
Abstract
The present work examined the thermo-mechanical characteristics of bio-fillers, namely Azadirachta indica seed powder, spent Camellia sinensis powder, their combinations filled jute fabrics–epoxy composites analytically and experimentally and compared it with the unfilled one. The test results showed that Azadirachta indica seed powder filled composites showed better mechanical properties with lesser voids, while spent Camellia sinensis powder and its composites showed better thermal stability. ANSYS analysis was used to show the stress distribution during the tensile and flexural testing. Scanning electron microscopy was used to study various characteristics of the fractured composites. A telephone stand was also fabricated to prove the application capability of best mechanical performer and analysed for deformation behaviour.
Introduction
Natural fibres are the gift of Mother Nature to the humanity. These fibres possess many advantages, such as lightweight, less cost, biodegradable, abundant in availability, and so on, which in turn positively replace the synthetic fibres in short lifespan applications [1,2]. Natural fibres are found directly or indirectly in the daily life and are broadly classified into three categories based on their origin, namely vegetable fibre, animal fibre and mineral fibre [3]. Natural fibres except for cotton fibres mainly constitutes of lignin, cellulose, hemicelluloses, waxes and numerous water-soluble compounds. Among the various natural fibres, jute fibres have great potential to be used as reinforcement in polymer composites. Jute is one of the cost-effective natural fibres that belong to the family of genus Corchorus family Tiliaceae, that is abundantly grown in the regions of Bengal, India. It is used for many types of applications, such as bags, ropes and so on, since it can be spun into coarse and long fibres. These fibres are usually 1–4 m long with colours varying from brown to white (based on aging, fade colour is decided). White fade jute is used here due to its high strength properties [4]. Al-Oqla Faris and Sapuan had studied the performance deterioration of natural fibres in the biocomposites. The authors showed that the jute fibres could be used for attaining better tensile properties [5]. Al-Oqla Faris et al. had investigated the effect of moisture content by developing a new evaluation tool. It was explained that the jute fibres possess more moisture absorption characteristics when compared to flax but lesser than sisal [6]. Mishra and Biswas had studied the various weight percentage (wt%) of bi-directional jute fibre in an epoxy matrix. It was experimentally proved that 48% of jute fabrics-based composites showed enhanced mechanical properties [7]. Ramakrishnan et al. [8] had experimented on the effect of nano-clay addition on the mechanical and water absorption behaviour of jute fibre-reinforced epoxy composites and found that 5% nano clay fillers with 5% NaOH treated fibres had exhibited higher tensile, flexural, and impact strengths [8]. Dalbehera and Acharya [9] had investigated on the effect of the addition of cenosphere on the mechanical properties of jute–glass fibre hybrid epoxy composites and found that addition of 15% of waste ceramic cenosphere had improved the tensile flexural and interlaminar shear strength when compared to the other laminates. Arpitha et al. had studied the hybridization effect of fibre/filler-based composites that had been manufactured using vacuum bagging method. It was found that the usage of fillers has enhanced the tensile and flexural properties of natural fibre-based composites [10]. Swain and Biswas [11] had investigated on the physical-mechanical behaviour of jute fibre-reinforced epoxy composites filled with Al2O3 and had found that the composites filled with 10 wt% of Al2O3 had shown more beneficial results compared with the other composites. Raghavendra et al. [12] had investigated on the mechanical behaviour of nano and micro fly ash particle filled woven bidirectional jute/glass hybrid nanocomposites and had found that the tensile strength has improved for 4 wt% of nano flyash composite with sequence of GJJG, whereas the flexural strength has improved for the same 4 wt% nano fly ash with staking sequence GJGJ. Satapathy et al. had fabricated the SiC from rice husk and utilized it in jute–epoxy composites at different addition level. The results showed that 10 wt% SiC filled jute–epoxy composites proved to be beneficial in filler-based composites [13]. Vinod et al. had studied the effect of Calotropis gigantea stem filler on the thermal stability and mechanical properties of jute–epoxy composites. It had been shown that the 10 wt% of Calotropis gigantea filler-based jute composite had shown excellent properties [14]. Ahmed et al. studied the effect of Al2O3 and SiC on the mechanical properties of woven jute fabric-reinforced epoxy composites. It was observed that the filler addition with an optimal percentage (10%) increased the mechanical properties [15]. Based on the detailed literature survey, it is clear that the optimal weight percentage of fillers in the fibre-reinforced composites enhances the thermo-mechanical properties. The above literatures based on fillers were done for both organic as well as inorganic fillers, to get a clear view on the additional percentage. There is no research work done based on Azadirachta indica seed powder, spent Camellia sinensis powder and their combination filled with jute fibre-reinforced epoxy composites. So the current work proposes the development of jute fabrics-reinforced epoxy composites with and without Azadirachta indica seed and spent Camellia sinensis powders with 10 wt% of total filler content using conventional hand lay-up technique and characterizes them both analytically and experimentally.
Materials and methods
Jute fibres belong to the plant fibre category obtained from the stem of jute plant by retting process followed by dehydration in the sun [4]; it possesses a density of 1.41 g/cc, the cellulose content of 60%–64%, lignin content 11%–13% and tensile strength 425–512 MPa [16]. In this study, the woven jute fabrics of dimension 300 mm × 300 mm are used. It has an areal weight of 0.230 kg/m2. The fabrics have a length of 300 mm with fibre diameter of 0.48 mm that was measured using digital micrometer. The total length of the fibre used to make required size fabric was 30 m. Azadirachta indica is commonly known as neem or Indian lilac. The seeds mainly consist of 50.89% kernel and hull 49.11%. The Azadirachta indica seed powders had been desiccated in the hot sun for 24 h, grounded in mortar for 15 min and sieved, which was followed by immersion in hot water for 4 h to remove the traces of oil present in it. Then it was dried out in a hot air oven for 12 h at 70℃ to eliminate the moisture, water content and some traces of leftover oil. The diameter of the particles ranging from 98 to 180 microns was measured using Image J software as shown in Figure 1(a). The particle size of 366.5 microns in Figure 1(a) was due to the lump sum of seed powder caused during material loading for SEM. The spent Camellia sinensis powder is obtained upon the beverage consumption. This powder is primarily obtained from the Camellia sinensis L. leaves. The main cultivators of Camellia sinensis are India and China. After the consumption of Camellia sinensis, its powder remains as solid waste and creates a disposal problem. Many researchers have utilised spent Camellia sinensis powder as fillers for construction materials, absorbents for dyes and toxic metals [17]. There are two types of Camellia sinensis based on colour and taste namely black and green Camellia sinensis. Black spent Camellia sinensis has been considered in this work since there is a wide consumption of it as a beverage in India. The spent Camellia sinensis powder was collected, washed with distilled water, dried in open air for 7 days followed by heating for 8 h at 100℃ in a hot air oven in order to remove the traces of moisture and organic compounds. Then the particles were sieved. Though it was sieved, it had more irregular shapes with a diameter ranging from 170 to 290 microns. In this work, grinding of the spent Camellia sinensis powders is not done since the prime objective of the work is to incorporate this bio-filler material as received. The details of Azadirachta indica seed powder (density: 0.349 g/cc; dry matter: 95.73%; moisture content: 2.79% ± 1.13%; proteins: 12.10% ± 0.32%; cellulose: 30.33% ± 1.12%; hemicellulose: 9.47% ± 085%; lignin: 4.18% ± 0.70%) [18] and spent Camellia sinensis powder (density: 0.421 g/cc; moisture: 5.33% ± 1.34%; crude fibre: 14.46% ± 1.58%) [19]. The SEM images of Azadirachta indica seed, spent Camellia sinensis powders and microscopic images of jute fabrics are shown in Figure 1(a) to (c).
SEM images of (a) Azadirachta indica seed powder; (b) spent Camellia sinensis powder; (c) microscopic image of jute fabrics.
Designation and composition of the developed composites.

The samples set were cut to required shapes and size, after curing as per the requirement of test standards. The experimental densities (ρe) of the composites are measured as per simple water immersion method; three samples are tested to check for the consistency in the results. While the theoretical densities (ρt) of the composites are calculated as per equation (1). In case of JC-1, the weight fraction and density of fillers are removed.

For determination of voids in composites, ASTM D2734-94 method was used. The fraction of void content (νV) was determined from the theoretical and experimental densities of the composites, through equation (2).

Mechanical characteristics, namely tensile, flexural and compression were measured on Universal Testing Machine (model no.: UTES-40, Make: Fuel Instruments & Engineers Pvt. Ltd.) having the maximum capacity of 400 kN with a loading rate of 5 mm/min. Stress–strain graphs were obtained for the above test results, as per ASTM: D638, D790 and D695 respectively. The amount of energy absorbed by the sample fracture was determined using impact setup (Charpy) (model no.: IT-30 (D) and Make: Fuel Instruments & Engineers Pvt. Ltd.) following ASTM D256. Shore-D hardness test (model no.: TypeD VT-10D) following ASTM: D2240 was carried out to analyse the hardness of the specimens. An indenter of 1.25 mm diameter hardened steel rod, possessing 0.1 mm radius tip with 30° conical point was used, and 4.550 kg weight was applied. An average of 20 repeated point readings is reported in the forthcoming sections. Three samples were tested from each composite to get the consistency in results. The standard deviation value for the test results is 1, and 5% error is allowable as per industrial practice. The mechanical tested composite specimens photographs are given in Figure 2(a) to (h). Thermal stability of the composites was found using Thermo Gravimetric Analyzer (TGA) (Make: Perkin Elemer; Model: TGA4000) by taking 5 mg sample, heated from 35 to 800℃ under nitrogen environment, with a heating rate of 10℃/min and gas flow rate of 20 ml/min in 180 µl platinum pan. Scanning electron microscopy (SEM) studies were carried out using Tescan VEGA 3LMU SEM of the Czech Republic, possessing Tungsten heated cathode electron gun. The fractured interface was cut to small size and coated with conductive material in the sputtering unit before the image capture. Stress analysis was performed for the tensile and flexural specimens of all the composites using ANSYS R 15 software. The 3D model of the specimen was developed in CREO and been imported to analysis software in the Initial Graphics Exchange Specification (IGES) format. The parametric details are fed as per the test and the Poisson's ratio considered was 0.3. During the analysis for solid model – isotropic and square element with six degrees of freedom was chosen. The total deformation theory governs the modelling. The filler elements that had been used was square mesh, and the analysis was static. The convergence limit was set to 1% so as to minimise the error. The Coulomb–Mohr theory was used as a failure method for brittle materials, where the ultimate tensile and compression strength were set to achieve the safety factor.
Photographs of mechanical tested JC-1 and JC-3 composites specimens of (a, e) tensile; (b, f) flexural; (c, g) compression; (d, h) impact.
Results and discussion
The density and mechanical characteristics results of the tested composites are discussed in a detailed manner in the approaching sections.
Density and void fraction of the composites
Various densities and void fraction of the developed composites.

Tensile characteristics of the developed composites
The maximum force that a material can withstand without failure during stretching is an indication of the composite strength. As shown in Figure 3(a), the better results obtained in the case of tensile test are mainly dependent on the stress transfer behaviour of the filler–fibre matrix. The test results exhibit that Azadirachta indica seed powder-filled composites show better ultimate tensile strength due to the following facts. The strength of the filler-filled composites is governed by the crack initiation and propagation, with the interlaminar region. The matrix in the interlaminar region is strengthened with secondary reinforcements (fillers) of uniform shape and size. The crack initiated is resisted by the fillers present in the composite, the crack further propagates and continues along the matrix, fibre and filler interface until fracture as shown in Figure 10(a). This statement is in congruence with the JC-3 composite, where the Azadirachta indica seed powder provides good bonding between fibre and matrix in the composites, due to its optimal size and shape. This prevents the crack to propagate further. The better adhesion of filler with the matrix depends on the moisture absorbing nature [21]. Here, the seed powder has got less moisture, which enables such adhesive nature. In the case of laminates generally, the jute fibres possess good stretching strength. The optimal percentage of filler with optimal size and shape is added to the matrix, which increases the strength and reduces the ductility. Azadirachta indica seeds consist of more fibres, which are rich in cellulose and lignin contents. The cellulose provides strength, while the lignin provides brittleness which also increases the load-bearing capacity leading to the enhanced strength [22,23]. Azadirachta indica seed powder has shown smaller and uniform shape, which are confirmed from Figure 1(a). This increases the surface to the contact area of filler in the matrix leading to the betterment of the properties. While in the case of spent Camellia sinensis powder, the irregular particle size and shape nature don't provide good matrix contact, if so more filler debonding occurs. This irregular nature is in congruence with the findings of Ayrilmis et al. [24] in walnut shell flour-filled composites. Generally, the voids formed in the case of natural fibre composites, when manufactured by conventional hand layup is unavoidable [4], to enhance the strength which becomes mandatory to fill the voids. The better size and shape fillers fill the voids by reducing the matrix mobility, elongation and that increases the strength. The optimal size to shape the nature of Azadirachta seed powder, which fills the voids effectively is similar to the findings of Suresha et al. [25]. While the spent Camellia sinensis powder possessing more irregular size doesn't fill completely, leaving the voids partially filled it causes a reduction in the cross-linking behaviour of thermosetting polymer leading to low load-bearing nature [26,27]. The tensile modulus of the composites are JC-1(114.32 MPa), JC-2 (141.65 MPa), JC-3 (239.92 MPa) and JC-4 (143.41 MPa). This increase in modulus indicates the well-dispersed states of the fillers in matrix and the good interfacial interaction between two components. It is also stated in the literature that the size of the fillers plays a minimal role in deciding the mechanical strength properties, but the content and shape play an important role [28]. This postulate becomes true in the current study, where the ultimate tensile strength gets increased for the JC-3 due to the good shape of the Azadirachta seed powder. The stress–strain graph for the tested tensile samples are represented in Figure 3(b), where the JC-3 has produced the enhanced stress distribution followed by JC-4, 2 and 1, respectively, that is with less strain causing brittleness. The ultimate tensile strength of JC-1, 2, 3 and 4 are 25.15, 27.48, 33.11 and 28.25 N/mm2. JC-3 showed brittle failure leading to the less elongation in strain. Since the developed composites are in the category of thermosetting polymers, where the molecular chain restrictions appear and also the cross-linked structure limit the movement of the molecules.
(a) Ultimate tensile strength of the developed composites. (b) Stress–strain graphs of tensile tested composites.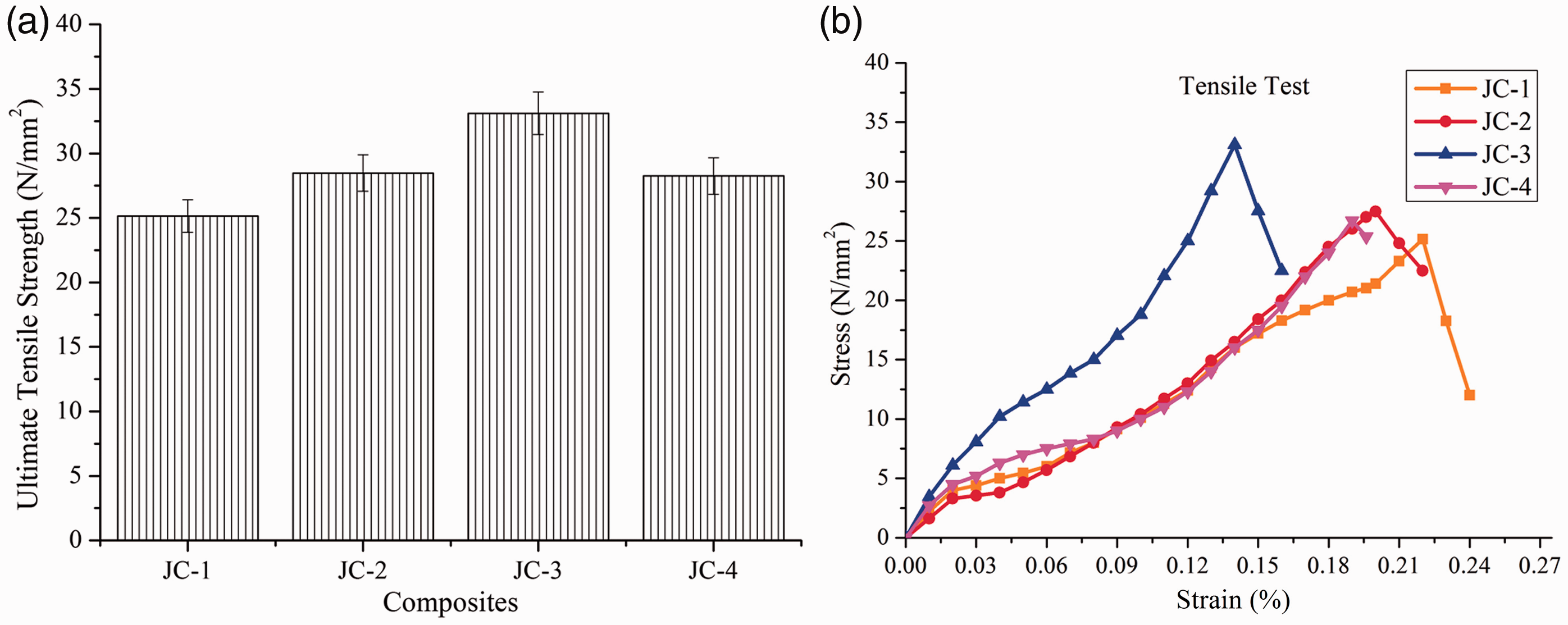
This polymer chain leads to the reduction of elongation and also the more lingo-cellulose contents stiffens it, which happens in the wood-based composites [29,30]. JC-4 has shown intermediate results due to the presence of an equal percentage of two fillers, where one is in optimal size and shape, while the other is in an irregular shape, which partially fills the voids leading such nature. In the case of JC-1, the ultimate tensile strength values have been very poor due to the poor bonding of fibre-matrix leading to the tearing of composites. The presence of voids also deteriorates the properties, though care was taken during manufacturing. It is unavoidable in hand lay-up process. Thus from Figure 3(b), it is clear that JC-1 jute fibres have more elongation [31].
Flexural characteristics of the developed composites
Flexural is a combination of tensile, compression and shear conditions. In the case of flexural loading conditions, the fillers act as load bearing materials rather than as stress inducers. Since the compressive stress tends to close cracks and flaws that are perpendicular to the applied stress, the tensile stress opens the cracks. It is very important to choose optimal size and shape fillers that can withstand load successfully to resist the failure. The presence of fillers causes the intrinsic toughening mechanism in the crack path, while the fibres present induce extrinsic toughening mechanism leading to better flexural results as shown in Figure 10(f). The Azadirachta indica seed powder filled composites (JC-3) has shown better ultimate flexural strength compared to the other composites due to its excellent size which fills the voids of the composite that could resist the force effectively [18,23]. It is also worthy to note that fillers used in the current study don't form agglomeration due to the reduced attractive forces between them and better mixing. This helps in a uniform distribution, better filler–matrix interaction based on the size-shape and crack path deflection, that is there is a tendency to increase the crack length leading to withstand the load for better results. If the fillers don't form a good adhesion with the matrix, there will be debonding leading to poor ultimate flexural strength, which are seen in the spent Camellia sinensis powder based composites (JC-2). The ultimate flexural strength is 5.4 N/mm2 for JC-3 followed by 3.52, 3.15 and 2.7 N/mm2 for JC-4, 2 and 1, respectively as seen in Figure 4(a). The stress–strain curves are depicted in Figure 4(b) which shows the flexural behaviour of tested samples.
(a) Ultimate flexural strength of the developed composites. (b) Stress–strain graphs of flexural tested composites.
The flexural strain is higher for the JC-3, since it has a good load-bearing nature though the value is less than tensile strain; similar behaviour is also seen in the other three composites. The jute fibre unfilled composite (JC-1) has shown lesser ultimate flexural strength due to the poor adhesion between the resin and fibre. Also, the microvoids present to accelerate the growth of crack much deeper and the absence of fillers provide secondary reinforcement. Hence, there is an accelerated failure at the early stages itself, and this similar trend has also been reported by Khalil et al. [32]. In the case of JC-2, it has lesser strength due to the presence of irregular Camellia sinensis spent in the composite. There are few authors who explained such behaviour; irregular particles tend to possess corner points that cause stress concentration in the matrix leading to a reduction in strength as reported by Pawar et al. [33] in granite powder filled jute fibre-reinforced composites and the same is agreed by Magalhães et al. [34]. Espert et al. [35] have concluded that the asymmetrical crude fibre content strongly influences the mechanical properties of the composites. Camellia sinensis spent has a higher surface roughness Ra (2.56 µm) compared to the Azadirachta indica seed (1.73 µm). Similar results have been shown by de Cademartori et al. [36] in their findings, where the spent Camellia sinensis powder-filled composites showed higher surface roughness than the wood composite. The available literature states that higher the surface roughness better will be adhesion and strength properties. As experienced by Essabir et al. [37], for treated Argan nut shell powder reinforced polyethylene composites, the fillers are used in optimal ratio. But this postulate is contradicted in the current study, in the case of the spent Camellia sinensis powder though it has good surface roughness the irregular shapes induce stress concentrations rather than the matrix adhesion thereby reducing the mechanical strength properties. Another important factor for the Azadirachta indica seed powder bonding with the matrix it shows the percolation mechanism due to the liquid absorbing nature of the wood particles which is the quite common reason for the oil spill absorption by wood fillers. Since the wood fillers possess a small amount of fibres, which helps to absorb resin thereby increasing the composite [38]. This mechanism has been very helpful by enhancing the bonding of fibre–resin with filler effectively. Finally, the JC-4 has produced intermediate results due to the presence of both fillers whose characteristics as indicated earlier, strongly influence the same.
Compression characteristics of the developed composites
Compression failure of the specimen is chiefly due to the micro-buckling of fibres. This is due to the combination of compression and tension in nature. The presence of fillers provides resistance to the breakage of fibres and increases the compressive properties. If the fillers are not in uniform shape, size and higher in content, there exists poor wettability with the resin and the filler causing resin fracture in addition to the fibre failure which degrades the properties [39]. Compression properties of the tested composites are given in Figure 5(a), and the stress–strain behaviour are shown in Figure 5(b). It is inferred from the Figure 5 that the JC-3 has enhanced the stress value due to the effect of filler distribution in the matrix phase compared to the other composites by accommodating more strain in nature. This is because the filler–fibre–matrix failure happens due to the poor crack propagation which has been caused due to the eventual filling of voids and deflection of cracks as explained [14]. The JC-3 composite has a uniform shape and fine particles of Azadirachta indica seed powder with possessing OH bonds, forming a better adhesion with the matrix. Thus, the JC-3 composite produced 1.47 times higher ultimate compressive strength than the JC-4, 1.58 times higher results than the JC-2 and 1.71 times superior to the JC-1. These are in accordance with the literature [40]. The irregular size of spent Camellia sinensis as shown in Figure 1(b) doesn't impart stress transfer. It has been stated by Monteiro and Montes [41] that mechanical characteristics are dependent directly on filler addition and inversely on filler size. The combination of fibrous and uniform cross-section increases the interface interaction between the matrix and filler, as stated by Aminullah et al. [42] for the case of Azadirachta indica seed powder as shown in Figure 1(a).
(a) Ultimate compressive strength of the developed composites. (b) Stress–strain graphs of compression tested composites.
It is crucial that the un-filled jute fibres showed reduced compressive stress leading to the poor adhesion with the resin matrix phase and also due to the formation of higher voids. Fibre pullout is also evident from SEM (Figure 10(d)), if any chemical treatment is done this could be avoided. A similar trend has been observed by Srivastav et al. [43]. The failures of JC-1 has been due to the fibre tear out/shear by poor wetting characteristics leading to fibre buckling. In the case of JC-4, due to the existence of two fillers in the matrix phase, there exists peak as well as gentle slope as observed in stress–strain curve (Figure 5(b)) due to spent Camellia sinensis and Azadirachta indica seed powders, respectively. A similar trend is observed, where the optimal size and the weight percentage of fillers have enhanced the various mechanical properties [39]. Thus, in overall JC-3 exhibits better compression characteristics.
Impact and hardness characteristics of the developed composites
The amount of energy absorbed before the failure of composites determines the impact behaviour, which is dependent on the fibre–filler–matrix interactions. JC-3 has possessed superior impact strength than all the other composites due to the better distribution of the applied stress over a huge volume at the bottom of the notch and has prevented the crack propagating further as shown in Figure 6. It is also very important, that during the fracture, if the filler absorbs the impact and starts crack propagation or if it alters the path of crack propagation then the energy absorbed will be higher. Similar behaviour is visualized in JC-3 [44], and it is also evident from SEM (Figure 10(i)). Also, the lesser voids (i.e. voids filled with fillers) present in JC-3 results in improved impact strength [45,46]. It is said in some literature that brittleness in the composite reduces the results, but in the current study, it is contradictory due to better interaction with the matrix [47,48]. Similarly, JC-4 composites that are filled with an equal weight percentage of two fillers have exhibited second highest results among the tested composites. The JC-2 has produced inferior impact strength than JC-3 which is due to the stress concentrations caused in the matrix by the irregular fillers and debonding of fillers from the matrix as shown in Figure 10(h). In the case of JC-1, the lower impact results compared to the other composites is due to the presence of voids, fibre–matrix debonding and breakage of fibres [31].
Impact strength of the developed composites.
Hardness refers to the resistant to indentation or penetration. JC-3 has showed better hardness due to the presence of finer and uniform shaped Azadirachta indica seed powders, which get distributed in the matrix uniformly by reducing the void contents forming fibre–filler–matrix interface (cross-linking nature causing matrix immobility). In the case of JC-2, irregular particles form partially filled voids leading to the lower hardness properties [47,48]. In the case of JC-1, the voids are predominant, which causes poor hardness. Thus, the JC-3 has showed enhanced hardness and the same is reported in Figure 7.
Shore D hardness of the developed composites.
Thermal stability using TGA for raw filler and developed composites
The Azadirachta indica seed powder and spent Camellia sinensis powder have been subjected to TGA-DTG, and the results are shown in Figure 8(a) and (b). Spent Camellia sinensis powder has showed two stages of degradation during testing as shown in Figure 8(b). One is the degradation of crude fibres, proteins, etc. in the temperature range of 130℃–422℃. Then the other degradation stages are mainly due to the inorganic ingredients between the temperature range of 425℃–530℃. These inorganic ingredients, coarse and irregular size nature of the filler remain unburnt, causing good thermal residue char (6.1%). In the case of Azadirachta indica seed powder, which mainly possesses dry matter with some fibres, gets degraded rapidly between 250℃ and 500℃ regions itself. However, there is a slight pattern difference between these two powders, as inferred from Figure 8(b), due to its constituents. The stages of degradation of Azadirachta indica seed powder has the first slope till 200℃, due to the degradation of some moisture and lipids, proteins in the materials, lignin followed by the degradation of hemicelluloses till 350℃. The third slope denotes degradation of cellulose that is present in the materials [40] till 500℃. The rest of residue char material contains some inorganic constituents. A similar trend is reported in the literature [49].
(a) TGA and (b) DTG curves of the raw fillers and developed composites.
The composite JC-1 possessing no fillers shows the degradation of hemicellulose at the range of temperature 193℃–290℃, which is followed by the degradation of cellulose in the composites, at a range of temperature between 302℃ and 416℃, this is confirmed from the DTG curve (Figure 8(b)). Thus, the degradation continues due to the presence of few inorganic materials [50]. A similar trend is also followed in other composites. But here, the individual fillers in composites play a crucial role, in determining the thermal stability by producing more residual at the end of the test. But in the case of JC-2, due to the presence of crude fibres and inorganic materials in the elemental composition of spent Camellia sinensis powder, it forms a resistance layer for the diffusion of heat. In the case of JC-3, Azadirachta indica seed powder fillers (as explained in the previous section) that are present in the composite, possess the lignocellulose content causing rapid oxidation of the fillers, thus leading to low thermal stability, though it was higher than JC-1. The JC-4, which comprises both fillers that are equal in weight percentage has produced intermediate results. Thus, based on the above discussion, it is proved that thermal stability for spent Camellia sinensis powder is higher compared to Azadirachta indica seed powder, also the same is reflected in their respective composites. Thermal stability (highest to lowest with residue percentage) are JC-2 (33.1%) > JC-4 (30.3%) > JC-3 (25.4%) > JC-1 (19.4%). The onset, offset and decomposition temperatures are as follows JC-1 (193℃, 442℃, 385℃), JC-2 (229℃, 516℃, 425℃), JC-3 (207℃,475℃, 403℃) and JC-4 (218℃, 507℃, 411℃).
Schematic representation and SEM analysis
There are various behaviours that determine the failure of composites. In the recent study, fillers-filled composite undergoes various characteristics than the unfilled, that is fibre-reinforced composites undergo different characteristics. It is clear, from the schematic representation (Figure 9(a)), that the JC-1 which is unfilled undergoes crack, tearing, crack bridging, pullout, debonding, kinking and voids. The JC-1 has exhibited similar nature as shown in SEM (Figure 10(d) and (e)). While in the case of Figure 9(b), the spent Camellia sinensis-filled composites show, the voids are partially filled due to their irregular size and shape of the filler. Also, the various characteristics like fibre tear, voids, pinning, crazing, filler debonding and improper wetting of fibre with the resin are seen in SEM (Figure 10(c) and (h)). While the JC-3 filled with Azadirachta indica seed powder shows the voids covered effectively by its optimal size and shape. Also, better filler–matrix bonding and good distribution resisting the crack growth are visualized in SEM (Figure 10(a), (f) and (i)). The same is shown in Figure 9(c), in the form of schematic representation.
Schematic representation of various behaviour which determines the failure for the (a) JC-1; (b) JC-2; and (c) JC-3. SEM image (a) tensile tested JC-3 composite; (b) tensile tested JC-4 composite; (c) tensile tested JC-2 composite; (d) tensile tested JC-1 composite; (e) closure view of jute fibre behaviour in JC-1 composite; (f) flexural tested JC-3 composite; (g) flexural tested JC-4 composite; (h) impact tested JC-2 composite; and (i) impact tested JC-3 composite.
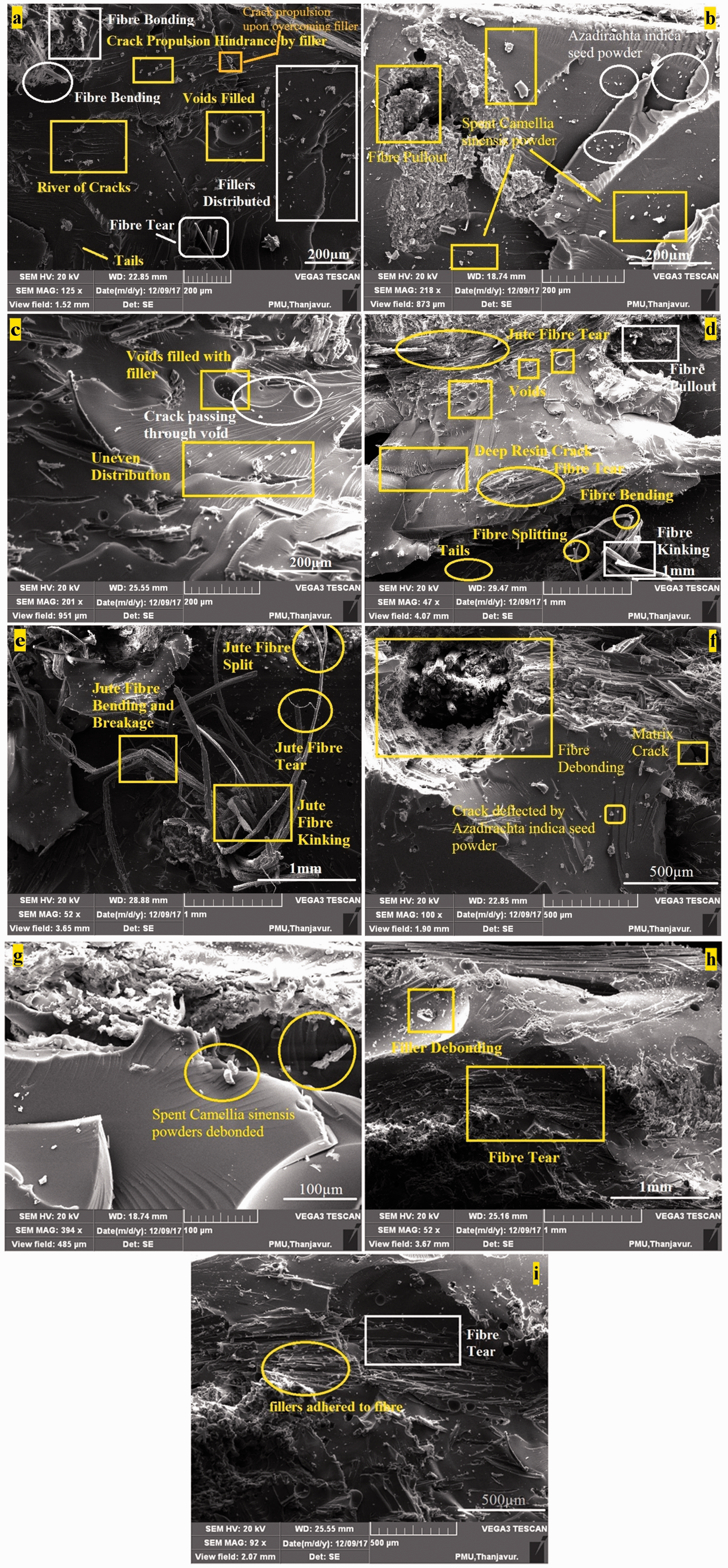
SEM studies have been used to analyse the behaviour of the fractured surface, filler distribution and the defects of tested composites samples. The regions, generally in which the fracture occurs are fibre–filler, matrix and interface. The Figure 10(a) indicates the fracture interface of tensile tested JC-3 composites. It shows minimum blowholes that are evenly filled with Azadirachta indica seed powder fillers. It also shows resin crack initialisation and propagation. The fillers also hinder these cracks, and the crack overcomes the filler upon reaching the strength limit, and the composite fails. It also shows fibre bonding with few fibres in the interface that are failed due to the fibre tear. It is very worth noting that fillers are evenly distributed in the matrix. Figure 10(b) shows the tensile fracture interface of JC-4 composites, in which the presence of Azadirachta indica seed and spent Camellia sinensis powders are also confirmed. It also shows a fibre pullout though it is less in nature. This is due to the less wettability of fibre with the matrix. Few jute fibres are also bonded firmly as shown in Figure 10(b). There are some deep resin cracks that are caused by the failure of the composite. In the case of JC-2 composites, there is an uneven distribution of the fillers, though voids are filled with spent Camellia sinensis powder filler. There are more resin crack as shown in Figure 10(c), which arises due to the transfer of stress to the matrix during failure. In the case of JC-1 composite, there are many beyond such behaviours as shown in Figure 10(d); fibre tears upon failure, as it has more strain during failure. It also shows more voids that are unfilled due to the absence of fillers. There exists the formation of deep resin crack, due to the low load bearing nature and also due to the lack of wettability with resin, leading to fibre pullout. Different characteristics are visualized in jute fibres, namely fibre splitting, kinking, bending, breakage, etc., as shown in Figure 10(e). The flexural tested JC-3 composite interface is shown in Figure 10(f), where the crack is deflected by Azadirachta indica seed powder fillers. This composite also shows lesser fibre debonding and matrix crack that are common during failure. Figure 10(g) shows the spent Camellia sinensis powder filler, which is debonded upon the flexural testing in JC-4 composite. It also shows some deep resin cracks with the tail of stretching marks, caused by the failure of the matrix. Figure 10(h) shows the spent Camellia sinensis powder filler debonding and fibre tear that is caused during impact testing to the JC-2 composites. Figure 10(i) shows the adhesion of Azadirachta indica seed powder fillers and the fibre tear that is caused during the impact fracture to the JC-3 composites.
ANSYS analysis of the developed composites
ANSYS analysis has been carried out to predict mechanical characteristics like stress (current study), deformation (future scope) of the developed composites. The elasto-plastic transition behaviour of the material is not easy to study in the experiment. In order to validate the experimental results, a finite element analysis (FEA) was performed using ANSYS R-15 software. The modelling was done in CREO Parametric and the model was imported to ANSYS, in IGES file format. Square mesh discretisation has been carried out for the models. The modelling dimensions were chosen based on ASTM for tensile and flexural tests. Discretised tensile specimen model shows that there are 2920 elements and 15,041 nodes, while the flexural specimen has 2840 elements and 15,527 nodes. The Von-misses effective stress was included in the solver output. This gives stress values of the composite in a contour chart as shown in Figure 11(a) to (d) for the tensile composites. The analysis results of the tensile and flexural indicate that the composites are very brittle and can exhibit some linear deformation in an elastic state. Elasto-plastic deformation and fracture are the failure modes, which cannot be shown in numerical simulations since the software follows a different stress–strain curve, which is in accordance with the findings of Ramesh et al. [51].
Stress distribution results of tensile specimen of (a) JC-1; (b) JC-2; (c) JC-3; and (d) JC-4.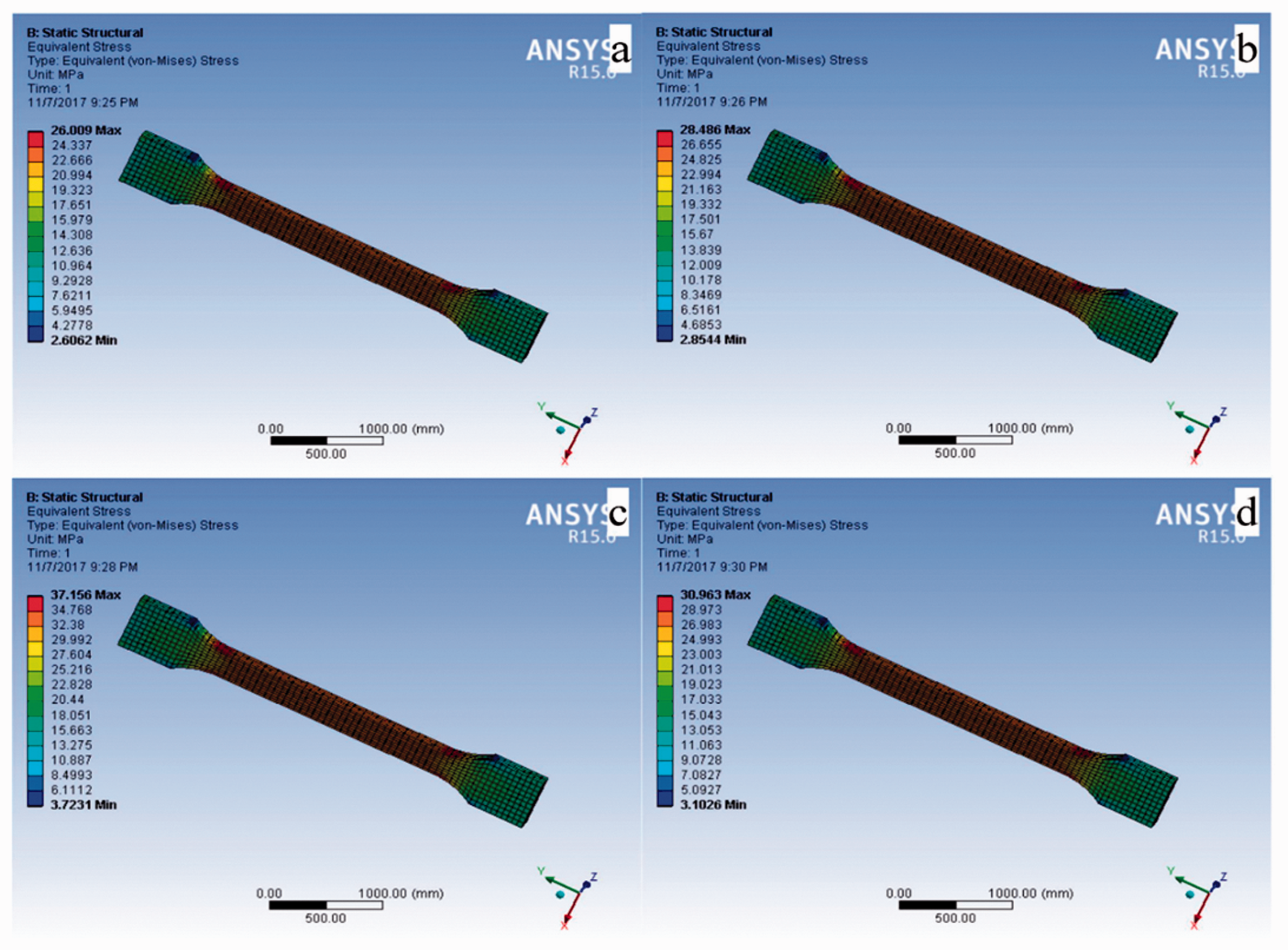
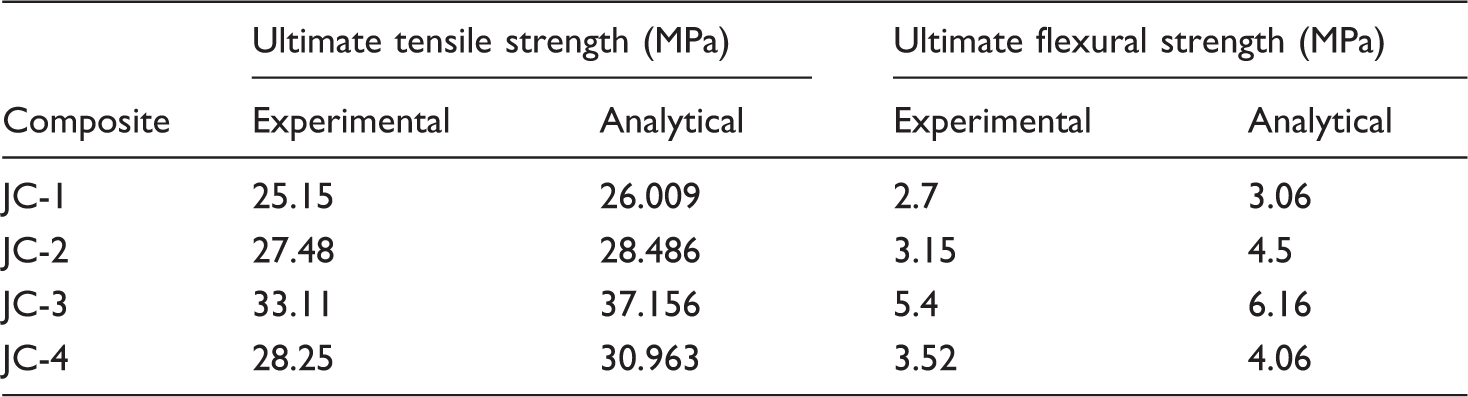
Figures 11(a) to (d) and 12 (a) to (d) show the stress distributions for tensile and flexural analysis. From Figures 11(c) and 12(c), it is clear that JC-3 performs well in tensile and flexural tests when compared to other composites. For the tensile and flexural test, experimental stress result for JC 3 is 33.11 and 5.4 MPa, whereas the analysis results are 37.156 and 6.16 MPa, respectively. These values are contoured exactly in the middle of the specimens, where the exact material failure occurs. It is clear that the analytical values are approximately equal to the experimental results and the deformed structures are obtained. However, the difference is negligible. Studies show that the analytical values are slightly higher than the experimental values. The difference in the experimental and analytical values are mainly due to the assumptions, that there is an increase in interfacial bonding and strong interaction between the fibre, filler and matrix with good bonding without slippage. Also, the composites are in a regular manner throughout, where it is in the non-porous and good shape. In the case of experimental analysis, there exist manufacturing defects like voids, misalignment in fibres and matrix bonding defects. Thus, these parameters play a crucial role in determining the values [52]. There exist a minor deviation between the maximum and minimum stress developed in the JC-3 composites in both the analysis, which is due to the high mechanical properties (Young's modulus) and it helps to attain better values.
Stress distribution results of flexural specimen of (a) JC-1; (b) JC-2; (c) JC-3; and (d) JC-4.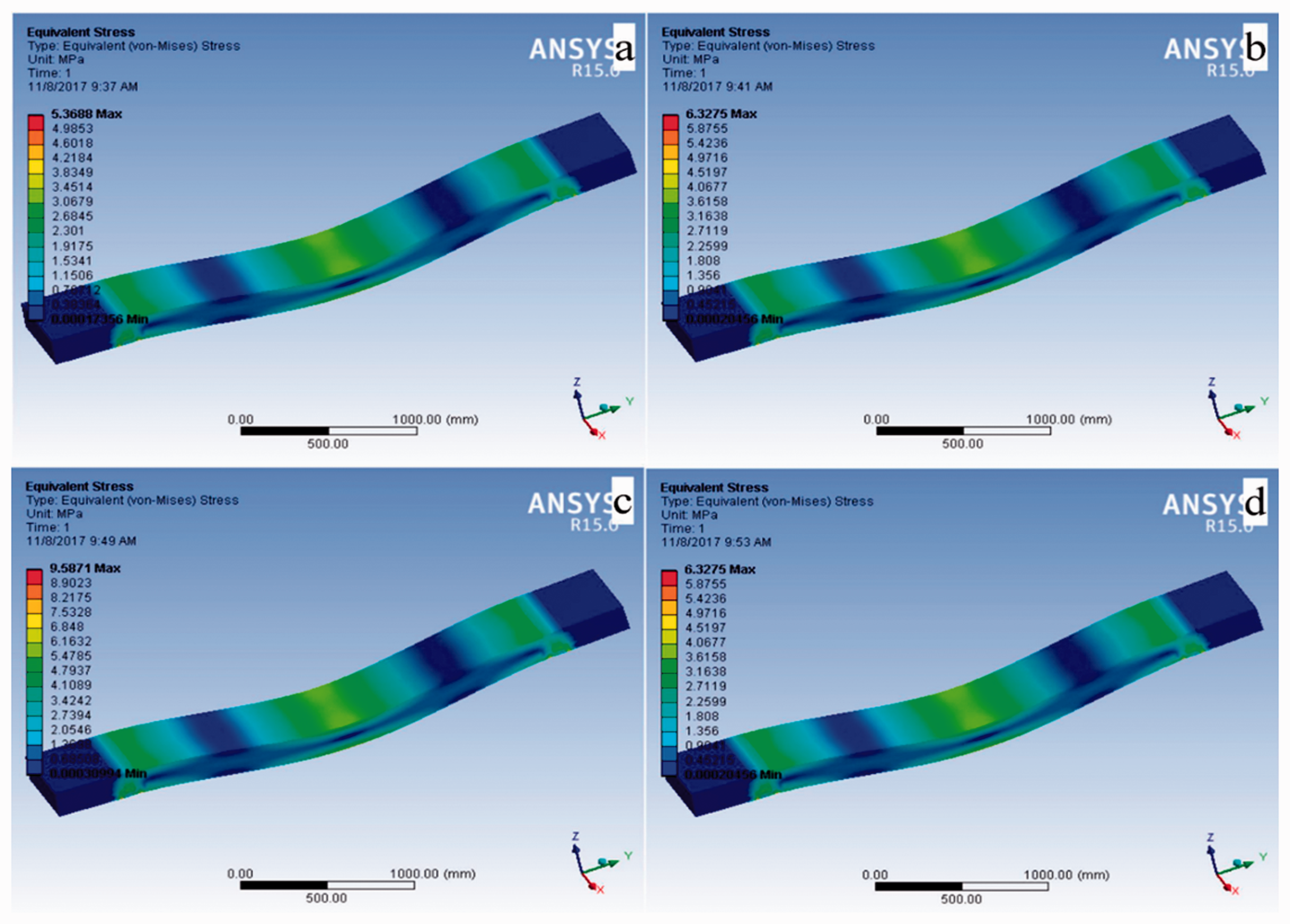
The comparisons of the experimental and analytical results are shown in Table 3. From Table 3, it is clear that the experimental and analytical results of tensile and flexural specimens show very slighter variations. Thus, based on the analytical results, a 3D model of telephone stand is developed for JC-3 composite and is analysed, as shown in Figure 13. Total deformation results are predicted and shown in Figure 13(b), (c) and (d) for different loads. The deformation seen is very negligible quantity, which is 0.0001 mm for 1 kg load. Hence, JC-3 is suitable for developing lightweight application composites such as a telephone stand. A real telephone stand is developed for JC-3 composite based on the results.
(a) Photographic view of telephone stand made of JC-3 composites; (b) close up view of the telephone stand; (c) mesh model of the telephone stand; (d) deformation of telephonic stand at 0.5 kg mass; (e) deformation of telephonic stand at 1 kg mass. Comparison of analytical and experimental results.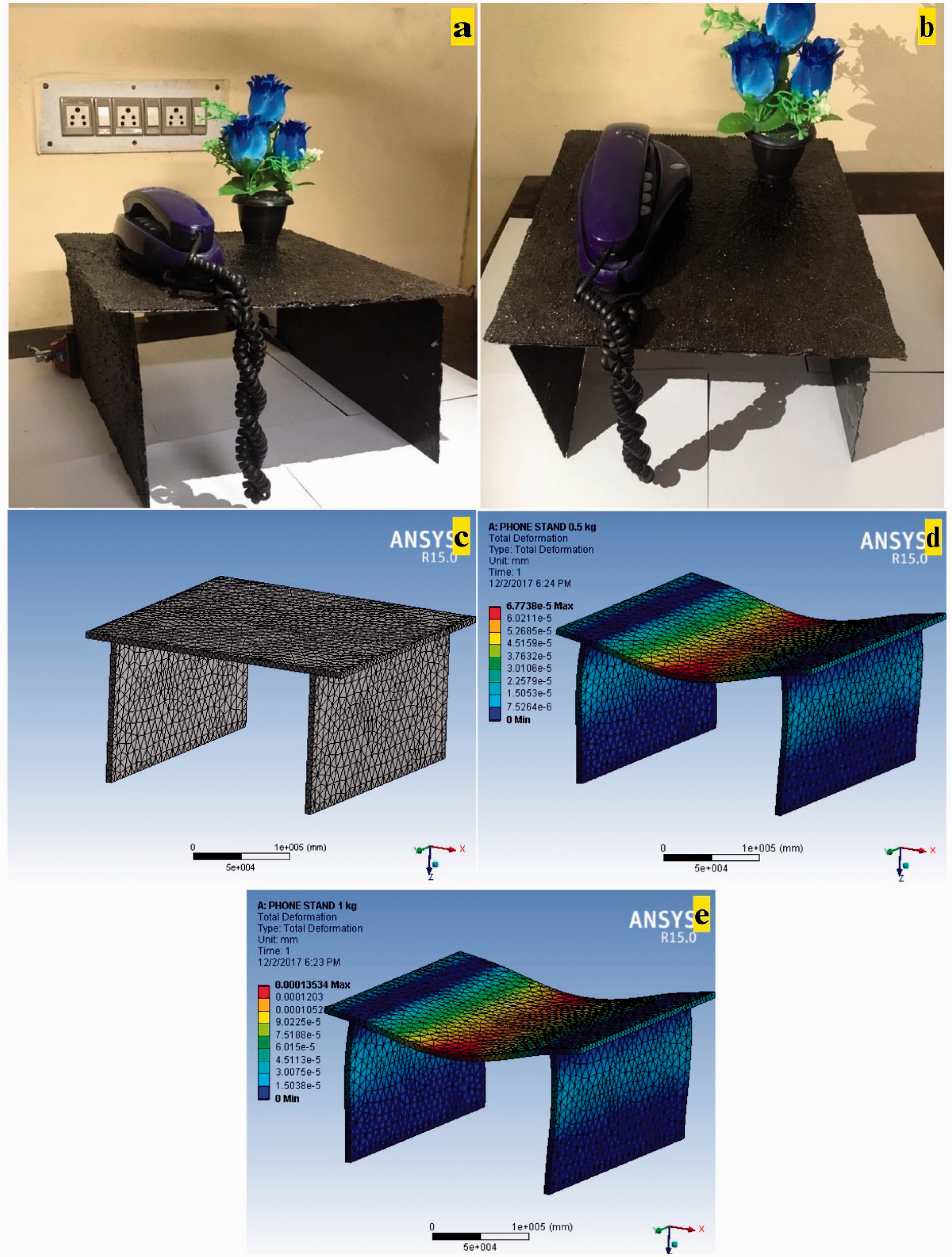
Telephone stand application using JC-3 composites
In the current study, Azadirachta indica seed powder filled composites (JC-3) shows better mechanical properties compared to the other composites. So, a telephone stand was made out of this composite. Figure 13(a) shows the display of telephone stand made using JC-3, where telephone and other items were placed over it and the close-up view is given in Figure 13(b). The telephone stand was made using JC-3 composite sheets of size 30 cm2 with top length and width while the side portions have a length of 25 cm and height of 15 cm which is joined using adhesive (anabond), and kept untouched for 6 h. The phone and other item that was placed over it weigh approximately 0.5 kg. To perform deformation analysis using ANSYS R 15.0, 0.5 kg was considered as weight placed on it. The mesh considered is of square mesh, and the other parameters remain the same, as in the case of Thermal stability using TGA for raw filler and developed composites section. The meshing was done, and it shows 5944 nodes and 798 elements as shown in Figure 13(c). The deformation analysis was performed, and the Figure 13(d) shows the deformation value at 0.5 kg as 6.7738 × 10−5 mm. To check the deformation analysis was done under 1 kg and it shows the deformation value of 0.00013534 mm that is inferred from Figure 13(e). Thus, it is very clear that the composites can be used in lightweight applications.
Conclusions
The Azadirachta indica seed and spent Camellia sinensis powders-based fillers were used in the jute fabrics–epoxy composites developed by conventional hand lay-up process and tested for their thermal and mechanical properties. From this study, the following conclusions were drawn.
The test results showed that Azadirachta indica seed powder filled jute fabrics–epoxy composites showed an increase of about 1.2 times in ultimate tensile strength, 1.71 for ultimate flexural strength, 1.58 times in ultimate compressive strength, 1.36 times in impact strength and 1.29 times in hardness values than spent Camellia sinensis powder-filled composites. Though control was taken for avoiding voids, it was unavoidable in hand lay-up. Thus, voids were filled using fillers, and the void fraction calculation also proved the same. So unfilled jute fabrics–epoxy composites showed poor results in all aspects. Thermal stability of spent Camellia sinensis powder and its filled composites were higher due to inorganic constituents in its composition as well as its coarse nature. It showed char residue as 6.1% and 33.1%, respectively. SEM studies for the tested composites showed the clear information regarding the failure mechanisms in the case of Azadirachta indica seed powder filled jute fabrics–epoxy composites and exhibited better mechanical properties. ANSYS stress analysis showed better stress distribution in the composites of Azadirachta indica seed powder filled jute fabrics–epoxy composites. There was no much difference between the analytical and experimental values in all the composites. Telephone stand application also showed less deformation in the case of Azadirachta indica seed powder filled jute fabrics–epoxy composites under different load conditions.
Thus, the Azadirachta indica seed powder-filled jute fabrics–epoxy composites showed better mechanical properties while the spent Camellia sinensis powder-filled jute fabrics–epoxy composites showed better thermal stability nature. Thus, fibre composites filled with natural fillers can be a positive solution for versatile applications due to the increasing demand in the current environmental awareness scenario. The scope of the further study was identified to be the effect of moisture absorption on various properties of the composites and also the deformation behaviour of the mechanically tested composites using ABAQUS. The detailed analysis of various failure modes that are predominant during the mechanical testing of the filler based composites. The effect of various particle size of bio-fillers on the mechanical properties of natural fibre-reinforced epoxy composites.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.