
Abstract
This study examines the relationships between the structure of fancy bouclé yarns and the bending stiffness of the input threads that are used to make those fancy yarns. Four fancy bouclé yarns and an extra two confirmation bouclé yarns were made to test the impact of the bending stiffness of the effect input threads. Six fancy yarns were made to test the impact of bending stiffness of the core thread on the fancy yarn structure. The structure of the fancy yarn was defined by the number of fancy profiles, the size of fancy profile, the circularity ratio of fancy profile and the shape factor of fancy yarn. It was found that increasing the value of the stiffness of the effect thread increased the size of fancy profile but decreased both the number of fancy profiles and the shape factor of fancy yarn. Those relationships were represented by regression models that were significant at α = 0.10. The deviation between the theoretical values and the real values was −14.39% and 2.07%. Further, up to a value of 8.636 g mm2, the bending stiffness of the core thread appeared not to have an effect on the structure of the fancy yarns. This study is important as it is the first that accounts statistically for the impact of bending stiffness of the input threads on the structure of the resultant fancy yarns. Therefore, it aids fancy yarn manufacturers when designing fancy yarns with predicted structures.
Introduction
Bending stiffness, or flexural rigidity, is an important mechanical property of textiles because it, amongst other factors, affects their processability while processing or conversion from fibres or filaments to yarns, fabrics and clothes. It is believed that bending stiffness of fibres and filaments plays an important part in the arrangement of fibres or filaments in a yarn, thus contributing to shaping yarn structure. For example, the bending stiffness of yarn is linked to compression and ease of deforming of yarns around yarn guides guides and in attaining precise fabric geometry [1]. It also affects the properties and behaviour of those different forms of textiles while in use [1].
In a fabric form, bending stiffness affects buckling, drape and handle of fabrics and clothes [2,3]. Additionally, it has an impact on their tailorability, formability and adaptability to the various mechanical forces and on deformation during sewing [2]. Furthermore, bending stiffness contributes to the crease resistance of fabrics and their recovery from crease [2,3]. Shape instability of knitted and woven fabrics is also related to bending stiffness [4]. When there is a contact between the human skin and a fabric made of fibres of low stiffness, fibre tops projecting from such a fabric are responsible for the soft feel [1] and low scratchiness of such a fabric [1]. It is understood that increasing the thickness of a spun yarn without changing the type of material may result in a similar increase in the bending stiffness of such a yarn [1,5].
Fancy yarns are unusual types of textiles and have some industrial applications in making furnishings, curtains, upholstery, carpets and floor coverings, wall coverings, covers for car seating and plane airplane seating, trims of furnishing articles, etc. Bending stiffness of raw textile fibres is believed to have an influence on shaping the effect profiles of fancy yarns when making those fancy yarns from drafted fibre strands, e.g. slivers or rovings [6]. In a study, it was observed that a thick, and stiff, core thread gave a strong base to support the effect profiles and made them protrude over the fancy yarn surface when making bouclé yarns and similar fancy yarns from drafted fibres [7]. However, the aforementioned study was descriptive rather than being based on a rigorous scientific approach. It would have been more useful if the authors had taken into account a wide range of fibre types, measured the bending stiffness of those fibres, selected a wide range of values of fibre bending stiffness, used a wide range of fibre lengths, included the type of the spinning system used, and the stages of the manufacturing process.
Bending stiffness of input yarns was also thought to be important in defining the shape of the effect profiles of fancy yarns that have multiple-thread structure [8]. It was reported that a favourable fancy gimp yarn structure was achieved by choosing a material type for the effect thread that is sufficiently stiff. As it was found, using a relatively stiff bamboo ply yarn instead of a similar, but less stiff, cotton ply yarn created smaller non-gimp profiles, decreased their number and forced them to have a lower circularity ratio [8]. However, the authors did not use a method to measure the bending stiffness of the input yarns. Instead, they provided a subjective judgement on the bending stiffness of the input yarns. It was also thought that the variation of bending stiffness of the effect thread(s) of bouclé yarns may be important because such variation may be reflected in a similar variation in the bouclé profile characteristics, i.e. size, number and circularity [9].
To address the shortfalls of previous studies on the impact of stiffness of input threads on the fancy yarn structure, the bending stiffness of various input yarns was measured and used to investigate such an impact numerically. Therefore, a precise relationship between the structure of multi-thread fancy yarns and the stiffness of their input core and effect threads was revealed.
Materials and methods
Measuring the bending stiffness of the input yarns was accomplished using the quasi-static beam method [4,10] with a bending frame that has a fixed support and a simple support as shown in Figure 1(a). A similar approach, but with a different bending frame configuration was used previously [4]. The input yarns were considered as statically indeterminate beams and were left to bend under their own weight. Following this, a digital camera was used to take images of the bent yarns. Those images were analysed using “analySIS FIVE®” software to determine the coordinates of the point of maximum deflection by converting from pixel into distance. These coordinates were used to measure the values of bending stiffness (EI; may also be called B) of the input yarns using the following set of equations [11]
Images of the bending frame with a bent yarn. (a) Example of bent yarn. (b) Schematic illustration of the inputs for the calculation method.


Twenty specimens were used for each input yarn. Before measuring the bending stiffness (in g mm2), the input yarns were preconditioned and then conditioned according to the BSI ISO 139:2005 Standard. The input yarns were taken from the standard atmosphere when making the final bouclé and bouclé-like yarns, i.e. gimp yarns, wavy yarns and overfed fancy yarns.
The fancy and bouclé yarns of this study were made on a Gemmill and Dunsmore #3 hollow-spindle machine (UK). The fancy yarns were preconditioned and then conditioned according to the BSI ISO 139:2005 Standard. Following this, the fancy yarns were assessed using the objective methods and the quality parameters, as introduced previously [12,13]. These objective methods indicated that the quality parameters of interest for this kind of fancy yarn are:
the number of fancy profiles (dm−1), which is the number of the bouclé and semi-bouclé profiles in the unit length of the bouclé yarn; the size of fancy profile (mm2) which is the area of an ultimate, fitted polygon drawn to match the circumference of the projection of a bouclé and semi-bouclé profiles when seen under a microscope. Drawing such a fitted polygon was conducted using the image analysis software “analySIS FIVE”; and the shape factor of fancy yarn (mm2 dm−1), which is obtained by multiplying the average area of the profiles by the average number of the profiles. This parameter accounts for the visual and aesthetic absolute fancy bulkiness of bouclé profiles.
To conform to the objective methods of assessment of fancy yarn [12,13], sampling was carried out according to the procedures approved by ISO standards (ISO 6939:1988(en)). Additionally, the samples were selected using the systematic approach of sampling [14]. Further, to count the number of the fancy profiles, the sample size was 15 and the sampling pitch was 2 m. To measure the size of the fancy profiles, the sample size was 30 and the sampling distance was 20 cm.
Material used to test the importance of bending stiffness of the effect thread and their properties.

Material used to test the impact of bending stiffness of the core thread and their properties.

The selection of input yarns for the effect component and the core component for the experiments was based on an attempt to obtain input materials with distinct values of bending stiffness regardless of the type of material used. Further, it was our intention to demonstrate that the total value of bending stiffness of an input yarn is more important for the bouclé yarn structure than the individual characteristics of the component fibres such as fibre length, fibre fineness, the number of fibres, etc. However, this attempt does not overlook the importance of fibre length and stiffness when making fancy loop yarns [6], the importance of the amount of yarn twist when making fancy snarl yarns [6] or the importance of the combination of yarn thickness and twist when making fancy spiral yarns and fancy corkscrew yarns [15]. As far as can be ascertained, such properties of the individual fibres were not as important as the properties of the input yarns and conditions of manufacture for the case of fancy bouclé yarns. For example, the change in the core thread tension in the spinning zone changed the bouclé yarn structure remarkably [16]. Additionally, the changes in the geometry of the effect thread in the spinning zone also changed the structure of the ultimate fancy bouclé yarn remarkably even when two different materials were used [17]. A more elaborate approach to understand the effect of the various properties of fibres on the final bouclé structure may be more suited to fancy bouclé yarns made from drafted fibres rather than the case of this study where the bouclé yarns were made using traditional spun yarns. Therefore, such an approach is beyond the scope of this study as this study is concerned with the relationships between input yarns and the final fancy yarn structure.
Results and analysis
Influence of bending stiffness of the effect threads
Figure 2 demonstrates that when the bending stiffness was increased, the average value of size of fancy (bouclé) profile also increased. Raising the stiffness of the effect threads from 1.579 to 18.3 g mm2 led to an increase in the size of fancy (bouclé) profile from 14.74 to 18.88 mm2. However, Figure 3 demonstrates that the number of bouclé profiles approximately halved from 14 to 6 profiles per decimetre. The total impact of those changes was approximately a 41% (i.e. 88 mm2 dm−1) reduction in the shape factor of fancy (bouclé) yarn as shown in Figure 4. These changes in the shape factor of bouclé yarn were attributed to a reduction in the number of fancy (bouclé) profiles. This is because the gain in the area of bouclé projections (which is a positive contribution to the bouclé yarn structure) had a weaker impact than the loss in the number of the profiles (which is a negative contribution to the bouclé yarn structure). Therefore, the value of the shape factor of fancy (bouclé) yarn decreased when using stiff effect threads. In practice, this meant that stiff effect threads reduced the absolute fancy bulkiness of fancy (bouclé) profiles.
Relationship between the size of bouclé profile and bending stiffness of effect threads. Relationship between the number of bouclé profiles and bending stiffness of effect threads. Relationship between the shape factor of bouclé yarn and bending stiffness of effect threads.

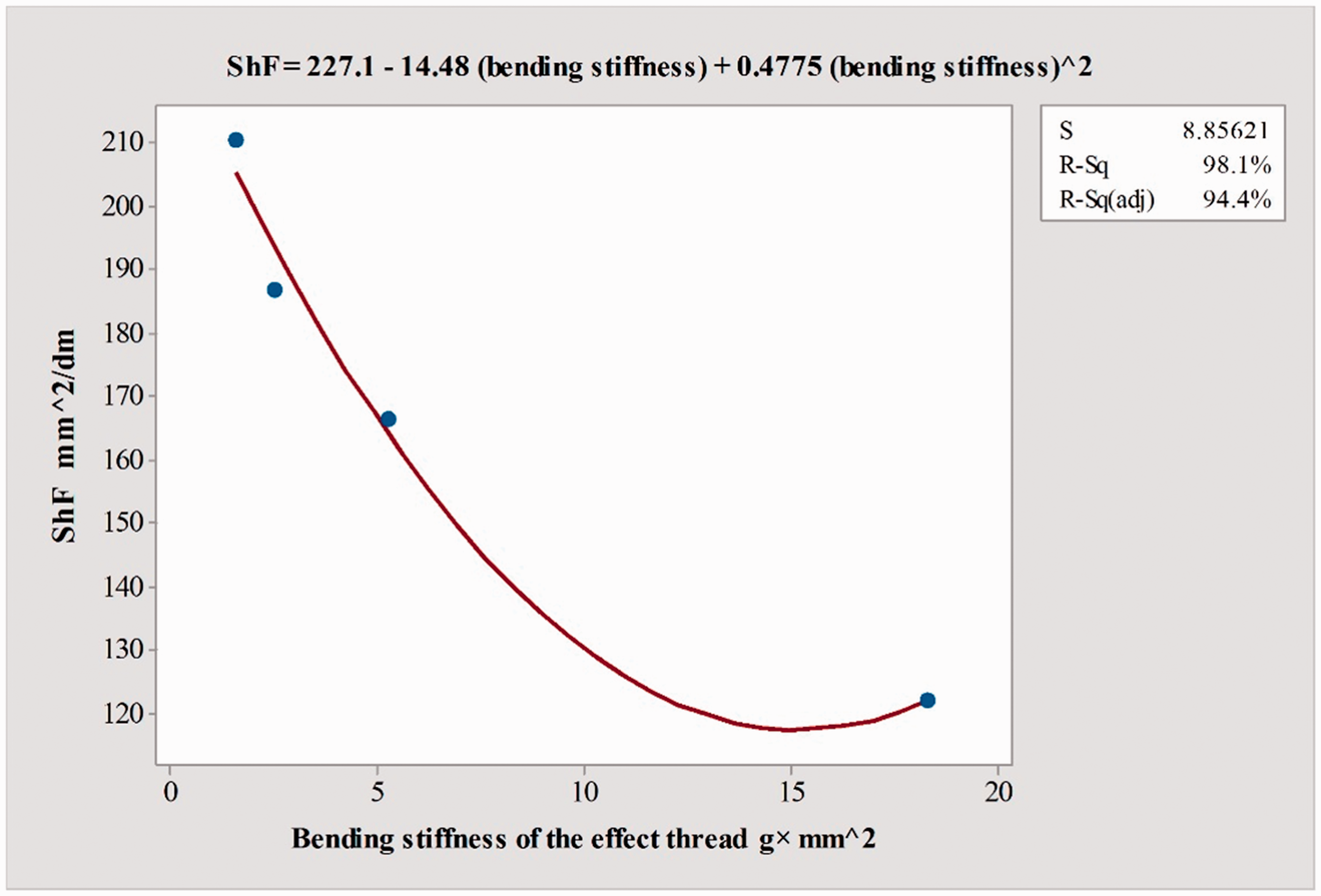
Figures 2 to 4 demonstrate that the relationships between the quality parameters of bouclé yarn and the bending stiffness of the effect threads were represented by quadratic regression models as follows




The statistical study of the three regression models of the quality parameters.
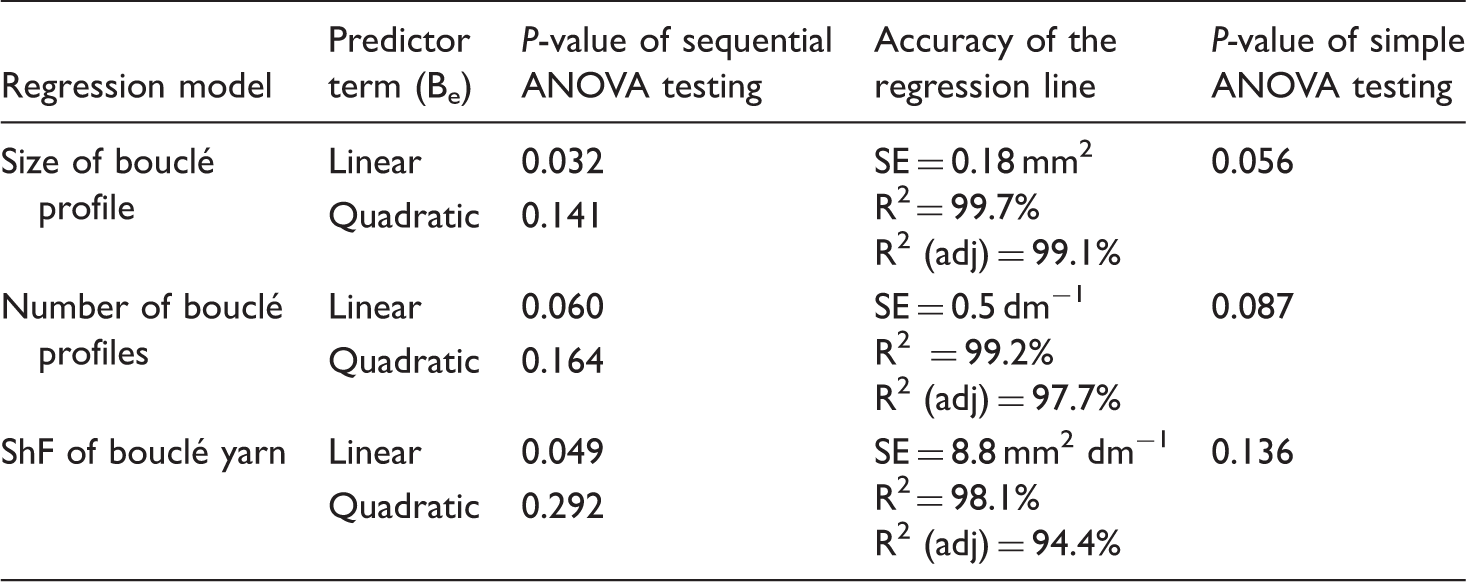
However, the accuracy of the prediction was reduced because SE = 14.15 mm2 dm−1, R2 = 90.5% and R2 (adj) = 85.8%.
Influence of the bending stiffness of the core thread
The results of this experiment are given in Figures 5 to 7. These three figures did not show any clear or significant difference between the fancy yarns when assessed using the one-way ANOVA testing. Figure 5, which shows the 95% confidence intervals for the size of bouclé profile, indicates that the p-value of the ANOVA test was 0.221. Therefore, these differences were statistically not significant.
Interval plot for the influence of the bending stiffness of the core thread on the size of bouclé profile. Interval plot for the influence of the bending stiffness of the core thread on the number of bouclé profiles. Interval plot for the effect of the bending stiffness of the core thread on the circularity ratio of bouclé profile.
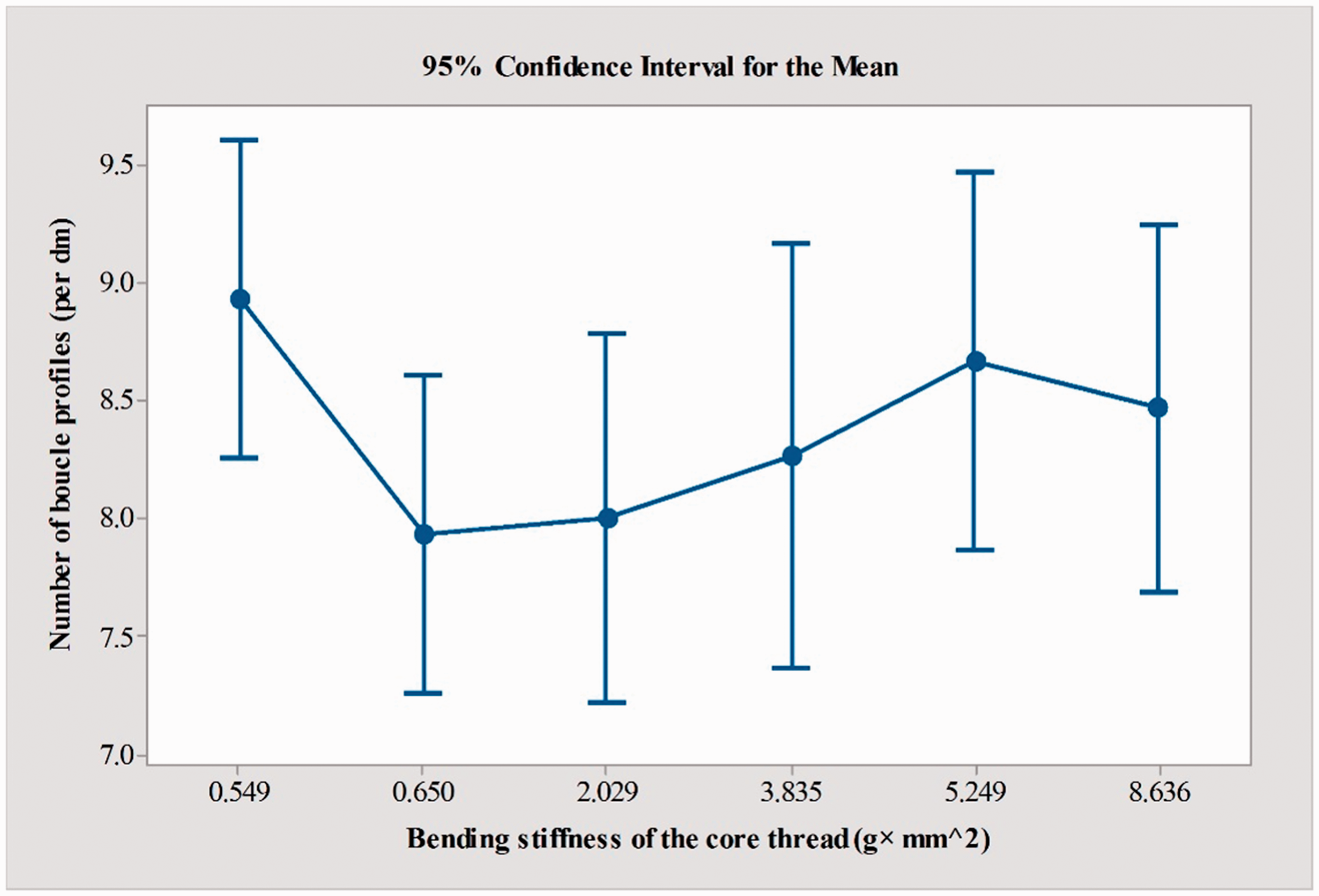

Figure 6, which identifies the 95% confidence intervals for the number of bouclé profiles, indicates that the p-value of the ANOVA testing was 0.289. Therefore, the bouclé yarns appeared to have statistically similar numbers of bouclé and semi-bouclé profiles per decimetre.
Figure 7, which identifies the 95% confidence intervals for the circularity ratio of bouclé profile of the bouclé yarns, indicates that the p-value of the ANOVA testing was 0.880. Therefore, the bouclé profiles of the bouclé yarns were statistically similar in terms of their circularity.
Discussion
Understanding the impact of bending stiffness of the input threads
The results of this experiment related to the effect component may be explained in light of observing of the first spinning zone. This zone is located between the first drafting rollers and the mouth of the hollow spindle of the machine [9]. Thus, the results related to the size of bouclé profile were explained by considering the nature of bending. The effect thread(s) usually bends in the first spinning zone to form helices around the core thread. When the effect thread(s) was relatively stiff, the thread(s) did not bend easily in order to make the helices. Instead, it bent in a relatively large arc, so wide helices have resulted. Therefore, the resulting bouclé profiles were relatively large in size. Furthermore, this bending behaviour of the effect thread(s) was also restricted by the length of the effect thread(s) in the first spinning zone. Due to the constant overfeed ratio, a relatively stiff effect(s) thread was thought to have bent in only a few places along its axis. Consequently, a low number of helices have resulted, so large fancy profiles were made on the ultimate bouclé yarn. In contrast, a softer effect thread(s) have bent in several places along its axis to form more helices. Since the overfeed ratio was constant, a softer effect thread(s) made a higher number of narrower helices than a stiffer effect thread(s). Consequently, more smaller bouclé profiles were made on the ultimate fancy yarn. Moreover, the mechanism of making the bouclé profiles from the effect-thread helices in the second spinning zone, which is located within the hollow spindle, was as follows:
The binder pressed the effect thread(s) to the core thread in the second spinning zone in order to combine them all together. However, because of the helical configuration of the effect thread(s), the binder imposed pressure on the effect thread(s) only at their points of contact, forcing them to bend again. Subsequently, the remaining sections of the effect-thread helices were free of pressure, and therefore formed the fancy profiles.
When the effect thread(s) was soft, it was thought to have had several potential points for bending. Therefore, due to the binder pressure in the second spinning zone, the helices of the soft effect thread(s) bent and deformed in more than one place simultaneously (Figure 8(a)). Consequently, they formed relatively small bouclé profiles in those sections. However, the stiff effect thread(s) was more resistant to the pressure of the binder and to bending. Therefore, it only bent properly at the points that had locally low value of bending stiffness. Those points were sufficiently less resistant to bending than the remaining segments of the stiff effect thread(s) (Figure 8(b)). Those weak points existed because of the variability of bending stiffness.
Deformation of the effect-thread helices due to pressure of the binder; (a) soft effect thread; and (b) stiff effect thread.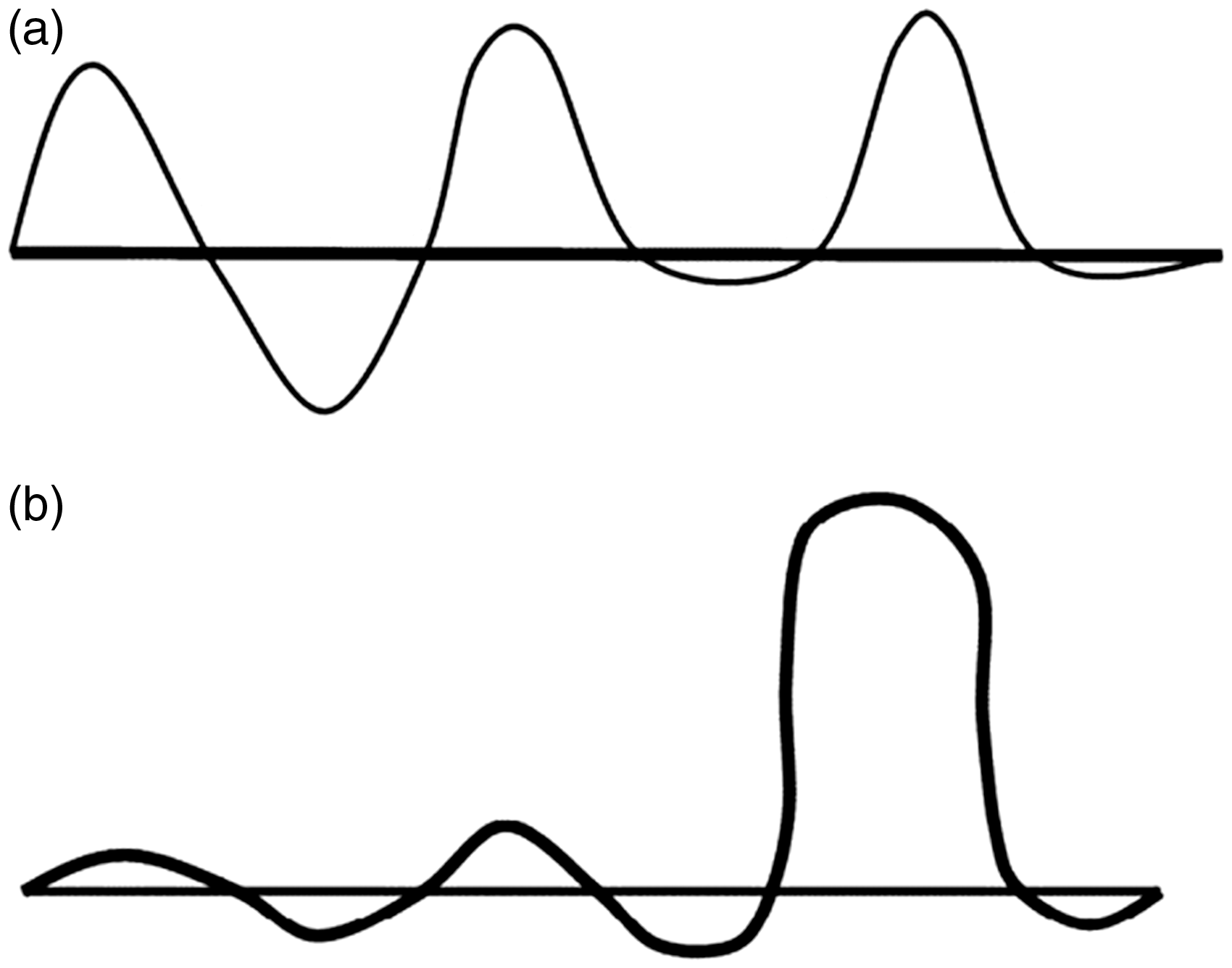
The bouclé yarn made using the relatively stiff effect threads had large bouclé profiles in a few segments of the yarn, while the other segments were compact (Figure 8(b)). This is because the lengths of effect threads in the compact segments were sufficiently stiff to resist the pressure of the binder. Therefore, when it bent, it made shallow arcs with high values of curvature. The resulting fancy profiles in the compact segments were waves, arcs, corrugations, and spirals. The extra lengths of the effect threads needed to form larger fancy profiles, in the sections free of the binder pressure, migrated from the neighbouring compact sections on the fancy yarn. The spiralling configuration of the binder within the hollow spindle and the forward movement of the intermediate product of fancy yarn within the hollow spindle helped to form the migration phenomenon.
The bending stiffness of the core thread did not have any impact on the final fancy yarn structure over the range of values of bending stiffness used for this study. This is because the core thread was sufficiently flexible and conformed to the pressure of both the effect thread and the multifilament binder within the spinning zone of the machine while making the intermediate product. In the end, the influence of the core thread was found to be weak. Consequently, the core threads only supported the structure without affecting it. The variation observed in the results of this yarn may be attributed to the machine vibration and to random variation.
Model testing and confirmations of the results
Results of testing the models of importance of bending stiffness of the effect thread to the bouclé yarn structure.

The deviation for those two confirmation bouclé yarns is acceptable, though it was relatively high for the second yarn. This is because the fancy yarn structure is already based on deliberate variation. Additionally, the variation in bending stiffness of the effect threads used to make the confirmation yarns was high, i.e. the CV was 32.97% and 35.7% for the effect threads of the first and second confirmation yarns, respectively. Further, there is the impact of variability of the machine. Therefore, deviation up to 15% from the predicted values was accepted.
Subjective assessment and morphological study of the bouclé yarns
Figure 9 shows images of the bouclé yarns made when testing the bending stiffness of the effect thread, including the two confirmation yarns. It is inferred from this figure that as the bending stiffness of the effect threads increased, the bouclé structure changed its morphology from having a high number of bouclé profiles to a low number of bouclé profiles. Further, the number of wavy or sigmoidal sections increased by increasing the stiffness of the input threads. Furthermore, clustered bouclé profiles appeared when using the softest (for yarn I-1) and the stiffest (for yarn I-4) effect threads.
Images of bouclé yarns made to show the importance of bending stiffness of the effect thread to the bouclé yarn structure.
Figure 10 shows images of the bouclé yarns made when testing the bending stiffness of the core thread. Regardless of colours, this figure shows that the bouclé yarns were similar in structure and morphological appearance, though the input threads were different in material type and bending stiffness. Further, the fancy profiles of yarns II-1, II-2, II-3, II-4, II-5 and II-6 were combinations of bouclé profiles, semi-bouclé profiles, sigmoidal sections, a few loops and a few wavy sections. Additionally, the size and number of the bouclé and semi-bouclé profiles appeared to be similar. Although the section of yarn II-4 initially appeared to show a lower number of profiles than the other yarns, this section, in reality, has six bouclé profiles but two of them were projecting horizontally underneath the lens of the camera that was used to take the photos.
Images of the bouclé yarns made to test the influence of the bending stiffness of the core thread on the structure of bouclé yarn.
Conclusions
Based on this study, it was concluded that:
An 11 times increase in the value of bending stiffness of the effect threads (from 1.579 to 18.3 g mm2) increased the average size of bouclé profile significantly by approximately 4 mm2. However, it reduced the average number of bouclé profiles significantly from 14 to only 7 profile per dm. Those changes in the area and number of bouclé profiles were reflected as a reduction to the absolute fancy bulkiness of bouclé profiles by 85 mm2 dm−1 as measured by the shape factor of bouclé yarn. Therefore, the stiffer the effect threads, the lower the number of bouclé profiles (and semi-bouclé profiles), the greater the size of bouclé profile, and the lower the value of the shape factor of fancy (bouclé) yarn. However, over the values used, the bending stiffness of the core thread did not affect the structure of multi-thread bouclé yarn. The differences observed between the yarns made to test the influence of stiffness of the core thread may be attributed to the machine vibration and to random variation.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article