
Abstract
In the present study, the effect of stacking sequence on mechanical, physical, and biodegradability properties of treated coconut leaf sheath/jute/glass fabric reinforced phenol formaldehyde hybrid composites were studied. The hybrid composite laminates were fabricated by using hand lay-up technique. The specimen preparation and testing were conducted as per ASTM standards. Obtained results indicated that the incorporation of coconut leaf sheath with glass fiber of hybrid composites has greater effect on tensile and hardness properties. Coconut leaf sheath fibers treated with NaOH solution shows significant improvement for adhesion between fiber and matrix. Water absorption plots for different periods of immersion indicated that coconut leaf sheath with glass hybrid composites offer better resistance to water absorption than pure natural fiber reinforced composites. Thickness swelling of the hybrid composites increases due to increase in the percentage of water absorption of the composites. From SEM analysis of the tensile fractured surface of hybrid composites, it is found that the failure of composite is due to poor interfacial bonding between fiber and matrix. An overall comparison of all the laminates revealed that the hybrid laminates of coconut leaf sheath with extreme glass fibers plies as skin layer is the optimum combination with a good balance between the properties. So they may be suited in manufacturing of car doors, car interiors, dash boards, headliners, decking, parcel shelves, pallets, spare tyre covers, spare-wheel pan, seat backs, etc.
Introduction
The development of low-cost composites with preferable good strength is a major issue in the research area. Researchers have begun to focus attention on natural fiber composites (i.e. biocomposites), which are composed of natural or synthetic resins, reinforced with natural fibers. Natural fibers exhibit many advantageous properties; they are a low-density material yielding relatively lightweight composites with high specific properties. In addition, natural fibers also significant cost advantages and ease of processing along with being a highly renewable resource, in turn reducing the dependency on synthetic materials. Because of this, natural fiber can be used as reinforcement material in polymer composites [1,2].
Sabeel et al. [3] studied the effect of stacking sequence on mechanical properties of untreated woven jute and glass fabric reinforced polyester hybrid composites prepared by hand lay-up technique. The results indicated that stacking sequence significantly affects the flexural and interlaminar shear strength. Hybrid laminate of jute and glass delaminate due to interface when loaded in tension. Jawaid et al. [4] studied the effect of layering patterns on the mechanical performance of the oil palm empty fruit bunches (EFBs)/jute fiber reinforced epoxy hybrid composites fabricated by hand lay-up method. The flexural properties of EFB/jute/EFB and jute/EFB/jute hybrid composites were higher than that of pure EFB composite with respect to the weight fraction of fiber, where as the impact strength of pure EFB composite is much higher than those of hybrid composites. Hybridization of lower quantities of jute fiber and oil palm EFB fiber (1:4) gives rise to composites having sufficient strength and stiffness. Noorunnisa Khanam et al. [5] studied the tensile, flexural, and compressive property of coir/silk fiber-reinforced hybrid composite. Coir and silk were taken in the ratio of 1:1 and different fiber length like 1, 2, and 3 cm. For fiber length of 2 cm composites have higher tensile, flexural, compressive properties compared to that of 1 and 3 cm composites. Amico et. al. [6] evaluated the influence of the stacking sequence on the mechanical properties of glass/sisal hybrid composites. This study focused on mechanical properties of pure sisal, pure glass, and hybrid composite of sisal/glass, in which various stacking sequences of fiber layers mat were used. The performances of the sisal composites were inferior to the glass, which was expected due to the poorer properties of the sisal fibers, the stronger glass/polyester adhesion compared to sisal/polyester which improves the efficiency of the stress transfer mechanism. Sabeel et al. [7] determined the mechanical performance of isothalic polyester-based untreated woven jute and glass fabric hybrid composites. Tensile strength and tensile modulus and impact properties of jute–polyester composites were found to improve by the incorporation of glass fibers. Mithil et al. [8] investigated the mechanical properties of coir/glass fiber phenolic resin-based composites. The results showed that the tensile properties increase with increasing fiber content. Mechanical properties of composites with increased glass fiber content have high values. Venkata Subba Reddy et al. [9] studied the chemical resistance and tensile properties of glass and bamboo fibers reinforced polyester hybrid composites. It was observed that the tensile properties of the hybrid composites increased with glass fiber content. Varada Rajulu and Rama Devi [10] prepared the ridge gourd/phenolic and glass/ridge gourd/phenolic hybrid composites using resol resin PF-108 as the matrix and the bi-layered vegetable material ridge gourd as the reinforcement and glass material as a co-reinforcement. The results concluded that hybridization, usage of coupling agent, improved the flexural strength and modulus of the composite.
Jawaid et al. [11] evaluated the properties of tri-layer hybrid composites of oil palm EFBs and jute fibers. From the different layering pattern, the tensile properties were slightly higher for the composite having jute as skin and oil palm EFB as core material. The chemical resistance of epoxy-based tri-layer EFB/jute/EFB and jute/EFB/jute fiber reinforced hybrid composites clearly indicates that these composites are strongly resistant to all chemicals. Ashok Kumar et al. [12] developed the epoxy-based hybrid composites by combining the sisal and glass fibers into epoxy matrix. Hardness, impact strength, frictional coefficient, and chemical resistance of hybrid composites were studied. Variation of the aforementioned mechanical properties and chemical resistance was studied with different fiber lengths such as 1, 2, and 3 cm. A 9 vol% of the sisal and glass fibers was reinforced into the epoxy matrix. The aforementioned mechanical properties were optimally improved in 2 cm fiber length when compared with that in 1 and 3 cm fiber lengths. Silva et al. [13] worked on a curaua/glass hybrid composite: the effect of water aging on the mechanical properties. Water absorption test carried out saturation curve for both distilled and sea water of hybrid composite. The saturation time was approximately 280 days (9 months) for the conditions, distilled water and sea water. Results indicated that maximum absorption was 2.10% for distilled water and 1.95% for sea water. Mechanical properties of the hybrid laminate were influenced by water absorption, more affected properties were tensile strength of distilled water and flexural modulus for sea water. Yahaya et al. [14] evaluated the effect of layering sequence and chemical treatment on mechanical properties of woven kenaf–Kevlar composites. Results show that the tensile properties of hybrid composites improved in three-layer composites compared to four-layer composites. Tensile and flexural properties of treated hybrid composites are better than non-treated hybrid composites. Bharath et al. [15] evaluated the effect of various parameters on physical and chemical properties of sheep wool fiber reinforced with polymer-matrix composites at different operating conditions. Result shows that tensile and bending tests of composition (50–50) has high strength and composition (60–40) has maximum bending strength. The (50–50) composition shows more moisture absorption than (60–40) composition, whereas (60–40) composition has more chemical absorption than (50–50) composition. Biodegradable test shows that compositions (50–50) and (60–40) after few days gain almost the same amount of weight. Suhara Panthapulakkal and Mohini Sain [16] studied on the water absorption properties of short hemp glass fiber hybrid polypropylene composites. The results indicated that natural fiber in the composites showed an uptake of water, incorporation of glass fiber in natural fiber composites decreased the equilibrium moisture content significantly removal of hydrophilic natural fiber in the composite.
Jawaid et al. [17] investigated the effect of jute fiber hybridization and different layering pattern on the physical properties of oil palm EFB-epoxy composites. It can be concluded from the water absorption and thickness swelling tests that pure EFB composite had the highest % of water absorption and highest % of thickness swelling among the different types of composite. Pure jute composites showed the lowest percentage in both water absorption and thickness swelling. From physical property testing, it can be concluded that pure jute fiber composites have highest density as compared to the other composites. Moe Moe Thwe and Kin [18] studied the durability of bamboo-glass fiber reinforced polymer matrix hybrid composites. Resistance of bamboo fiber reinforced polypropylene (BFRP) composite as well as bamboo–glass fiber reinforced polypropylene hybrid (BGRP) composite coupling agent used as a maleic anhydride polypropylene (MAPP). Moisture absorption and tensile strength degradation are suppressed by using MAPP as a coupling agent, compatibilizer in matrix material as a result of improved interfacial bonding. John and Venkata Naidu [19] reported on the tensile properties of unsaturated polyester base sisal fiber glass fiber hybrid composite. It is seen in tensile properties of randomly oriented sisal-glass fiber hybrid composites with different fiber loading that tensile strength increases fiber loading. Sanjay and Yogesha [20] investigated the hybridization effect of jute/kenaf/E-glass woven fabric composites on water absorption behavior by arranging in different layering sequences. The water absorption tests were performed on immersing specimens into three different water conditions, namely normal, distilled, and salt water. This work indicates that the hybridization of E-glass with jute and kenaf decreases the maximum water absorption. Reis et al. [21] studied the flexural behavior of hand manufactured hybrid laminated composites with a hemp natural fiber/polypropylene core and two glass fibers/polypropylene surface layers on each side of the specimen. Raghu et al. [22] reported the chemical resistance study of silk/sisal fiber-reinforced unsaturated polyester-based hybrid composites. The fiber length was taken as 2 cm and the sisal fibers treated with 2% NaOH. The chemical resistance test of these hybrid composites is performed in order to locate whether these composites can be used for making water and chemical storage tanks. Andrzej et al. [23] studied the barley husk and coconut shell reinforced polypropylene composites, the outcome of fiber physical, chemical along with surface properties. The main objective of this work was to study the potential of grain by product such as barley husk, coconut shell as reinforcements for the thermoplastic as an alternative or together with wood fibers. Harish et al. [24] evaluated the mechanical properties of coir/glass fiber composites. Scanning electron micrographs obtained from fracture surfaces were used for a qualitative evaluation of the interfacial properties of coir/epoxy and compared with glass fibers with the coir fiber as the reinforcement and the rubber as matrix.
From the existing literature, it can be concluded that most research articles reported the mechanical properties of natural fiber reinforced hybrid composites, but less work has been done on the impact of stacking sequence on treated coconut leaf sheath (CLS)/jute/glass fabric reinforced phenol formaldehyde (PF) hybrid composites. Hence, the present work is mainly focused on the properties such as tensile strength, flexural strength, impact strength, hardness, water absorption, chemical absorption, and thickness swelling of hybrid composites.
Materials and method
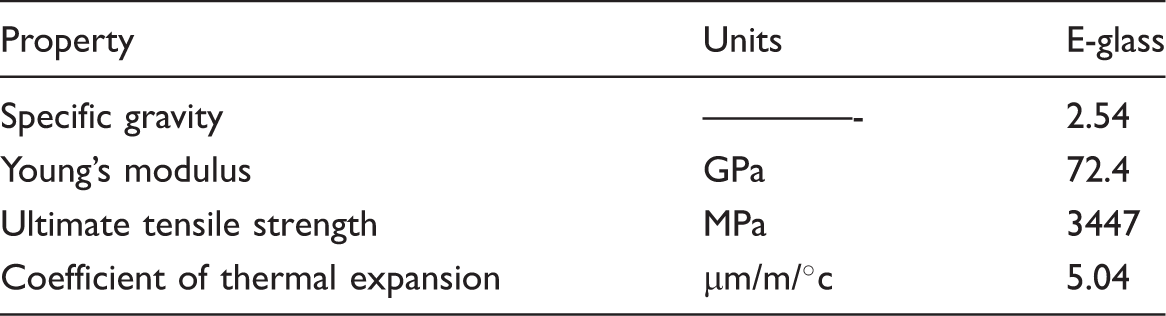
In the present work, CLS, jute, and glass fiber were used as reinforcement and PF used as matrix material. CLS is extracted from coconut tree; it acts as supporting structure to each coconut tree leaf. CLS is shown in Figure 1. The coconut tree is native to coastal areas of Southeast Asia (Malaysia, Indonesia, and Philippines), tropical Pacific islands and westward to coastal India, Srilanka, East Africa, and tropical islands in the Indian Ocean. Many fibers are available in different parts of the coconut tree [25,26]. The sheath is made up of an inner mat which is sandwiched between two layers of coarse leaf. The CLS were extracted from coconut trees by hand picking from agricultural farms. The CLS are cleaned normally with clean running water and dried in sunlight for 24 h to remove moisture contents. Then CLS were cut to the required size of 200 × 200 mm2. Further, the CLS have been treated in 5% NaOH solution for 24 h and manual load was applied. Later taken out and the fibers dried in sunlight. Table 1 shows the chemical composition and physical description of coconut fiber. Jute belongs to the family of genus Corchorus. It is individual of the cheapest natural fibers and is currently the bast fiber through the highest production volume. Bangladesh, India, and China provide the best provision for the growth of jute. Jute takes nearly 3 months to grow 12–15 feet. Jute plants are bundled and kept immersed in water for ‘Retting’ process, where the inner trunk and outer gets separated and the outer plant gets individualized, to form a fiber. Then the plant gets divided and washed to remove dust from the plant. The fiber after drying is taken to Jute mills, for getting improved to jute yarn and hessian [27,28]. Table 2 shows the property of jute fiber. The most common fiber used in polymeric fiber reinforced composites is the glass fiber and generally ranges in thickness from 0.1 to 0.8 mm. Table 3 shows the properties of E-glass fiber.
Coconut leaf sheath inner mat. Chemical composition and physical description of coconut fiber [26].


Composite preparation
The percentage composition of these materials in the hybrid composite.

PF: phenol formaldehyde.
Stacking sequence of the hybrid composite.
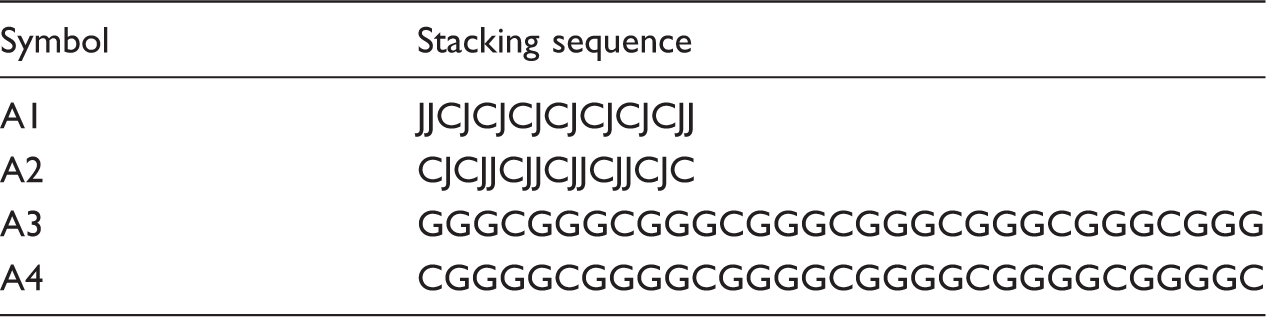
C: coconut leaf sheath fiber; J: jute fiber, G: glass fiber.
Experimental methods
Mechanical properties
The tensile test was performed on the 100 KN universal testing machine (UTM) Make FMI (Model: TFUC1000). The tensile test specimens were prepared according to the ASTM D3039 standard [29]. The dimensions, gauge length, and crosshead speeds are selected according to the ASTM D3039 standard. The test was carried out at a room temperature of 25℃ and loading rate of 2.5 mm/min. Rectangular strips of 200 × 30 × 10 mm3 were used; the gauge length was set at 100 mm. Four different kinds of specimens were prepared according to the fibers used. The flexural test was conducted on the same UTM using flexural test fixture and a load cell of 10 KN. The flexural specimens were prepared as per the ASTM D790-02 standard [30]. The three-point flexure test is the most frequently used flexural test for composite materials. Rectangular strips of 200 × 30 × 10 mm3 were used; the gauge length was set at 100 mm with a crosshead speed of 2 mm/min. The charpy impact test was performed according to ASTM D 6110-02 [31] by using digital impact testing machine shown in Figure 7. Dimension of specimens were 100 × 10 × 10 mm3; the gauge length was 28 mm. Rockwell hardness test was carried out according to ASTM D 785-98 standard [32], the specimen dimension was 50 × 50 × 10 mm3.
Water absorption test
The water absorption tests were carried out according to ASTM D570-96 of dimension 50 × 50 × 10 mm3 [33]. Four immersion conditions, distilled water, sea water, bore water, and normal water, were selected for water absorption test (Figure 2). Initially specimens were weighed and immersed in water at room temperature. At pre-determined time intervals, the specimens were emerged, weighed, and placed into the water again, this procedure was repeated up to saturation. The percentage of water content was determined using the following equation
(a) Specimen for water absorption and (b) specimen dipped in different types of water.

Chemical resistant test
The chemical absorption tests were carried out according to ASTM D543-87 of dimension 50 × 50 × 10 mm3 [34] as shown in Figure 3. The chemical absorption tests were performed on immersing specimens into four different conditions, namely sulphuric acid (H2SO4), hydrochloric acid (HCl), sodium carbonate (Na2CO3), and nitric acid (HNO3). In each case, the samples were pre-weighed in a precision electrical balance and dipped in respective chemical reagents. At pre-determined time intervals, the specimens were emerged, weighed, and placed into the water again, this procedure was repeated up to saturation. The percentage of thickness swelling was determined using the following equation
(a) Specimen for chemical absorption and (b) specimen dipped in different types of chemicals.

Biodegradability test
Biodegradation is the chemical suspension of materials by bacteria or further biological means. The specimen dimension of each composites was 50 × 50 × 10 mm3. In the biodegradability test, specimens were kept in a constant time period of 15 days, observing the changes in the weight of the specimen, as shown in Figure 4.
(a) Specimen for biodegradability and (b) specimens kept in compost for biodegradable test.
Results and discussion
Tensile testing
The load–deflection curves for various hybrid laminate stacking sequence are shown in Figure 5. All the curves indicate non-linear behavior. The non-linearity in the curve indicates the initial matrix cracking followed by progressive failure of the fibers. The tensile strength of the composite is influenced by the strength and modulus of the fibers [3]. The tensile modulus was determined by the slope of the initial portion of stress–strain curves as shown in Figure 6. Figures 5 and 6 reveal that as the load increases, the displacement also increases. Stacking sequence A3 (extreme glass fiber) has a maximum load-withstanding capacity compared to A1, A2, and A4. Table 6 shows that the stacking sequence A3 has maximum tensile strength. The increase in the tensile strength and modulus of hybrid composite is attributed to the reason that the glass fibers are stronger and stiffer than jute fiber. The tensile properties are slightly affected by layering sequence [35,36]. Treated CLS improves the mechanical properties, because the alkali treatment removes the hemicelluloses and lignin content in the surface layers [15]. The combination of treated CLS/ jute/glass fabric with PF matrix hybrid composites are competitive to synthetic composites [3,4,11].
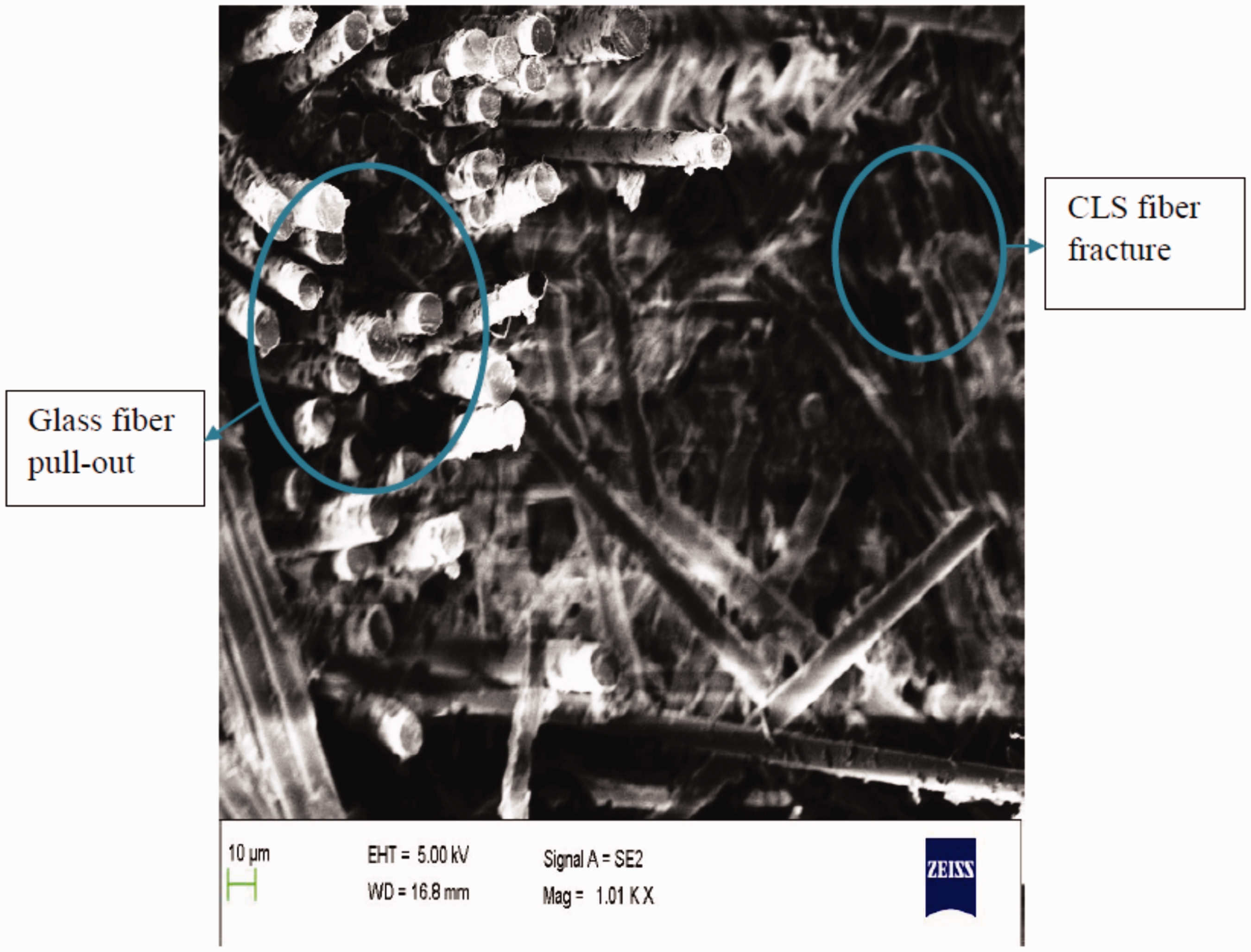
Load-deflection curves of the hybrid composites. Stress v/s strain curves of the hybrid composites. Tensile properties of the hybrid composites. SEM analysis of A1 hybrid composite.

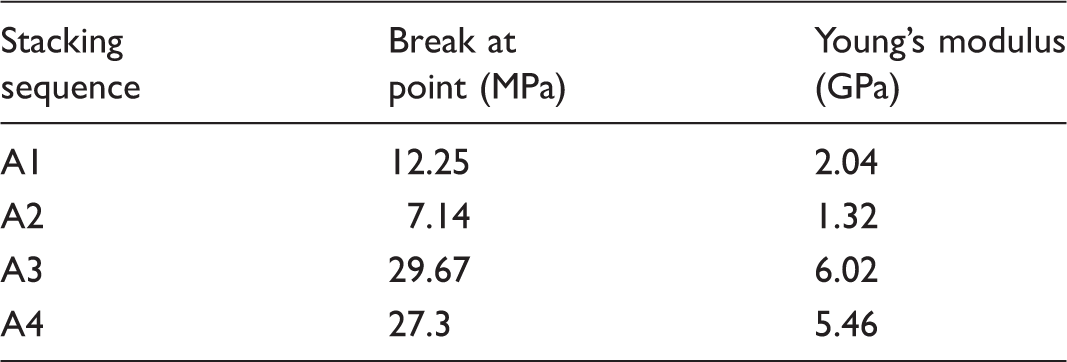

Figure 7 shows the SEM analysis of the tensile fractured surface of A1 hybrid composite. In this case, fiber fracture and pull-out are noticed together with fiber tearing. The clean surface over the pulled-out fibers shows poor interfacial bonding between fiber and matrix. Figure 8 shows the SEM analysis of the tensile fractured surface of A2 hybrid composite. The surface of the fiber is not smooth, indicating that the compatibility between the fiber and matrices is poor. Figure 9 shows the SEM analysis of the tensile fractured surface of A3 hybrid composite. The strength of the composite is governed by the initiation and propagation of micro crack through the matrix, which depends on the shape and orientation of the reinforcement [35,36]. Figure 10 shows the SEM analysis of the tensile fractured surface of A4 hybrid composite. Fiber fracture, fiber breakage, and fiber pull-out can also be observed.
SEM analysis of A2 hybrid composite. SEM analysis of A3 hybrid composite. SEM analysis of A4 hybrid composite.

Flexural testing
The load–displacement curve for various stacking sequences of hybrid composites is shown in Figure 11. All curves indicate non-linear behavior; the failure begins with the crack developed in the tension side. Hence, flexural strength is controlled by the strength of the extreme layers of the reinforcement [7]. A2 has good load-carrying capacity with a maximum load of 17.45 KN and A1, A3, A4 have 16.95, 16.15, 15.1 KN. Since stacking sequence A2 has extreme fiber of CLS and inner fiber of jute with PF resin used. The treated CLS has good load resistance capacity and good bonding between fiber and matrix. Stacking sequences A2, A3, A4 have a lesser load-withstanding capacity compared to stacking sequence A1. Table 7 shows the flexural properties of PF hybrid composites and it indicates that stacking sequence A1 has more flexural strength and modulus compared to A2, A3, and A4 stacking sequences of the hybrid composite. Since A1 is due to better compatibility with matrix and effective stress transfer ability and good interface between fabrics and matrix of the composites [7]. Flexural strength of hybrid composites A1, A2, A3, and A4 are 59.7, 58, 54, and 55 N/mm2. The flexural modulus is a measure of resistance to deformation of the composite in bending [3,4,7,15,35].
Load-displacement curves of hybrid composites. Flexural properties of the hybrid composites.

Impact test
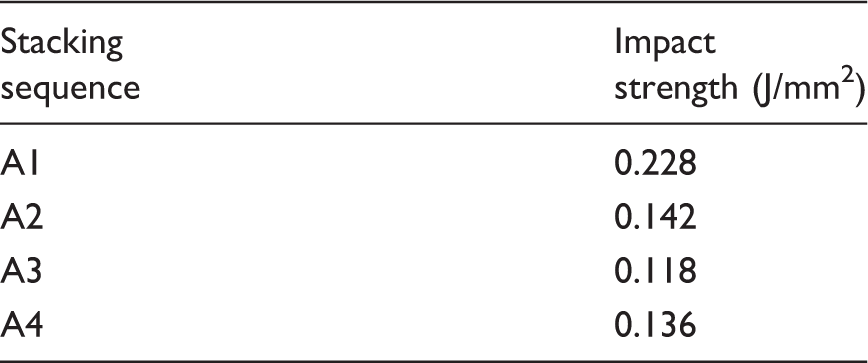
Impact strength of the hybrid composites.
Hardness test
Hardness value of the hybrid composites.

Water absorption test
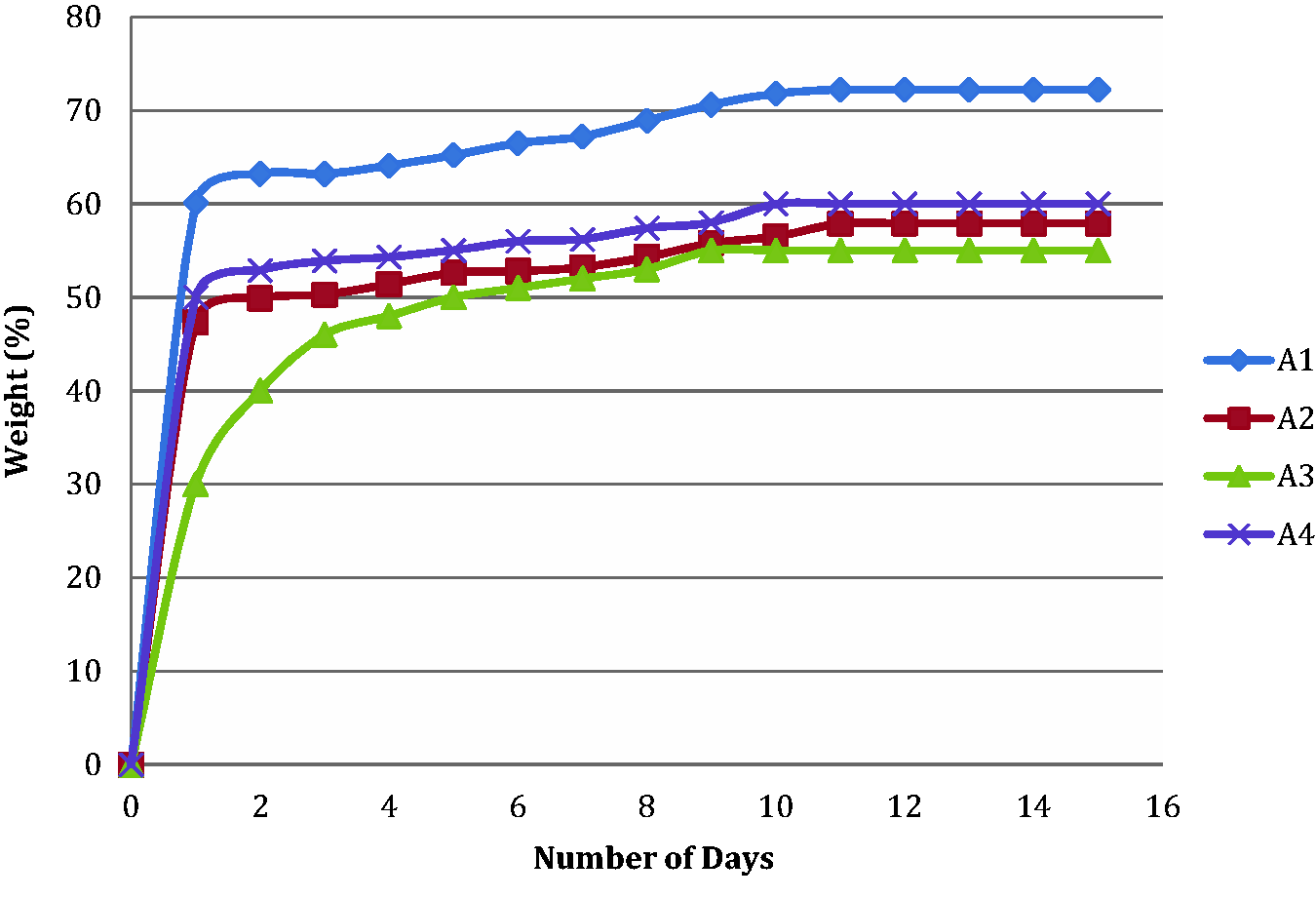
The water absorption behavior of CLS-jute and CLS-glass fabric reinforced PF-based composites with different stacking sequence was studied. Figures 12 to 15 show the weight % v/s no. of days curves for hybrid composite plate composition of 40–60 for normal water, distilled water, bore water, and sea water, respectively. The percentage of moisture increases with increase in no. of days; later the moisture absorption becomes almost constant after 15 days, which is an indication of saturation. Figures 12 and 13 shows stacking sequence A1 has maximum moisture absorption; since the jute fabric is untreated in the composites, poor wettability and adhesion of jute with PF is attributed to the hydrophilic nature. Stacking sequence A3 has less moisture absorption compared to A1, A2, and A4. Since water absorption decreases considerably with the glass layers of extreme surface of the composite of normal water and distilled water, stacking sequences A2 and A3 are almost same. Figures 14 and 15 show stacking sequence A2 has less moisture absorption because treated CLS layers of extreme surface of the composite have less amount of water uptake in sea and bore water, compared to A1, A3, and A4 of the composites. Results indicate that weight of the composites increases the percentage of water absorption of the composites [15,17,20,36].
Weight % v/s number of days of normal water. Weight % v/s number of days of distilled water. Weight % v/s number of days of bore water. Weight % v/s number of days of sea water.


Thickness swelling
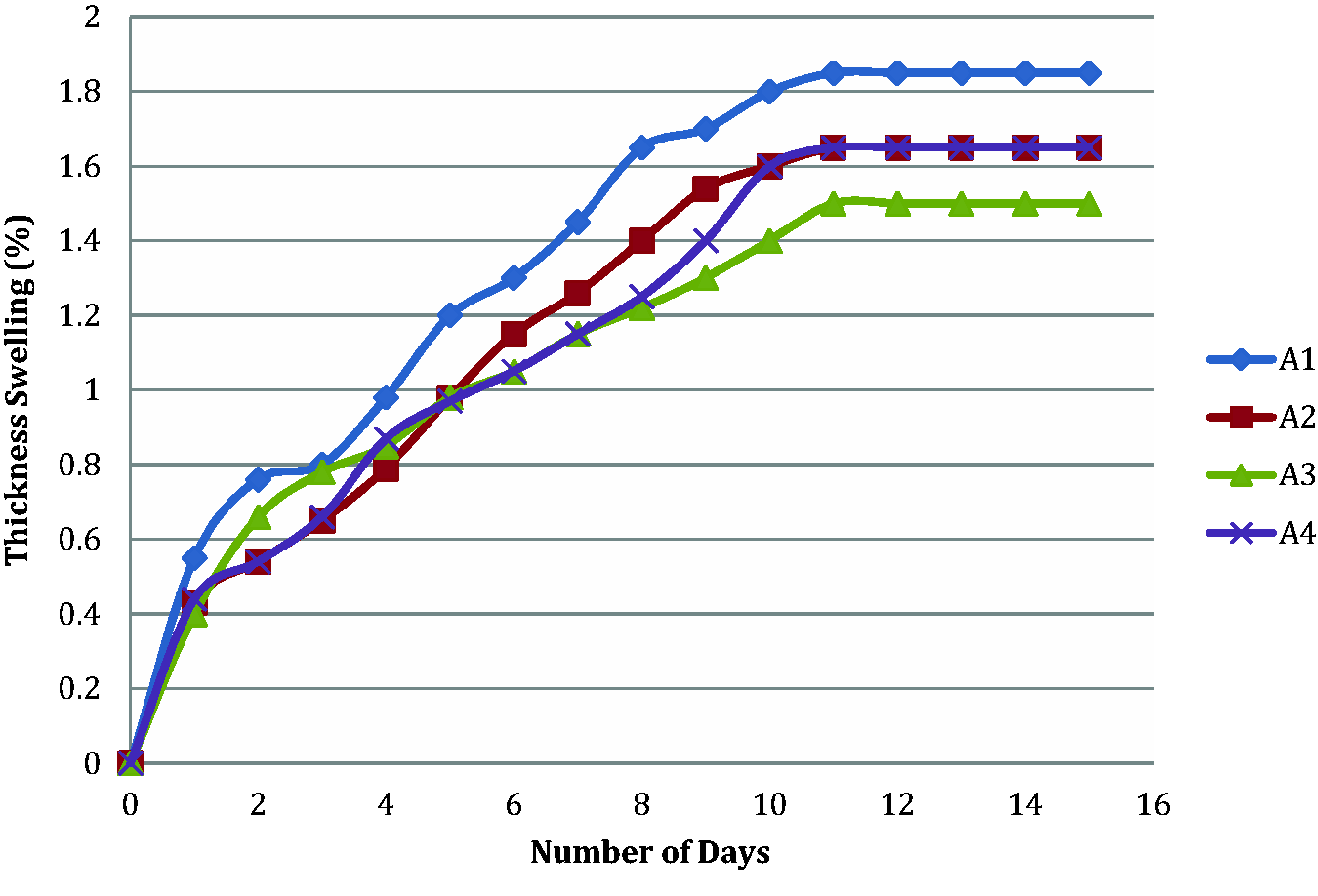
The water absorption behavior of CLS-jute and CLS-glass fabric reinforced PF-based composites with different stacking sequence was studied. Figures 16 to 19 show the thickness swelling % v/s no. of days curves for hybrid composite plate composition of 40–60 for normal water, distilled water, bore water, and sea water. The percentage of moisture increases with the increase in no. of days and later the moisture absorption becomes almost constant after 15 days, which is an indication of saturation. Figures 16 and 17 show stacking sequence A3 has less absorption, since the thickness swelling behavior of hybrid composites significantly decreases through incorporation of glass fiber. Composites with high quantities of glass fiber show the lowest percentage of thickness swelling, since glass fiber has a low tendency in water absorption. A2 has less moisture absorption because of good bonding of the composite, as shown in Figure 19. Stacking sequence A1 has maximum absorption of water because jute fiber has a high tendency of water absorption. Treated CLS have good water absorption properties of the composites. The results indicate that thickness swelling of the composites increases due to increase in the percentage of water absorption of the composites [15,17].
Thickness swelling % v/s number of days of normal water. Thickness swelling % v/s number of days of distilled water. Thickness swelling % v/s number of days of bore water. Thickness swelling% v/s number of days of sea water.



Chemical resistant
In order to study the chemical resistance of the CLS-jute and CLS-glass fabric reinforced PF-based composites (40–60) with different stacking sequence. The effect of some acids and solvents, that is H2So4, HCl, Na2CO3, and HNO3, were used in the moisture absorption of the composite. It was observed that the composite was less-resistant towards alkalis and acids due to the sensitivity of the fabrics. In each case, the samples were pre-weighted in a high-precision electronic balance and dipped in the respective chemical reagents for long duration of 15 days, and in every interval of 24 h the composites were taken out immediately, washed in distilled water, and dried by pressing on both sides with a filter paper at room temperature. Figures 20 to 23 show the weight % vs no of days of hybrid composites with different stacking sequence of H2So4, HCl, Na2CO3, and HNO3 chemicals. A2 has less moisture absorption shown in Figures 20 and 23. A3 has less moisture absorption as shown in Figures 24 and 26. Stacking sequence A1 has high moisture absorption because jute has higher moisture uptake properties compared to glass and CLS, which leads to poor wettability with resin and weak interfacial bonding between the fiber and relatively more hydrophobic matrices [11,15].
Weight % v/s number of days of H2So4. Weight % v/s number of days of HCl. Weight % v/s number of days of Na2CO3. Weight % v/s number of days of HNO3. Thickness swelling % v/s number of days of H2So4. Thickness swelling % v/s number of days of HCl. Thickness swelling % v/s no of days of Na2CO3.





Chemical thickness swelling
The lignocelluloses fibers have poor absorption resistance. Figures 24 to 27 show the thickness swelling v/s no. of days of hybrid composites using H2So4, HCl, Na2CO3, and HNO3, respectively. A2 has less moisture absorption of the composite, since treated CLS fiber has less absorption of moisture, as shown in Figure 27. PF hybrid composite was found to be more hydrophilic than hybridized composite due to poor compatibility between the glass fibers. Stacking sequence A1 is more biodegradable because jute fiber is a high tendency of absorption properties of treated CLS and glass fiber due to presence of hydroxyl and other polar groups in various constituents of the moisture [11,15].
Thickness swelling % v/s number of days of HNO3.
Biodegradability test
It has been observed that at the initial stages of the specimen there is an increase in weight for nearly 15 days and then start losing weight. Stacking sequence A2 is less biodegradable due to less amount of absorption because of good interfacial bonding with fiber and matrix treated CLS fiber is less amount of moisture absorption shown in Figure 28. A3 and A4 compared to A2 are more biodegradable because of poor interfacial bonding and wettability of the composite. Stacking sequence A1 has more biodegradable since jute fiber has a high tendency of absorption properties of treated CLS and glass fiber due to the presence of hydroxyl and other polar groups in various constituents of the moisture uptake is high. All this leads to poor wettability with resin and weak interfacial bonding between the fiber and relatively more hydrophobic matrices [15].
Weight % v/s number of days of biodegradability.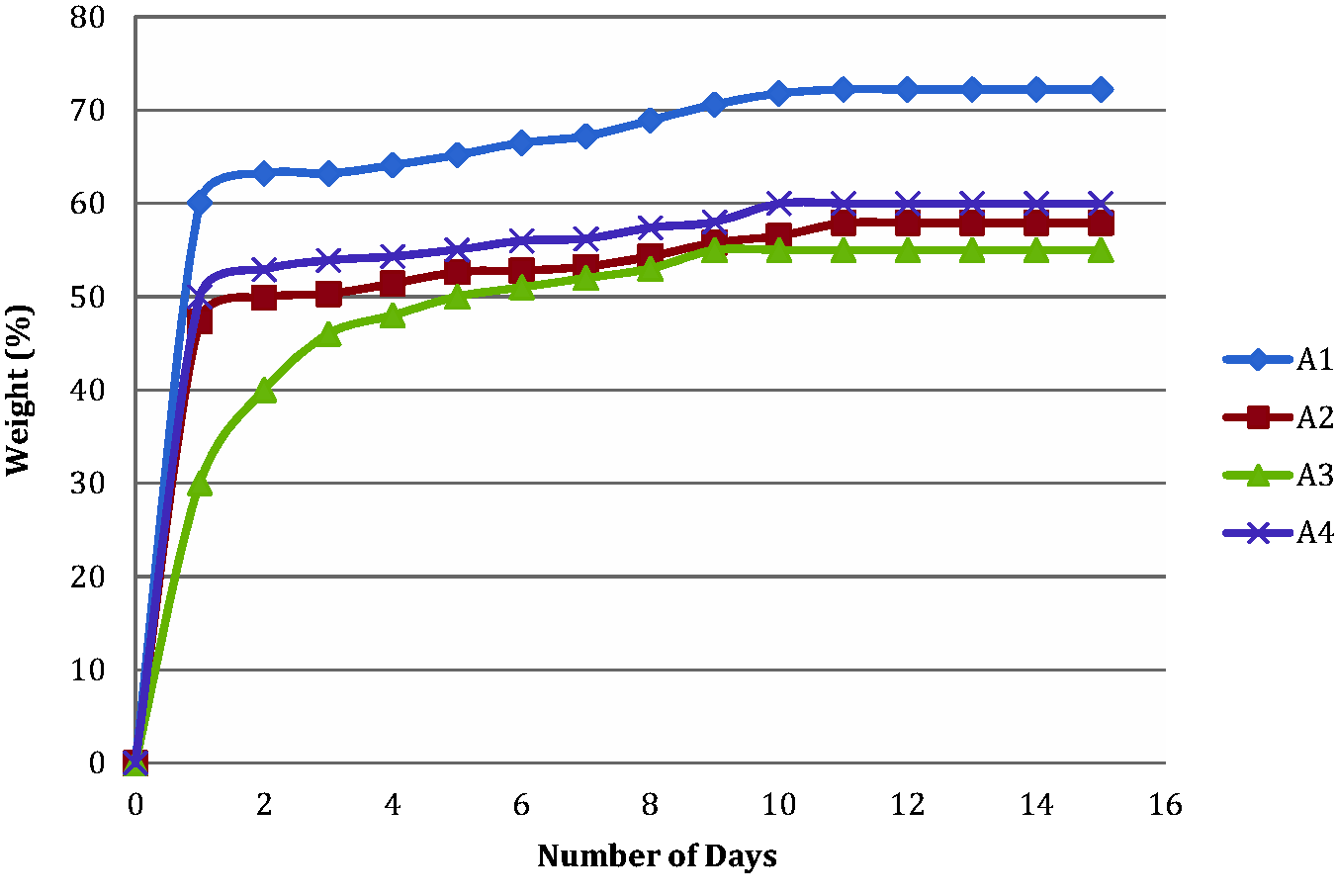
Conclusions
Following are the conclusions drawn from this study:
CLS fibers treated with NaOH solution show significant improvement for adhesion between fiber and matrix. The tensile strength of the specimen with stacking sequence A3 showed greater value compared to the other stacking sequences of A1, A2, and A4 of the laminate. Maximum Young’s modulus of the hybrid composite is 602 MPa (A3). The flexural strength of the specimen with stacking sequence A1 showed greater value compared to A2, A3, and A4 stacking sequences of the laminate. The composite specimen with A1 stacking sequence observed to be sustaining higher impact strength compared to A2, A3, and A4 stacking sequences of the laminate. The composite specimen with A3 stacking sequence observed to be sustaining higher hardness number compared to A1, A2, and A4 stacking sequences of the laminate. The weight of the composites increases due to increase in percentage of water absorption of the different stacking sequence of the laminate. Water and chemical absorption stacking sequence A3 is less absorption compare to A1, A2 and A4. The results indicated that thickness swelling of the composites increases due to increase in the percentage of water absorption of the composites. Thickness swelling values of the composites increase with an increase in absorption. Stacking sequence A1 is more biodegradable since jute fiber has a high tendency of absorption properties of treated CLS and glass fiber due to presence of hydroxyl and other polar groups in various constituents of the moisture. From SEM analysis found to be a failure of composites at the interface between the layers of the fabrics than fiber pull out. Overall comparison between the properties of all the laminates revealed that the hybrid laminates stacking sequence (A3) is the optimum combination with a good balance between the properties and cost. Such hybrid composite may also find application in moderate load-bearing structures like seat backings, bumpers, table tops, machine covers, luggage shelves, cabinets, helmets, water and chemical storage tank, etc.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.