameter values for each target. The average data values of both the depth and diameter for each panel at every target point were recorded.
Measuring processes of the depth and diameter of the each trauma using 3D modelling software: (a) Reference points and plane surfaces; (b) Reference lines on the surface and (c) depth and diameter measurements.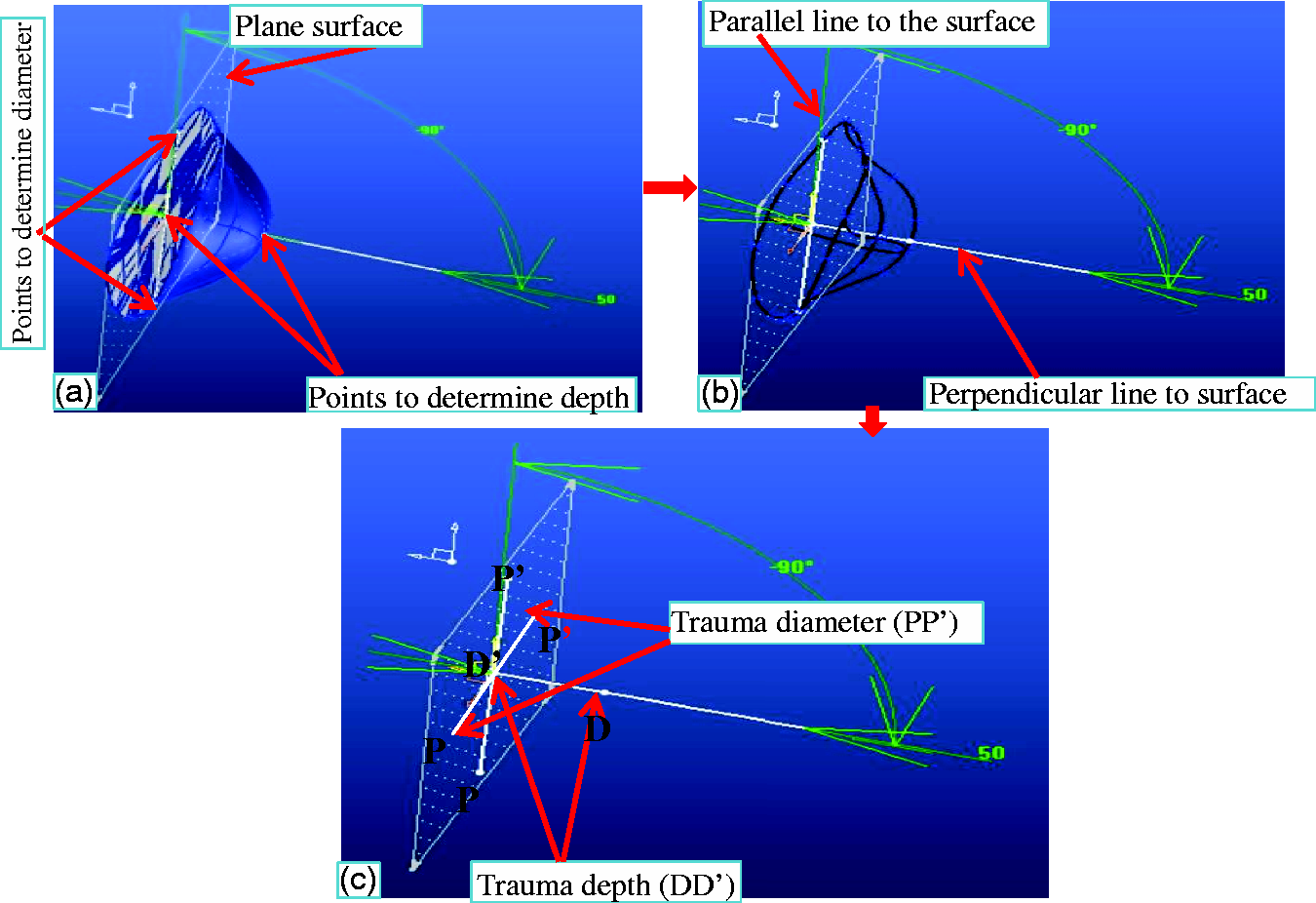
In this study, as shown in Figures 5 and 6, the blunt-trauma depth and diameter values were used to analyse the effect of woven construction types (3D warp interlock and 2D plain weave p-aramid fabrics), number of panel layers and target point conditions on the ballistic impact response characteristics of soft armour panels. The measured trauma depth and diameter values after the ballistic test are indicated in Appendix 1. Among the different factors, woven construction type shows higher effects on the trauma depth with a similar layer number and target conditions. For example, except in target shot point 4, the 40 layers of 2D plain weave fabric panel shows lower trauma depth as compared to its counterpart panel made with the same number of 3D warp interlock fabric layers. Similar results were also recorded for panels made with 30 layers of both woven fabric types. Besides, the number of layers used in the panels was also observed as one of the factors that affect the trauma measurements. Considering similar woven construction, panels with a higher number of layers tend to decrease the trauma depth in most of the target points. For instance, the panels with 40 layers of 2D plain weave fabrics revealed very low trauma depth values in most of the target points compared to the corresponding panels with 30 and 35 layers with similar woven constructions. This means that the number of layers in the panels was used to propagate the energy to a larger area which results in a lower trauma value.
Measured trauma depth for panels made of 3D warp interlock and 2D plain weave p-aramid fabrics with different number of layers and tested at different target conditions. Measured averaged trauma diameter for panels made of different number of layers made of 3D warp interlock and 2D plain weave p-aramid fabrics at different target conditions. 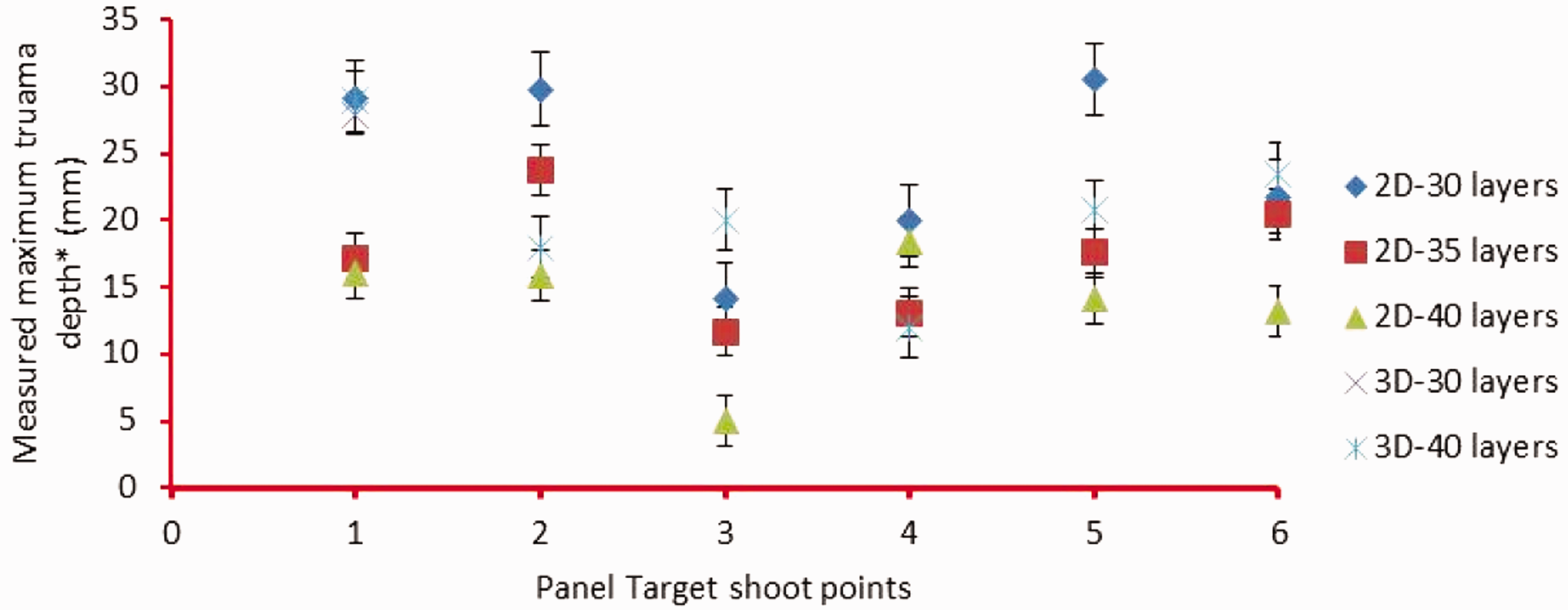
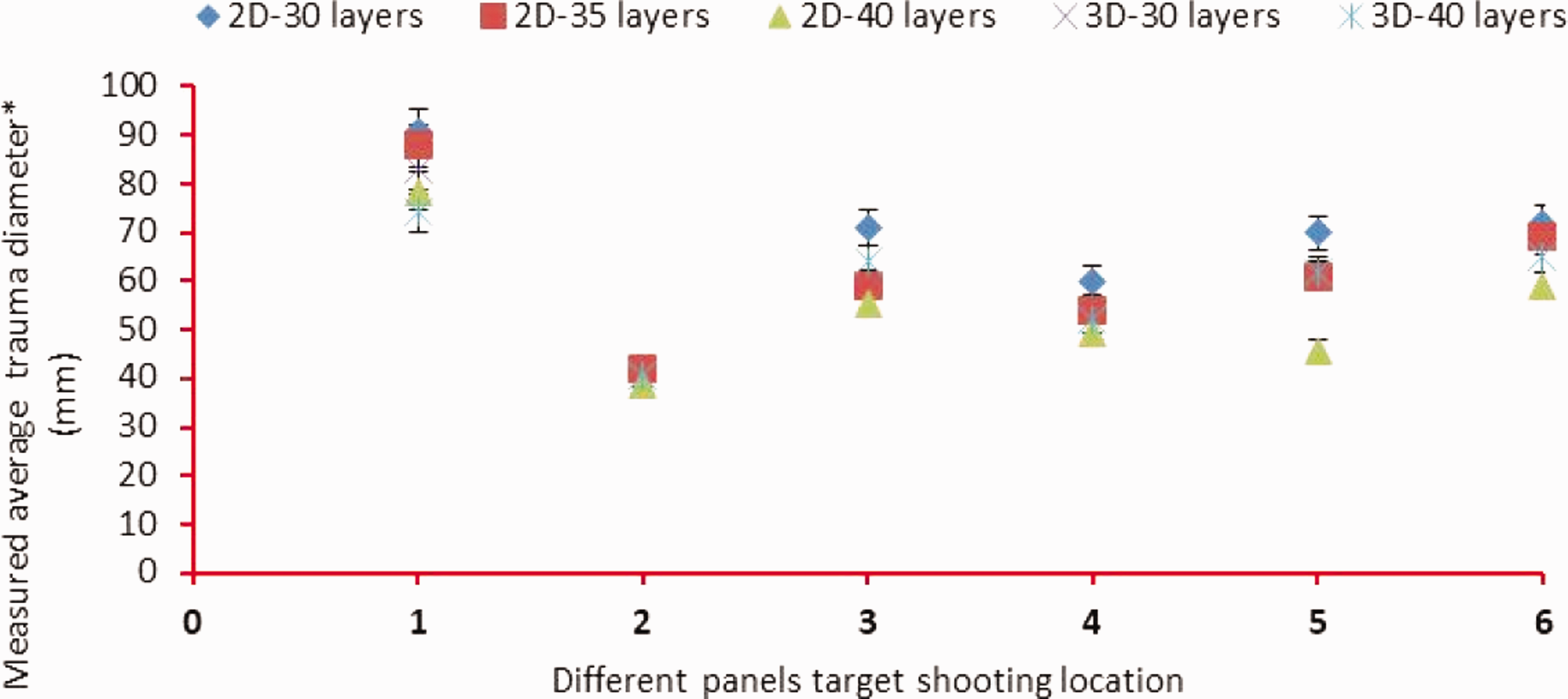
For example, the average trauma depth for the 30, 35 and 40 fabric layers at moulded target (shot 1) was found to be 29 mm, 17 mm and 16 mm, respectively. Panels with a similar number of fabric layers at the non-moulded target (shot 6) were recorded as 22 mm, 21 mm and 13 mm, respectively. Besides, panels with 40 layers show 47% and 39% trauma depth reduction in a moulded target (shot 1) and non-moulded target (shot 6), respectively, as compared to panels of similar fabric type made with 30 layers. However, unlike trauma depth reduction, panels with a higher number of layers might also bring a negative effect on flexibility and comfort of the final panel while applying in soft-body armour. So, the final panels should be maximized considering the weight, comfort and ballistic performances. Similarly, the moulded and non-moulded shot target areas have also shown an effect on trauma depth. According to the investigations, the target shot on the moulded area of the panels revealed higher trauma depth as compared to the non-moulded target areas as shown in Figure 5. For example, panels with 40 layers of 3D warp interlock fabric and 2D plain weave fabric showed 29 mm and 16 mm in the moulded target areas (shot 1), whereas 23 mm and 13 mm for non-moulded target areas (shot 6), respectively. Such increments of trauma depth in the moulded target areas might be due to various reasons. For instance, while forming the panels, the thickness of the material in the moulded area will be reduced due to stretching and compacting of yarns around the area. Moreover, the stretching of yarns of the moulded areas will be highly tensioned which could face fibre undulations and different yarn defects. Such preform phenomenon could reduce the ballistic performances and increased the trauma depths of the final panels at the specified target points. The effects of the above parameters were also analysed in terms of average trauma diameter as shown in Figure 6. Like the trauma depth, the mentioned target parameters have also affected directly or indirectly the trauma diameter. As it is shown in Figure 6, panel targets made with a higher number of layers display lower trauma diameter considering the same fabric construction type and target shoot conditions. The type of fabric constructions has also exhibited an effect on the average trauma diameter of the final panel target.
Fabric panel surface failure mechanism
In ballistic impact event, a shock wave due to projectile kinetic energy is exerted on the target panel and, in return, the panel (made of textile and fibre reinforced composites) generates resistance against projectile penetration. Some of this kinetic energy will be absorbed by the panels and the rest will be transmitted to the back of the material. In the case of a non-penetrated target, the projectile impact kinetic energy is supposed to be absorbed fully by the target through various kinds of target surface damages and energy absorbing mechanisms. This means the projectile impact kinetic energy will be transferred to the target, and as a result, the speed of the projectile starts to decline and finally stops before penetrating the panels. During this phenomenon, such propagated shock energy wave on the panels will cause various local and global damages including target compression below the projectile and around the impacted zone, cone formation on the back panel, primary yarn failure due to stretching and tensile, secondary yarn failure due to tensile deformation. Moreover, bowing of yarn, friction between the projectile and the target, matrix cracking and delamination were also occurred depending on various parameters.
In this section, different panel surface damages after the ballistic impact will be investigated and discussed at micro-scale by the help of an optical microscope and a digital camera. First, the global and local damages of the different fabric panels made of different woven construction at the specified layer will be investigated. Later, the front and backside failure views of both top and projectile arrested layers for each target will be considered for investigation and interpretation.
Global and localized damages of the impacted panel targets
The ballistic impact that led to perforation and failure mechanisms of the fabric panels depends on various factors including projectile mass, speed and shapes, material and fabric weave types, target conditions, panel areal density, etc. The predominant textile fabric panel failure mechanisms that occur during ballistic impact includes rupturing of yarns, yarn tensioning, fibrillation or splitting of fibre, cone formations, friction and yarn bowing [46]. For better analysis and comparisons, the impact-induced failure mechanism of different panels has been studied by taking macroscopic images. During ballistic impact, panels could be either fully penetrated or exhibited partial penetration with panel surface failures. In our study, different panels were impacted with nearly equivalent incident energy, and different intensity of global and local panel failures was itemized due to various parameters including type of woven construction used, panel layer numbers and target point conditions. Figures 7 and 8 show the effect of woven construction (2D plain weave and 3D warp interlock fabric) on surface failure mechanisms of the panel comprising a similar number of layers (40 layers) at different impact locations. Even though each panel possesses different energy absorbing and surface failure mechanisms, two kinds of damages, namely local damage (damages concentrated at the specific target shoot area) and global surface damage (damages through the larger panel surface), were commonly noticed after the ballistic impact. Figure 7 shows the global and local surface damages at the top (1st) and projectile arresting (15th) layers of panels made with 40 layers of 2D plain weave fabrics.
Ballistic failure modes of the front and back surfaces for (a) top (1st) layer and (b) bullet arresting layers (15th) of sample target 2D-40. Ballistic failure modes of the front and back surfaces: (a) top (1st) panel layer and (b) bullet arresting panel layers of sample target 3D-40.
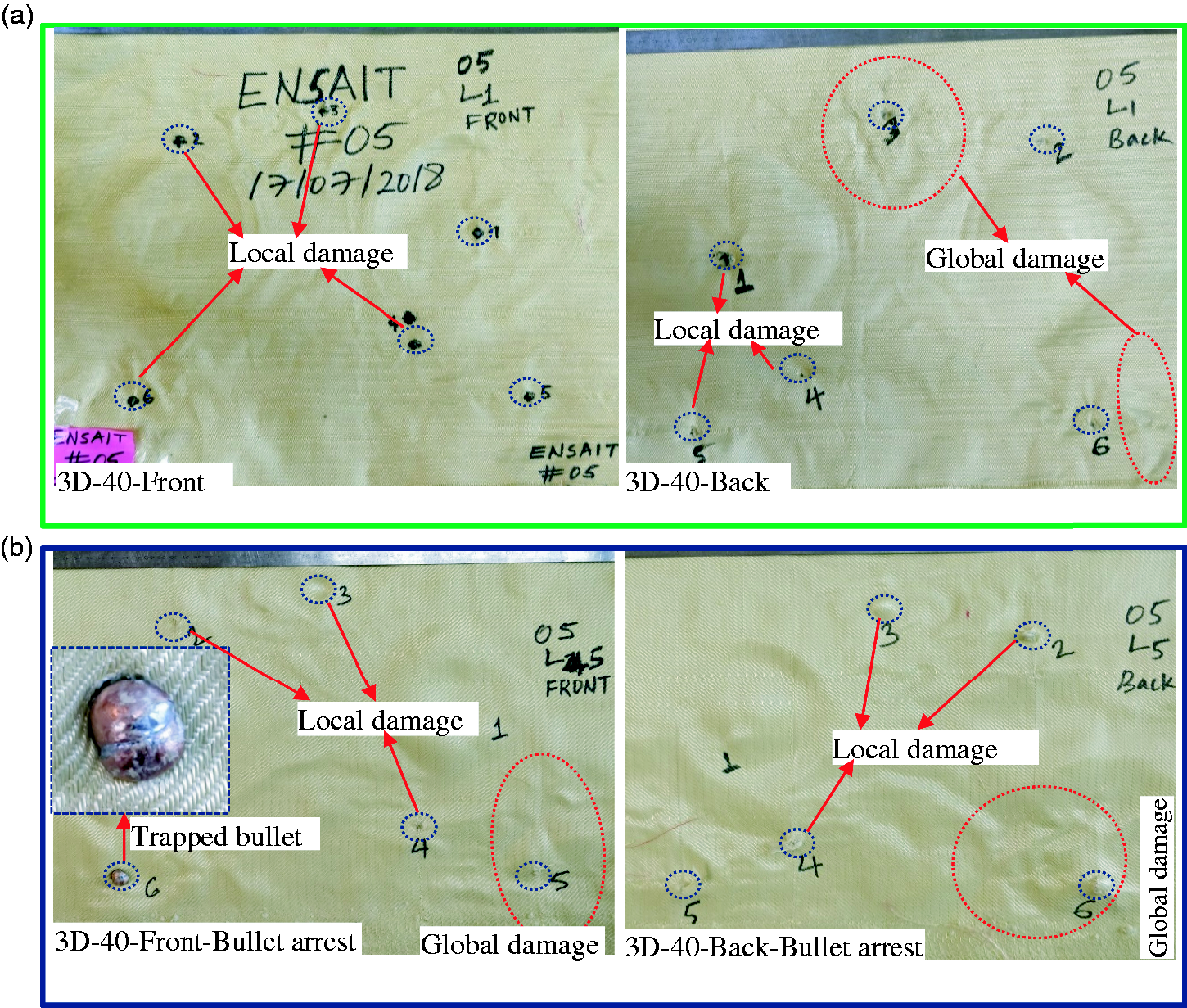
For example, unlike localized damages, the top (1st) layer of the 2D plain weave fabric panels exhibited less global damages at the surface as observed in Figure 7(a). However, the bullet arresting layers of this panel faced more global and less local damages as indicated in Figure 7(b). This might indicate only a small portion of the top layers (usually primary yarns) was involved in the energy absorption and surface failure mechanism during ballistic impact. On contrary, higher panel surface was involved in absorbing impact energy for bullet arresting (15th) layer as compared to the top panel layer. Such correlation could help not only for more energy dissipation but also for reducing a number of layers while arresting projectile arresting. Unlike panels made of 2D plain weave fabric, 3D warp interlock fabric layer panels revealed a smaller global deformation in the case of no-perforation situations for both top (1st) and projectile arresting layers as shown in Figure 8. The 3D warp interlock fabric layer panel damages were apparently concentrated mainly in the local areas, a place where the panel layer and the projectile are contacted. The concentration of impact load could increasingly weaken the inter-phase bonding between the fibres and brought fewer layers deformation during the impact. Such impacting condition on the smaller portion of the panel could involve lesser panel surface and upshots a very less impact energy absorptions. As a result, an increased number of layers might be required by the panels not only to absorb the projectile impact energy but also to slow down and trap the projectile from complete penetrations.
The local panel surface failure modes of the different fabric panels
When the projectile penetrates through the dry panel target, strain waves propagate until the yarn fails. However, if the corresponding yarns do not fail, the propagation and reflections of strain waves exist during the whole impact event. In such phenomenon, various damage mechanisms have occurred in the local surface until the projectile stopped. In this section, the commonly observed local damages in the different panels will be identified and discussed for better understanding of the influences of woven construction, layer amount and impact conditions towards panels' damage mechanisms. Figures 9 to 16 detail the different commonly occurred panel layer surface damages at the impact point for the different tested panel targets.
Yarn damage diameters of the different panels at different target locations. 
Yarn breakages and its damage volumes: Upon ballistic impact, the yarn within the fabrics becomes stretch in the longitudinal direction in order to absorb the ballistic impact energy. However, if the fibre strain reached and exceeded its failure point, the corresponding primary yarn on the impact regions tends to break. Moreover, the yarn breakage by the projectile in the damage zone was also dependent on various parameters. Figure 9 shows the average yarn damage diameters of different panels of 3D warp interlock and 2D plain weave fabrics for visual observation and discussion at various impact locations.
Figure 10(a) and (b) indicates the volumes of yarn damage regions in the localized damaged zone for 2D plain weave and 3D warp interlock fabric panels against ballistic impact, respectively. The damages or severed volumes of the yarns involve the breaking of either the primary or covalent bonds of the fibre chains around the impacted region. However, both panels show a relative yarn failure volume at different levels. As it has been seen in Figure 10(a), the diameter of the average yarn damages for the panels made with the 2D plain weave fabrics appears higher than the panels made of 3D warp interlock fabrics with the same number of fabric layer (40 layers) and shooting point conditions. This means that, in the 2D plain fabric panels, the primary yarns were found more involved to resist the projectile impact energy than the panels made of 3D warp interlock fabrics. However, the panels of 3D warp interlock fabrics damage zone is mostly concentrated on the specific zones where smaller primary yarn is involved. Moreover, further close observation of the tested unperforated panels revealed that a small number of yarns breakage was also observed in the periphery of the penetrating regions for 3D warp interlock fabrics. On the contrary, the involvements of the principal yarns involved in the penetration process were found higher in the case of 2D plain weave fabric panels. For example, the damaged regions of target panels made of 2D plain weave fabric consisted of approximately on the average 18 × 18 yarns in warp and weft directions, whereas a damaged region of the panels made with 3D warp interlock dry fabric recorded 11 × 05 warp and weft yarns in the layer. The values confirmed our visual observations of a higher number of involved principal yarns in the 2D plain weave fabric panels.
The yarn damage diameter of yarn in the localized shoot regions: (a) 2D plain weave fabric layer and (b) 3D warp interlock fabric panel.
This might indicate that the 2D plain weave fabrics due to its stiffed weave structure will fail/penetrate at much higher impact energy compared to 3D warp interlock fabric panels. This is due to the fact that the projectile would require more impacting force to break many involved primary yarns simultaneously. Therefore, woven fabric construction would be one of the parameters that affect the failure process of panels made of dry fabrics.
Fibrillation (splitting of yarns): Fibrillation is one of the fabric failures mostly observed in the dry fabric while ballistic impact. It is mostly created by splitting of the fibre along its length by breaking the weaker secondary bonds. The fatigue and abrasion action of the ballistic projectile while pushing and penetrating the fabrics is the main cause to develop and facilitate such kind of damage mechanisms. Figure 11 shows the fibrillation of fibre at macro-level for both panels made with 2D plain weave and 3D warp interlock fabrics having a similar number of layers.
The yarn splitting and fibrillations of target panes in the localized shoot regions: (a) 3D warp interlock fabric panel and (b) 2D plain weave fabric layer.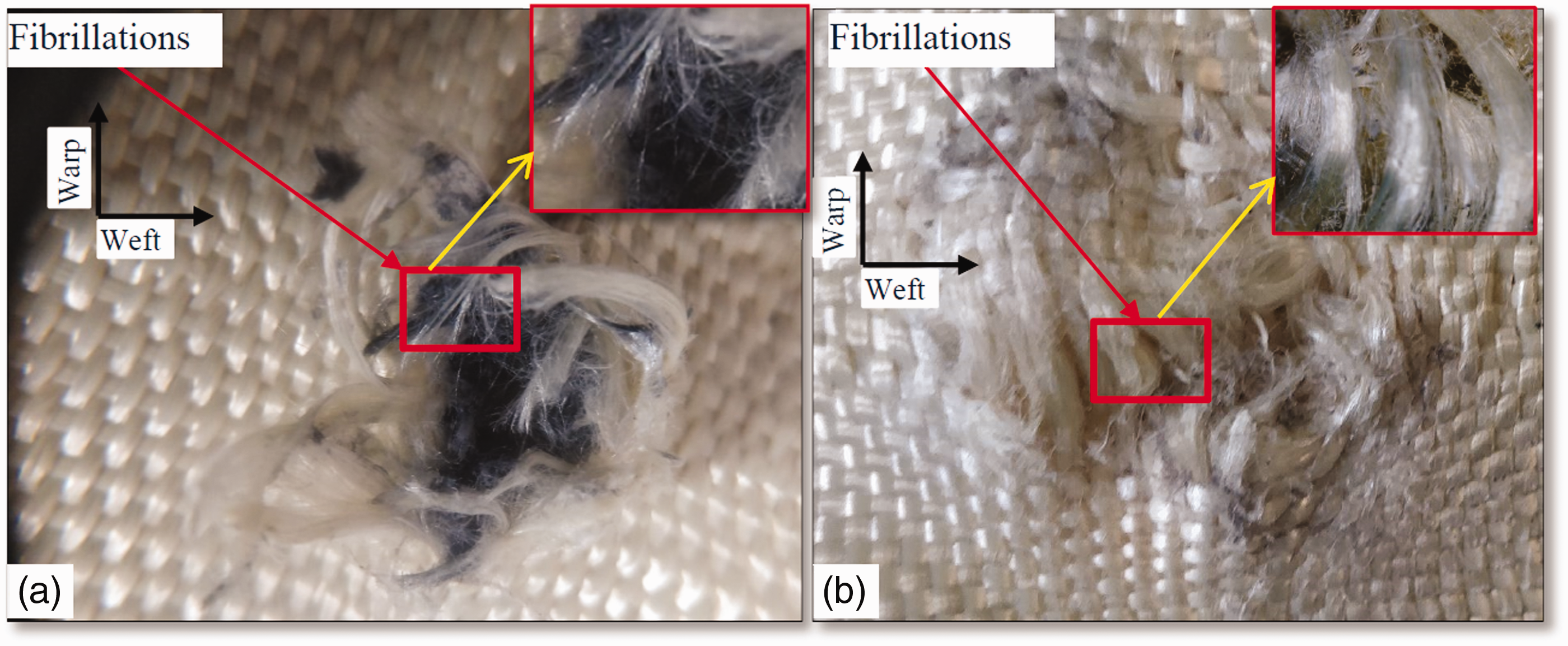
The panel made with 3D warp interlock fabric face more severe yarn damage and fibrillations through its transverse length direction as the projectile penetrated, as shown in Figure 11(a). On the contrary, 2D plain weave fabric panels possess less fibrillation rather splitting of yarns as the projectiles tried to pass the layer through the thickness. The formation of higher fibrillation in the damaged zone of 3D warp interlock fabric panels is due to not only its loose weave structure but also due to involvements of limited primary yarns in smaller contact zones for deterring projectile from penetration. This impacting mechanism led that the majority of the projectile energy will be enforced to be absorbed by the primary yarns. On the contrary, the involvements of primary yarns were found higher for panels made of 2D plain weave fabric during impact. The involvements of such higher number of primary yarn during impact succour for absorbing better impact energy. This brings fewer damage as well as less fibrillations of yarns in the panel layer. However, as shown in Figure 11(b), the projectile might have a chance to split the yarns in lower amount during penetration event.
Yarn pull-out (out-of-plane) during ballistic impact: In the event of projectile impact tests, various primary yarns might pull-out perpendicular to the fabric plane as the projectile strikes the fabric and pushes yarns out of the weave due to the action of friction. Besides, before yarn pulling out process un-crimping of the yarn in both longitudinal and transverse directions of the fabrics will take place. Such forces applied to un-crimp and pull-out primary yarns are mostly dependent on the capabilities of the projectile impact resistance. However, due to the complexity of fabric impact mechanism, it depends on various parameters including types of woven fabric constructions, fabric areal density, bullet type and shape, target conditions, etc. In this section, as shown in Figure 12(a) and (b), the yarn pull-out damages of ballistic panels made with 40 layers of 3D warp interlock and 2D plain weave will be discussed.
The yarns pull-out in the back of panels made of: (a) 3D warp interlock and (b) 2D plain weave fabric layers.
Normally, during the impact, the primary yarns were first un-crimped in the in-plane direction for both directions. As the impact force proceed, the cross-points of the fabric will be reduced and results higher gaps between the warp and weft yarn. Such mechanisms would help to absorb the impact energy. In the projectile penetration of the 2D plain weave fabric panel, as shown in Figure 12(b), several primary yarns were pulled in and out of plane in perpendicular to the fabric plane. However, instead of fully yarn pull-out, the primary yarns were stretched longitudinally towards the damaged zones and create some conical deformation to absorb the impact energy. This is due to the higher fabric stiffness and better friction between the inter-yarn characteristics of 2D plain woven fabrics at the interlacement points that might give better force for both longitudinal and transverse yarns to resist to crimp removal and pull-out. On the contrary, the panels made of 3D warp interlock fabrics show complete pulling out of some primary yarn. The un-crimping of yarns in this woven structure, especially the binding yarn, might absorb better impact energy. However, due to its very less stiff structure and cross-point inter-yarn frictions, the yarns might be pulled out of plane as shown in Figure 12(a). In such a damage mechanism, 3D warp interlock targets revealed a very less stretching of primary yarns and there was no wrinkles formation around the damage zone compared to 2D fabric panels.
Conical deformation at back face of target panels: When the projectile suddenly impacted the multi-layer panel target, at first only the upper few layers tends to fail. This is due to the occurrence of shear failures since the shear wave propagates along the thickness direction. Then, when the impact went further, the undamaged lower layer tried to absorb the remaining residual kinetic energy of the projectile through creating a cone-shaped deformation. This phenomenon happens when the shear wave reaches the back face of the target. The cone formation at the back face of the panels made with both the 3D warp interlock and 2D plain weave fabrics were observed. Figure 13 indicates the conical deformation in the back and front views of both panels made with 40 layers of 3D warp interlock and 2D plain weave fabrics. However, the formations of such kinds of deformation at the back of the panels was more distinctive on the target that absorbed higher energy than panels with less energy absorbing capabilities. While observing the cone deformations of both panels at their corresponding bullet arresting layers, panels made of 2D plain weave fabrics show wider with ‘wedge through’ effects on the primary yarns. However, the 3D warp interlock fabric panels had a narrower cone deformation with higher primary yarn damages on the front view. This mainly shows that the earlier panels tend to absorb more energy in the larger surface area than the later panel. In the 3D warp interlock fabrics, cone-shaped formation and trauma was mainly formed by un-crimping and elongation of the primary binding yarns. Imposing higher strain on such few primary yarns will then craft narrower and deeper cone-shaped deformation at the back face of the panel layers indicated the conical deformation in the back and front views of both panels made with 40 layers of 3D warp interlock and 2D plain weave fabrics. However, the formation of such kinds of deformation at the back of the panels was more distinctive on the targets that absorbed higher energy than panels with less energy absorbing capabilities. While observing the cone deformations of both panels at their corresponding bullet arresting layers, panels made of 2D plain weave fabrics show wider with ‘wedge through’ effects on the primary yarns. However, the 3D warp interlock fabric panels had a narrower cone deformation with higher primary yarn damages on the front view. This mainly shows that the earlier panels tend to absorb more energy in the larger surface area than the later panel. In the 3D warp interlock fabrics, cone-shape formation and trauma was mainly formed by un-crimping and elongation of the primary binding yarns. Imposing higher strain on such few primary yarns will then craft narrower and deeper cone-shaped deformation at the back face of the panel layers. On the contrary, target layers made of 2D plain weave fabrics were deformed mostly through elongations of the primary yarns. The low crimp and stiff weave structures of the 2D plain fabrics did not give a tendency to deep cone deformation easily as of 3D warp interlock fabrics.
The conical deformation of fabric panels: (a,b) back and front view of 2D plain weave fabric panel, respectively; (c,d) back and front view of 3D warp interlock fabric panel, respectively.
Surface failures due to tension in the primary yarns and secondary yarn: Primary yarns are the prominent yarns to resist to the direct projectile impact force into the target. This led the yarn to face the higher strain and also provides the force to resist the penetration of the projectile into the target. The tension created on such primary yarn would help to absorb and dissipate majority of the projectile impact energy. In general, during the ballistic impact, the primary yarns tend to fail when the induced tensile strain of these yarns by the impact exceeds the ultimate strain. Sometimes, besides primary yarns, the deformation of secondary yarns (yarn other than the primary yarn) would also help to absorb some of the impact energy. Mostly such kinds of yarn absorb energy based on their strain distribution within the yarns and highest values are found near the top face of the deformed cone. Figure 14(a) and (b) shows the different damage mechanisms caused on the primary and secondary yarns of target made of 2D plain weave para-aramid fabric. As it is clearly illustrated, after ballistic impact and yarn fracturing in the damage zones, the primary yarn was highly tensioned towards the impacted points. Besides, tensioning of the primary yarns also as a result creates fabrics wrinkles on the surface of the fabrics not only on the primary zone but also on the secondary zone (Figure 14(b)). The un-crimping and tensioning of this yarn after fracture and wrinkle formation on the fabric surface, in turn, help to dissipate more impact energy before the projectile penetrates the target panels. Moreover, high compression of the target directly below the projectile was also observed due to transverse shear wave propagating in the in-plane directions. On the contrary, target panels made of 3D warp interlock para-aramid fabrics exhibited a very less tensioning of primary yarns and no wrinkle formation on the fabrics surface as shown in Figure 14(c). This indicates that more yarn slippage occurred during ballistic impacts of the target made of 3D warp interlock fabrics, which in turn results a very less impact energy absorption by the yarn.
Primary yarn tensioning during impact for (a,b) 2D plain weave fabric panel and (c) 3D warp interlock fabric panel.
This phenomenon mostly appeared when the woven fabric structure is loose and has the higher yarn mobility at the cross-point. This allows the projectile to easily penetrate the specified primary yarns without any tensioning or wrinkle formations. Such conditions existed since the yarns in the 3D warp interlock fabrics were not constrained enough with each other at the cross-point to lock the movement of each yarn. In conclusion, considering other external and internal parameters which affect the impact mechanisms, the failure of primary and secondary yarns and related damage mechanisms of both targets made of 2D plain weave and 3D warp interlock fabrics exhibit different events.
Transverse deformation (bowing) of yarn in the fabric: Bowing, also known as ‘transverse fabric deformation’, is another commonly observed failure mechanisms on fabric surface during ballistic impact. It is a phenomenon where the warp and weft yarns become non-orthogonal or away from each other around the projectile impact zone. It is formed either by directly pushing the yarns aside by the projectile while passing through the fabric or by creating a displaced yarn from crossover points, due to the stress wave propagation away from impact points. The bowing effects of the target panels made with 2D plain weave and 3D warp interlock fabrics are presented in Figure 15(a) and (b), respectively. Based on the observations, bowing effect at the specific target point was substantially observed in the panels made of 3D warp interlock fabric than 2D plain weave fabrics. This might be due to the stiff and close yarn weave structure of 2D plain weave fabrics than 3D fabrics.
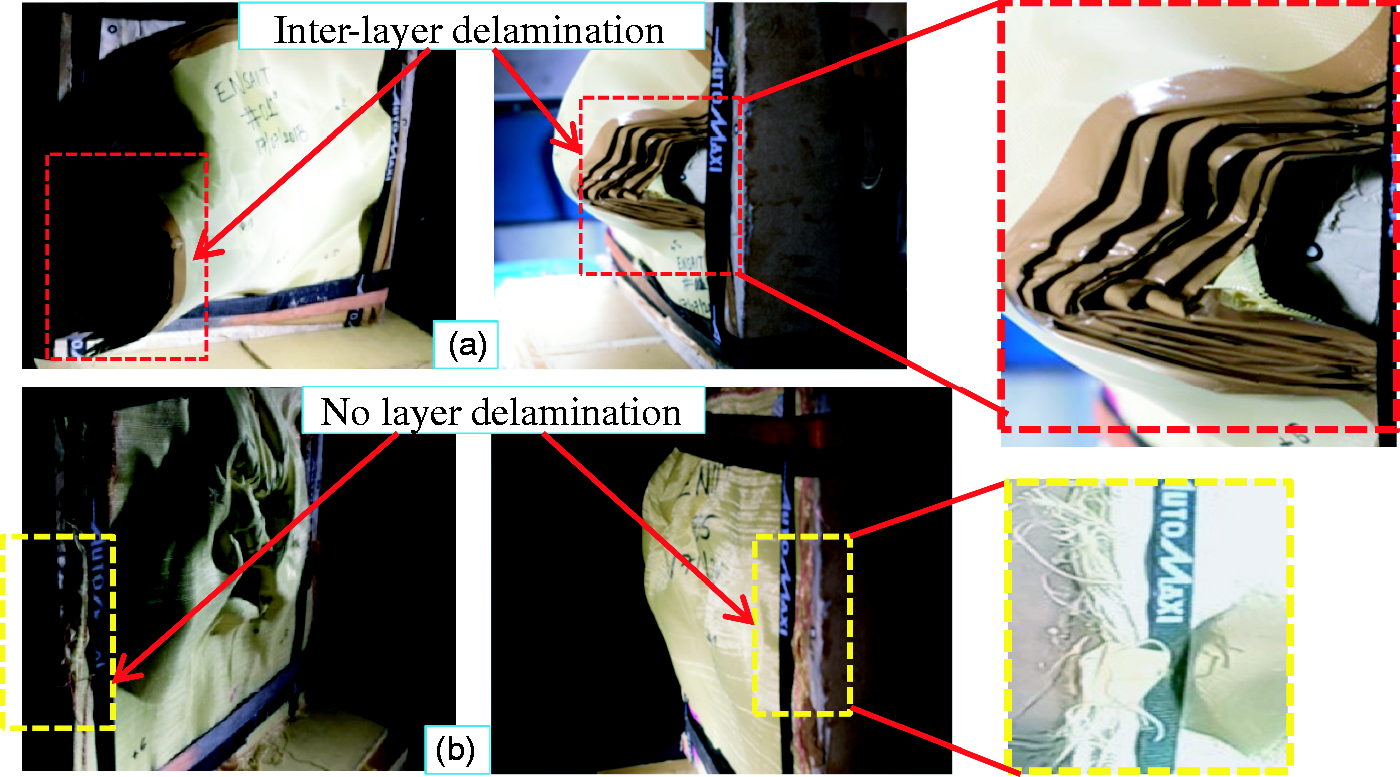
The bowing of yarn at the target panel shoot region for 2D plain weave fabric panel layers (a) and 3D warp interlock panel layers (b). Moulded layer delamination in the panels after ballistic impact: (a) front and side views of 40 layers of 2D fabrics and (b) front and side views of 40 weft layers of 3D warp interlock O-L p-aramid fabric panels.
In the penetration process, fabric having such fabric behaviours, the projectile forced to penetrate the fabrics through shearing of the primary yarns instead of sliding or pushing aside the surrounded primary yarn. On the contrary, transverse fabric deformation will be higher where there is enough space available between the neighbouring yarns at the time of impact. This phenomenon occurred when there is a projectile stress on the target and such sudden yarns stress causes pushing aside effect which results in more transverse fabric deformation. In general, bowing in the 3D warp interlock as shown in Figure 15(b) was mainly performed due to thrusting aside of the surrounded yarns as the projectile penetrates with less stress on the primary yarns. However, in the case of 2D plain weave fabric panels, bowing existed due to creating a displaced yarn from crossover points by the stress wave propagation away from impact points. Moreover, a very close examination of the unperforated target on the 2D fabric target in Figure 15(a) revealed that the projectile sheared the fabric at the edges of its contact surface.
Delamination of the moulded layers in the target panels during impact: Apart from using in 3D-shaped composite components, material mouldability is an important parameter in the designing of seamless women body armour through dome-formation. Such a manufacturing process could ultimately give better fitness, comfort and greater ballistic protection [9,54]. Laminating of the different layers using different mechanisms such as stitching is commonly used in armour panel design which could affect both ballistic performance [40,55] and mouldability of the final targets [56]. Armour panels arranged without any kinds of lamination system possess better panels' mouldability with fewer surface defects. However, the non-laminated panels face delamination and less ballistic performances when impacted. As it is mentioned in the sample preparation section, the different 3D warp interlock and 2D plain weave fabric panels were arranged without using any kinds of lamination systems. During the ballistic impact, those moulded panel targets revealed different inter-layer delamination mechanisms. Figure 16(a) and (b) shows the inter-layer delamination of the tested 2D plain weave and 3D warp interlock O-L p-aramid fabric panels, respectively.
As it is observed in Figure 16(a), the 2D plain weave fabric panel shows higher inter-panel delamination after the ballistic impact in all directions. On the contrary, as shown in Figure 16(b), the inter-layer delamination of 3D warp interlock fabric panels was observed very slight at all edges. This occurrence clearly shows that fabric layers having good mouldability helps not only for better shaping and fitness while designing seamless women soft-body armour but also tend to stick each other to repel on inter-layer delamination while impact test. Such inter-layer laminating hegemony also retains good friction among the different fabric layers for augmenting the ballistic protection. This is due to the fact that higher frictional contact between the consecutive layers would improve panel energy absorption through reducing projectile mobility upon impact. As mentioned previously, the 3D warp interlock fabrics would provide inter-layer friction while moulding and provide higher energy absorption than moulded layers of 2D plain weave fabrics. However, in some cases, 2D plain weave layer panels, more energy might be absorbed by the panel during delamination actions by relapsing the path of the projectile.
Number of panel layers responsible for arresting the ballistic projectile
In this section, the number of layers responsible for arresting the ballistic projectile based on woven construction, number of layers used in the panels and target conditions (moulded and non-moulded) will be briefly discussed. Such investigation will be carried out to interpret the ballistic behaviour of the individual target considering solely panel layers involved in the projectile capturing process at different shooting points. Ideally, one of the three different situations may happen during ballistic impacts depending on the various parameters such as material properties, target conditions, projectile parameters, etc. First complete penetrations might occur when the impact energy get either higher or same (ballistic limit) values with the material energy absorbing capability. However, if the material shows higher energy absorbing capabilities than the projectile impact energy, the projectile will either rebound back or stacked inside the ballistic material. Unlike complete perforation, scrutinizing and identifying the number of layers required to capture the projectile during partial penetrations at the different shoot is very important for further armour panel design improvements. Figures 17 and 18 denote the scenario of the arrested projectile by the responsible number of layers at different target point conditions in different layers of 3D warp interlock and 2D plain weave fabric, respectively. According to the result, the 2D weave fabrics revealed more precise and relative values for panels having a different number of layers and different shoot target as shown in Figure 17. More or less majority of the number of layers responsible for arresting the projectile were concentrated in the black dot oval regions as it is indicated in Figure 7. 12, 8 and 7 layers were recorded as the minimum and 16, 14 and 13 layers were the maximum required number of layers to arrest the projectile for 30, 35 and 40 layers of 2D fabric panels, respectively This clearly shows that 2D plain weave target panels made with high numbers of layers publicized lesser number of layer penetration as compared to panels with less number of layers of the same fabric type. This might be due to the fact that panels with higher layer numbers possess a larger area to dissipate and absorb more impact energy.
The numbers of layers penetrated at different target shoot points for 2D plain weave fabric panels made with different number of layers. The number of layers penetrated at different target shoot points for 3D warp interlock fabric panels with different number of layers. Except target shoot location 1, all target points of panel made with 3D-30 layers were penetrated (P).

Moreover, other than the panel layer number, the target shoot conditions (moulded and non-moulded) have also shown an effect on the effective layer number to capture the projectile. In the 2D woven fabric, the effect of different target shoot conditions brought some difference in the number of layers required to arrest the projectile. For example, the target regions at moulded region (target regions 1, 2 and 4) required relatively higher layer number as compared to non-moulded target regions (target regions 3, 5 and 6) to arrest the projectile. This is due to the reduction of the areal density of the fabric at the specified moulded region while punching the fabric. Moreover, the less performances of the moulded region might also come from not only straightening and higher yarn tension but also from some failure modes at the punched area by the punching force. Usually straightening and higher yarn tension causes the opening of the crimp and then the projectile will be easily penetrated into the fabric panel. This clearly showed that not only the configuration of the fabric but also the target shoot area also influenced the capability of the sample to stop the projectile at the specific number of layers. Figure 18 shows the number of penetrated layers of different 3D warp interlock panels with respect to target shoot points. In general, the number of layers required to capture the bullet in the case of 3D warp interlock fabrics were found different from 2D plain weave fabrics.
Unlike the 2D plain weave fabrics, the number of layers arresting the projectile at the different target points was found scattered at a wider range while considering the 3D warp interlock fabrics panels. Moreover, in the 30-layer panels of 3D warp interlock fabrics, except shoot targets 1, the complete penetration (p) were recorded for all shoot target regions. On the other hand, the bullet shot on the 40 layers of 3D warp interlock aramid fabrics panels were captured at the minimum and maximum layer of 10 and 20 layers, respectively. Moreover, unlike the 2D plain weave fabrics, the number of penetrated layers was affected by the target shot points. Target shoot points on the moulded area need higher number of layers to capture the projectile as compared to the shoots at the non-moulded area. This is due to the fact that even though less panel surface damage occurs due to its good moulding ability, however, its less recovery ability will also reduce the areal density and increased the tension and straightening of the yarn. As discussed earlier, those phenomena during the moulding process may affect both the mechanical and ballistic performances of the materials. Figure 19 shows the number of layers responsible to arrest the projectile at various target shot points. Panels made with 40 layers of both 3D warp interlock and 2D plain weave fabrics were considered to investigate the effects of woven construction on capturing the projectile before it perforates. As it is clearly observed from Figure 19, the type of woven constructions has also shown a significant effect on projectile arresting mechanisms. Based on the result of the investigation, 2D plain weave fabrics enjoyed somewhat better ballistic performance with a minimum number of layers in comparison to 3D warp interlock aramid fabrics. The maximum and the minimum number of layers was recorded as 20 and 15 for panels made of 3D warp interlock aramid fabrics, whereas 10 and 7 layers were found in panels made with 2D plain weave fabrics, respectively. Moreover, except in target shoot 3, the panels made with 2D plain weave fabrics benefited with a low number of layer requirement as compared to 3D warp interlock aramid fabrics panels in the other target shot areas.
Graph of 3D-40 and 2D-40 layers to arrest the projectile at different target shot points.
In general, for 40 layer panel, according to the investigations, the 2D plain weave fabric panels possessed an average of 30 to 35% reduction of layer as compared to the 3D warp interlock aramid fabrics panels in order to halt the projectile. Based on the above discussions, it is clearly seen that the configuration of the fabric, number of layers in the panels and target shoot area conditions could influence the capability of the sample to halt the projectile at the specific number of layers. This could help to understand and design a better 3D warp interlock fabric structure to develop and design women soft-body armour with less number of ply and weight for better protection and comfort.
Post-mortem analysis of projectile deformation
This section will discuss the trapped projectile debris dimensional deformation and its percentage values of different 2D plain weave and 3D warp interlock fabric panel after the ballistic impact. While investigations, projectile deformational measurement at pre- and post-ballistic impact was computed. A total of 30 shots, 6 shots for each five target panels, were considered. Among the 30 projectiles, four projectiles which impacted the 30 layers of 2D plain weave fabric panel were not trapped. All the projectiles were measured at the initial and after the ballistic test for their deformation dimensional measurement values using precise Vernier scale. Besides, the deformational percentage of each projectile debris was also calculated using the following equations

D (%) is deformational percentage of projectile debris (length or diameter)
MO is the initial projectile measurement (length of 19 mm or diameter of 9 mm)
MD is the deformed projectile debris measurement (length or diameter).
As it is observed in Figure 20, the maximum and minimum projectile debris measurement was recorded as 4.2 mm and 13 mm, respectively. The higher projectile debris measurement values publicized the lesser tendency of deformation while ballistic impact. For better comparison, the deformational percentages of the post-impact projectile debris against the original length measurement values were computed using equation (1).
The projectile debris length measurements after ballistic impact at different target shoot points of the various panel targets.
Figure 21 shows the deformational projectile debris percentage values for various target panels made of 3D warp interlock and 2D plain weave fabrics at different target locations. Based on the result, the maximum and minimum length deformational percentages of the projectile were found to be 31.58% and 77.9%, respectively. The effect of woven construction, the number of layers in the panels and conditions of the shoot location on the projectile deformation were also investigated. Based on these result, the projectile impacted onto the target panels made of 2D plain weave fabrics faced much higher deformation than those panel target developed from the 3D warp interlock fabrics considering both similar numbers of layers and shoot locations. This might be due to its high stiffness with strain energy capabilities as compared to the counterpart 3D warp interlock fabrics. For example, target panels with 40 layers of 2D plain weave exhibit higher projectile deformation at shoot locations point 1, 2, 3 and 5 than its 3D warp interlock fabric panel counterpart with a similar number of layer. However, at target points 4 and 6, 40-layer panels made of both fabric types recorded the same level of projectile deformations.
The effect of fabric type, number of layers and target shoot points on the projectile debris deformational percentages while ballistic impact.
Similarly, 30 layers of 2D plain weave fabric panel possessed higher projectile deformation values in most target locations as compared to its counterpart 3D warp interlock fabric panel. Numbers of layers involved in the design of the panels were also found to another profound factor which affects the projectile deformation. For such comparisons, panels made with a different number of layers made of similar woven construction along with the specific target locations were considered for projectile post-deformation investigations. According to the investigations, as the number of panel layer increases, the higher projectile deformation has been achieved for both types of woven construction. The effects of the number of layers on projectile deformational percentages were found substantial in 3D warp interlock fabric panels as compared to the 2D plain weave fabric panels.
Besides, impact location has also revealed an effect on the post-impact projectile deformations. In the majority of panel target made of both 2D and 3D fabrics, shooting at the non-moulded target locations (targets 3, 5 and 6) displays high post-impact projectile deformational percentages than the moulded target locations (targets 1, 2 and 4). Moreover, 2D plain weave fabric panels made with a higher number of layer and shot at the non-moulded target location show the maximum post-impact projectile deformation percentage than the other panel targets.
Conclusions
The effect of woven fabric constructions (2D plain weave and 3D warp interlock p-aramid fabrics), number of layers in the target and its target shoot conditions towards the trauma measurement and surface failure mechanisms were experimentally investigated for designing women seamless soft-body armour. According to the result, the woven fabric construction directs an upshot on the trauma measurement values of the target panels during ballistic test. Panels made with 2D plain weave fabrics show lower trauma measurement values and required a lower number of layers to halt the projectile as compared to 3D warp interlocks aramid fabrics. Like the woven fabric construction, the number of layers was also found an influencing factor on the final ballistic performances of the final target panels. For example, the panel with 40 layers of 2D fabric shows 47% and 39% trauma depth reduction as compared to panels with 30 layers of fabric in moulded (target point 1) and non-moulded (target point 6) areas, respectively. Moreover, 2D plain weave fabric panel shows a higher level of local surface damages than 3D warp interlock fabric panels at a similar number of layers and shooting point due to the involvements of many primary yarns to resist the projectile impact energy. The cone-shaped deformations at the back of 2D plain weave fabric panels were found wider with ‘wedge through’ effects on the primary yarns than 3D warp interlock fabric panels. Due to the stiff and close yarn weave structure, bowing of yarn was substantially observed more in the 3D warp interlock fabric panels than in the 2D plain weave fabric panels.
Footnotes
Acknowledgements
The authors would like to thank ‘Centre de Recherche et d’Expertise de La Logistique (CREL)’ ballistic impact test facilities located in Paris, France, and its crew members for providing the ballistic facilities and to their help while testing the samples. The authors would also like to thank M François Dassonville for his help during the ballistic tests and scanning of blunt-trauma deformation in the backing material.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work has been done as part of Erasmus Mundus Joint Doctorate Programme SMDTex-sustainable Management and Design for Textile project, which is financially supported by the European Erasmus Mundus Programme.