
Abstract
Textile-based lightweight structures offer various possibilities for the design of tailored structures by the selective choice of materials and their processing into textile semi-finished products and fiber-reinforced plastics. Lightweight structures with a high mechanical load capacity are feasible by developing fiber-reinforced plastics with adaptive properties that are able to adapt their characteristics, e.g. geometry or stiffness, to external influences. Thus, the application potential of fiber-reinforced plastics can be further expanded. In this paper, we present novel adaptive fiber-reinforced plastics based on textile semi-finished products with integrated shape memory alloys and their mechanical characterization. The shape memory alloy is textile technically integrated and converted into friction spun hybrid yarn. Next, the produced hybrid yarn is integrated with plain, twill and satin woven reinforcement fabric in the weft direction during the shedding operation in weaving. Adaptive fiber-reinforced plastics are developed by infusing textile semi-finished products. Subsequently, the mechanical characterization of the adaptive fiber-reinforced plastics is carried out. Results show that, by integrating shape memory alloys into adaptive reinforced fabrics, the mechanical performance of fiber-reinforced plastics can be tailored.
Introduction
Lightweight constructions based on fiber-reinforced plastics (FRPs) possess numerous advantages over conventional isotropic metal-based materials concerning the design of material properties, lower density, higher fatigue and corrosion resistance [1,2]. The strength and rigidity of FRPs can be adjusted to meet local and global load requirements by specifically aligning and arranging the reinforcement yarn layers. Anisotropic material properties of FRPs allow the development of material- and energy-efficient components, which have been employed in automobile, aerospace and plant engineering industries for the past two decades [3]. Besides meeting specific material design requirements, FRPs offer the possibility of functionalizing lightweight constructions by integrating functional materials as part of their layer construction [4,5]. Thus, active functional constructions are realized, and the application spectrum as well as market potential of FRPs is consequently increased.
The functionalization of FRPs by sensors aims primarily to develop sensor networks, for example in the form of carbon rovings or metal wires, in order to enable structural health monitoring. Apart from integrating sensory functional materials, the functionalization of FRPs with actuator materials poses a promising approach for FRPs to meet the requirements of new fields of application, such as joint-free and actuator-acting FRPs components [5]. Piezo-ceramics, piezoelectric polymers, electro-/magnetostrictive materials, shape memory polymers and shape memory alloys (SMAs) are among several potential actuator materials for the functionalization of FRPs [6]. Thus, SMAs have drawn particular attention from material scientists due to their high actuation stress, actuation strain and energy density [7]. After plastic deformation has occurred in a low-temperature phase, SMAs are a unique class of shape memory materials with the ability to recover their original shape upon heating to a transition temperature. The transition temperature of SMAs ranges from −200℃ to 100℃, depending on the alloy composition [8].
The use of SMAs as actuators in FRPs, which aims at creating adaptable component parameters, has been a recent international research focus within the composite community [8–16]. Essential goals are the adjustment or control of the component shape, the variation of mechanical properties (such as rigidity) and active vibration dampening. SMA-functionalized FRPs are therefore termed adaptive FRPs (AFRPs). SMAs have been used as actuators in various fields for decades, for example in the biomedical, aerospace, robotics and automotive sectors [9–11]. SMAs are used most prominently for biomedical applications, where 60.98% of US patents involve SMAs, e.g. as tooth replacements or stents for the stabilization of blood vessels [12]. SMAs are further used as mechanical links, for example in hydraulic lines, or as micro switches in the form of thermal actuators [12]. In most cases, SMAs are embedded in the matrix of FRPs instead of integrated into the reinforcing fabric. Thus, the force transmission from SMAs to reinforced fabrics cannot be fully exploited. The advantage of integrating SMAs into reinforced fabrics in FRPs lies in the fact that they are commercially available in wire form with different diameters. In previous works [5,13–18] carried out by the authors, the modelling and simulation for the actuation behavior of SMAs in AFRPs as well as the development and electro-mechanical characterization of adaptive 3D FRPs were executed. In the case of these AFRPs, SMAs were integrated into reinforced fabrics using the tailored fiber placement method. All these research efforts focused on the actuating behavior of SMAs in AFRPs. However, the change in mechanical properties of AFRPs by integrating SMAs in reinforced fabrics has not yet been characterized.
Hence, the aim of this paper is to gain insight on the change in mechanical performance of AFRPs in comparison to FRPs without SMAs. To achieve this goal, SMAs were converted into hybrid yarn, which was subsequently integrated with the woven reinforced fabrics in the weft direction, and adaptive reinforced woven fabrics were infiltrated to develop AFRPs. The woven reinforced fabrics were varied for interlacing the warp and weft yarns in a plain, twill and satin weave pattern. After integrating SMAs into the reinforced fabric or AFRPs, the mechanical performances were anticipated due to the material difference between reinforced fibers and SMAs. Next, the mechanical characterization, i.e. tensile, bending and impact tests of both FRPs and AFRPs, were carried out. Furthermore, combustion tests of FRPs and AFRPs in order to determine the glass fiber and SMA content as well as a pull-out test of SMAs from AFRPs were performed.
Experimental
Materials
For this research project, commercially available glass fiber rovings were used for the production of reinforcement structures for AFRPs, as their share of the overall market volume is of 95% for the production of FRPs components [19]. The warp (Vetrotex, Germany) and weft (PD-Glasseiden Oschatz, Germany) yarn count of the woven fabric was 300 tex each. Among different SMAs available on the market, nickel–titanium-based SMAs were considered for lightweight applications due to their low density of 6.4–6.5 g/cm3 [20]. Alloy H ox. sa. (Memry GmbH, Germany) with a nickel–titanium percentage of 54.8% and 45.2%, respectively, was used in this study. The SMA wire surface was coated with an oxide film (ox.) and straight annealed (s.a.). The diameter, transition temperature, tensile strength and elongation at break of the selected SMAs were 0.305 mm, 95–110℃, 1152.7 MPa and 11.1%, respectively [21]. The SMAs were wrapped with a sheath material combination consisting of glass staple fibers (UniTex 2000, John Manville, Canada) and polypropylene staple fibers (Wagenfelder Spinnereien GmbH, Germany) of 2 ktex and 4 ktex fineness, respectively. This material combination was used to create a compact sheath for SMAs. The infiltration of reinforced structures to fabricate AFRPs was carried out by means of cold-hardened epoxide resin and the hardeners MGS® RIMR 135 and MGS® RIMH 137 (Hexion a. s., Sokolov, Czech Republic). The density as well as flexural, tensile and impact strength of the resin mixture were 1.18 g/cm3, 90 N/mm2, 60 N/mm2 and 70 KJ/m2, respectively [22].
Hybrid yarn made from SMA
To ensure proper mobility of SMAs in AFRPs and to reduce the damage to the AFRP matrix during the thermal induced activation of SMAs, modifications were executed by converting SMA hybrid yarns (SMA-HYs) in the form of a core-sheath structure with glass and polypropylene using the friction spinning machine – DREF 2000 (Fehrer AG, Austria). The process descriptions and parameters for the production of SMA-HYs can be found in the scientific literature [23]. The produced SMA-HYs were applied for the subsequent development of adaptive reinforcement woven fabrics.
Adaptive reinforcement woven fabrics
A Rapier weaving machine – DORNIER PTS 4/J (Lindauer Dornier GmbH, Germany) fitted with a Jacquard unit – Stäubli UNIVAL 100 (Stäubli, France) was used for the manufacturing of adaptive reinforcement woven fabrics. Three basic woven fabric structures, i.e. plain (1/1), twill (2/2) and satin (1/4) were manufactured. The width of each type of fabric produced on this machine was 120 cm. A plain drafting system was used for the manufacturing of adaptive textile reinforcement structures, and the number of heddle frames used for producing the plain, twill and satin woven fabrics was 2, 4 and 5, respectively. The warp and weft density (no. of yarns per cm) of each type of fabric was 7. SMA-HYs are integrated into the woven fabric in the weft direction. After intervals of picking seven glass weft yarns, one SMA-HY as weft was inserted. The respective weaving machine and an example of the produced reinforced fabric are shown in Figure 1.
Rapier weaving machine with jacquard unit (left) and produced fabric (right).
Infusion of adaptive reinforcement woven fabrics
The vacuum-assisted resin infusion (VARI) process was utilized to infuse the adaptive reinforcement woven fabrics. The mixing ratio of resin and hardener for this purpose was 3:1. The infused component was cured for 12 h at room temperature. In order to reduce the residual stress of FRPs and AFRPs, they were tempered in a hot gas chamber at 50℃ for 3 h. Subsequently, FRPs and AFRPs were tailored by means of a laboratory wet saw according to test dimensions as stated in the Mechanical characterization section. The coding for the identification of each sample after tailoring, which was used for the mechanical characterization, is described in Figure 2.
Code for the identification of samples used for mechanical characterization.
Combustion test
In order to determine the glass fiber and SMA content in FRPs and AFRPs in the warp direction, a combustion test was performed. A high-temperature tube furnace Controller B 170 (Nabertherm, Germany) was used for this test. The samples with a size of 40 × 15 mm2 were treated at 625℃ for 1 h in the furnace, and then cooled in a vacuum sealed chamber. Next, the glass residue and SMAs were weighted separately on an analytical balance in order to calculate the percentage of glass fibers in FRPs and AFRPs as well as SMAs in AFRPs.
Mechanical characterization
For the comparison of AFRPs and FRPs in terms of strength, stiffness and brittleness, the mechanical characterization, i.e. tensile, bending and impact tests in the warp and weft direction of all types of weaves (e.g. plain, twill and satin), was executed. Additionally, the pull-out test of SMAs from AFRPs with three types of reinforced fabrics was carried out in order to reveal the effect of interlacement on the fixation characteristics of SMAs. All tests were performed at a temperature of 23℃ and 50% relative humidity (RH) in accordance with DIN EN ISO 291. Seven specimens for each type of sample were tested and the average was calculated.
Tensile and bending tests
The tensile and bending tests were implemented by means of the testing device Zwick Z 100 (Zwick GmbH & Co. KG, Germany). This device included a test setup designed for tensile and bending testing and is shown in Figure 3. A 3-point bending test was executed to define the flexural rigidity of the specimens. The size of the tensile and bending test specimens of FRPs and AFRPs was 250 × 15 mm2 and 100 × 15 mm2, respectively, according to DIN EN ISO 13934-1 and DIN EN ISO 14125. The stress-elongation and flexural-displacement curves of all specimens were evaluated and recorded with the testXpart® software and an attached computer.
Test setup for tensile (left) and flexural tests (right). Specimens arranged on testing machine are marked by red circles.
Charpy impact test
This impact test was carried out on the charpy pendulum impact tester CEAST 9050 (Instron GmbH, Germany). The test was conducted in accordance to DIN EN ISO 179-1 with a sample dimension of 40 × 15 mm2. A 15 J pendulum with a fall speed of 3.8 m/s was used to break the specimens. The impact energy was evaluated by means of instron software. Resulting from the impact energy, the impact strength was calculated by dividing the impact energy by the cross-sectional area of the specimens.
Pull-out test
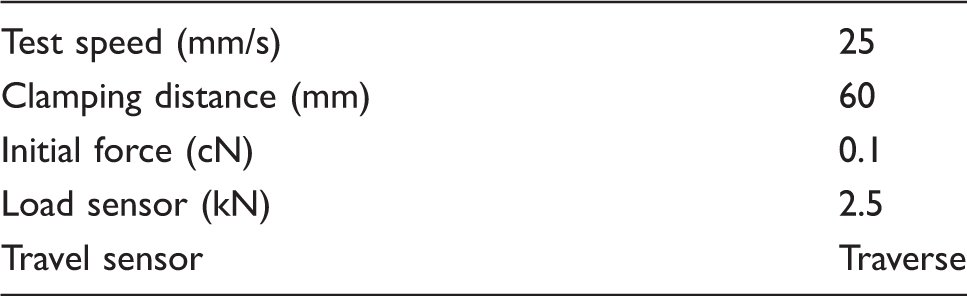
Besides the formation of core-sheath hybrid yarn, the free mobility of SMAs in FRPs can be affected by means of interlacements with warp yarns. To investigate the effect of interlacement on the free mobility of SMAs with warp yarns in different types of basic woven fabric structures, the pull-out test of AFRPs was executed. No testing standards are currently available for this test, which was performed using a tensile testing machine Z2.5 (Zwick GmbH & Co. KG, Germany) for. A specially constructed holding device featured with a hole of 0.5 mm diameter (see Figure 4) served for fixing the extracted end of SMA-HYs. This holding device ensured that the force of the lower clamping jaw had no effect during testing. The holding device was clamped by the lower clamping jaw of the tensile testing machine, and the extracted end was clamped by the upper jaw. The test setup is shown in Figure 4. The sample size was 50 × 10 mm2 with an extracted end of 20 mm, where SMA-HYs remained in a central position in the cross-section of the specimen. The parameters applied in this test are listed in Table 1.
Test setup (left) and schematic diagram (right) of the pull-out test. Parameters applied in the pull-out test.
Results and discussion
The results of the combustion test and the effect of SMAs on the mechanical properties of AFRPs compared to FRPs will be discussed in this section. FRPs produced by plain, twill and satin woven fabric in the warp and weft directions serve as reference values to be compared to the measured values of AFRPs produced by the same fabric pattern. In the case of the pull-out test, the pull-out force of SMAs from AFRPs for three types of reinforced fabrics is compared to each other.
Combustion test
Results of combustion test for FRPs and AFRPs in the warp direction (SD = standard deviation).
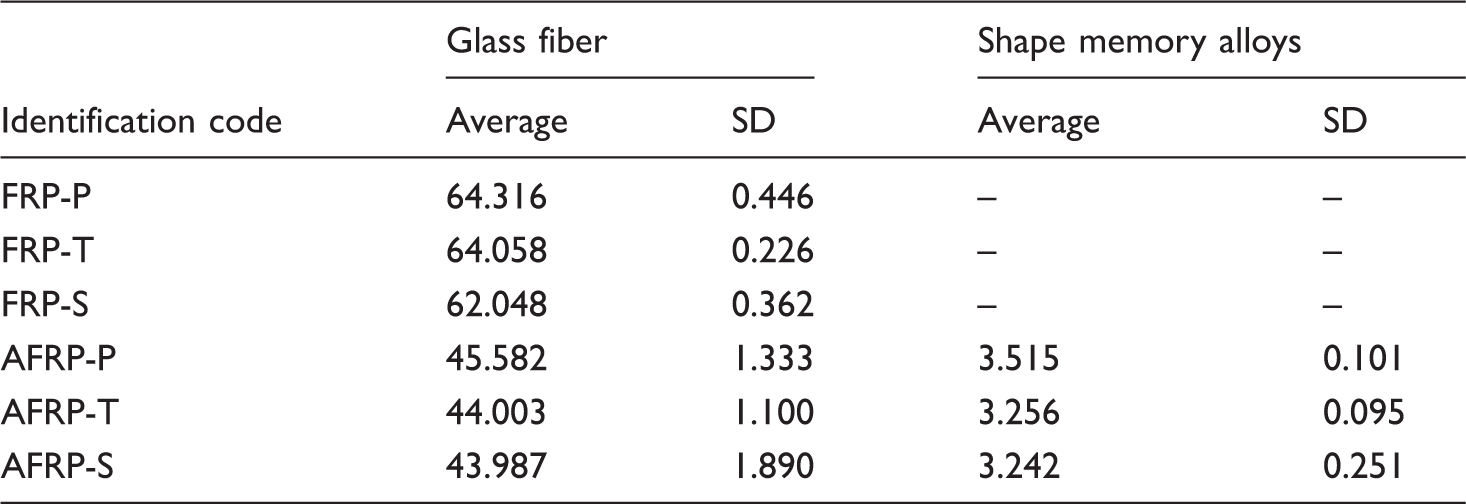
FRP: fiber-reinforced plastic; AFRP: adaptive fiber-reinforced plastic.
Tensile testing
The tensile strength as well as the Young's modulus and the stress–strain curve of FRPs and AFRPs in different woven reinforced fabrics, i.e. plain, twill and satin, are shown in Figure 5. The indication of damages and the adhesion between matrix, reinforcement fibers and SMAs can be observed based on the results of the tensile test of FRPs and AFRPs, which was carried out in both warp and weft direction. As revealed in Figure 5, the tensile strength as well as the Young's modulus of FRPs consisting of plain, twill and satin woven fabric with identical warp and weft yarn densities in the warp direction increase slightly from plain to satin woven fabric from 287 to 302 MPa and 16.3 to 19.6 GPa, respectively. This phenomenon can be attributed to the interlacement between warp and weft yarns in different types of fabrics. Due to the interlacement between warp and weft yarns, the undulation of satin woven fabric (1/4) is less compared to twill (2/2) and plain woven fabric (1/1). Since glass fibers are brittle, the resulting higher undulation during the weaving process increases the breakage of fibers. Consequently, FRPs made from plain woven fabric exhibit less tensile strength and a lower Young's modulus compared to twill and satin woven fabric. The circumstance that the mechanical properties of FRPs made from satin woven fabric are better than those of FRPs made from plain woven fabric, has also been mentioned in [24].
Tensile strength as well as Young's modulus (a, b) and stress–strain curve (c, d) of FRPs and AFRPs in both warp and weft direction. FRPs: fiber-reinforced plastics; AFRPs: adaptive fiber-reinforced plastics.
In the warp direction, the tensile strength of AFRPs with SMAs placed at regular intervals of 10 mm reaches less than 50% of the tensile strength of FRPs. This results from the difference in Young's modulus between glass fibers (77 GPa) and SMAs (56 GPa), the reduction in glass fiber content as well as the presence of foreign materials in AFRPs. In this particular case, SMA-HYs are considered a foreign material in glass FRPs, which accounts for 3.5% in the case of AFRPs. This high amount of foreign material impedes adhesion between matrix and reinforcement materials, thus causing delamination. The load transmission from matrix to fibers is affected by delamination, resulting in a reduction in tensile strength. Furthermore, material strength is decreased by the reduction in glass fiber content in AFRPs (c.f. Table 2). In this case, the tendency of increasing tensile strength is similar for plain and satin AFRPs.
The tensile strength and Young's modulus of FRPs and AFRPs in the weft direction can also be observed in Figure 5. The tendency of increasing tensile strength in the weft direction is similar to FRPs in the warp direction. Moreover, the tensile strength of AFRPs increases from plain to satin fabric in the weft direction. For each type of fabric, the Young's modulus is higher in the warp than in the weft direction. The tensile strength and Young's modulus of AFRPs are higher in the warp than in the weft direction. As SMA-HYs were inserted into the woven fabric in the weft direction, they serve as a reinforcing component during tensile tests in the weft direction of AFRPs. Hence, the tensile strength as well as Young's modulus of AFRPs in the warp direction is higher than the tensile strength of the same specimen in the weft direction. This phenomenon is caused by the lower Young's modulus of SMAs in comparison to glass fiber. The tensile properties of FRPs made from twill woven fabrics are in all cases between those of FRPs made of plain and satin woven fabrics.
During the performance of tensile tests, almost all the samples broke near the lower clamping jaw in the tensile testing machine. Figure 6 shows samples of FRP-P-We and AFRP-P-We. The photograph reveals that FRPs broke completely during tensile testing, which is not true for AFRPs. This is due to the higher elongation at break of SMA (11.1%) compared to that of glass fibers (3.3–4.8%) [21,24].
Samples of FRP and AFRP ruptured in the weft direction after tensile testing. FRP: fiber-reinforced plastic; AFRP: adaptive fiber-reinforced plastic.
Bending testing
The bar diagrams in Figure 7 illustrate the flexural strength and the flexural module of FRPs and AFRPs in the warp and weft direction, respectively. These values result from the flexural strength-stress diagram. The bending test results show a tendency of increasing flexural strength and flexural module for both FRPs and AFRPs from plain to satin reinforcing fabrics. This can be attributed to the long floating of warp and weft yarns in satin-reinforced fabrics compared to plain woven fabrics. Similar to the tensile testing results, the flexural strength of AFRPs is reduced compared to FRPs for all three types of reinforcing fabrics in both warp and weft direction. The presence of SMA as foreign material is responsible for delamination between fiber and matrix, and the reduced glass fiber content in AFRPs leads to a decrease in material strength.
Flexural strength as well as flexural modulus of FRPs and AFRPs in both warp and weft direction. FRPs: fiber-reinforced plastics; AFRPs: adaptive fiber-reinforced plastics.
Furthermore, the maximum elongation of FRPs and AFRPs during bending testing was investigated, and the test result is depicted in Figure 8. The maximum elongation of AFRPs is higher than that of FRPs, as the elongation at break of SMAs (11.1%) is higher compared to that of glass fibers (3.3–4.8%). The maximum elongation of FRPs and AFRPs is lower in the weft than in the warp direction. This is due to the fact that FRPs and AFRPs are stiffer in the weft than in the warp direction, which can be seen in Figure 7. Since stiffness increases from plain- to satin-reinforced fabrics, the maximum elongation by bending of FRPs and AFRPs reduces from plain to satin woven reinforced fabric, which can be concluded based on Figure 8.
Maximum elongation of FRPs and AFRPs in both warp and weft direction. FRPs: fiber-reinforced plastics; AFRPs: adaptive fiber-reinforced plastics. Impact strength and breaking energy of FRPs and AFRPs in the warp (left) and weft (right) direction. FRPs: fiber-reinforced plastics; AFRPs: adaptive fiber-reinforced plastics.
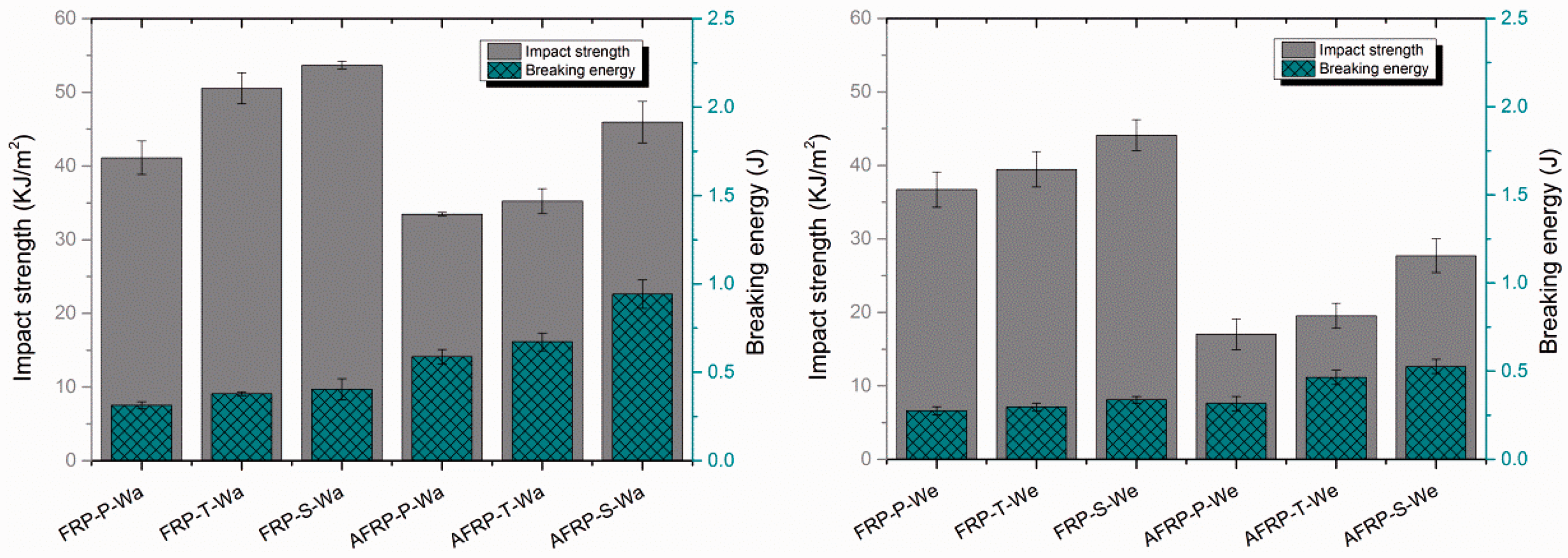
Impact test
The results of the impact tests are presented in Figure 9. With increased floating of warp yarns from plain to satin woven fabric, FRPs exhibit increased impact strength and energy absorption. As mentioned in terms of tensile strength, yarn damage occurs less in the case of satin woven fabric. For this reason, impact strength and energy absorption of satin woven fabric are higher compared to other fabric types. Similarly to tensile and bending tests, impact strength is decreased in AFRPs in comparison to FRPs. However, breaking energy is higher in the case of AFRPs compared to FRPs.
The places of damage for FRPs and AFRPs in terms of satin woven fabric (both in the warp direction) are marked by red rectangular boxes in Figure 10. Similar to the experimental results, there are qualitatively more damages of FRPs in the weft than in the warp direction. However, the number of damages is higher for AFRPs compared to FRPs due to their reduced material strength.
Samples after impact test FRP-S-Wa (a), FRP-S-We (b), AFRP-S-Wa (c) and AFRP-S-We (d). FRP: fiber-reinforced plastic; AFRPs: adaptive fiber-reinforced plastics.
Pull-out test
The force–elongation curve and the maximum force required to pull out SMAs from AFRPs reinforced by plain, twill and satin woven fabrics are illustrated in Figure 11. The outcome of the pull-out test is contrary to the results of the tensile, bending and impact tests. Here, the maximum force to pull out SMAs is higher for plain woven fabric-reinforced AFRPs than for satin woven fabric-reinforced AFRPs. This is due to the interlacement of warp and weft yarns, and particularly due to the floating of weft yarns. In the case of satin and twill woven fabrics, the floating length of weft yarns is 4 and 2 times higher than in plain woven fabrics. A graph of the floating length and maximum force to pull out the SMAs from AFRPs is shown in Figure 12. The floating length and the maximum force are fitted linearly indicating a corresponding interrelation. Higher floating length can be interpreted as less interlacement of weft yarns with warp yarns, and consequently as less friction between these two sets of yarns. As a result, less force is required to pull out SMAs from AFRPs.
Maximum force required to pull out SMAs from AFRPs with different weave types (right) and force–distance curve (left). AFRPs: adaptive fiber-reinforced plastics; SMAs: shape memory alloys. Linear relationship between floating length and maximum force required to pull out SMAs from AFRPs. AFRPs: adaptive fiber-reinforced plastics; SMAs: shape memory alloys.

The graph in Figure 11 reveals that, at the beginning of the pull-out test, more force is required, whereas this value decreases gradually. The contact area for friction between SMAs and AFRPs reduces in the course of time, which is the reason for this phenomenon. The pull-out force of AFRPs reinforced by satin woven fabric is 67.484% and 43.725% less than that of plain and twill woven fabric.
Conclusion
The main goal of this research project was the textile-technical integration of SMAs as actuators into the reinforced fabric during weaving. For this purpose, three types of woven fabrics, e.g. plain, twill and satin woven fabric, were manufactured, and SMAs were integrated in the weft direction at a regular interval of 10 mm. Furthermore, the effect of different types of basic weave on the mechanical properties of FRPs and AFRPs was investigated in the form of tensile, bending, impact and pull-out tests. Test results prove that maximum mechanical performance can be obtained from satin woven fabric-reinforced FRPs and AFRPs. The interlacement force of SMAs in AFRPs was the least in the case of satin woven reinforced fabrics. However, mechanical properties of FRPs decreased following the textile-technical integration of SMAs as actuators into the reinforced fabric, which is due to the interrupted fiber–matrix adhesion and the reduced glass fiber content. However, the integration of SMA-HY with reinforcing fabrics holds advantages for the functionalization of FRPs, in particular in terms of sensing, actuating and vibration damping of FRPs. By adjusting or controlling the component shape during the thermal induced activation of SMAs, the developed adaptive structures can be used for the realization of joint-free and actuator-acting fiber-reinforced plastic components in aerospace, robotics and automotive applications, e.g. as adaptive morphing wing, robotic arm and brake ventilation [9–11]. Further research will focus on the integration of SMAs in the warp direction with reinforced woven fabrics and their electro-mechanical characterization.
Footnotes
Acknowledgements
We like to thank all participating companies for their technical support and the supply of test material as well as all further partners supporting our research work within this application area.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The IGF research project 18808 BR of the Forschungsvereinigung “Forschungskuratorium Textil e. V.” is funded through the AiF within the program for supporting the “Industrielle Gemeinschaftsforschung (IGF)” from funds of the Federal Ministry of Economic Affairs and Energy (BMWi) based on a resolution of the German Bundestag. Financial support is gratefully acknowledged.