
Abstract
The purpose of this study is to investigate the potential of using a pelletized pitch in a continuous process for the economical preparation of large-scale pitch-based carbon fibers. The pitch was pelletized before spinning because the pitch powder can agglomerate in the feed throat of a screw extruder, which can render uniform heating difficult. Using the pelletized pitch in a single-screw extruder spinning apparatus, the pitch fiber can be spun to a great length as long as the amount of pitch pellets is sufficient. To evaluate the benefits of using pitch pellets in the continuous carbon fiber spinning process, isotropic and mesophase pitch fibers were prepared by both the conventional batch process using pitch powder and continuous process using pitch pellets. Even with a huge difference in the thermal energy used, the carbon fibers prepared using the pelletized-pitch-based continuous process had better tensile properties than those prepared using the conventional process. This suggests that the continuous process using pitch pellets has the potential to be an economical large-scale process for carbon fiber preparation.
Keywords
Introduction
Carbon fibers have attracted the interest of many researchers due to their excellent mechanical, electrical, and thermal properties and low densities [1,2]. Recently, another area of interest has been the cost reduction of the fibers [3–6]. In this regard, pitches can be important carbon fiber precursors because they are low cost and have a high carbonization yield compared to that of polyacrylonitrile (PAN) precursors. In addition, the resulting carbon fibers have higher tensile modulus and electric conductivities along with relatively lower tensile strengths than PAN-based carbon fibers. The pitches are derived from coal tar or petroleum through thermal treatment and are classified as isotropic pitch (IP) or mesophase pitch (MP) based on their crystal structure. Anisotropic MP-based carbon fibers are used in higher value-added industries such as aerospace and expensive sporting goods [7–10] due to their higher tensile strength and electrical properties, whereas IP-based carbon fibers are used in other industries. The most popular method to prepare pitch-based carbon fibers is to spin the pitch fibers using a batch extruder composed of a cylindrical apparatus. The molten pitch is pushed out by the nitrogen extrusion pressure, resulting in the formation of fibers [11–14]. This is an easy way to obtain an as-spun pitch; however, there are three main issues with this method: the melting capacity of the cylinder is limited by its small size; the temperature of the molten pitch is not uniform during spinning; and the thermal treatment time during spinning is irregular. These issues limit the scale of pitch fiber spinning, and most studies regarding pitch-based carbon fibers have focused on pitch polymerization to convert the petrochemical residue to a melt-spinnable precursor for lab-scale spinning [15–20]. The melt spinning process on a large scale has rarely been investigated, even though it could reduce the cost of the pitch-based carbon fiber.
Therefore, this study aims to investigate the potential of a pelletized pitch-based continuous spinning process for economical large-scale pitch-based carbon fiber preparation. The pitch was pelletized before spinning because pitch powder aggregates at the feed throat of the screw extruder, which renders uniform heating difficult. Using the pelletized pitch in a single-screw extruder spinning apparatus, a pitch fiber can be spun to a great length as long as the amount of pitch pellets is sufficient. To evaluate the benefits of the pelletized-pitch-based continuous carbon fiber spinning process, the basic properties of the pellets and pitch powders were compared because the pitches have different basic properties depending on their thermal histories. Then, IP and MP fibers were prepared by both the typical batch process with pitch powder and the pelletized-pitch-based continuous process. The prepared pitch fibers were stabilized and carbonized to produce carbon fibers. The mechanical and electrical properties of the carbon fibers were then compared. In addition, their crystal structures were characterized to investigate the relationship between their properties and structure.
Experimental details
Pitch fiber preparation
The IP used was purchased from Anshan Sinocarb Carbon Fibers Co. Ltd. (China) and MP from E&E Chem. (Korea). Both IP and MP pellets were prepared prior to the melt spinning of the pitch fibers using a twin-screw extruder (BA-11, Bautek, Korea). High-speed low-temperature manufacturing conditions were used to minimize the degradation in material properties. Both the types of pitch pellets were fabricated at a speed of 500 r/min; the temperatures of the IP and MP pellets were 290℃ and 310℃, respectively.
Two different processes were used to prepare the pitch fibers; their schematic diagrams are shown in Figure 1. One was a conventional laboratory-scale batch process using a batch extruder. Thirty grams of IP or MP were added into the batch extruder, where they underwent a nitrogen gas circulation process. Then, the pitch fiber was extruded under a nitrogen pressure of 1.0 bar at 320℃ for IP and 340℃ for MP through a single-hole spinneret nozzle with a diameter of 0.5 mm and L/D 5.0. The other process involved continuous large-scale processing using a screw extruder (Brabender, Germany) and pitch pellets. The spinning temperatures of the barrel, gear pump, and nozzle were similar to those of batch extruder systems, i.e., 320℃ for IP270 and 340℃ for MP290. A multi-hole spinneret with a diameter of 0.5 mm and L/D 5.0 was used. A single screw was employed, and an r/min of 20 was determined for use by considering the torque, terminal pressures, thermal behaviors, and pitch output. The detailed temperature profiles of the two pitch spinning methods are shown in Table 1.
Schematic diagrams of the conventional batch process (left) and a continuous process with pitch pellets (right). The detailed temperature profiles of pitch spinning for two different processes. IP: isotropic pitch; MP: mesophase pitch.

Carbon fiber preparation
The IP- and MP-based carbon fibers were prepared through the oxidation and carbonization of the pitch fibers. The pitch fibers were oxidized for 1 h at 280℃ with a heating rate of 1℃/min in an air-circulated box furnace with dimensions 400(W) × 400(D) × 400(H, mm). The oxidized pitch fibers were carbonized under a N2 atmosphere at 1000℃ by using a heating rate of 5℃/min in a tube-type furnace.
Characterization
The softening points of IP and MP were measured using a softening point determination system (DP90, Mettler Toledo, Switzerland) following the American Society for Testing and Materials guidelines D3104 and 3461. The values obtained were the averages of five measurements.
The electrical properties of the carbon fibers were measured using a two-point probe (HiTESTER 3280-20, HIOKI E.E. Corp., Japan). A silver paste and an insulating glass plate were applied to measure the electrical resistances of the fibers. The electrical conductivity S (S/cm) measured by the two-point probe was calculated as

The mechanical properties of the carbon fibers were determined using an automated linear density and tensile tester for single fibers (Favimat, Textechno H. Stein GmbH & Co. KG, Germany) following JIS R 7601. The fibers are brittle and break at the jaws of the tensile testing machine. Therefore, an additional paper jig was introduced to effectively measure the strength and modulus of the carbon fibers.
A field emission scanning electron microscopy (FESEM; SU8230, Hitachi, Japan) was used to obtain the images of the cross-sections and determine the fiber diameters. An elemental analyzer (EA; E1110, CE Instruments, England) and energy-dispersive X-ray spectrometer (Hitachi, Japan) were used to determine the oxygen content and oxygen-containing functional groups in the pitch fibers, oxidized pitch fibers, and carbon fibers.
The crystallinity and interlayer spacing were analyzed using a high-resolution X-ray diffractometer (XRD; Rigaku, USA; Cu Kα radiation, 45 kV and 200 mA). The results were supported by Raman spectroscopy (Bruker, Germany, λ = 514 nm), two-dimensional small-angle X-ray scattering (Rigaku D/MAX-2500, USA, 50 kV and 100 mA), and Cs-corrected transmission electron microscopy (JEM-ARM200F, JEOL, USA). The interlayer spacing (d002) and crystallite stacking height (Lc (002)) were calculated using Bragg’s formula and the Scherrer equation, respectively [21].
The types and relative contents of the chemical bonds between carbon and oxygen were identified through X-ray photoelectron spectroscopy (Axis Nova, KRATOS, UK) utilizing monochromatic Al Kα radiation (1486.6 eV).
Results and discussion
Characterization of the powder and pelletized pitches
Softening point and elemental fraction of the powder and pelletized pitches.

IP: isotropic pitch; MP: mesophase pitch.

Thermal properties of powdered and pelletized pitches: TGA curves of (a) IPs and (b) MPs under N2 and air.
Electrical and mechanical properties of the carbon fibers
The electrical and mechanical properties of the pitch-based carbon fibers are shown in Figure 3. The electrical conductivity of the sIP carbon fiber was slightly lower than that of a bIP carbon fiber; similarly, the electrical conductivity of the sMP carbon fiber was lower than that of the bMP carbon fiber, as shown in Figure 4(a). This suggests that bIP and bMP fibers have more ordered crystalline structures than sIP and sMP carbon fibers. The tensile properties of the sIP and sMP fibers were better than those of the bIP and bMP fibers, as shown in Figure 4(b) and (c). The tensile strength of the sIP carbon fiber was 40.7% higher than that of the bIP carbon fiber, while the tensile modulus of the former was 12.1% higher than that of the bIP carbon fiber. In addition, the tensile strength of the sMP carbon fiber was 57.1% higher than that of the bMP carbon fiber, and the tensile modulus of the sMP carbon fiber was 92.6% higher than that of the bMP carbon fiber. These results show that the electrical properties of the carbon fibers prepared using the pelletized-pitch-based continuous process were lower than those of the fibers prepared using the conventional batch process. On the other hand, the mechanical properties of the carbon fibers prepared using the pelletizing and continuous process were higher than those of the fibers prepared using the conventional batch process. To reveal these behaviors, the crystalline structure of the prepared carbon fibers using different methods was investigated. The results are reported in the next section.
Electrical and mechanical properties of carbon fibers prepared by different screws and pitches: (a) electrical conductivity, (b) tensile strength, and (c) tensile modulus. IP: isotropic pitch; MP: mesophase pitch. Cross-sectional SEM images of the as-prepared carbon fibers for (a) sIP, (b) sMP, (c) bIP, and (d) bMP.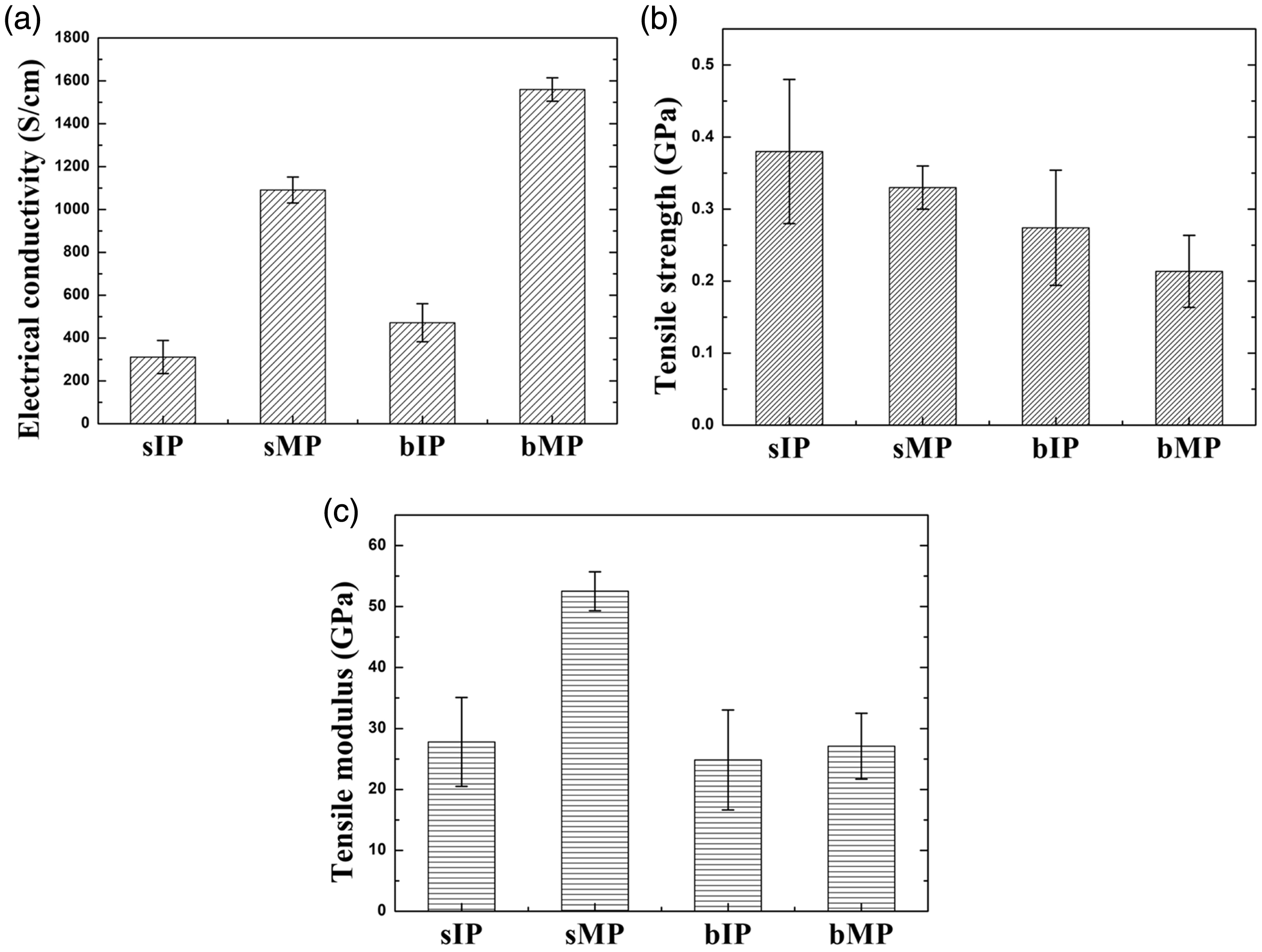

Crystalline structures of the as-prepared carbon fibers
An analysis of the SEM images of the prepared carbon fibers was carried out to confirm any significant changes in their microstructure and the images are shown in Figure 4. Cross-sectional images of the carbon fibers show that no significant changes in the microstructure were observed regardless of the spinning method. Both sIP and bIP carbon fibers exhibit the same cross-section; similarly, sMP and bMP carbon fibers exhibit the same cross-section.
Figure 5 shows the results of XRD analysis of the carbon fibers. As shown in Figure 5(c), the bIP carbon fiber revealed a slight decrease in d002 and a slight increase in Lc compared to the sIP fiber; the bMP carbon fiber revealed a slight decrease in d002 and a slight increase in Lc compared to the sMP fiber. This suggests that the carbon fibers prepared using the pelletized-pitch-based continuous process have a less crystalline structure than the fibers prepared using the conventional batch process. Despite such slight differences, the bIP and bMP carbon fibers exhibited a higher electrical conductivity.
(a) XRD and (b) 2D SAXS patterns of IP- and MP-based carbon fibers. Table (c) shows the XRD parameters corresponding to the two types of processes. IP: isotropic pitch; MP: mesophase pitch.
The tensile properties of the as-prepared carbon fibers showed interesting results. Even though the difference in crystalline structures was marginal, the sIP and sMP carbon fibers exhibited higher tensile properties than the bIP and bMP fibers. This can be explained in terms of the crystallite arrangements, as reported by Qin and co-workers [22]. They reported that a PAN-based carbon fiber with random and entangled crystallite arrangements has better tensile properties than the MP carbon fibers with ordered and aligned crystallite arrangements. Hence, in this research, the carbon fibers prepared from the pelletized-pitch-based continuous process might have a random and entangled crystallite arrangement, whereas the carbon fibers prepared from the batch process could reveal an ordered and aligned arrangement. The difference in the crystallite arrangements of the carbon fibers prepared using the different spinning methods can be attributed to the heat energy absorbed by the fiber during the pitch spinning process. The following equation is used to quantify the heat absorbed by the carbon fiber.

The total amount of heat absorbed by the sIP carbon fiber was 1600 K·min, whereas the amount of heat absorbed by the bIP carbon fiber was 25,275 K·min. Similarly, the total amount of heat absorbed by the sMP carbon fiber was 1700 K·min, whereas the total amount heat absorbed by the bMP carbon fiber was 32,170 K·min. This implies that the heat consumed during the continuous pitch spinning process with pitch pellets is approximately 5.3–6.3% of the heat consumed by the conventional pitch spinning process. Therefore, the crystallite arrangement in the resulting carbon fibers was less developed than that in the carbon fibers obtained from the conventional batch method. The mechanical properties of the carbon fibers synthesized using the continuous process were better than those of the fibers prepared by the conventional batch process.
Conclusions
To investigate the potential of the continuous carbon fiber preparation method with pitch pellets as an economical large-scale technique, IP- and MP-based carbon fibers were prepared using both the conventional batch process and a continuous process with the pitch pellets. The carbon fibers prepared using the continuous process had better tensile properties and lower electrical conductivities than the fibers prepared using the conventional process. This suggests that the continuous process using pitch pellets has the potential to be an economical process for the large-scale preparation of carbon fibers.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was supported by GRI’s Institutional Program of the Ministry of Strategy and Finance at Korea Institute of Industrial Technology.