
Abstract
This paper focuses on a unique form of polyester matrix composite with woven roving fibers as reinforcing agent, replacing the conventional E-glass. The impact of different types of orthophthalic unsaturated polyester matrix and their composites on tensile strength of polyester matrix composite with woven roving fiber is investigated. Polyester matrix composite with woven roving fiber reinforcement is made by hand lay-up technique, where different types of orthophthalic unsaturated polyester matrices available in the market are used. The mechanical properties of the developed material are tested using universal testing machine, which investigated tensile strength. The BYK A-555 (coded 555) orthophthalic unsaturated polyester matrix showed 30% greater tensile strength and required least curing time as compared to other matrices, including Mc Laren S3133 (coded 3133), LUPOY-GP5300 (coded GP5300) and HSEA-LF1 (coded LF1). However, the composite of 3133 and 555 shows 50% greater tensile strength as compared to single matrix, and when all orthophthalic unsaturated polyester resins (3133 + 555 + GP5300 + LF1) are mixed together, their composite show 70% greater tensile as compared to single unsaturated polyester matrix.
Introduction
Polyester matrix composite (PMC) possess a high specific strength as well as high warm conductivity and has a low coefficient of warm extension [1–3]. Boat hulls, building panels and automobiles panels, plastic pipes and storage containers are made from the PMC on a wider scale [4–6]. These PMCs are made using unsaturated polyester resins, which are the condensation products of unsaturated acids or anhydrides and diols with/without di-acids. The unsaturation present in this type of polyester provides a site for subsequent crosslinking [7–10]. PMCs are also used in transportation vehicles, aviation industries and marine industries, due to their high strength-to-weight and solidness-to-weight proportions [11,12]. There are various techniques to build composite materials; however, the hand lay-up (HL) is the easiest and well-known technique of fabrication. It has low cost and is capable of producing materials of all sizes and shapes with greater degree of variability [13], as well as it creates a high surface finish on the materials surface [14,15]. In HL technique, to prepare composite material, a mold is used, and the resin is applied onto that mold by the help of a painting brush, roller or a spray. With the addition of fibers, the composite material possesses the complex mechanical properties, which improve the overall mechanical strength of the composite. Polymeric composites are liable to the mechanical damages that result in delaminating at the point when these materials are subjected to the compressive, tensile and flexural tests. Due to the increase in external load, an appalling failure of the components may occur [16,17].
Nowadays, the use of natural fibers as reinforcement in polymer composites for making low-cost engineering materials has created much interest of the researchers in recent years [18–20]. Imposing of global regulatory environmental legislation [21] and the pressure to develop new and advanced materials for environment and easy-care products for manufacturing industries, like construction, packing and automotive, has led to carry research and make development in the field of natural fibers being used as reinforcing materials in the polymer matrix. This may replace the conventional nonrenewable glass fibers with the natural fibers [22,23]. Compared to the glass fibers, the natural plant fibers such as cotton, flax and jute possess benefits of having high strength, lower tool wear, little to no respiratory irritation and biodegradable nature [24,25]. However, it is important to investigate processing parameters to optimize the compatibility between the hydrophobic polyester thermoplastic material and the hydrophilic natural cotton fibers for the preparation of PMC for industrial applications [26,27] so that the composite is not deformed due to any moisture absorption. For this purpose the natural fibers are not exposed in the matrix and were confined in the matrix structure. In this work, the roving is woven with high density, which provide high strength to the composite structure compared to non-woven E-glass fiber. Once sealed in the composite structure, the woven roving does not absorb moisture and therefore is free from any swelling, which might be encountered otherwise. There has been little work carried out earlier on the use of natural fibers, especially cotton, with PMC as reinforcement materials; therefore, we believe that this work will promote their full potential of being used in PMC matrix.
Experimental
Materials
Woven roving fibers having warp 600 tex, weft 900 tex, warp density 3.20 ends/cm and weft density 1.80 ends/cm and weight 400 g/m2 were used as reinforcing materials, and orthophathalic unsaturated polyester (OUP) including, BYK A-555 (coded 555), Mc Laren S3133 (coded 3133), LUPOY-GP5300 (coded GP5300) and HSEA-LF1 (coded LF1) were used as the matrix, which were low in cost, low in viscosity and had good work ability. Cobalt naphthenate and hardener methyl ethyl Ketone peroxide (MEKP) was used as curing agents. Commercial names of the OUPs are used throughout the report. For a better understanding of the experimental plan, a schematic diagram of the HL technique is given in Figure 1.
Schematic diagram of hand layup technique used in the experiment.
Preparation of matrix
The OUP used to fabricate the polyester resin composite matrix were 3133, 555, LF1, GP 5300. To improve the rate of the reaction, an accelerator and a catalyst were added to the original matrix material in the ratio: OUP matrix 555 (97%) cobalt naphthenate (2%) and MEKP 1%. The solution was mixed and stimulated before applying on the laminate. The ratio of chemicals and auxiliaries used were in the same ratio as used for OUP matrix 3133 that is GP5300 and LF1 at cobalt 2% and MEKP 1%.
Quantity of matrix used in various single and composite structures. a

MEKP: methyl ethyl Ketone peroxide.
aCobalt naphthalene and MEKP was used 2% and 1%, respectively, by weight in all chemical recipes.
Composite fabrication procedure
To prepare the composite, a glass-sheeted table was used. The table was cleaned with distilled water to remove any impurities. Then a coat of wax layer was applied throughout the board to facilitate easy removal of the laminate. This was followed by a dwell time of 5–10 min for the table to get dried. A coat of mixed OUP resin was applied on the cleaned surface before placing a layer of cotton fiber roving woven fabric. Then the composite was made to cure at room temperature.
Tensile strength
Tensile strength is one of the fundamental mechanical tests, which is required to evaluate the strength of any material, where a carefully prepared specimen is subjected to tensile load in a controlled manner. Tensile properties can be measured by the relation of load applied on the material to deflection (Strain) experienced against the applied load. Tensile strength is used to determine the modulus of elasticity [30]. The tensile strength tests were carried out in universal testing machine (UTM) at a constant rate of extension of 2 mm/min. The tests were closely monitored and conducted at room temperature. The load at which the completed fracture of the specimen occurred was recorded as breakage load [31]. The composite was sized to the required dimension using a saw cutter. The standard used was ASTM D638, the gauge length and cross-head speeds were chosen according to the mentioned standard.
The tensile test was conducted for the following combinations in both warp and weft directions separately, woven roving fiber with OUP matrix 3133, 555, LF1, GP 5300 and then composite OUP resin 3133 + 555, 3133 + LF1, 3133 + GP5300, 555 + LF1, 555 + GP5300, LF1 + GP5300 and then all types of unsaturated polyester matrix 3133 + 555 + LF1 + GP5300 together. The corresponding stress graph is plotted and the results of the tensile test of the fabricated specimen are presented in the following section.
Results and discussion
Descriptive statistics of mean of tensile strength for various samples of OUP matrix were calculated and presented in the form of graphs later in this section.
Curing time of ortho phthalic unsaturated polyester matrix
Curing time is very important parameter of the polymer matrix preparation. A less curing time is desirable; however, a very fast curing time does not support the development of different shapes or any chemical reaction to take place in the polymer matrix. Therefore, a reasonable amount of curing time is desired, which also facilitates to control the shape of the mold, if more steps are required in the HL technique. During the experiment, it was revealed that the curing time was different for each matrix as shown Figure 2(a) and (b).
Curing time of (a) individual and (b) composite matrices.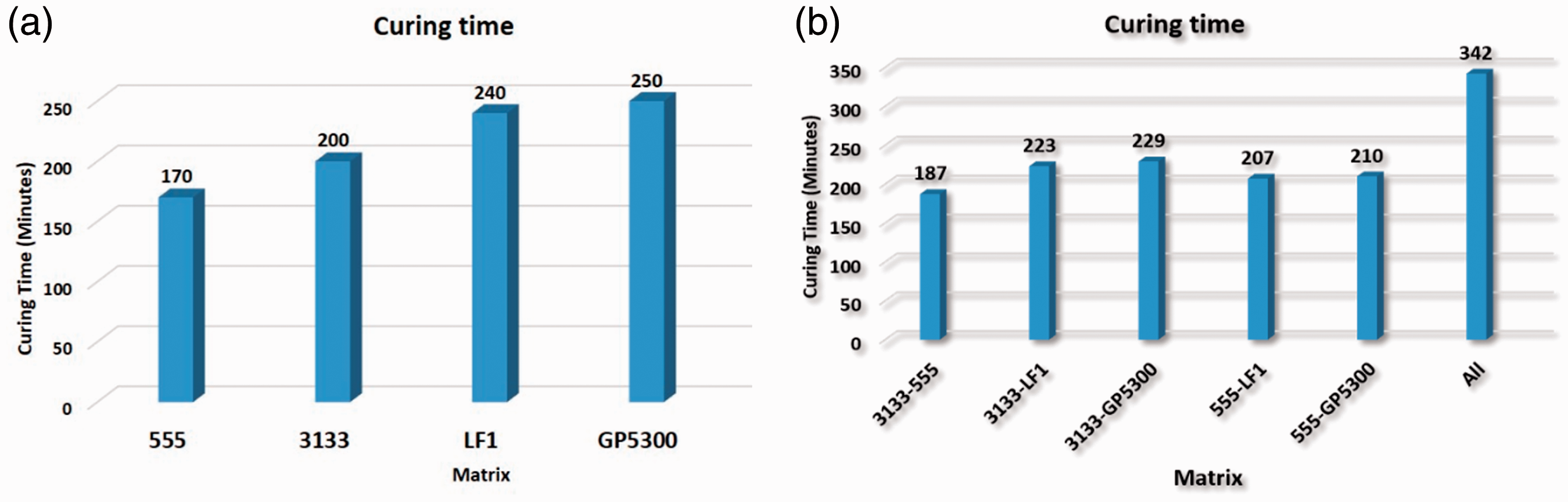
Description of curing time differences.
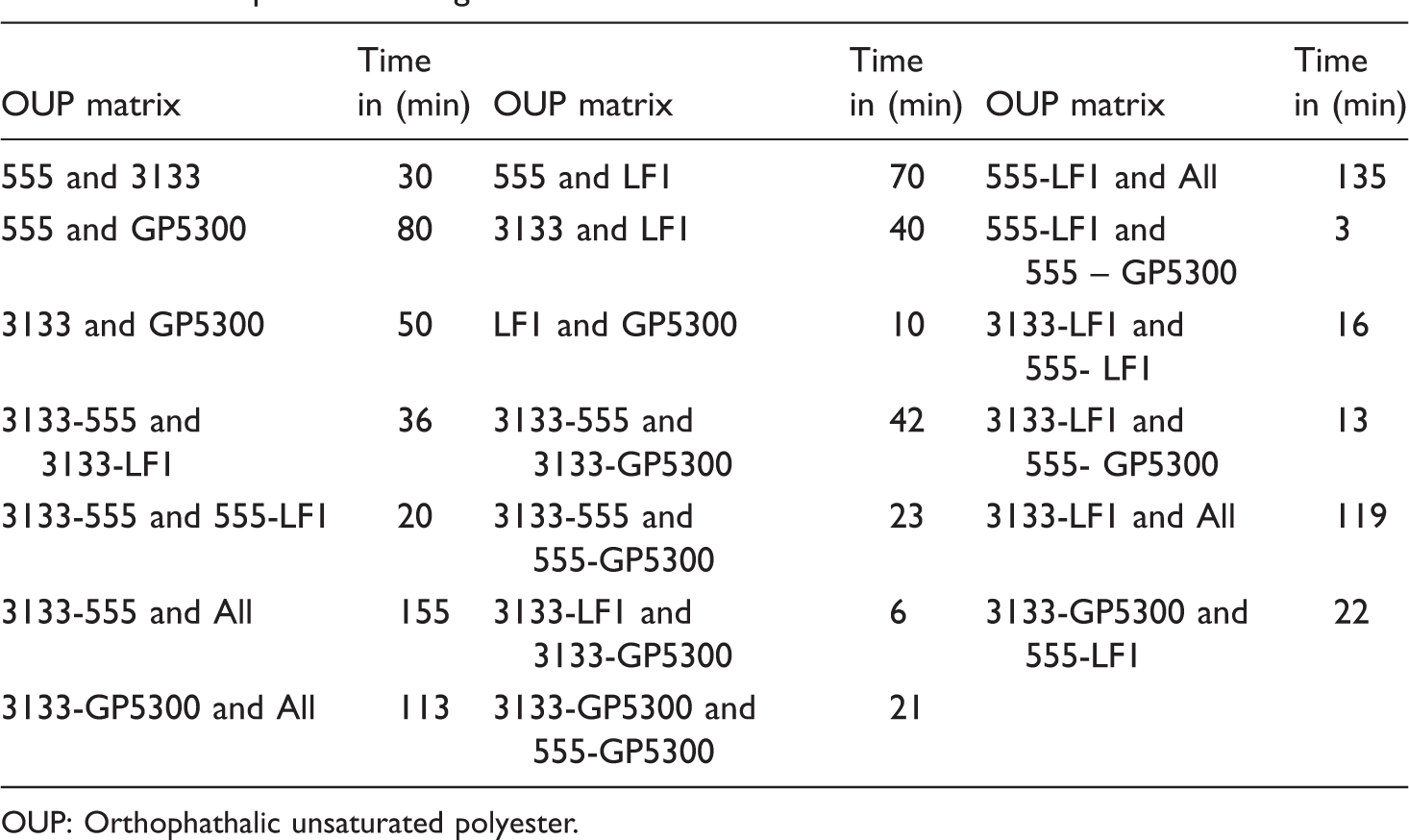
OUP: Orthophathalic unsaturated polyester.
Tensile strength of composite samples
Tensile strength of the samples is presented separately for each of the used matrix in the below given sections. The presented tables contain mean tensile strength of warp and weft. Mean tensile strength was calculated from the tensile strength of three samples and the descriptive statistics for resin, which is given as under. The sample of size 115 mm length, 20 mm width and 0.5 mm thickness were tested on the UTM and the samples were left to break till they reached their ultimate tensile strength.
Ultimate tensile strength of individual matrix in warp direction
The results for warp LF1, 555, 3133 and GP5300 are shown in Figure 3, which indicate the specimen average ultimate tensile strength of 607 MPa, 750.67 MPa, 719 MPa and 542.67 MPa and 8.43 mm, 8.73 mm, 9.47 mm and 8.20 mm average displacement with respect to an average maximum applied load of 2306.67 N, 2743.33 N, 2776.67 N and 1830 N and the breaking displacement of 8.53 mm, 8.80 mm, 9.53 mm and 8.37 mm, the ultimate tensile strength and breaking strength was different from each other, this may be due to the viscosity and curing time difference as shown in Table 2. The 555 matrices showed less curing time as compared to other matrix and gave greater strength. 3133 with high viscosity, but lesser than that of 555, LF1 and GP5300, takes more time to cure as compared to 555 and 3133. The 555 showed to absorb maximum load to break the samples as compared to other composite samples.
Ultimate tensile strength of single matrices in warp direction.
Pictures of tested warp individual samples
The actual breaking samples are photograph and their broken structure observed in Figure 4.
Actual broken warp samples.
Ultimate tensile strength of individual matrix in weft direction
The results for weft LF1, 555, 3133 and GP5300, as shown in Figure 5, indicated that specimen gave out the average ultimate tensile strength of 593 MPa, 649.67 MPa, 580 MPa and 438.67 MPa along with 9.87 mm, 8.47 mm, 8.20 mm and 9.07 mm average displacement with respect to an average maximum applied load of 1480 N, 2460 N, 1973.33 N and 871.33 N and the breaking displacement of 11.50 mm, 8.47 mm, 8.30 mm and 11.77 mm, the ultimate tensile strength and breaking strength was different from warp matrix due to the density of woven roving fiber; the density of woven roving warp was 3.2 g/cm2 and weft was 1.80 g/cm2. The 555 was observed to absorb more load or force to break the sample as compared to other individual weft composite samples. Thus, it may be said that the 555 resin showed the maximum strength.
Ultimate tensile strength of single matrices in weft direction.
Picture tested individual weft samples
The actual breaking samples were photographed as shown in the Figure 6.
Actual broken weft samples.
It may be seen in the actual broken specimen photographs that behavior of the samples broken is not different; they are all broken from the center of the specimen, which also leads to the conclusion that the specimen developed had very even structure with respect to the chemical and auxiliaries used, and the technique was very reproduceable. It may be suggested that the matrix 555 and 3133 may be the better choices due to their high tensile strength and viscosity and less time to cure. However, their shelf life is low due to their high viscosity. On the other hand, the LF1 and GP5300 matrix have much lower viscosity which may help their longer shelf life, which is an important factor when buying a resin.
Ultimate tensile strength of hybrid matrix in warp direction
The results for warp 3133-555, 3133-LF1, 3133-GP5300, 555-GP5300, 555-LF1, LF1-GP5300 and all as shown in Figure 7 indicated that specimen gave out the average ultimate tensile strength of 1290 MPa, 1156.67 MPa, 1153.33 MPa, 1273.33 MPa,1173.33 MPa, 878.67 MPa and 1470 MPa. Also, 8.73 mm, 8.67 mm, 7.13 mm, 8.80 mm, 7.93 mm, 7.43 mm and 8.37 mm average displacement with respect to an average maximum applied load of 2120 N, 2080 N, 2066.67 N,1729.57 N, 1956.67 N, 978.67 N and 2913.33 N with the breaking displacement of 9.03 mm, 9.03 mm, 7.27 mm, 8.93 mm, 8.17 mm, 9.10 mm and 8.53 mm. Due to the crosslinking of different matrix viscosity each other, which increased the tensile strength of composite sheet as shown in Figure 7. The 3133 + 555 + GP5300 + LF1 has shown to bear more force, taking more load to break the sample as compared to other composites warp composite samples, which may be due to its adequate viscosity. The tensile strength of the composites composite sample matrix is higher than that of single composite matrix sample due to the crosslinking of matrix to each other, when two or more matrix are combined to each other crosslinks may have been made, increasing the viscosity of the composite and reducing curing time.
Ultimate tensile strength of composite matrices in warp direction.
Tested composite warp samples photographs
The actual breaking samples photograph and their broken structure is observed in Figure 8.
Actual broken samples of composite matrices in warp direction.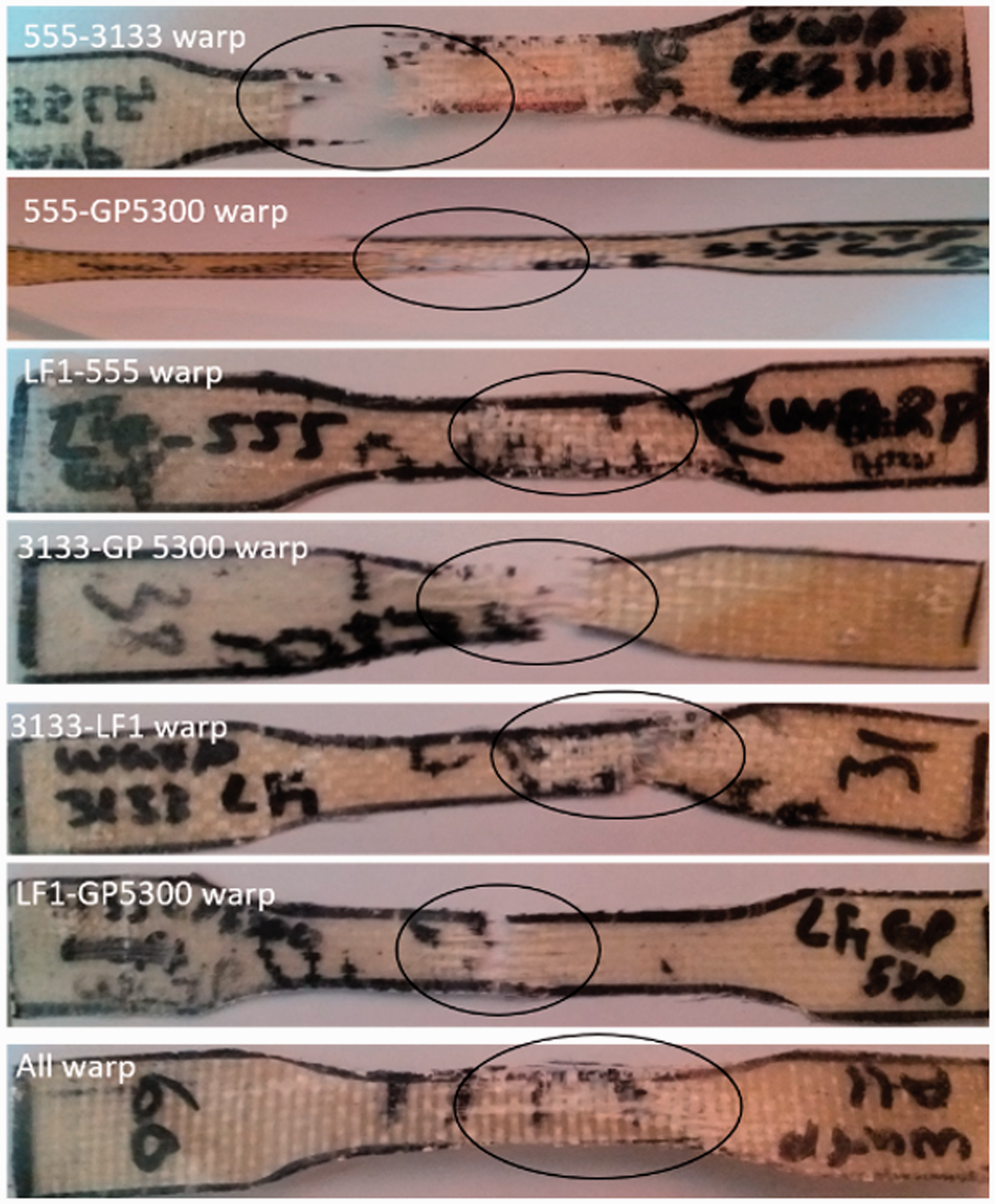
It may be seen in the actual broken specimen photographs that behavior of the samples broken is not different; they are all broken from the center of the specimen, which also leads to the conclusion that the specimen developed had very even structure.
Ultimate tensile strength of hybrid matrix in weft direction
The results for weft 3133-555, 3133-LF1, 3133-GP5300, 555-GP5300, 555-LF1, LF1-GP5300 and all, as shown in Figure 9, indicated that specimen gave out the average ultimate tensile strength of 1200 MPa, 1056.67 MPa, 954 MPa, 1093.33 MPa,1050 MPa, 803 MPa and 1383.33 MPa, along with that of 8.07 mm, 8.87 mm, 7.00 mm, 7.90 mm, 6.90 mm, 8.20 mm and 7.87 mm average displacement, respectively, with respect to an average maximum applied load of 2070 N, 1159.67 N, 1960 N, 1833.33, 1773.33, 2280 and 2246.67 N, respectively, and the breaking displacement of 8.30, 12.23, 7.55, 8.37,7.60, 8.60 and 8.80 mm, respectively, as shown in Figure 9. The tensile strength is different compared to warp composite samples due to difference in density of woven roving fiber, the warp density was 3.20 ends/cm and weft density was 1.80 ends/cm. The 3133 + 555 + GP5300 + LF1 has shown more load to break the sample as compared to other composites weft composite samples. The tensile strength of weft composite samples is higher than that of single weft composite matrix sample due to the crosslinking of matrix to each other, when two or more matrix combine to each other as shown in Figure 9.
Ultimate tensile strength of composite matrices in weft direction.
The actual breaking samples are photographed in Figure 10.
Actual broken samples of composite matrices in weft direction.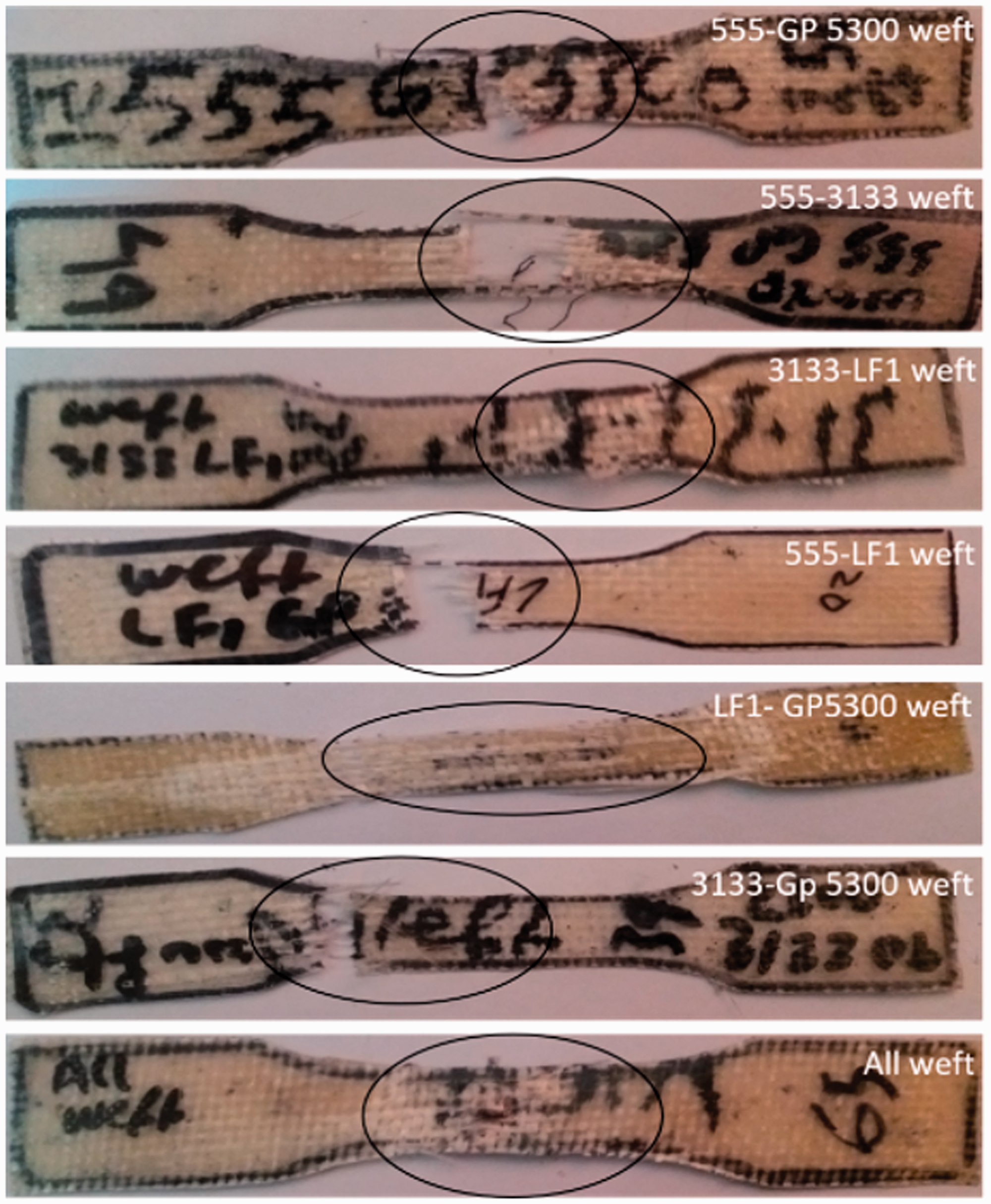
The weft composite of 3133 + 555 showed greater tensile strength as compared to other composite matrices and took less time for curing. On the other hand, when all four types are combined that is 555 + 3133 + GP5300 + LF1, the resulting composite shows greater tensile strength compared to bicomponent composite, which may be due to crosslinking of different matrix with each other.
Conclusions
The woven roving fiber by individual and composite matrix was fabricated by HL method. Four different commercially available OUP resins were used. Various different combinations of OUPs were prepared as single- and bi-component composites and their curing time and tensile properties were measured. It was revealed that tensile strength of the composite is greatly influenced by the single and combined matrix and as the number of OPUs increased in a composite, their tensile strength increased, and the curing time was reduced. The reason was probably the crosslinking of the resins. The single matrix 555 showed higher tensile strength as compared to 3133, LF1, GP5300. When two resins were combined, the composite showed more strength compared to the single resin and when all resins were combined in a composite, that showed even more tensile strength as compared to two resins. The composite of 3133 + 555 showed 50% greater tensile strength as compared to single matrix, and when all OUP polyester resins (3133 + 555 + GP5300 + LF1) are mixed together they show 70% greater tensile strength as compared to single unsaturated polyester matrix. Such findings of the woven roving fiber materials may help choose the best available polymer resin as in the industry.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Korea Research Fellowship Program through the National Research Foundation of Korea (NRF) funded by the Ministry of Science and ICT (2017H1D3A1A01055133).