
Abstract
This paper reports the development of nonwoven fabric by needle-punching technique for filter press application in textile effluent treatment plant. For filter press development, the nonwoven fabric was reinforced with the nylon scrim as the central layer in order to withstand the filtration pressure. The nonwoven fabrics were developed using different denier polyester fibres and changing punch density. The influence of fibre fineness and punch density on the properties of nonwovens was investigated. The filtration parameters such as filtration efficiency, dewatering efficiency, blinding tendency and cake discharge properties of the developed nonwoven filter fabrics filter fabrics were evaluated and compared with existing woven fabric filter media. The influence of calendering on the filtration properties of the nonwovens was also studied. The results showed that bursting strength of the developed nonwovens increased with increase in fibre fineness and decrease in punch density. It was also found that the air permeability of the developed nonwovens varied inversely in relation to punch density and the proportion of fine fibres. It was observed that developed nonwovens had 8% higher filtration efficiency and 6% higher dewatering efficiency compared to the existing woven fabric filter media. The blinding resistance and cake discharge properties were slightly lower than that of woven fabric filter. It was found that calendering improves filtration properties of the developed nonwoven fabrics.
Introduction
A filter press is a conventional device specifically used in solid–liquid separation using principle of pressure drive. Sludge dewatering using filter presses is a reliable and efficient method of dewatering effluents and sludge from industrial and municipal waste treatment processes. Filter presses are metal frames having large sheets of filter cloth, usually polypropylene, arranged in series. Such frames are squeezed together and the slurry is filtered through the press [1].
The filter medium is responsible for the quick and effective formation of a cake and may make a significant contribution to the success of the filtration. At the beginning of a filtration process, the filter medium retains the particles. Later, particles are retained by the filter cake itself, while the filter medium serves as a support for the cake. The filter medium influences the filtrate flow, the initial filter resistance and the filtrate clearness in every filtration cycle. At the end of a cycle, the filter medium also influences the cake discharge. The cycle time depends upon the type of sludge and sludge feed concentration. In general, the higher the sludge feed concentration, the shorter the cycle time.
One of the most essential requirements in a filter press is the filter press cloth. The commercial filter press cloths are woven fabrics made of monofilaments, multi filaments or spun yarn. The woven structure can filter particles which are larger than 15 microns only [2, 3]. Nonwoven technology has been preferred to develop the filter media due to its multilayer filtering effect on dust particles which gives better filtration efficiency. The loftiness, porous structure and lower cost of manufacturing of nonwovens also play a major role in making nonwoven as a choice for filtration. The design considerations for the filtration media depend upon the basic properties of fibres; fibre arrangement (i.e. structure of the fabric) decided by the technology employed; air, gas or liquid velocity and flow rate; mechanical, thermal and chemical properties of the medium; extent of filtration required; filtration mechanism; environmental laws and the mode of application, for example, disposability versus durability. The needle-punching technique selection provides better structural stability to withstand high pressure application in the filtration process [4].
Thangadurai et al. analysed effect of fibre fineness and areal density on air permeability, tensile strength, bursting strength and compressibility of micro denier polyester needle-punched nonwovens and observed that air permeability decreases with the increase in areal density of the nonwoven [5]. Kothari et al. studied effect of processing parameters on filtration efficiency of composite needle-punched nonwovens. They observed that an initial rise and then subsequent fall in filtration efficiency values with incremental punch densities in case of layered fabric made from fine fibres. But in case of coarse fibre, filtration efficiency values continue to increase with punch density [6].
An analysis on scrim-woven and nonwoven fabrics’ performance on air filters has performed by Saleh. It has been reported that nonwoven filters with scrim woven fabric have different performances compared with the filters that are produced from only nonwoven fabrics [7]. Yuksekkaya et al. have produced needle-punched nonwoven filter fabrics with different needle densities with and without reinforcement fabrics. It was observed that the increasing of needle density until a critical level and usage of reinforcement materials increased tear, breaking and bursting strength of the filters [8]. Anandjiwala and Boguslavsky have studied the influence of needle-punching process parameters on air permeability, mechanical features, pore size distribution and filtration efficiency of flax nonwoven fabrics. They also examined effect of calendering on filtration efficiency of nonwovens. It was observed that overall improvement in all filtration characteristics because of the calendering operation [9]. Most of these works focused on the application of needle-punched nonwovens for solid/gas filtration. There are only limited studies carried out on sludge dewatering using geo textiles [10–13].
This work focused on to develop scrim-reinforced needle-punched polyester nonwoven fabrics for filter press application. The filtration parameters such as filtration efficiency, dewatering efficiency, blinding tendency and cake discharge properties of the developed nonwoven filter fabrics were investigated and the results were compared with the commercial woven filter fabric. The effect of calendering process on the filtration properties of the developed nonwoven filter fabrics was also studied.
Materials and methods
Polyester fibres having 64 mm length with fineness of 3, 6 and 15 denier were sourced from Reliance Fibres Ltd, India for the development of nonwoven fabrics. DI-Loom OUG-II 6 needle loom was used to develop needle-punched nonwoven fabrics. The filtration performance of the nonwoven filter medium is primarily influenced by raw material parameters like fibre fineness and fibre length and processing parameters like punch density (punches/cm2) and depth of needle penetration (mm). In this work, fibre fineness and punch density were taken as process variables in the manufacturing of nonwovens. Totally nine nonwovens were produced by varying fibre fineness (3, 6 and 15 denier) and punch density (200, 400 and 600) at three levels with 10 mm needle penetration depth. The delivery rates of the nonwovens made from 3, 6 and 15 denier fibres were 0.80, 0.92 and 1.03 m/min, respectively.
In order to improve the integrity, strength and stability of the nonwoven filter, a plain woven nylon scrim fabric was incorporated into the centre of web. The scrim fabric was made from 1260 denier nylon fibres with gsm: 160 g/m2, ends per inch (EPI): 14 and picks per inch (PPI):14. Nonwoven base layer was first pre-needled in needle loom with a punch density of 50 punches/cm2. The nylon scrim fabric was placed over the pre-needled nonwoven base layer. Then, the nonwoven top layer was placed over this configuration and needle punched with a punch density of 200 punches/cm2 in the needle loom. The scrim acts as reinforcement to the filter and schematic image of the developed filter fabric is shown in Figure 1.
Schematic image of nonwoven filter fabric.
The commercially available polypropylene woven filter fabric (P 4407 TC) was used to compare the performance of the developed filters. The commercial woven filter fabric is a twill woven fabric and is made from 886 denier polypropylene multifilament fibres with gsm: 470 g/m2, thickness: 1.09 mm, EPI: 17 and PPI:34.
Characterization methods
The developed nonwoven fabrics were conditioned in standard testing temperature (20 ± 2℃) and humidity (65 ± 2%) for 24 h according to American Society for Testing and Materials (ASTM) standard before testing. The fabric weight per unit area (g/m2) of developed fabrics was tested according to ASTM D 3776 [14]. The thickness of the filter fabrics was measured in fabric thickness gauge at a pressure of 200 g/cm2. The fabric air permeability was measured with Textest FX 3300 air permeability tester as per ASTM D 737 standards [15]. A diaphragm bursting strength tester was used to evaluate the fabric bursting strength in (kg/cm2) in accordance with ASTM D 3786 [16].
The performance of the developed filters for textile effluent treatment process was carried out in a semi-automatic, single chamber filtration test plant in Sukra Processing Mills, Tamilnadu, India. Experiments were performed at a pressure of 0.4 MPa, using a 0.6 vol% suspension with Al(OH)3 particles dispersed in pre-filtered water. The trial period was 2 h. The particle size distribution ranged from 0.3 to 45 µm with an average diameter of 13 µm, and its mass density is 2430 kg/m. Data from five replicate trials were averaged to determine mean value.
Evaluation of the filtration efficiency
The filtration efficiency was evaluated in terms of reduction in the total suspended solids (TSS), as the filtration process is capable of removing only the suspended particles and not the dissolved particles. The reduction in TSS due to the filtration by the filter fabric was calculated using the following formula

Evaluation of the moisture content in the cake
The analysis of moisture content in the dewatered cake is essential to determine the dewatering efficiency of the filter fabrics. It is desired to have lower moisture content in the dewatered cake [17]. For the evaluation of moisture content in the dewatered cake, the cake formed over the filter fabric at the end of each trial was collected and weight of the wet cake was determined. Then, cakes were dried in a hot air oven and weight of dried cakes was determined. The moisture content in the dewatered cake was calculated using the following formula

Evaluation of the dewatering efficiency
The dewatering efficiency is a measure of the amount of water extracted by the filtration process. The dewatering efficiency can be obtained from the water content in the sludge and the water content in the cake. This is calculated using the following formula

Evaluation of the blinding tendency
Blinding is particulate matter becoming trapped in the inside of the filter medium and adhering to its surface. The particulate matter is often hard to remove and has a negative effect on the filter performance. Blinding occurs parallel to the cake formation, and it occurs in every filtration cycle. With increasing blinding, the flow rate decreases as the filter medium resistance increases.
Fabric blinding may be temporary or permanent. Temporary means the cloth may be rejuvenated by washing, either externally or in-situ, and permanent means such treatment is largely ineffective. The blinding tendency can be expressed as the weight add-on to the filter fabric with respect to the initial weight of the fabric and the weight of solid fed during filtration [18].
The blinding tendency in terms of the initial weight of the fabric is calculated as follows


The blinding tendency in terms of the weight of solids fed is calculated as follows


Evaluation of cake discharge properties
The cake discharge properties refer to the ease with which the cake drops from the filter fabric at the end of the filtration cycle. A good cake discharge is important for the automatic operation of filter presses. However, after the chamber is opened, the filter cake (or part of it) often adhere to the filter medium. As these particles may disturb the next cycle, they have to be removed, which requires automatic cake discharge devices or costly man power. The cake discharge property of filter fabrics in terms of percentage is calculated as follows

Results and discussion
Physical properties of nonwovens
Physical properties of filter fabrics.

D: fibre denier; PD: punch density.
The nonwoven fabrics made from finer fibres have lower thickness compared to nonwoven fabrics made from coarser fibres because of better compressibility of fine fibres. It was observed that the thickness of the nonwoven fabric reduced as the punch density was increased. This may be due to increased interlocking of fibres at higher punch density. This, in turn, resists the fibres to bounce back to their original position when the needle is withdrawn.
Bursting strength of nonwovens
The developed nonwoven filter fabrics have good bursting strength compared to commercial woven filter fabric due to incorporation of nylon scrim into the centre of the nonwoven fabric. In general, it was observed that the nonwoven fabrics made from finer fibres have higher bursting strength compared to nonwoven fabrics made from coarser fibres. This may be due to increase in mass per unit area of fabrics made from finer fibres. Fabrics with a higher mass per unit area have a higher number of fibres in the cross section. Thus, the number of fibres that resists multidirectional load increases and the load shared by individual fibres before rupture decreases. In addition, since the number of fibres is higher for higher mass per unit area, the interaction and frictional forces between high numbers of fibres increase and this causes higher bursting strength [19, 20].
It was also observed that bursting strength decreases with increase in punch density. The increase in punch density increased the number of fibres migrating from the un-bonded region of the web towards the interior of the fabric. This may decrease the number of fibres in the un-bonded region. Hence, there may be less fibre-to-fibre frictional force in this region. In addition, the tension on the entangled fibres in the bonded region increases with the force applied during the needle punching process, if the punching density is increased. Additional punching in the needling process may also cause displacement of fibres constituting the fabric. All the points indicated here may cause a decrease in the bursting strength of nonwovens. However, the change noticed is higher in case of nonwovens made from 3D and 6D fibres. This may be due to the displacement and grouping of fibres.
Air permeability
Air permeability is an important factor for nonwoven fabrics for filtration application. It was observed that finer fibre fabrics had lower air permeability than coarser fibre fabric. This is because, with increase in fineness, there is an increase in total number of fibres present, which in turn increases the total surface area of fibres exposed to the flowing air. The air permeability value also decreases with the increase in punch density because of the increasing entanglements. These results are in line with Kothari et al.’s studies, who also confirmed that the air permeability varies inversely in relation to the punch density and the proportion of fine fibres in the nonwoven [6].
Filtration efficiency
The filtration efficiency indicates the extent to which the solid particles have been removed from the feed sludge. The filtration efficiency was evaluated in terms of reduction in TSS. The filtration efficiency is a function of the porosity of the fabric. Higher the filtration efficiency better will be the filtrate clarity. The filtration efficiency of the woven fabric and the developed nonwoven filter fabrics is shown in Figure 2. The commercial woven filter fabric had a TSS reduction of 90.19%. It was observed that the nonwoven filter fabrics made from finer fibres (3D and 6D fibres) had comparable filtration efficiency and filter fabrics made from coarser fibres had lower filtration efficiency than commercial woven filter fabric. The poor performance of nonwoven fabrics made of 15 denier fibres is possibly due to the larger pore size which cannot entrap the very fine particles.
Filtration efficiency of the filter fabrics.
The nonwoven fabrics namely, 3D-400PD, 3D-600PD, 6D-400PD and 6D-600PD had lower air permeability value and hence a higher resistance to air flow. Pressure drop is an indication of the resistance to air flow. The nonwoven fabrics 3D-400PD, 3D-600PD, 6D-400PD and 6D-600PD have a higher TSS reduction of 96.98, 97.38, 95.11 and 92.45%, respectively, because of higher resistance to air flow i.e. low porosity. The sludge is normally fed into the plates at a pressure of 6 kg/cm2 and during the filtration cycle, recessed filter plates are closed at a pressure of 200 kg/cm2. Hence, the pressure drop may not significantly influence the flow rate of sludge during filtration. If thick cake is formed, then the filter media will be cleaned and used. As the filtrate is further treated in the effluent treatment plant, this improvement in the TSS reduction % provided by the nonwoven filters will help to reduce the sludge load in the further steps.
Moisture content in the dewatered cake
The moisture content in the dewatered cake of the developed nonwoven filter fabrics and commercial woven fabric is shown in Figure 3. The woven filter fabric produced cakes with a moisture content of 37.25%. For identical feed sludge and filtration conditions, all the developed nonwoven fabrics except 6D-200PD and 15D-200PD produced cakes with lower moisture content. It was observed that the fabrics made from higher punch density, irrespective of fibre fineness had lower moisture content in dewatered cake. This can be attributed to better interlocking of fibres due to higher punch density causes reduction in water absorption. The nonwoven fabrics 3D-400PD, 3D-600PD and 6D-600PD produced cakes with approximately 3% lower moisture content compared to the cake produced by the commercial woven fabric.
Moisture content in the dewatered cake of filter fabrics.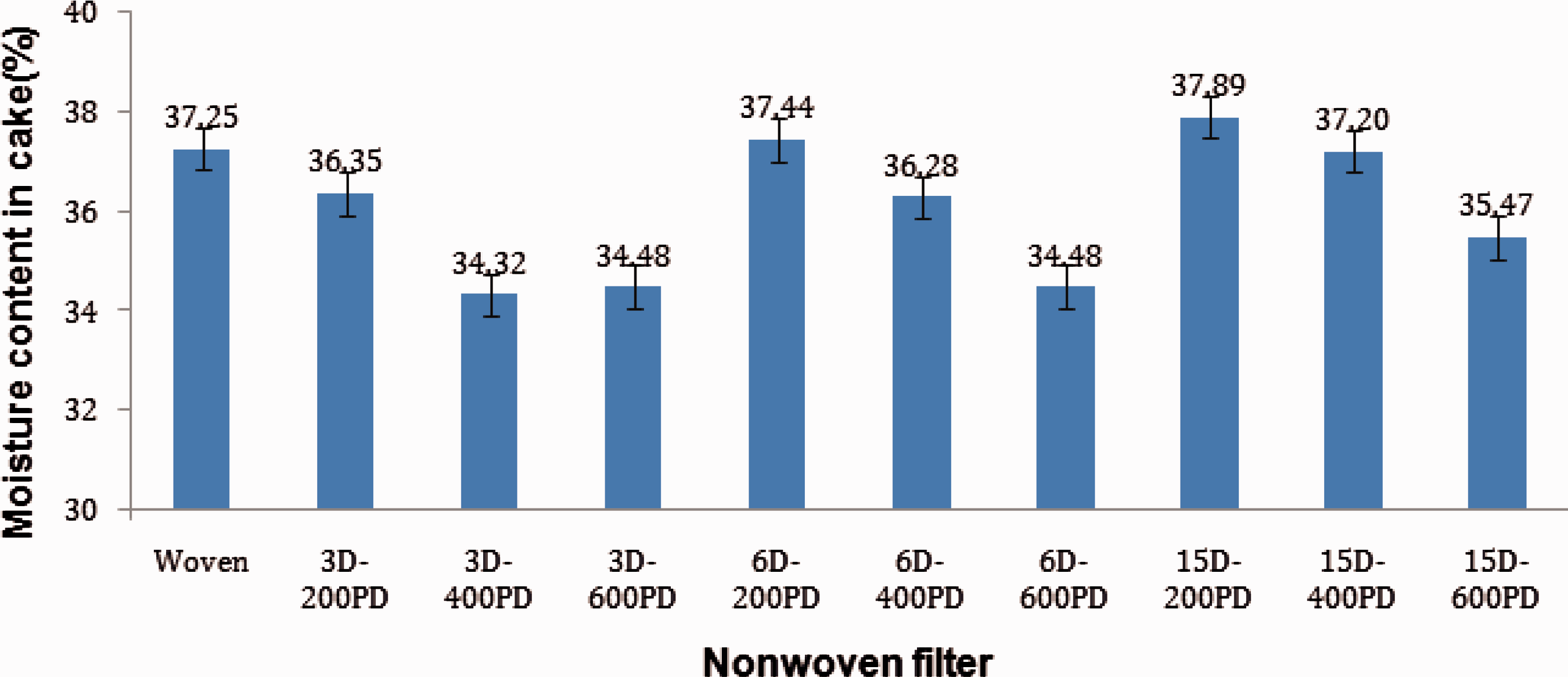
Dewatering efficiency
The primary purpose of a filter press in the textile effluent treatment process is sludge dewatering. Hence, it is necessary to analyse the dewatering efficiency. The lower moisture content in the dewatered cake indicates a better dewatering efficiency. The dewatering efficiency of the developed nonwoven fabrics and commercial woven fabric is shown in Figure 4. The commercial woven filter fabric has a dewatering efficiency of 56.18%. All the developed nonwoven fabrics have comparable dewatering efficiency with commercial filter media. This can be attributed to porous structure of nonwovens which exhibits a lower capillary pressure, hence better dewatering results. It was also observed that dewatering efficiency of fabrics increased with increase in punch density irrespective of fibre fineness because of the increasing entanglements between the fibres which lead to increase in large number of smaller pores. Due to this, particles may have a chance to get lodged in the pores and cake formation, leading to better dewatering [20]. It is understood that the nonwoven samples 3D-400PD, 3D-600PD and 6D-600PD which produced lower moisture content in the cake had the highest dewatering efficiencies of 59.62, 59.44 and 59.44%, respectively.
Dewatering efficiency of filter fabrics.
Blinding tendency
It is necessary to evaluate the blinding tendency of the fabrics as the blinding tendency influences the filtration resistance and the filtration rate. Figure 5 shows blinding tendency with respect to the initial weight of the fabric and Figure 6 shows the blinding tendency with respect to the total weight of solids fed during filtration.
Blinding tendency of nonwoven filter fabrics with respect to the initial weight of the fabric. Blinding tendency of nonwoven filter fabrics with respect to the total weight of solids fed.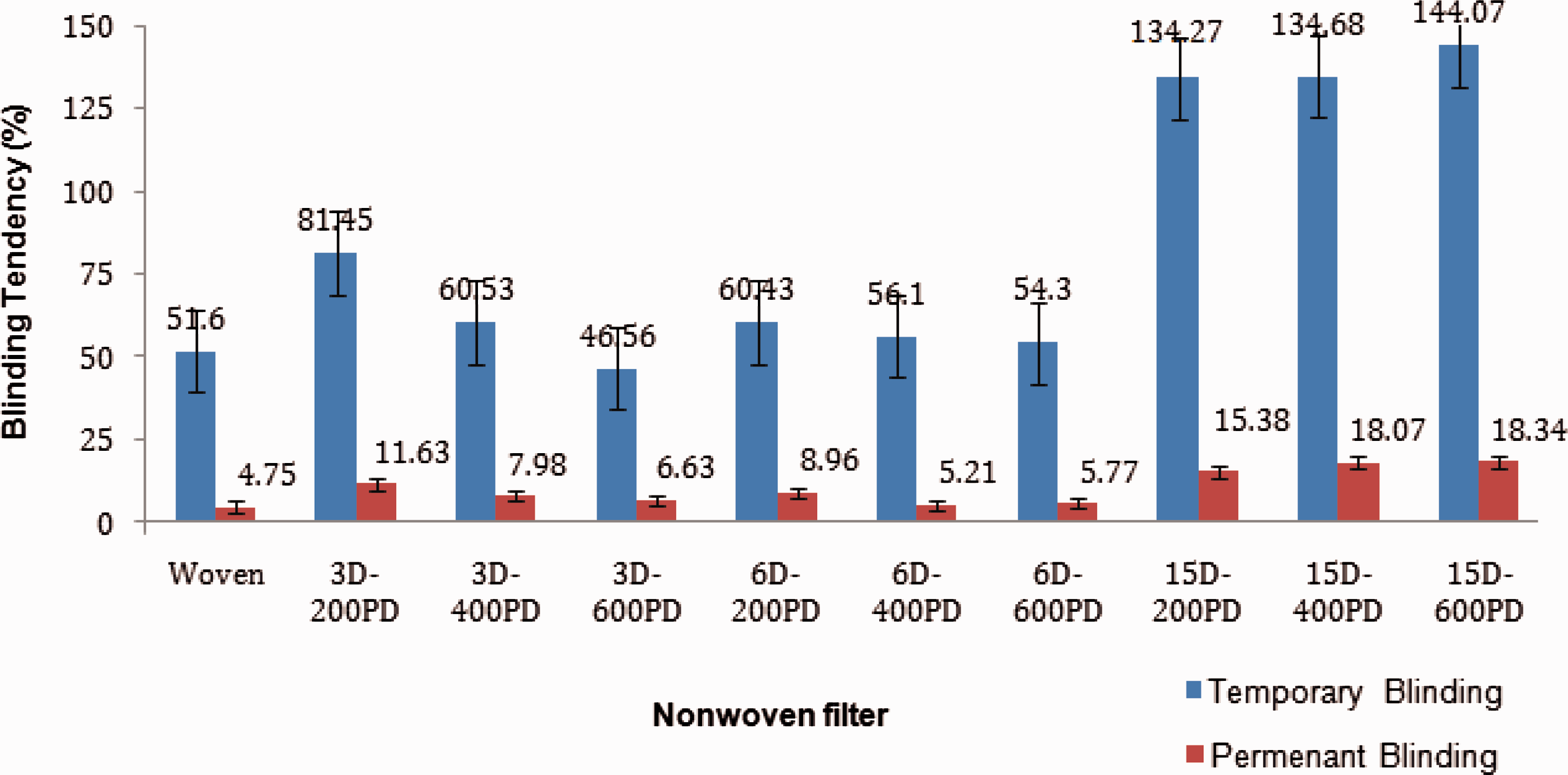
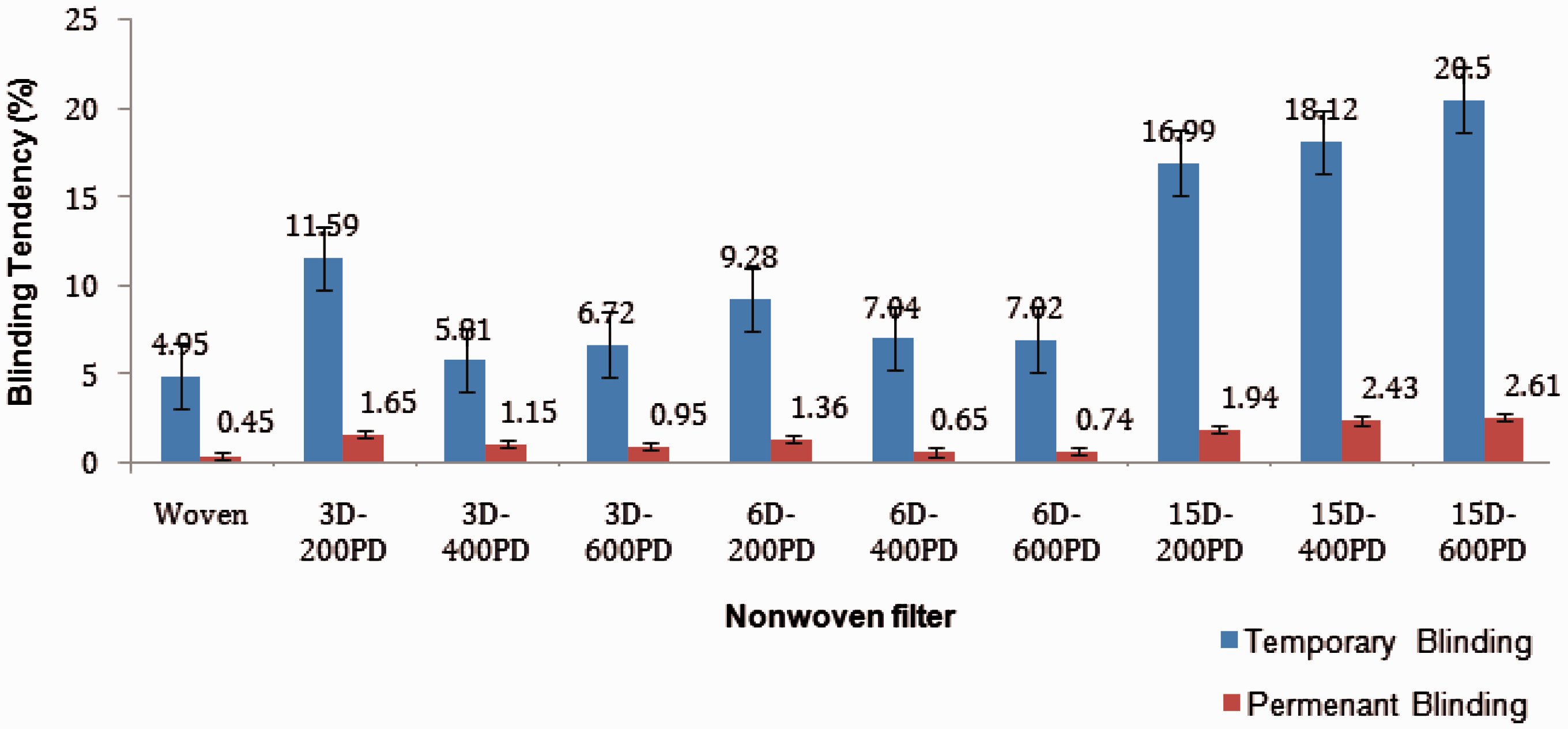
The woven filter fabric has the temporary blinding tendency of 51.6% with respect to weight and 4.95% with respect to total weight of solids fed. The permanent blinding tendency of commercial filter media was found to be 4.75% with respect to weight and 0.45 % with respect to total weight of solids fed. It was observed that all the developed nonwoven filter fabrics had higher blinding tendency compared to commercial filter media. The reason for the blinding is liquid content, commonly ranging from 20 to 30% of the pore volume in filter presses. In this range, liquid bridges anchor the particles to the filter medium, and also to each other, through capillary forces and forces on the boundary. Compared to liquid bridges in this range, adhesion forces such as van der Waals attraction are usually very small and may be neglected here. It was also observed that the fabrics made from coarser fibres (15D fibres) had higher blinding tendency compared to fabrics made from finer fibres (3D and 6D fibres) irrespective of punch density.
The temporary blinding is not a major concern as it can be washed away. Considering the permanent blinding, the nonwoven filter fabrics 3D-600PD, 6D-400PD and 6D-600PD had a blinding tendency of 6.63, 5.21 and 5.77%, respectively, with respect to initial weight of fabrics and 0.95, 0.65 and 0.74 %, respectively, with respect to total weight of solids fed which is comparable to that of the woven filter fabric.
Cake discharge properties
The ease with which the cake drops from the filter fabric at the end of the filtration cycle has been analysed as cake discharge %. It is important for the filter fabric to facilitate easy discharge of the formed cakes in order to save time and to prevent abrasion of the fabric surface due to scrapping [21]. It was found that commercial woven fabric had an average cake discharge of 76.4%. The nonwoven fabrics 3D-600PD and 6D-400PD had a cake discharge of 10.1 and 15.2%, respectively, which is very poor compared to commercial woven filter fabric. This is due to the irregular surface of nonwoven fabrics compared to woven fabrics. The higher number of protruding fibres in nonwoven fabric increases the frictional contact which enhances the adhesion of the cakes to the fabric.
Effect of calendering on filtration properties
Calendering, comparable to ironing, is the processing of filter media through contra-rotating rolls, thereby applying high pressure and temperature. While comparing the filtration performance of developed nonwovens with the commercial woven filter fabric, the results of two particular nonwoven fabrics namely 3D-600PD and 6D-400PD were on par and better and can serve as potential alternatives to the existing woven filter cloth for textile effluent sludge dewatering. Hence, these nonwoven filter fabrics were calendered in calendering machine at 140℃ with a pressure of 6 bar to investigate its effect on filtration and specifically on cake discharge.
Influence of calendering on filtration performance of nonwoven filter fabrics.
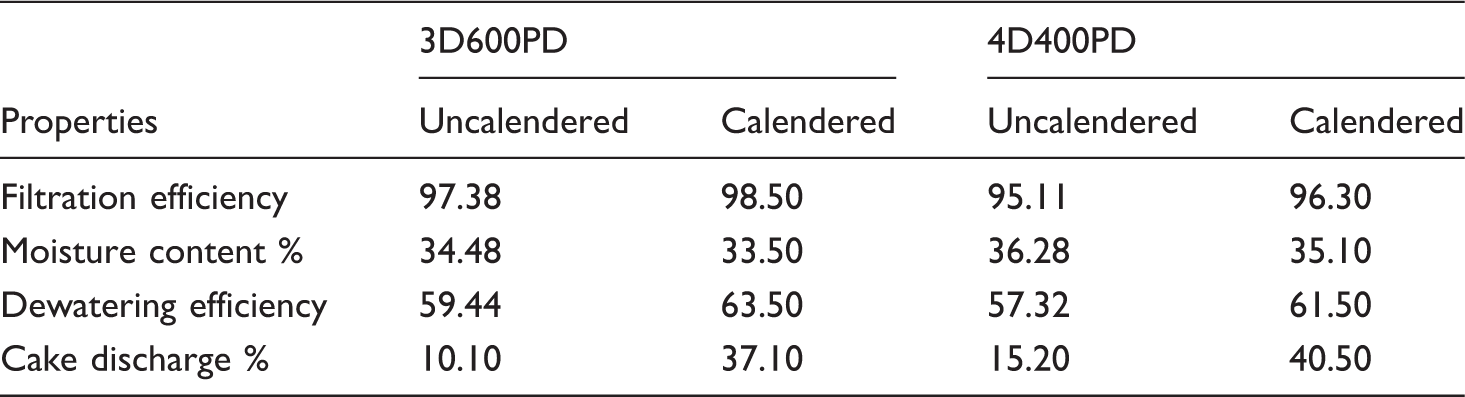
D: fibre denier; PD: punch density.
Conclusions
In this work, woven scrim-reinforced needle-punched nonwoven fabrics were developed for filter press application to dewater the textile effluent sludge. The effect of fibre denier and needle-punching density on the filtration performance has been investigated. The nonwovens developed using finer fibres and higher punch density had better filtration performance compared to that of nonwovens developed using coarser fibres and lower punch density. The developed nonwoven fabrics had slightly higher blinding tendency compared to the commercial woven filter fabric because of their porous structure and rough surface. Blinding occurs in almost any cake filtration process using filter fabrics. This should not be neglected in the design of filtration media. It is difficult to avoid blinding entirely, but it is possible to reduce this unwelcome side effect by using special membrane coatings. The developed nonwoven fabrics had poor cake discharge properties compared to woven fabric filter because of their irregular surface. Calendering was found to improve cake discharge properties of the nonwoven fabrics.
Footnotes
Acknowledgement
The authors thank PSGTECHS COE INDUTECH, Coimbatore for providing facilities to carry out this research.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship and/or publication of this article.