
Abstract
The oil sorption capacity of nettle fibrous assembly and needle-punched nonwoven structures of 100% nettle and nettle/kapok blends 50/50 and 75/25 were investigated. The porosity of nettle fibrous assembly was varied from 91 to 99% and a maximum oil sorption capacity was 56 g/g and 23.90 g/g for high-density oil and diesel oil, respectively. Porosity of fibrous assembly significantly influenced the oil sorption capacity. It has been observed that an increase in the proportion of kapok fibers in the nettle/kapok blended nonwoven structure increased the oil sorption capacity and reduced water sorption than that of 100% nettle nonwoven. This is because of the inherent hydrophobic property of kapok. However, 100% kapok could not be made into needle-punched nonwoven and hence it has been blended with nettle; 50/50 nettle/kapok blended structure showed maximum oil sorption capacity of 28.5 g/g and 22.5 g/g for high-density oil and diesel oil, respectively, which is higher oil sorption capacity than the commercial polypropylene-based nonwoven. The presence of kapok improved the sorption capacity by 13 to 18% when compared to 100% nettle nonwoven.
Introduction
Oil is a natural substance and part of natural environment for millions of years [1]. Oil is transported from petroleum exporting countries to consuming countries via sea, ocean and land. During transportation, there are chances of oil spill on the water body [2,3] which gives negative effect on natural flora and fauna and on human health [4]. So, it is necessary to clean the water immediately after the oil spill. Physical, chemical and biological methods are used for oil spill clean-up [5]. Among these techniques, physical method of removing oil from water using sorbents is one of the most efficient technique [6]. Different types of sorbents such as organic, inorganic and synthetic materials have been successfully developed for oil spill sorption [7]. The expected outcomes of the sorbent materials are high sorption capacity and retention, high rate of sorption, hydrophobicity/oleophilicity, buoyancy, reusability/biodegradability and recovery of oil [8]. Polypropylene fiber-based oil sorbent is most widely used sorbent for removing the oil spill [9]. However, polypropylene is not biodegradable which would cause the pollution to environment [5,10–13]. Hence, natural fiber-based oil sorbents could be an interesting alternative for the synthetic oil sorbents as they are eco-friendly [5,10,14]. Natural fiber materials and techniques have been proposed in the past and in recent years for the removal of oil from water using bagasse, cotton, barely straw, kapok fiber, milkweed fiber, cattail fiber, and recycled wool-based nonwoven material RWNM [15–28]. The other natural materials include corn silk, Azolla leaf, silk floss, corn cobs, etc. [29–32]. Rengasamy et al. [14] have reported the maximum oil sorption capacity of 61.6 g/g and 44.3 g/g for kapok and milkweed fiber assemblies, respectively. It has been reported that the cattail fiber has similar sorption capacity compared with that of the wool fiber and lesser than the kapok fibers [26]. Low mocironaire cotton showed a sorption capacity of 30.5 g/g for crude oil [17]. Though all the above natural fibers have been explored, except cotton, other fibers showed difficulty in stable structuring. Hence, the researchers analyzed the oil sorption property of these materials in loose fibrous form. Further, Choi et al. have reported that the fiber assemblies of milkweed fibers performed better than the nonwoven. But Renuka et al. [10] have reported that the loose fibrous assemblies cannot be easily collected from the spilled area after usage. Recently, high oil sorption property of electrospun polystyrene/polyacrylonitrile fibers [33], electrospun polyvinyl chloride/polystyrene [34] and ethanol-grafted poly acrylonitrile [35] has also been reported. However, these products are not economically viable. As kapok fibers offered good oil sorption capacity along with their biodegradability, structuring them with various porosity and uniform pores may offer scope for efficient oil sorbent [14]. Hence, an attempt has been made to develop structured natural fiber nonwoven using nettle and kapok fiber.
The nettle fibers come from the stem of nettle plant and their characteristics are similar as flax fiber [36]. Recently, physical and chemical properties of nettle fiber have been reported by Kumar and Das [37,38]. The properties of nettle fibers enhance the usage of these fibers in technical applications. Therefore, the objective of this study includes the development of fibrous assembly and also needle-punched nonwoven structure with 100% nettle fiber and their blends with kapok fibers for utilization as oil sorbents.
Materials and methods
Fiber material
The nettle fibers were used for the present research owing to its hollowness and rough surface which will facilitate the capillary action during sorption. The nettle fibers were sourced from Nepal. Since the nettle fiber is a stem fiber, it was originally stiff and very difficult to process. So the fibers were treated with mild alkali to remove the natural impurities. The water retted the nettle fibers were first treated with 2% NaOH (20 g NaOH per 1000 ml of H2O) at room temperature for an hour to remove the barks attached on the surface and to soften the fibers. The treated fibers were subjected to series of cold washes with water and later dried at room temperature for 48 h. Kapok fibers were also used in this study which was sourced from Salem, India. Kapok fiber in raw state with natural surface is oleophilic in nature, so no chemical treatment was given to kapok fiber and was used after the removal of seed.
Oil
Physical properties of oil.

Taken from the manufacturer's product label.
Characterisation methods
The density of the fiber was measured using ASTM D3800 – 99 (2010). The single fiber breaking strength and elongation at break were measured using the standard ASTM D3822 – 07. The surface morphology of the fibers was recorded using the scanning electron microscope (SEM, JEOL JSM-6396). The fiber diameter was measured using by polarized light microscope (PLM, WESWOX, optic model 385A). The inner pore and the cell wall thickness of fibers were measured from SEM images using image-J software. The specific surface area of a blend was determined by the relationship as stated below [39]

The crystalline and amorphous region of the fiber was estimated using X-ray diffraction. It was measured using Philip's Analytical Instrument from 2θ ranges of 10° to 35° at a scan rate of 0.04 º/s using X-ray generator with 40 kV voltage and 30 mA current. To calculate the crystallinity index, X'pert HighScore Plus software was used to separate the background and the overlapped peaks. After the separation of X-ray diffraction lines, the degree of crystallinity was determined by comparing the areas under crystalline peaks and the amorphous curve. Crystallinity index of the fiber was calculated according to the empirical method as given below

The fatty and waxy materials present in the bone dry fiber of known weight were removed by Soxhlet extraction, continuously for 6 h using a mixture of toluene and ethanol (2:1 v/v). The de-waxed fibers were then filtered, washed with ethanol for 30 min. The resulting fiber was dried under vacuum (10−2 mm of Hg) at 45℃ for about 3 h. Then it was kept over anhydrous CaCl2 in a desiccator for about five days and weighed. From the difference in the weights of the bone-dried fibers before and after extraction, the percentage of fatty and waxy materials was calculated. The composition of fibers in terms of the % cellulose, lignin and ash content was determined using standard test methods. Cellulose in the fibers was determined as the acid detergent fiber (ADF) according to the AOAC method. Lignin in the fibers was determined as Klason lignin according to the standard ASTM D1106-96 and ASTM E1755-01 was used to determine the ash content in the fibers. Three replications were done for determining each component and the average and ± one standard deviation are reported.
Preparation of fibrous assemblies
The oil sorption behavior of raw nettle fibers was measured by assembling the fibers inside the circular PVC tube of known diameter and length. In this known volume of PVC tube, known volume of fibers was filled to attain the required porosity [5,14]. The holes with the size of 1 mm diameter were made at equidistance on the tube for easy flow of liquids inside the tube. The fibers were filled inside the tube to have the required porosity ranging from 91 to 99%. The porosity is calculated using equation (3) or in other words, the fiber mass required for required porosity can be calculated [5,14] and expressed in percentage

The hydraulic pore diameter of a prepared fibrous assembly was calculated using the model developed by Rengasamy et al. [14].

Preparation of needle-punched nonwoven
The retted fibers were opened manually and cut into a staple length of 35 mm which is suitable to process in the lab model carding machine. Areal density (g/m2) of the samples was varied by varying the number of layers of web taken from the card. The web coming out of the doffer is collected on the circular drum. The number of layers collected on the drum is changed by changing the number of revolutions of the drum. The needle punching of all parallel-laid webs was needled out in needle-punching machine (DILO, Germany) with a depth penetration of 10 mm and punch density of 70 punches /cm2
Measurement of porosity of a nonwoven sample
A sample of known volume was cut from the fiber assembly and the mass of the dry sample was measured. It was then immersed in the n-decane till the saturation was achieved and the mass of the wet sample was measured. The difference in the mass of the wet and dry sample gives the mass of the n-decane absorbed. The ratio of these masses to the density of n-decane gives the volume of the n-decane absorbed. The ratio of the volume of n-decane to the volume of the sample gives the porosity of the sample [10,14,40,41].
Measurement of oil sorption capacity of fibrous assemblies and nonwovens
The required mass of fibers was filled in the PVC tube to get the required porosity using equation (3). The tube containing fibers having different porosity were dipped into the oil bath for 5 min or till saturation and were taken out and held horizontally for 30 s in order to facilitate the dripping of the surface struck oil. In case of structured fibrous assembly (nonwoven), 1 g of sample was dipped into the oil for 20 min and taken out to keep horizontally for dripping the surface oil for about 30 s. From the known values of initial and final weight, the sorption capacity of specific media is calculated using the following equation (5) [5,7,10,14,21,22,23]

Results and discussion
Physical properties of nettle and kapok fiber
Physical properties of nettle and kapok fibers.

Not able to measure, values given in the parenthesis are coefficient of variation %.

SEM images of (a) longitudinal view of nettle fiber, (b) cross-sectional view of nettle fiber, (c) longitudinal view of kapok fiber, (d) cross-sectional view of kapok fiber, (e) needle punched nettle/kapok blended nonwoven.
Chemical composition of nettle and kapok fiber
The chemical compositions of nettle fibers were measured and observed the presence of 85% of cellulose including hemicellulose, ∼5% of water soluble matter (by mass), 2.12% of lignin, 2.68% of ash, 2.16% of wax and other materials measuring about 3%.The chemical composition of kapok fibers is 82.24% cellulose including hemicellulose, lignin 3.56% wax content 0.37%, ash content 1.00%, moisture content 9.02% and other soluble matters approximately 3.8%.
Fiber structure
Crystalline and amorphous content of nettle fiber
The diffraction pattern of a nettle fiber is shown in Figure 2 and three diffraction peaks are appearing at 2θ angles of about 14.70°, 16.4° and 22.6°. The peaks at 2θ angles of about 15.15° and 16.55° have joined together, producing a wider peak. This may be due to the presence of highly amorphous structure in the fiber. The percentage of crystalline and amorphous regions was calculated as explained in ‘Characterisation methods’ section. It is measured that the crystalline and amorphous regions are 48% and 52%, respectively.
X-ray diffraction pattern of a nettle fiber.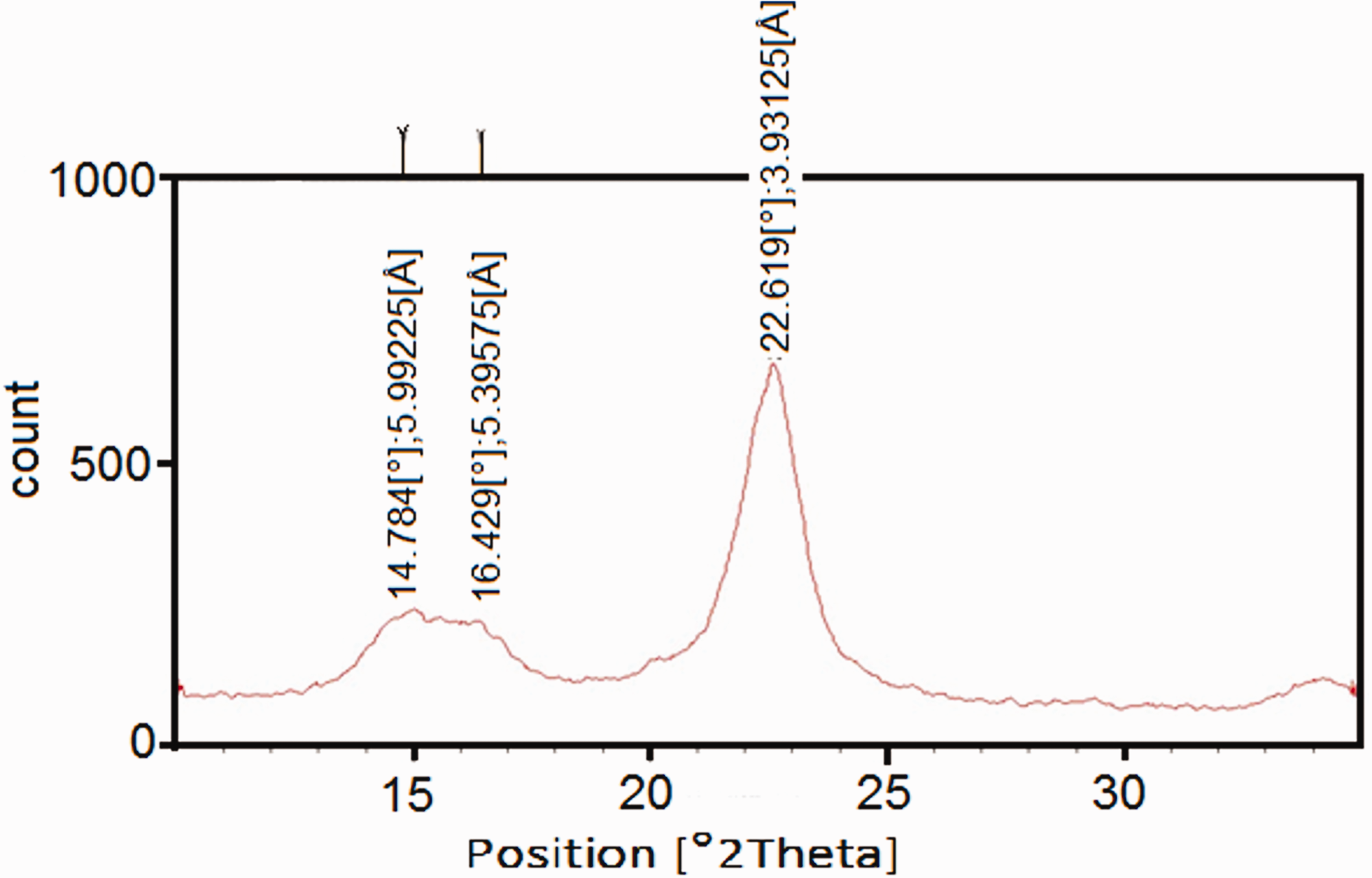
Functional group analysis of a nettle fiber
The FTIR spectra of raw nettle fiber scanned from 400 to 4000 cm−1 wave number are shown in Figure 3. A stretch at 1067 cm−1 wave number is related to C–O stretch [14]. The small peaks from 600 to 900 cm−1 wave numbers may be due to the presence of β-glucosidic linkages and =C–H alkenes in hemicellulose. A narrow peak at 1642 cm−1 wave number indicates the presence of absorbed water and C=O stretch [37]. Presence of C–C bond and CH2 of lignin is confirmed at wave number 1432 cm−1 [42]. A small bend at 1363 cm−1 may be due to the OH bending of lignin [37]. A small peak around 2356 cm−1 suggests the presence of alkenes. The peak at 2899 cm−1 substantiates the presence of CH stretching of aliphatic compounds associated with wax, alcohol, fats, ketones, n-alkyl esters, etc. [7,14]. A broad peak observed at wave number 3324 cm−1 confirms the presence of –OH stretch [7,29].
The FTIR spectra of a raw nettle fiber.
Oil sorption behavior of nettle fibrous assemblies
The oil sorption behavior of nettle-filled fiber assemblies inside the PVC tube with various porosities from 91 to 99% is shown in Figure 4. It is difficult to have a porosity of less than 91 and more than 99% as filling of fibers is a complex and intricate process. Nettle fibrous assembly shows the sorption capacity of 9 g/g to 56 g/g and 7 g/g to 23.9 g/g for HD oil and diesel oil, respectively, for the different porosity ranges. The sorption capacity increases with increase in porosity for both HD oil and diesel oil. It is observed that the sorption capacity is more for the HD oil than the diesel oil irrespective of their porosity values. This is attributed to the fact that the HD oil is heavier than the diesel oil. It has been reported that the maximum and minimum oil sorption capacity of kapok fibrous assembly is 61.6 g/g and 6.8 g/g for HD oil and 52.7 g/g and 6.3 g/g for diesel oil, respectively [5,14].
Oil sorption behavior of nettle fiber assembly with HD and low density oil.
Figure 5 shows the effect of porosity on the fraction of pore volume occupied and hydraulic pore diameter. The fraction of pore volume occupied is defined as the ratio between the volume of oil sorbed and total pore volume available for sorption. It can be seen from Figure 5 that the fraction of pore volume occupied is less for diesel oil as compared to HD oil irrespective of porosity values. The diesel oil being less viscous could be drained out easily from the pores that lead to less retention, consequently resulting in lower sorption capacity. On the other hand, high viscous HD oil did not drain due to its firm hold with the fiber walls. Hence, high oil sorption capacity is observed. Further, synergy effect produced between the rough surface of the fiber and high viscosity of HD oil leads to more retention.
Fraction of pore volume occupied for different porosity in comparison with hydraulic pore diameter.
Similarly, it can be seen from Figure 5 zone III, at higher porosity levels (97 to 99%), fraction of pore volume occupied is less. This is due to the fact that the pore diameter is higher and hence oil drained out freely during the time allowed for dripping which lead to less oil retained by the structure. At lower porosity levels (91 to 94%), pore volume occupied is comparatively higher compared to zone II (97 and 94) and zone III. This is due to lower hydraulic pore diameter resulting in higher capillary action and also retention in the zone I and zone II.
Oil sorption properties of 100% nettle fiber and its blended needle-punched nonwovens
Physical properties and oil sorption behavior of 100% nettle and its kapok blended nonwoven.

The maximum and minimum oil sorption capacity of 100% nettle fiber nonwovens are 24 g/g to 16 g/g and 20 g/g to 12 g/g for HD oil and diesel oil, respectively. For 75/25 nettle/kapok blended nonwovens, it is 28 g/g to 17 g/g and 21 g/g to 14.5 g/g for HD oil and diesel oil, respectively. The 50/50 nettle/kapok blended nonwovens showed 28.5 g/g to 18 g/g and 22.5 g/g to 13.5 g/g for HD oil and diesel oil, respectively. It is observed that as the blend percentage of kapok fiber increases, the oil sorption capacity of the nonwoven increases. This is due to the fact that the kapok fiber is finer than the nettle fiber which increases the number of fibers per unit mass in the nonwoven structure. As a consequence, there may be a reduction of pore size in the structure that facilitates the high oil retaining capacity, and individual kapok fibers might have held the sorbed oil firmly due to its inherent hollow structure. Figure 6 shows the pure oil and oil–water mixture (oil spread on the water in the form of floating film). It is observed that the water sorption capacity of needle-punched nonwoven having 100% nettle fiber is higher than the kapok fiber mixed with the nettle fiber nonwovens. This may be due to the excellent hydrophobic and buoyancy character of kapok fiber [5,10,14,19,20]. The synergic effect of nettle and kapok is found to be advantageous to have oil sorbent nonwovens with 100% natural fibers. Test of significance for the blend proportion and areal density on the oil sorption was performed using ANOVA and the results are given in Table 4. ANOVA test results showed that the calculated P value 0.0014 (less than 0.05) confirmed that the effect of the kapok fiber proportion in the nonwoven significantly influenced the HD oil sorption. The areal density of the nonwoven did not show any significance on oil sorption.
Pure oil and oil–water mixture (oil spread on the water in the form of floating film). Effect of blend proportion and areal density on oil sorption (ANOVA test results).

In oil–water mixture, the water pick up percentage increased with the increase in areal density. This is because of high areal density, samples reached the oil–water interfacial point (Figure 6) faster than low areal density samples. Once the sample reaches the interfacial point, it picks up the water due to the presence of the nettle fiber. Low areal density samples sorbed the oil before reaching the water–oil interfacial point due to its floating. This sorbed oil may also restrict the penetration of water inside the nonwoven and hence high oil sorption capacity. Slightly higher water absorption was observed in 100% nettle fiber structure than and nettle/kapok fiber mixed nonwovens. This is due to the cold retting process of nettle with NaOH causing the removal of some surface waxes of nettle fibers and hence water sorption. Further, commercial nonwoven sorbent was also taken to compare with the nettle and its blended nonwovens.
Comparison of the commercial polypropylene-based meltblown oil sorbent pad with the developed natural fiber-based nonwoven in terms of sorption capacity, porosity, areal density, and tensile property is shown in Table 3. Breaking force of the developed nonwovens samples is higher than the commercial product. The results of the porosity value of commercial pad are found to be 95% and 96%, which is almost similar to the developed nettle and nettle/kapok blended needle-punched nonwoven. The commercial nonwoven had a maximum oil sorption capacity of 15.2 g/g and 12.3 g/g for HD oil and diesel oil, respectively. There was no water sorption seen with these fibers as they are 100% PP. It is found that 100% nettle fiber and nettle/kapok fiber mixed nonwoven showed slightly higher oil sorption capacity as compared to the commercial nonwoven.
Conclusion
The oil sorption capacity of fibrous assembly and needle-punched nonwoven structures made of 100% nettle fibers and their blends with kapok fibers have been investigated. Nettle fibrous assembly exhibited a sorption capacity of 9 g/g to 56 g/g and 7 g/g to 23.9 g/g for HD oil and diesel oil, respectively, for the different porosity range. The results showed the influence of hydraulic pore diameter and porosity of the structure for effective oil spill removal. The relationship between the porosity and fraction of pore volume occupied revealed that the efficiency of oil sorption is associated not only with the amount of oil sorbed but also its retention. The results showed that the oil sorption capacity of 50/50 nettle/ kapok blended nonwoven is 28.5 g/g and 22.5 g/g with HD oil and diesel oil, respectively, which is higher than 100% nettle nonwoven; 100% nettle nonwovens showed slightly higher water sorption than the nettle/kapok blend. The developed 100% nettle and nettle/kapok blended nonwovens have shown higher oil sorption capacity than the commercial polypropylene-based nonwoven. Based on the comparison between commercial and developed 100% natural fiber nonwoven, it can be said that the developed pads can be utilized as an alternative for synthetic oil sorbents considering its eco-friendliness.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.