
Abstract
Flushable wipes, which can be completely disintegrated and dispersed into sewage systems, are some of the disposable nonwoven products. Due to its ease of use, hygiene, efficiency, and consumers' environmental perception, flushable wipe market is growing rapidly. A truly flushable wipe should be biodegradable, dispersible, and compatible with water treatment systems. Flushable wipes can be produced by selecting appropriate materials and production technologies. Assessing the flushability performance of these products is quite important with regard to the environmental pollution. This review includes fibers and substrates, web forming and bonding technologies, which are used for making a truly flushable wipe. In addition, the test methods used for measuring flushability performance and standardization studies of the flushability tests are presented in this study, as well as the effect of wet wipes on the environment.
Keywords
Introduction
Nonwovens are described as light, flat, and porous sheets or web structures, which are produced from fibers, molten plastics or plastic films by using cutting-edge technologies [1]. They can be utilized both for disposable products (e.g. hygiene products, personal and industrial cleaning products, filtration textiles, and medical products) and durable products (e.g. textile products for packing, agriculture, and automotive) [2]. Nonwovens are more cost-effective than woven and knitted fabrics because its manufacturing process does not include any yarn formation step. People tend to use cheap and easy-to-use nonwovens because of their modern lifestyle. Therefore, the nonwovens industry has been one of the fastest growing and competitive textile sectors. According to the report published by the Association of the Nonwoven Fabrics Industry (INDA) and the European Disposables and Nonwovens Association (EDANA), it is estimated that the nonwoven production will increase 5.7% in the world annually until 2020 [3]. Increasing use of nonwoven products imposes many obligations to their consumers and producers, such as waste disposal of disposable products and preventing their adverse effects on the environment.
Solid waste management is an environmental problem, because of limited number of solid waste disposal facilities and landfill spaces in most cities. Wastewater management system is more convenient and hygienic than solid waste management, as its infrastructure allows controlling the sewage system [4]. The disposable products directly sent to the sewage system, draw attention of their producers and consumers [5]. According to the report published by Smithers Pira, disposable nonwovens exhibited an annual growth rate of 6.7% between 2008 and 2013, and this rate is projected to grow to 7.7% until 2018 [6]. Figure 1 shows the total sales of industrial and consumer wipes from 2011 to 2021. The sales of consumer and industrial wipes are expected to continue to increase over the given period with an estimated total to reach approximately $19.6 billion by 2021 [5].
Total sales of consumer and industrial wipes between 2011 and 2021 [5]. © Smithers Pira. Reprinted with permission.
Wipes demand in developed countries is higher than in developing countries. In 2013, 52% of global wipes sales were in North America and Western Europe. Sales in developing countries depend on increasing adoption of basic types of wipes. On the other hand, sales in developed countries are predicted to result from application-specific and high valuable wipes such as sensitive cleaning, organic, biodegradable, and flushable substrates [7].
This study provides an overview of the high value-added flushable wipes. The findings of this study can help producers and consumers to understand fibers, substrates, and production technologies used for flushable wipes, and to evaluate their flushability performance.
Flushable wipes
Flushable wipes, which disintegrate into small pieces and disperse rapidly to be transferred from the toilet bowl to the sewer system, are some of the disposable nonwoven products. The flushable consumer products, disposed in sewer systems, can be used as moist toilet tissues, baby wipes, personal hygiene wipes, adult incontinence wipes, and bathroom cleaning wipes.
Dry toilet paper or tissue is a cleaning product used post-defecation or post-urine release like moist toilet tissues [8]. While the production method of dry toilet paper made from wood pulp is similar to that of conventional papermaking, wet wipes are manufactured by nonwoven technologies [9]. The wet wipes provide better hydration for the skin, and hydrated residues are easily removed from surfaces compared to dry toilet papers. Lubrication, reducing abrasiveness, and providing soothing lotion for the skin are prominent properties of wet wipes [8]. The use of flushable wipes in daily life shows an increase because of their ease of use, efficiency, and consumers' environmental perception, as well as hygiene. Sales of flushable wipes rose from $796 million to $1.4 billion between 2010 and 2015, and the forecast is that this figure will rise up to $2.7 billion by 2020. Flushable wipes are predicted to grow at rates higher than twice the rate of all nonwovens by 2020 [10].
Effect of wet wipes on the environment
Non-flushable wipes have negative impacts on the plumbing system. They might clog up the plumbing installations, septic tanks, public sewer systems, and consequently, would cause flooded sewers and pollution problems. For instance, the fats and the wet wipes might bind together in sewers and may form the lump, known as “fatberg” [11] (Figure 2). The removal of the lump from sewers and repairing damaged sewers are expensive [12–14].
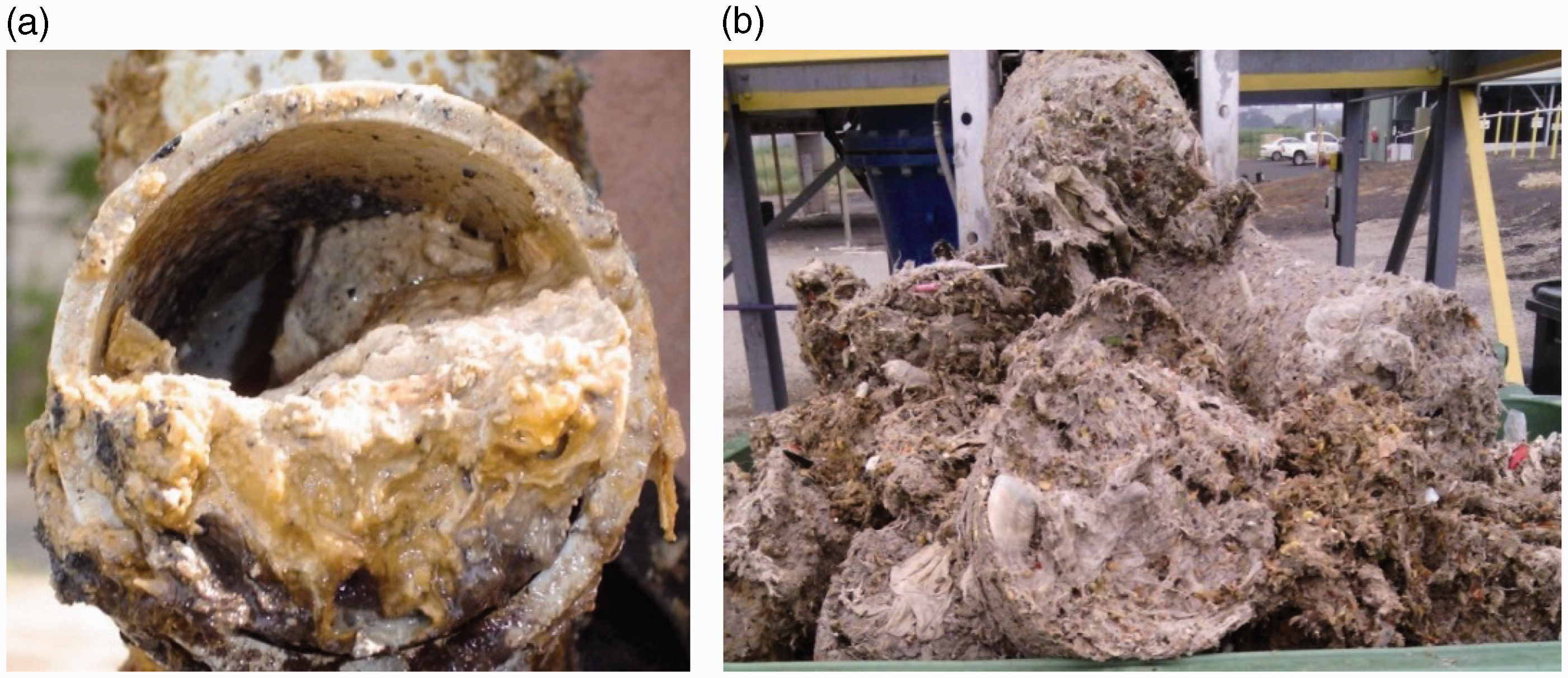
The sample contents of pump station clogs, sewer blockages, and inlets of wastewater treatment works (WwTW) were investigated by the Water UK between May and October 2017. The results showed that a majority of the recovered materials were non-flushable wipes, and baby wipes came the first rank among identifiable products, collected from pipe blockages, pump clogs, and inlets [15].
In the early days, flushable wipes were “flushable by size,” and they were named as “flushable” because of their small size allowing them to pass through the toilet bowl and the plumbing and sewer lines under ideal conditions [18–20]. Nowadays, a flushable wipe should be completely dispersible and be compatible with water treatment systems [20–22]. Therefore, a truly flushable wipe should be produced from biodegradable materials [22,23]. In the early 2010s, the percentage of biodegradable raw materials used in flushable wipes was around 83%, and this ratio is predicted to reach 90% by 2020 [24]. Cellulose fibers play an essential role in the production of flushable wipes. The length of fiber is another crucial factor because the nonwovens produced from conventional staple fibers might not be completely disintegrated into individual fibers in sewer systems due to roping [25].
Some consumer products labeled as “flushable” contain a small proportion of non-biodegradable and non-dispersible fibers for providing sufficient strength; therefore, they are only flushable but not dispersible [22]. In addition, wetting solutions used in moist wipes might include allergens causing rashes and allergic contact dermatitis [26,27]. A wet wipe should be safe for use in the environment and for humans, so a risk assessment should be carried out to determine the compliance of the wipes with the current regulations and legislation (e.g. the European Commission Technical Guidance Document (TGD) on Risk Assessment of Chemical Substances, Biocidal Products Directive, The Guidelines for Good Manufacturing Practice of Cosmetic Products (GMPC) from the Council of Europe) [28].
Production methods of flushable wipes
A truly flushable wipe should not float, should quickly submerge to the bottom of a toilet bowl to be washed away and should be disposed of by the sludge. It should disintegrate under agitation, and eventually not damage any sewer system or any sewage treatment system [22,28].
Flushable consumer products are subject to four processes in sewer systems. These are physical disintegration, direct dissolution of water-soluble components, hydrolysis of solid matters, and biodegradation of its components [29,30]. Dispersion is a disintegration process where a product breaks into small particles that separate from each other and distributes themselves in water [31]. The disintegration of the nonwovens to individual fibers depends on fiber-to-fiber and water–fiber frictions in flowing water, shear stress caused by turbulence, hydrogen bonding between cellulosic surfaces of fibers, level of entanglement of fibers, and adherence of fibers to each other in a wet condition. Besides, it is related to the diameter, shape, length, tensile strength, bending stiffness, wettability, and structure of single fibers [25,29,30,32,33]. After the disintegration process, dispersed fibers should not become entangled with tree roots [34]. Also, the chemicals used in wastewater systems should not cause recombination of dispersed fibers. Thus, the water quality of wastewater treatment systems should not be negatively affected by wet wipes [22].
A flushable wipe should be weak enough to disintegrate in sewer systems. Meanwhile, it should have sufficient wet strength to be stored and converted, and to resist tearing and puncturing during use [1,35]. The mechanical strength of dispersible spunlaced wipes is related to the hydroentanglement pressure and the shape of fiber cross-section [25]. Improved mechanical strength might have a negative impact on the dispersibility properties [4]. Therefore, the dispersibility and wet strength of the product must be balanced to produce a flushable wipe. This can be provided with selecting appropriate raw materials and the web forming and bonding technologies. The materials and the production technologies used to produce flushable wipes are described in the following sections.
Fibers and substrates
Wood pulp, short-length viscose, short-length lyocell, and short-length cotton are described as proper biodegradable materials for flushable wipes [23,36]. Wood pulp, which is the most sustainable raw material used for wipes, is a common substrate used in flushable wipes for cost reduction [20,24]. The proportion of wood pulp in commercial airlaid products could be around 85–90%, and this ratio is almost 60–70% in spunlaced products [20]. The primary sources of wood pulp are the coniferous (softwood) trees (e.g. larch, Scots pine, Norway spruce, white and black spruce, and balsam fir trees) and deciduous (hardwood) trees (e.g. birch, eucalyptus, beech, linden, and oak trees) [37,38]. Chemical and mechanical methods are used to produce pulp from the raw wood materials. Although both pulping techniques are appropriate for producing softwood pulp, hardwoods are stiffer for using in a mechanical pulping process [38]. The price of wood pulp is influenced by climatic factors, fiber demand, and production of natural and synthetic fibers [37]. The average market price of wood pulp in 2017 was USD 898/ton, which was slightly higher than that in 2016 (USD 888/ton) [39].
Viscose and lyocell, which are biodegradable regenerated cellulose fibers, are used in flushable wipes. Zhong and Wu [40] examined the optimum viscose fiber length and wood pulp content for flushable wet wipes produced by airlaid and hydroentanglement processes. They observed that the optimum length of viscose fiber was 8–11 mm, and the weight ratio of wood pulp was from 50% to 60%. Viloft® and Danufil® shortcut fibers are commercial viscose fibers which are designed for producing flushable wipes. The Viloft® fiber has a flat-shaped cross-section and crenelated surface [41], while the Danufil® fiber has a round cross-section [42] (Figure 3).

Viloft® and Danufil® fibers (3.3 dtex) exhibit similar water imbibition which is around 80–85%. Also, the tenacity of these fibers is approximately 20–22 cN/tex, and their elongation is about 25% [42]. According to the research of the fiber producer, the viscose shortcut fibers in a blend with 80% wood pulp have enough wet strength during the production and end use of the flushable wetlace wipes [43]. The wet strength of the wetlace product used 1.9 dtex/12 mm Viloft® fiber was higher than that of 1.9 dtex/10 mm and 2.4 dtex/10 mm. Danufil® had higher wet strength at lower hydroentanglement pressure levels than Viloft® products. The flushability performance of Viloft® nonwovens was better than that of Danufil® at the pressure, which is higher than 130 bar [43]. Zhang et al. [44] stated that as the content and the length-to-diameter ratio of Danufil® fiber in the wood pulp/Danufil® wetlaid nonwovens increased, the tearing and tensile strengths improved, and the dispersion performance and the bending rigidity reduced. In addition, the mean machine and cross direction wet strengths were 9.5 N/50 mm and 6.3 N/50 mm for the wood pulp/Danufil® wetlaid/spunlace nonwovens, respectively [45].
Lyocell fiber is a sustainable cellulosic fiber derived from wood pulp. Veocel™ Lyocell shortcut fiber is a commercial lyocell fiber used in flushable wipes, thanks to its dispersibility in wastewater [39]. Biodegradable lyocell fiber might break down into carbon dioxide and water under the action of enzymes produced by living organisms [46–48]. The complete degradation of lyocell fibers takes about eight days in a sewage farm anaerobic digester, where the residence cycle is almost 20 days [48]. The strength of lyocell fiber in dry and wet states is higher than that of cotton and viscose fibers [48,49]. The strength of lyocell fiber arises from its high crystallinity, larger crystals, and high degree of molecular orientation [50]. However, the water imbibition of lyocell fiber (65%) is lower than that of viscose fiber (90%) [49]. The lyocell fiber entangles efficiently during spunlace process because its fibrillar structure plasticizes in wet state [48]. 60–40% wood pulp-Lyocell (1.7 dtex and 12 mm) wetlace nonwovens (80 g/m2) had dispersion critical values with maximum wet strength (19 N/50 mm) at the pressure sum of 190 bars [51].
Although, the use of cotton fiber in nonwovens is less than 2% of all fibers used, cotton fiber will be more popular in the nonwovens industry, thanks to a decrease in the price difference between cotton and other fibers [20,22]. Mechanically recycled cotton, known as shoddy, can be obtained at a lower cost and is more sustainable than virgin cotton fiber [20]. HySperse™, which is a short-length and purified cotton fiber, is designed for dispersible nonwovens manufactured with airlaid and wetlaid techniques [52,53]. The addition of trichome fibers into the fibrous structure might develop the flushability performance of nonwovens [54]. Polybutylene succinate (PBS), which is an aliphatic polyester, and polyhydroxyalkanoates (PHAs), which are polyesters produced by bacterial fermentation, are biodegradable polymers used in flushable products [55,56]. Nodax™ is one of the examples of biodegradable PHA copolymers, which may be utilized for flushables [1,57,58]. Haile et al. [59] claimed that water-dispersible fibers comprising a single sulfopolyester or the blend of a sulfopolyester with water-dispersible/non-dispersible polymer and multicomponent fibers containing a water dispersible sulfopolyester and a water non-dispersible polymer, contributed to flushable properties of personal care products.
Web forming and web bonding technologies
Airlaid, carded, and wetlaid systems are appropriate production technologies to make a flushable wipe [1,22]. However, the spunbond technique might not be suitable due to the difficulty of the disintegration of continuous fibers [1].
Wetlaid system, which has high production speed, facilitates incorporation of short fibers, use of different fiber blends, and uniformity of the product. The web is bonded through hydroentangling or binder fibers [22,44]. Although, the investment cost of hydroentanglement lines is higher than that of carded-needling lines, it is an advantage that the chemical binder or melting fibers are not used during the hydroentangling process. This system can manufacture products containing cellulosic fibers. Moreover, hydroentangled wipes, which are smooth and soft, are stronger than the webs produced by needlepunching, thermobonding, and chemical bonding processes [22]. The combination of wetlaid and hydroentanglement processes, also known as the wetlace system, is commonly used to produce the flushable wipes without binders. Because the short length fibers are used to produce these wipes, the hydroentanglement pressure should be higher than those used in spunlaced wipes produced from conventional staple fibers to provide certain strength for them [25].
Voith's HydroFormer web formation system/Trützschler Nonwovens′ AquaJet web bonding system and the Andritz neXline wetlace production lines are used for producing flushable wipes [21,60,61]. Hydraspun® wetlaid-hydroentangled dispersible substrate includes approximately 80% wood pulp. Hydraspun® comprising cellulosic fibers and bicomponent fibers might have adequate wet strength before flushing, thanks to the small amount of bonding fiber. Hydraspun® Plus substrate made from cellulosic fibers are three times more dispersible than the Hydraspun® substrate [20,22,62–64].
Airlaid system is another production technology used for producing flushable wipes. Airlaid pulp might be bonded with light hydroentanglement or ion-sensitive cationic polymer binders [22]. The binder in the structure forms reversible ionic bonds in presence of the water-soluble ions in wipe lotion. The ionic bonds disappear if the level of these ions falls below a certain level [64]. While the product is in the wastewater, the primary triggering agent in the wetting composition dilutes, the binder becomes soluble, and wet strength of the material decreases to allow the wipes to be flushable [34]. Some binder compositions include ion-sensitive water-soluble polymers containing acrylic acid and alkyl or aryl acrylates. They fail in hard water, which includes high concentration of calcium and/or magnesium ions, because the polymers precipitate, become insoluble, and not disperse in water [65–68]. Some modifications have been done on these polymers for resolving this problem [69,70]. The polymerization product of a vinyl-functional cationic monomer, and one or more hydrophobic vinyl monomers with alkyl side chain sizes of up to four carbons long are the ion triggerable cationic polymers, which might be used in the adhesive for flushable products [34]. Moreover, sodium chloride or at least one polyprotic acid with three or more functional groups and benzoic acid might be used as primary triggering agents in the wetting solution [34,68]. The ion triggered latex bonded airlaid commercial product was presented by the Kimberly-Clark Corporation [21,64]. It has the highest in-use wet strength among the commercial dispersible nonwovens. The cost of binder used in this product is higher than that of standard binders used in nonwovens. Furthermore, the dispersion of this product is slower as compared to that of other dispersible products in the market [64].
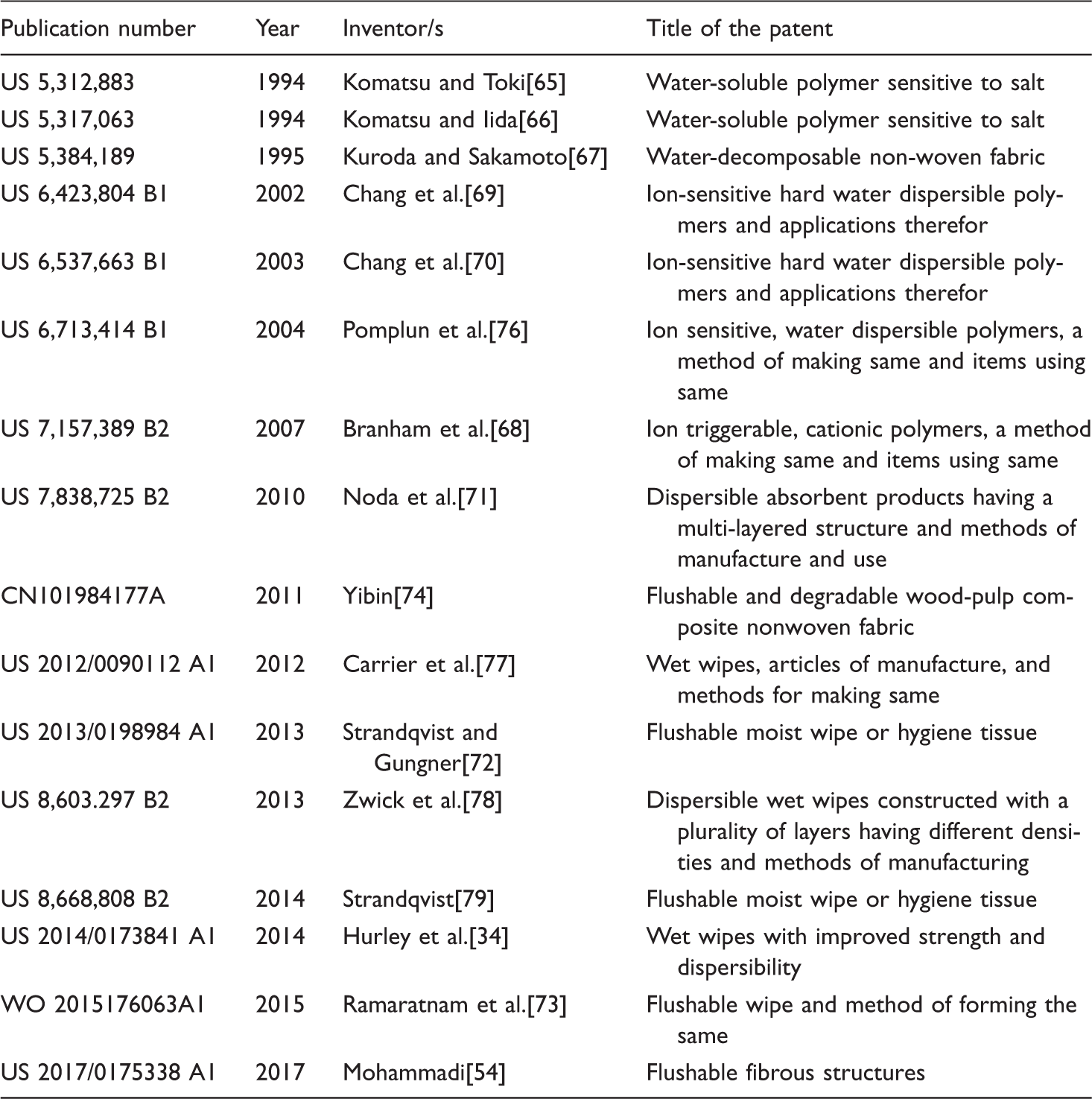
Some patents and patent applications in dispersible, flushable nonwovens.
Guidelines and standardization studies
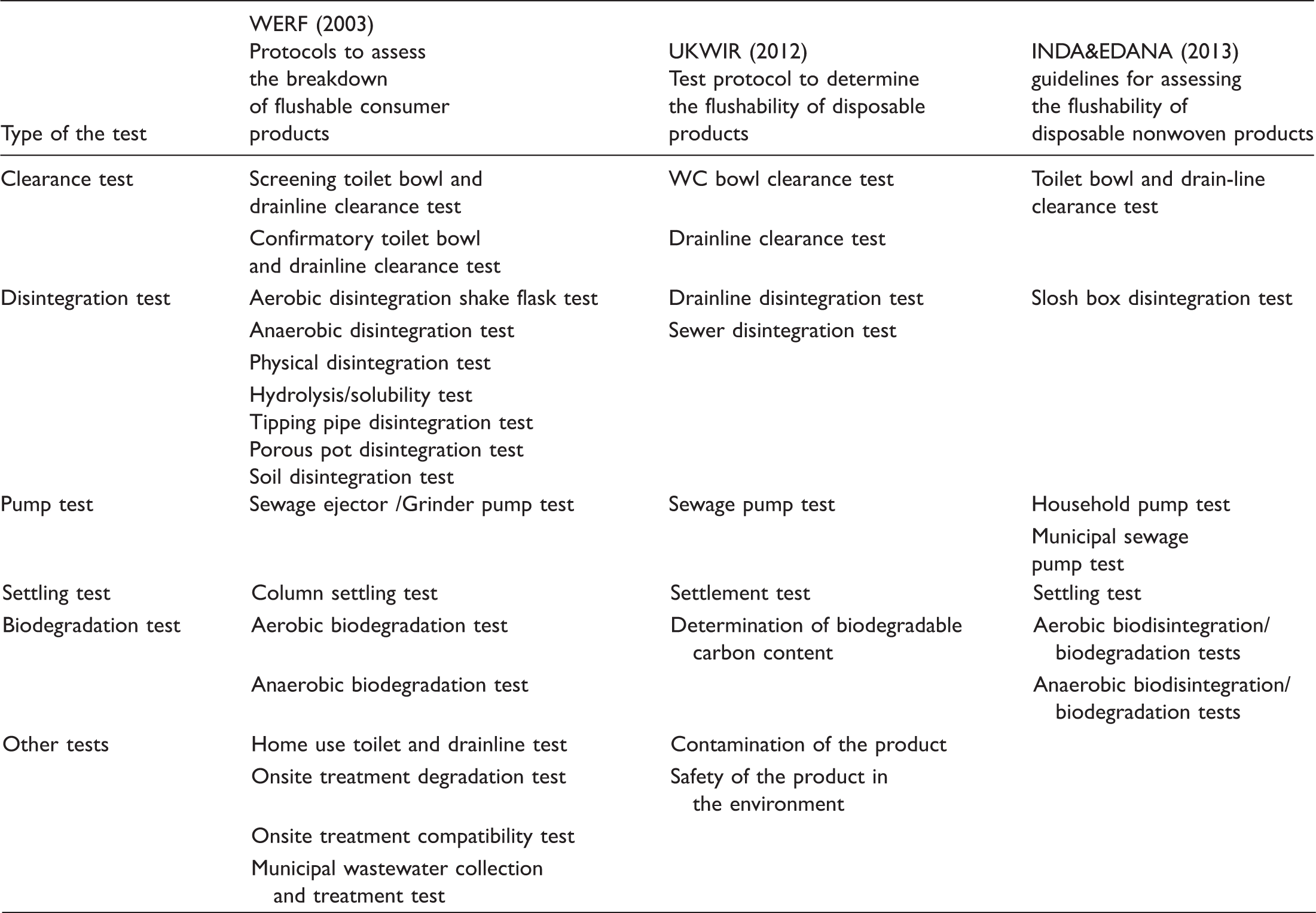
In the 2000s, some protocols and guidelines were prepared by associations and foundations to evaluate and reduce the environmental impacts of flushable wipes on the sewer system. A guide for assessing the fate and compatibility of flushable products was developed by the Water Environment Research Foundation (WERF) in the United States in 2003 [80]. The Water Research Centre (WRc) developed the Water UK/Sewer Network Abuse Prevention (SNAP) Protocol in 2008. Based on this protocol, United Kingdom Water Industry Research (UKWIR) prepared a test protocol known as the “UKWIR Flushability Protocol” in 2012. These guidelines focused on the operational issues of sewer systems caused by improper flushing of disposal products [28]. The nonwoven industry associations, INDA and EDANA, also developed a guidance document for determining the flushability of nonwoven disposable products in 2008. The third edition of the guide was presented in 2013 [31]. Unlike other guidelines, this guide has been designed to evaluate the flushability of nonwoven products. The term “flushability” is defined in this guide, and accordingly, the flushable product should
“Clear toilets and properly maintained drainage pipe systems when the suppliers recommended usage instructions are correctly followed. Pass through wastewater conveyance systems and be compatible with wastewater treatment, reuse, and disposal systems without causing system blockage, clogging, or other operational problems and Be unrecognizable in effluent leaving on site and municipal wastewater treatment systems and in digested sludge from wastewater treatment plants that are applied to soil.” [31].
INDA and EDANA deal with non-flushable wipes, as well as flushable products [81]. According to the INDA/EDANA Code of Practice, a decision tree is used to determine whether a product will be labeled “Flushable” (Figure 4). Products which do not meet the requirements are labeled with a “Do not flush (DNF)” symbol. Another logo is the “Dispose via the Solid Waste Stream (Tidy man)” symbol, which is used to confirm the disposal of solid waste (Figure 5) [31].
Product labeling decision tree with the code of practice. Green color means “Yes” and red means “No” in the figure [81]. © INDA and EDANA 2017. Reprinted with permission. “Do not flush (DNF)” and “Dispose via the solid waste stream (Tidy man)” symbols [31]. © INDA and EDANA 2013. Reprinted with permission.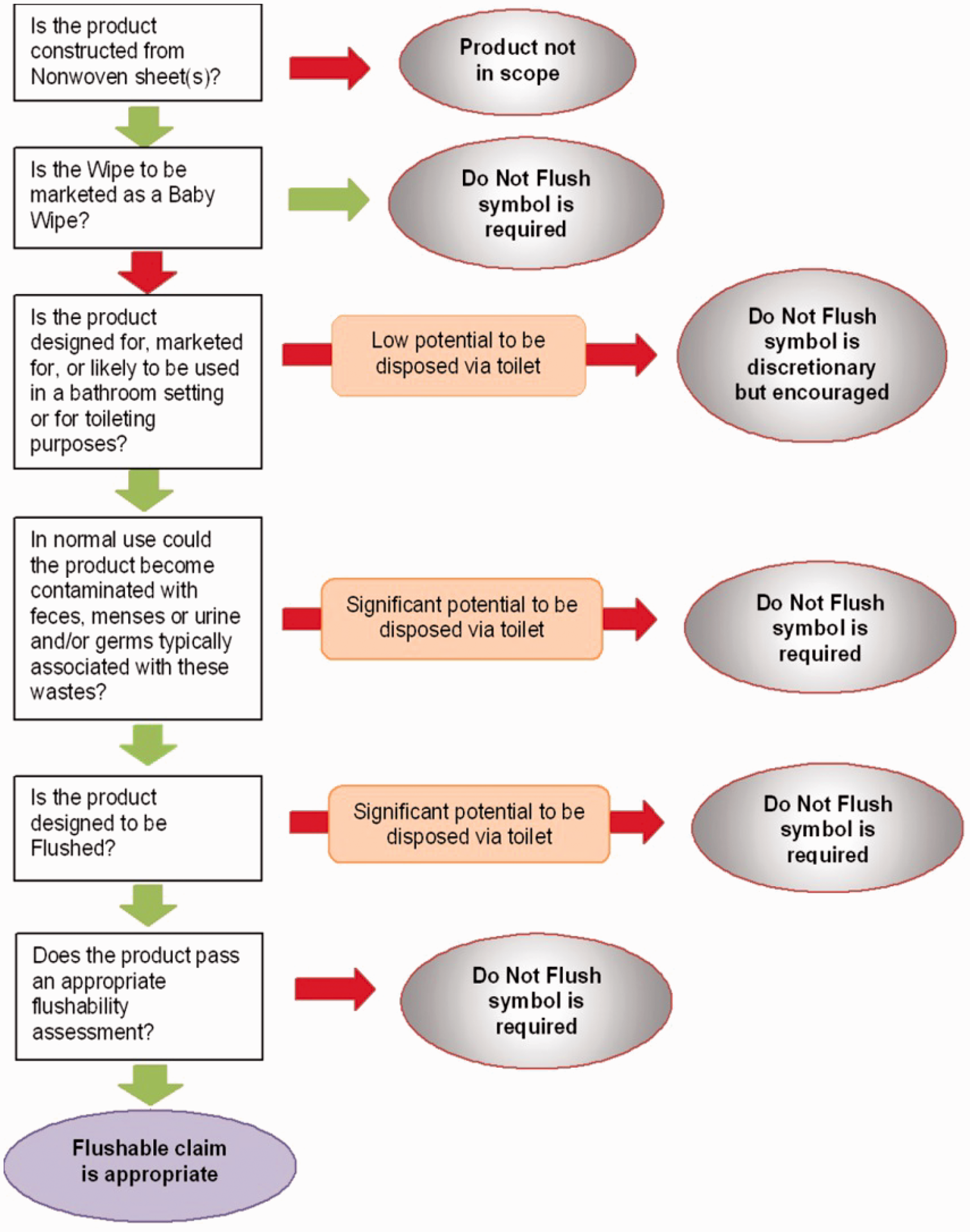

International Organization for Standardization (ISO) has been working on the service activities with regard to drinking water and wastewater services. To develop international standards in this field, ISO/TC 224 technical committee, consisting of manufacturers, distributors, and publicly owned treatment works (POTWs) operators, has been established. Other standard-setting bodies such as INDA, Municipal Enforcement Sewer Use Group (MESUG), American National Standards Institute (ANSI) – Technical Advisory Group (TAG), and Japan Hygiene Products Industry Association (JHPIA) have been working together with ISO on development of the technical standard [82-84].
Test methods designed to assess the flushability performance of the products
Flushability performance of wipes should be evaluated before they are on shelves to decrease any operational problem in sewer systems and the adverse effects of them on the environment.
When a wet wipe is flushed down the toilet, it passes first through the toilet, drain line and sewage ejector pump through drainage pipes. Also, it is treated by an onsite system or the municipal treatment system (Figure 6). A flushable product must have the ability to move in these systems without causing any problem such as blockage, pumping station failure, or sewage flooding [31].
Disposal pathway of the products flushed down the toilet [31]. © INDA and EDANA 2013. Reprinted with permission.
Toilet bowl and drain-line clearance test (FG 501)
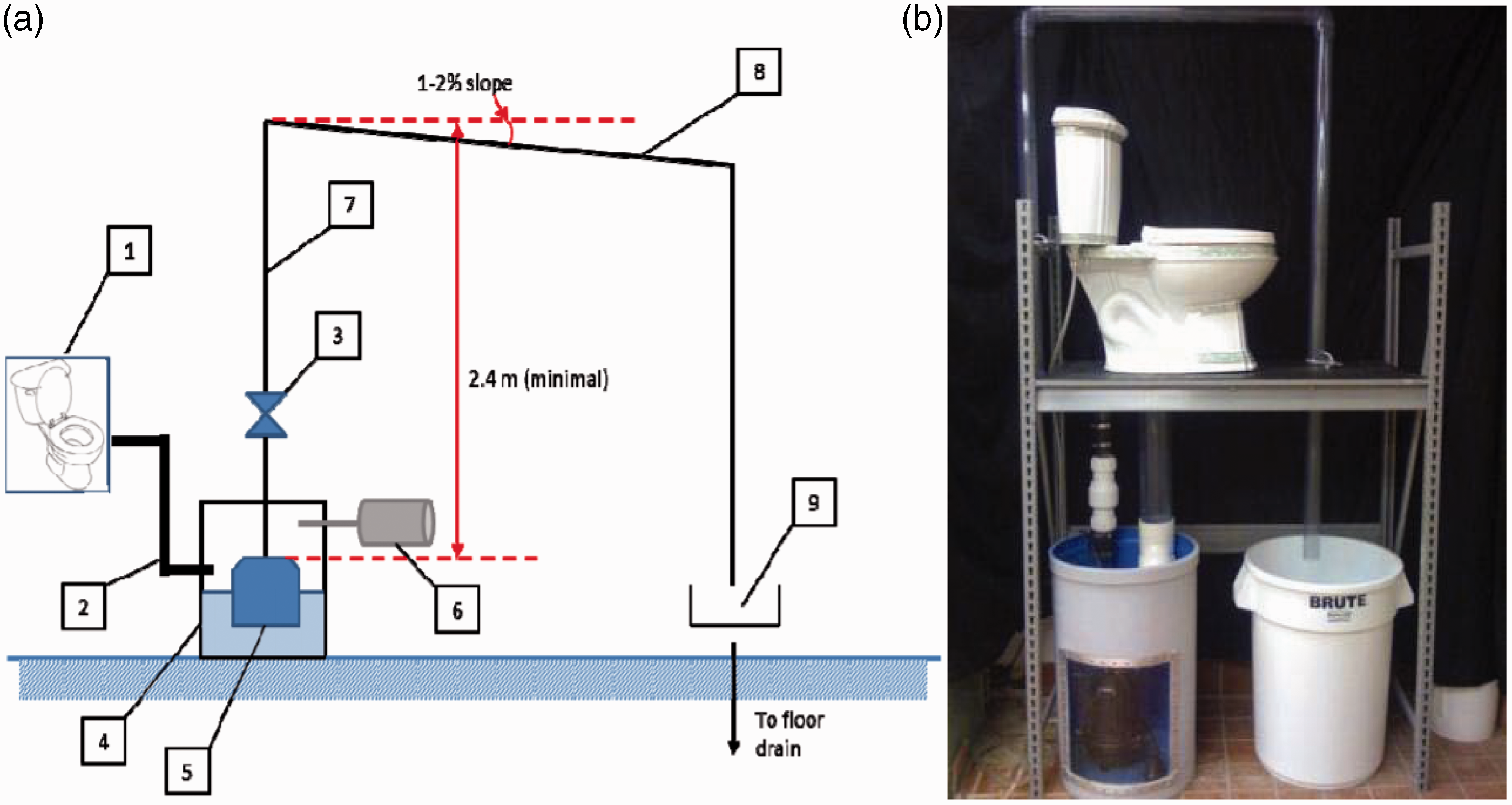
The purpose of this test is to determine the clearance of the system consisting of a toilet and a drain-line (Figure 7). Some properties of this system (e.g. the flush volume, the diameter of the pipe, the length of drain-line) vary in different parts of the world. Therefore, it is necessary to consider the configuration of the toilet and drain-line used by the related region to achieve correct results of this test.
Toilet bowl and drain-line clearance test arrangement [31]. © INDA and EDANA 2013. Reprinted with permission.
This test simulates two days of toilet use of a family of four and replicates at least three times. The test contains three different flushes: water only, water with the product and toilet tissue, and water with the product, toilet tissue, and simulated fecal matter. After each flush, the location and the travel distance of the product in the drain-line are recorded. The center of mass (COM) of the product is calculated based on the weights of each item and their distance from the toilet outlet in the drain-line. One of the necessary criteria for accepting a product as a flushable one is that clogging must be experienced in less than 5% of the flushes containing the product. Another acceptance criterion described is that the travel distance of COM of the product in the drain-line should not continually decline over five consecutive flushes.
Slosh box disintegration test (FG 502)
The main purpose is to evaluate the disintegration percentage of the product under mechanical agitation in water or wastewater. At least six individual products are required for conducting the test. Before the trial, measurements of the dry weight of the products are required. The slosh box test apparatus, which has three slosh boxes set to 26 r/min, is used for this test (Figure 8). Two liters of tap water or wastewater are filled into each slosh box, and then the products are placed into the boxes to oscillate for 3 h. At the end of the test, the mixture in the slosh box is poured through the 12.5 mm perforated plate sieve. The retained residues are recovered, and the dry weight of these residues is measured. If the percentage of the initial dry mass passing through the sieve is more than 25% for 80% or more of the individual replicates tested, the product will be accepted as flushable. According to the results of the studies conducted, it has been determined that this test takes too long, produces too much force and has weak pass/fail criteria. Hence, the speed and volume of the Slosh Box should be calibrated by using the continuously flowing pipe (CFP) [86].
Slosh box apparatus [31]. © INDA and EDANA 2013. Reprinted with permission.
Household pump test (FG 503)
The test is used to assess the effects of the product on household sewage ejector pump systems, which includes the basin and the submersible pump (Figure 9). The clogs, the accumulation of basin, and the interference with the system are observed during the test. A minimum of 144 individual products is needed to conduct this test.
Two loading sequences are performed every day, and each sequence consists of 12 flushes, with 6 of them containing wipes. At the end of each loading day (except the first day), the amount of products in the basin is recorded. The average amount of the products remaining in the basin is calculated. A flushable product must meet two criteria of this test. Firstly, the function of the system must not stop at any point during the trial due to the product. Secondly, the average number of products remaining in the basin until the end of day two to six must not exceed the product amount loaded in a day.
Settling test (FG 504)
This test is developed to determine whether a product settles in the septic tank, the sumps, onsite aerobic systems and settling chambers. The test system comprises the plastic column containing tap water. This column has graduations for accurately determining the settling distance and time (Figure 10). During the trial, the pre-rinsed product with dimensions equal to or less than 10 cm × 10 cm, placed in the beaker containing tap water, is poured into the column. The settling velocity of the product is calculated by averaging the settling velocities of 10 individual products. This value must be higher than 0.1 cm/s, and at least 95% of the total products must settle. Besides, the location of 10 products added to the column is determined at the end of the 24-h test period. At least 95% of the products must not become adequately buoyant to rise more than 30 cm from the bottom of the column to meet the guideline criteria.
Settling test apparatus [31]. © INDA and EDANA 2013. Reprinted with permission.
Aerobic biodisintegration/biodegradation tests (FG 505)
The aerobic biodisintegration test determines the ability of the product to degrade biologically under aerobic conditions in sewage systems and wastewater treatment plants. This test is repeated with at least three individual products. The products are placed into the baffled flasks containing the activated sludge mixed liquor. The flasks are located on the rotary shaker for the 14-day period at laboratory temperature (22 ± 3℃) (Figure 11). At the end of the test, the contents of the flasks are transferred into 1 mm sieves. The sieves are rinsed, and then the retained materials are dried and analyzed gravimetrically. The average percentage of the initial dry mass passing through the sieve must be more than 95% so that the tested product passes this test.
Aerobic biodisintegration/biodegradation testing apparatus [86]. © INDA. Reprinted with permission.
Another test is the aerobic biodegradation test, which is performed according to OECD 301B. This test is conducted to measure the amount of carbon dioxide produced after 28 days from a product incubated in a salts medium inoculated with activated sludge. At the end of the test period, the percentage of the theoretical carbon dioxide produced must not be less than 60%.
Anaerobic biodisintegration/biodegradation tests (FG 506)
The anaerobic biodisintegration test is designed to examine disintegration of the product under anaerobic conditions in sewers and onsite and municipal wastewater treatment systems. The products are placed into the test vessels containing anaerobic digester sludge, and then the contents are mixed. The mixture is placed in the incubator for 28 days at 35 ± 3℃ (Figure 12). After the test period, the contents of vessels are passed through 1 mm sieves, and then the sieves are rinsed. The product remaining on the sieves is recovered, dried, and weighed. The pass criterion is the percentage of the initial dry mass passing the sieve at the end of 28 days should be more than 95%.
Anaerobic biodisintegration/biodegradation testing apparatus [86]. © INDA. Reprinted with permission.
The anaerobic biodegradation test determines the evolution of carbon dioxide and methane resulting from the mineralization of organic constituents in the product considering OECD 311, and the average percentage of theoretical carbon dioxide should exceed 70% after 56 days.
Municipal sewage pump test (FG 507)
The purpose is to assess the suitability of products for municipal sewage pumping systems. After flushing, the time for a product to reach the municipal sewage pumping system from the toilet is 1–3 h, so the products should be pre-soaked before the test. In addition, the pump (ITT Flygt Model C-3085.183) should reach a steady state situation to establish a baseline for power consumption (Figure 13).

Totally 60 products are used for each run, and a test is composed of five separate runs. Each product is placed in the pump intake every 10 s for 10 min, and after the product enters, the system is run for 5 min. Power consumption, flow rate, and water temperature in the tank at the start and end of each run are recorded during the baseline and the testing periods. The percentage power increase over the baseline is calculated based on the areas under the power curves for the baseline and the tests. To pass this test, the average percent power increase over baseline for the five runs should not be greater than 15%. To improve this test, the test time and the importance of strength and size of the material should be reconsidered [86].
Conclusions
Flushable wipes, some of the disposable nonwoven products, are used as moist toilet tissues, baby wipes, personal hygiene wipes, adult incontinence wipes, and cleaning wipes. The flushable wipes market is growing rapidly, and it is expected that the worldwide sales will double to $2.7 billion by 2020. It is evident that the demand for truly flushable wipes will rise even more in the future because of the government regulations on use of wet wipes.
Flushable wipes should disintegrate into small pieces and disperse immediately in the sewer system in order to be transferred from the toilet bowl to the sewer. Hence, they should comply with sewage and wastewater treatment systems. Wood pulp and cellulosic fibers such as viscose, lyocell, and cotton, which are biodegradable materials, are the primary materials used to manufacture truly flushable wipes. Furthermore, short length fibers are used for producing these wipes, because the products from conventional staple fibers might not be completely disintegrated in the sewage system. During production, providing certain web strength might be a problem due to short length fibers. It is possible to manufacture strong webs by increasing hydroentanglement pressure in the wetlaid/hydroentanglement system for incorporating short fibers. Another appropriate production technique for flushable wipes is the airlaid/ion-sensitive or triggerable binder system, which can be used to manufacture products with high in-use wet strength.
The flushability performance of products is required to be assessed considering wastewater pollution. The associations and the foundations such as INDA, EDANA, UKWIR, and WERF have prepared several guidelines to evaluate the flushability performance of disposable products. These guidelines help nonwoven producers, distributors, and wastewater agencies to understand the assessment of the flushability performance of products in sewage systems. In addition, ISO has been working on an international technical standard to determine the specifications for flushable products. Many researchers and private companies have applied for patents including flushable products, binders, and their production techniques up till now. However, in the literature, there are a few studies on the development of flushability performance tests, the factors affecting the test procedures, and the mathematical modeling studies. Further studies should design advanced test methods for flushable wipes in sewer systems. Also, various tests can be simulated through mathematical modeling, which will contribute to create and develop new truly flushable products.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by The Scientific and Technological Research Council of Turkey (TÜBİTAK) – 2219 International Post-Doctoral Research Fellowship Programme.