
Abstract
This paper investigates tensile, flexural, and dynamic mechanical properties of natural and hybrid thermoset composite laminates made from flax/glass and jute/glass fibres. Hybrid laminates with various stacking sequences were manufactured by vacuum infusion method. Weight and cost of composites decreased using cheaper and lightweight natural fibres (flax and jute). Results showed that composite laminates made from natural fibres had higher specific strength values when the results were normalised to same glass fibre volume fraction, although they had lower tensile and flexural strength than that of glass composites without normalization. Composite elastic properties were predicted using classical lamination theory through rule of mixture and Halpin–Tsai models, and compared with experimental values. Changing the stacking sequence did not affect the tensile strength and modulus of composites significantly, whereas there were notable differences on flexural strength of composites when the outer layers contained glass fibres. Dynamic mechanical analyses showed similar results as flexural test, while natural fibre and some of hybrid composites had higher damping characteristics than glass-reinforced composites.
Keywords
Introduction
There is an increasing trend to use natural fibres as reinforced part of composite laminates due to their lightweight, environmental averseness, and lower cost compared to high-performance fibres such as glass and carbon [1–4]. Natural fibre-reinforced composite is highly used in buildings, construction industry, packaging, storage devices, and automobile industry due to their cost-effectiveness [5–7], recyclability [8,9] and biodegradability [10]. Natural fibre composites have lower strenght and stiffness compared to other fibre- (glass, carbon, or Kevlar) reinforced composites [11]; however, their specific modulus and strength are highly compatible with glass and carbon fibre-reinforced composites [12]. Besides, natural composites have limited applications due to their low-impact resistance [13].
Natural fibres are generally treated with physical and chemical approaches to create better bonding with thermoplastic or thermoset matrices for removing mineral, pectin, and waxes, since strong bonding leads to better mechanical properties [14]. However, weak bonding is also useful to allow debonding and fibre pull-out which are toughening mechanisms of composite laminates [15]. In contrast to some earlier findings, some literature also pointed out that the treatment of natural fibres may also decrease mechanical properties of composites [16] as well as lowering the magnitude of damping [17]. Therefore, no additional treatment was made to the natural fibres that were used for this study and the fibres were used as they were fabricated.
A large and growing body of literature has focused on hybrid composites containing natural (flax, jute, sisal, etc.) and thermoplastic fibres with high-performance fibres (glass and carbon) to lower the cost and weight as well as increasing impact and damage resistance of composite laminates [18–20]. Ramesh et al. [21] manufactured sisal/glass and jute/glass-reinforced composites and compared their tensile and flexural strength. They observe those composites with sisal fibres had better tensile strength than jute fibre composites while they both have lower strength than glass composites. Dhakal et al. [22] examined thermal stability, tensile, and flexural properties of the carbon, flax, and flax/carbon hybrid composites. Results indicated that flax/carbon fibre hybrid composites exhibited improvement in elongation at break compared to pure carbon composites. However, addition of flax fibres decreased flexural strength of carbon composites due to their inherently lower strength. Fiore et al. [23] placed basalt mats among flax fibres to examine durability of the hybrid laminates. It was shown that the quasi-static flexural properties of hybrid composites were higher than flax composites.
Several recent studies investigated the effect of fibre stacking sequence on mechanical properties of hybrid composites. Velu and Srinivasan [24] aimed to determine the weight reduction and mechanical properties of the composite jute (J)/glass (G) (JJGG, JGJG, GGJJ) composites using different lay-up configuration. They observed that tensile and bending strength was the highest when the stacking sequence was GGJJ. Gujjala et al. [25] prepared and analysed four types of jute/glass composites with lay-up configurations. Their results presented that JGJG and GJJG combination had the highest flexural and tensile strength, respectively. Zhang et al. [26] investigated the effect of stacking sequence on tensile strength of glass(G)/flax (F) composites. Their configurations were as [GF]s, [GGFF]s, and [GGGGFFFF]s sequences. They observed that [GF]s laminate had the highest tensile strength and failure strain due to more interaction and different phases among flax and glass layers.
In recent years, there has been an increasing interest in understanding of dynamic mechanical properties of natural fibre and hybrid fibre-reinforced composites [27–31]. Dynamic mechanical analyses (DMA) determine the storage modulus (E′), loss modulus (E″), and damping factor (Tanδ =E″/E′) of composite materials [32]. Ornaghi et al. [33] evaluated the dynamic mechanical performance of glass/sisal fibre composites made from different sisal contents. They obtained higher storage modulus, loss modulus, and glass transition temperature (Tg) after increasing glass fibre volume fraction due to increase in internal friction, segmental immobilisation and promoting energy dissipation. Duc et al. [34] calculated that the addition of flax fibres in to epoxy system had higher damping properties compared to glass/epoxy or carbon/epoxy composites. Nassiopoulos and Njuguna [35] studied the effects of flax fibres on thermomechanical performance of poly(lacticacid)(PLA)/flax fibre-reinforced biocomposites. Their results indicated that the presence of flax fibres increased the Tg of PLA polymer due to chain mobility restriction. DMA technique also characterises the fibre/matrix interface, while weak interfacial adhesion between fiber and matrix leads to higher damping properties for natural fibre composites [36]. So far, however, there has been little discussion about the effect of fibre stacking sequence on thermomechanical properties of hybrid composites containing natural fibres [37]. Assarar et al. [38] experimented the effects of stacking sequences on damping properties of flax/carbon epoxy composites. It was revealed that placing flax layers outside of carbon laminate improves damping performance while it decreased the bending modulus. Similarly, Rueppel et al. [39] observed two to three times better damping performance by using flax fibres compared to carbon fibre composites.
The research to date has tended to focus on the fundamental understanding of tensile properties of hybrid natural fibre composites. However, very little attention has been paid to the role of fibre hybridisation on flexural strength and thermomechanical (dynamic mechanical analysis) properties of composites containing natural fibres. Therefore, this paper attempts to show both flexural (3-point bending) and tensile properties of hybrid composites made from jute/glass and flax/glass fibres and corroborate them with dynamic mechanical analyses (DMA). Deciding the stacking sequence of fibre placement is one of the most frequently stated problems during hybridisation to enhance mechanical properties (tensile, flexural, or impact) of composites. This study compares the different ways in which flax or jute fabric placed through the composite preforms using a symmetric configuration for improved mechanical properties without applying any chemical treatments to natural fibres in contrast to previous researchers to promote composite toughness by allowing debonding and fibre pull-out, and to enhance the damping performance of the composites due to the weak bonding between natural fibres and epoxy resin system. The effect of fibre volume fraction and fibre types on composite mechanical properties was also compared with experiment and theoretically using classical lamination theory (CLT). Test results will also provide insights for impact-damage tolerance and fatigue performance of natural hybrid composites, which are the future works of this study.
Experimental and test methods
Materials and specimens preparation
Fabric properties.


Photos of: (a) flax fabric, (b) jute fabric, and (c) glass fabric.
Fabrics were placed with different stacking sequences before producing the composite laminates as shown in Figure 2 and Table 2. Once the fabrics were placed, they were infused with an epoxy system comprised of FBRMAK 1564 epoxy resin (75% wt) and FBRMAK 3487 (25% wt.) hardener using the resin-infusion vacuum bagging method at the required curing temperature and time (90℃ degrees for one hours) advised by the supplier [40]. Seven sets of composite plates were produced and analysed in this study: glass/epoxy (GG), jute/epoxy (JJ), flax/epoxy (FF), glass–jute/epoxy (GJ), glass–flax/epoxy (GF), jute–glass/epoxy (JG), and flax–glass/epoxy (FG). It was aimed to produce the composite samples at similar thicknesses with a symetric configuration as shown in Table 2.
Fabric stacking sequence for composite laminates (G = glass, F = flax, and J = jute fabrics). Properties of composite laminates. G: glass; J: jute; F: flax.
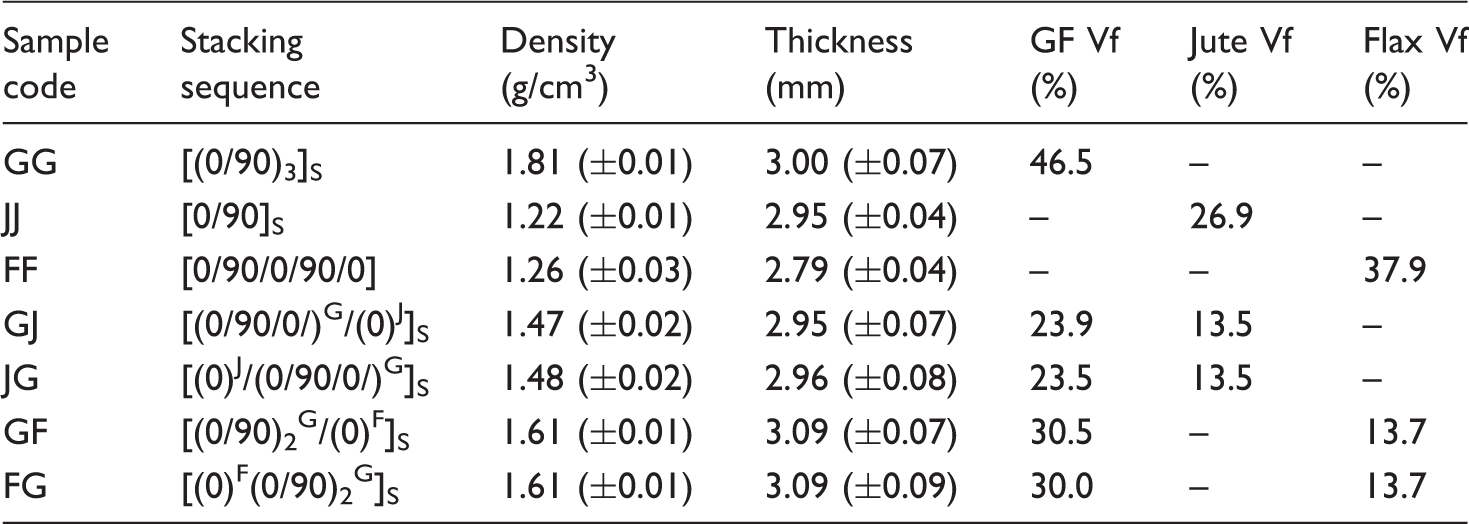
GF and FG composites had same amount of glass and flax fabrics at the final structure. Flax fabrics were placed among the glass fabrics for GF samples, while glass fabrics were placed between the flax fabrics for FG samples as shown in Figure 2. Same stacking sequence can be seen for the JG and GJ samples. The cross-sectional images of produced hybrid composites taken by an optical microscope are presented in Figure 3.
Cross-sectional images of: (a) GJ, (b) JG, (c) GF and (d) FG composite samples.
Test methods
The density of the composite specimens was calculated by measuring the weight of the specimens in the air and in the distilled water at room temperature as per the ASTM D792 – 08 standards using a digital densimeter. Once the density of the specimens was calculated, glass fibre volume fraction was measured using the ISO 1172:1999 standard method. Specimens were weighted and subsequently placed in a furnace to a temperature of 650℃ for 2 h to burn epoxy or natural fibre portion. Then, the specimens were reweighted to measure the mass and volume percentages of the remaining glass content. It should be noted that JJ and FF samples do not have any glass portion, thus there were no remaining portion after the burning tests. Therefore, volume fraction of the JJ and FF samples was calculated theoretically as equation (1)

The ASTM D638 test method was used to measure stress–strain behaviour of the composite laminates. ASTM D7264 test method was conducted to evaluate flexural performance (3-point bending) of the composite laminates. Span-thickness ratio and width of the 3-point bending test specimens were chosen 32/1 and 15 mm, respectively. The tensile and flexural were performed using a SHIMADZU AG-IS test machine at 5 mm/min constant displacement. Fabric tensile tests conducted using EN ISO-13934 standard test method at a constant displacement of 100 mm/min using a Titan-Universal Strength Tester. Fabric test results were used for CLT calculations.
The effect of hybridisation on thermomechanical properties was measured using dynamic mechanical analysis (DMA) with single cantilever beam samples. Test specimens with the dimensions of 7 mm × 28 mm were prepared for the testing. The measurements were carried out in the temperature range of 35–200℃ with the constant heating rate of 2℃ /min using a TAQ800 instrument. The oscillation frequency was kept at 1 Hz with the amplitude of 150 µm. A Perkin Elmer STA 6000-TGA was used for decomposition behaviour of natural fibres (jute and flax only). The thermogravimetric analysis (TGA) tests were conducted under oxygen atmosphere from 30 to 600℃ with a heating rate of 10℃/min.
Results and discussions
Table 2 presents that using natural fibres reduced density of composites by 18–32% due to low-weight natural fibres (Table 1). Comparing the hybrid samples, density of the jute hybrid composites (JG and GJ) had lower density values than the flax hybrid composites (GF and FG), which is probably due to the higher porosity (yarn per cm) and more epoxy resin absorption in the jute fabrics as in Table 1 and Figure 1(b). Both GF and GJ samples have almost same flax (13.5%) and jute (13.7) fibre volume fraction at the hybrid laminates. However, flax hybrid composites (GF and FG) had slightly higher glass fibre volume fraction than the jute hybrid (GJ and JG) composites. The higher values of glass fibre volume fraction in the hybrid composites caused relatively higher composite densities (Table 2) since the density of the glass fibre is higher than the natural fibres.
Tensile test results
Tensile force and strength of composite laminates

G: glass; J: jute; F: flax.
Tensile modulus and strain of composite laminates.

G: glass; J: jute; F: flax.

Results for: (a) tensile strength, (b) normalised tensile strength to density, (c) normalized tensile strength to volume fraction.
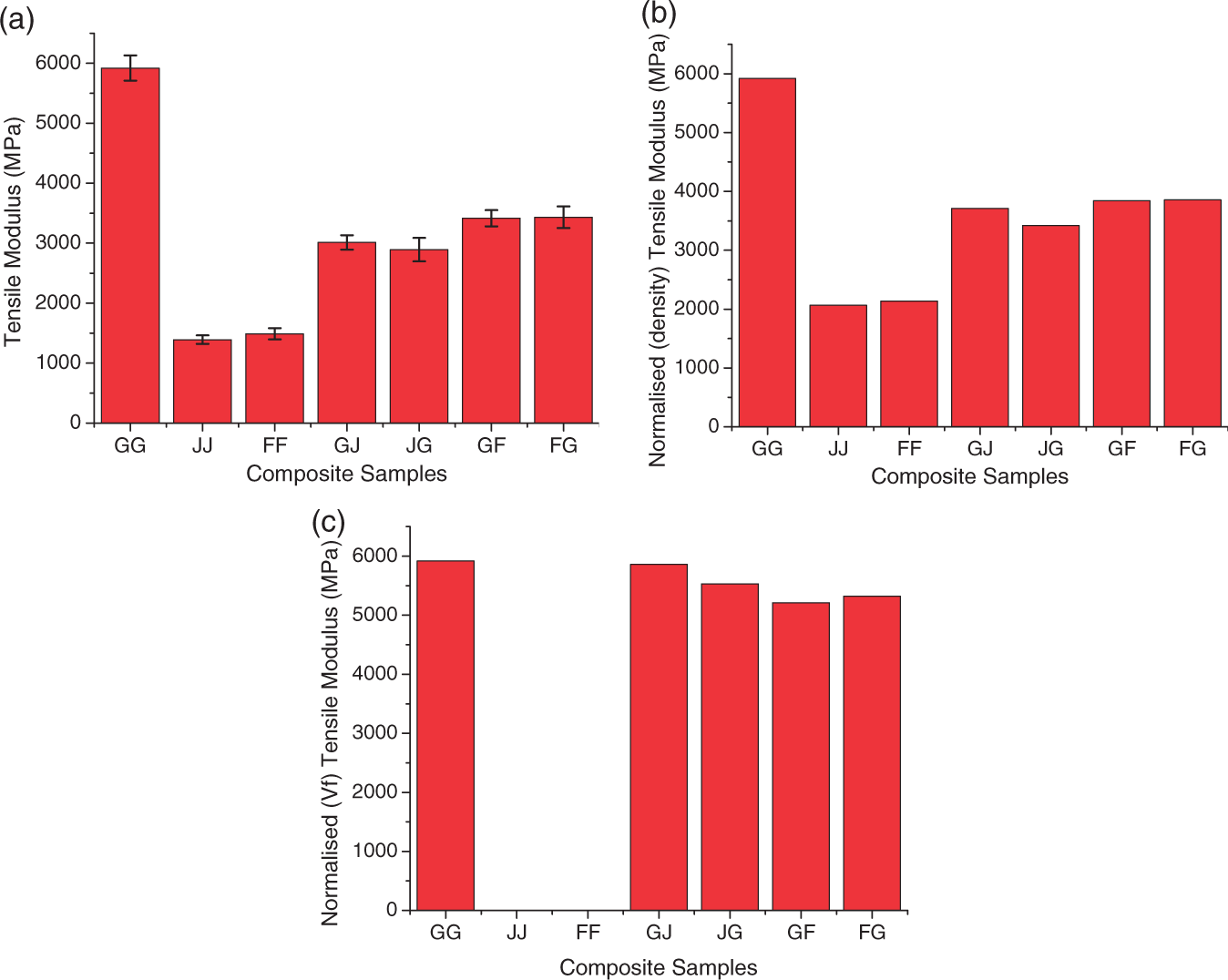
Results for: (a) tensile modulus, (b) normalised tensile modulus to density, (c) normalised tensile modulus to volume fraction.
Tensile strength test results were normalised to density and volume fraction (Figure 4(b) and (c)) to make better comparison between the samples while they have various volume fraction values. Volume fraction and density normalisation were made by multiplying the achieved test values by the ratio of common 46.5% fibre volume fraction and 1.81 g/cm3 density to actual specimen fibre volume fraction and density values, respectively using equations (2) and (3).


Figure 4(b) and Table 3 indicate that GG samples still has the highest tensile strength when all the samples have the same densities. It may be expected that specific strength values of natural or hybrid composites should be higher than glass/epoxy control samples due to their lightweights. In contrast to earlier findings, however, hybrid laminates had lower specific strength values in this study. A possible explanation for this might be that natural fibres did not have any treatments before the infusion process, resulting in decreasing bonding between the epoxy and natural fibres (jute or flax) [44]. Hence, natural or hybrid laminates failed slightly earlier compared to GG laminate. Table 4 also shows that breaking strain of GG laminate was higher than the other samples, indicating the higher tensile extension. In contrast to Figure 4(b), Figure 4(c) presents different approach to the hybridisation. It presents that all the hybrid laminates had higher tensile strength values than GF laminate when they all are normalised to same glass fibre volume fraction.
Comparing the jute (JG and GJ) and flax (FG and GF) hybrid laminates, flax fibre-reinforced composite showed higher tensile strength and modulus compared to jute fibre-reinforced composites at all stacking sequences. For example, tensile strength of GF laminate is about 55% higher than GJ laminate. The reasons for these results could be the following: (i) inherent strength and stiffness of flax fibres are higher than jute fibres as mentioned earlier; and (ii) flax hybrid composites have higher glass fibre volume fraction than jute hybrid composites. However, tensile strength of GF laminate is about 42% and 22% higher than GJ laminate when the values are normalised to same density and volume fraction. It is therefore likely that such connections between inherent fibre strength and composite strength are more superior to volume fraction. Tables 3 and 4 present that stacking sequence was unaffected to tensile strength and modulus of the composites in contrast to earlier findings [26]. It can be seen that GJ laminate has only 3% higher strength than JG laminate, while similar results were achieved for GF and FG laminates (GF is about 4% higher strength than FG).
Table 4 and Figure 5 present tensile and normalised modulus of all composite laminates. GG sample again had the highest tensile modulus even the values are normalised to same density (Figure 5(b)). Moreover, GG laminates had higher tensile modulus at same fibre volume fraction (Figure 5(c)) in contrast to tensile strength normalisation shown in Figure 4(c).
The stiffnesses of composite laminates were also predicted using the CLT by using equations (4) to (14). The stress and strain relationship through the compliance [S] and reduced stiffness [Q] for unidirectional lamina is presented as in equation (4). Where Presentation of a [0,90]n laminate.

Stiffness matrices [



Minor Poisson’s ratio, E1, E2, and 





ξ = 2 or ξ = 1 for calculating of E2 values depending on the packing geometry; however, ξ = 1 to calculate 



Stiffness matrices 







Typical mechanical properties of unidirectional laminates.

G: glass; J: jute; F: flax.
Typical mechanical properties of fabrics and matrix.
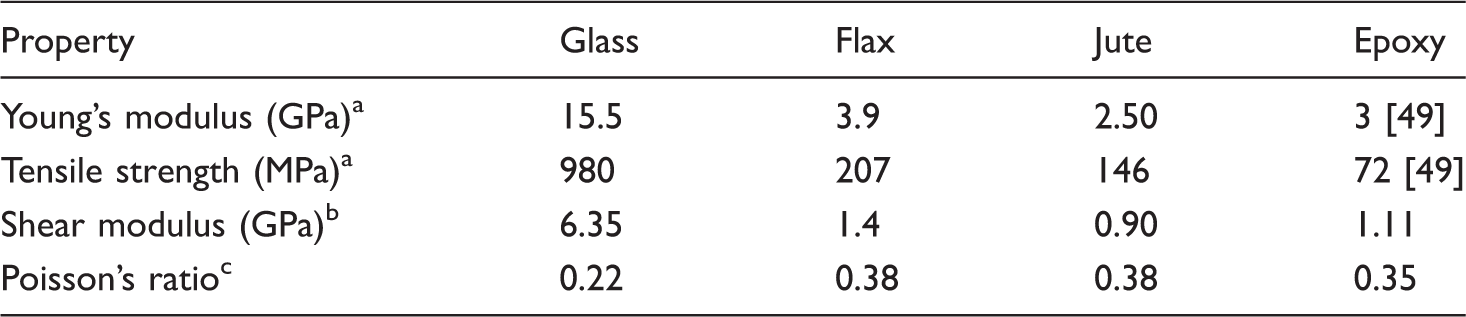
Calculated experimentally for glass, flax and jute woven fabrics.
Calculated using equation (13).
Poisson’s ratios are taken from the supplier data sheets and Ahmed and Vijayarangan [50].
Then, the transformed reduced stiffness matrix of glass epoxy lamina for 0° and 90° ply is

The extension stiffness matrix is calculated using equation (15). Total thickness of laminate is 0.003 m; therefore, the thickness of the each ply is 0.00025 m for the [(0/90)3]S laminate.


The extensional compliance matrix [A*] is calculated by inverting the extensional matrix [A] as

The in-plane engineering constant, EX, is calculated using equation (16)

Figure 7 presents the in-plane engineering constant of other laminates (flax, jute, and hybrid) which were calculated using the CLT. It can be seen that CLT results are acceptable but slightly higher than experimental values for all the laminates which are expected due to several reasons. The model assumes that the bonding between fibres and matrix is perfect while the bonding is not very strong during the real experiments. There might be some fibre/fabric disorientation during fabric lay-ups and inherent bonding weakness between untreated natural fibres and epoxy. Besides, manufacturing conditions such as existence of voids in the composite samples directly affect the mechanical test results. In addition, modulus calculation (glass and natural fibre fabric) of any inaccurate raw materials due to conversion of the original test results (only force and elongation values obtained) into required results (stress–strain) may directly affect the modelling results.
Correlation between theoretical and experimental values.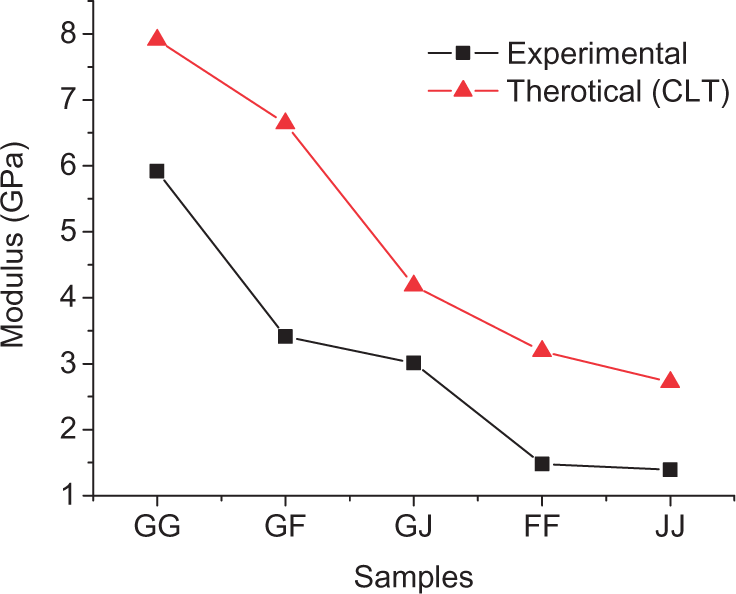
The rule of mixtures method in equation (17) can be used to calculate the longitudinal tensile strength of a laminate (
Experimental and predicted values for strength of composite laminates.
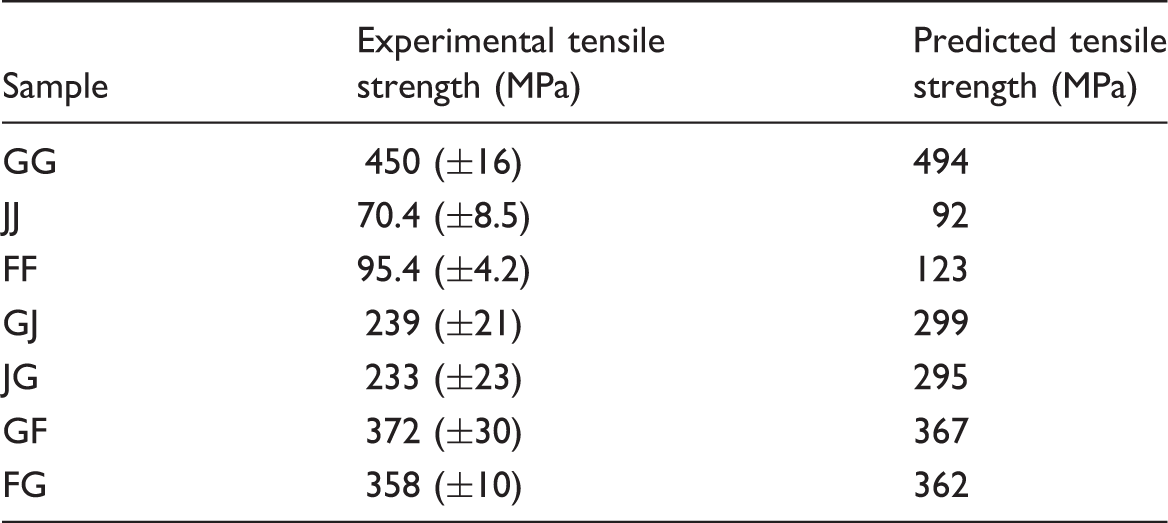
G: glass; J: jute; F: flax.
Flexural test results
Flexural force and strength of composite laminates.

G: glass; J: jute; F: flax.
Flexural modulus and strain of composite laminates.
G: glass; J: jute; F: flax.

Results for: (a) flexural strength, (b) normalized flexural strength to density, (c) normalized flexural strength to volume fraction.

Results for: (a) flexural modulus, (b) normalised flexural modulus to density, (c) normalised flexural modulus to volume fraction.
Flexural strength of the composites should be affected by raw material types, fibre volume fraction and stacking sequence of the layers. Therefore, hybrid flax or jute laminates had different stacking sequence as the natural fibres were on the middle or outer layers of the composites. It can be seen from Table 8 that flax hybrid laminates (GF and FG) had higher flexural strength and force values compared to jute hybrid composites (GJ and JG) due to fibre stiffness and glass fibre volume fraction as shown in Table 2.
From the data in Tables 8 and 9, it is apparent that the flexural strength and modulus of composites are higher when the glass fibres are outer layers of the laminates (GF or GJ). For flax/glass hybrid laminates, flexural strength reduced by 39% when glass fibre layers are on the middle region of the laminate. Similarly, placing the glass fibres middle of the composite layers reduced flexural strength of jute hybrid laminates by about 50%. The main reason for the difference between the two stacking sequence is that glass fibres have a much larger bending stiffness than natural fibres. The failure mostly starts outer layers and propagates to the inner layers of the laminates during the flexural testing. Thus, the more bending stiffness is on the outer layers of the composite, the more flexural strength or force is obtained. These results can be useful to analyse the impact performance of composites with different stacking sequences.
Figure 8 presents flexural strength test results normalised to common density (Figure 8(b)) and volume fraction (Figure 8(c)) as presented for the tensile testing. It can be seen that GF laminate showed higher flexural strength than GG laminate when the values are normalised to same densities, while all other hybrid laminates showed lower strength values, Figure 8(b). This shows that hybrid materials – outer layer is glass fibre – can be used when the weight is critical for a structural application. However, all the hybrid laminates excluding JG, had higher flexural strength than the GG laminate when they have the same glass fibre volume fraction, Figure 7(c).
The test results shown in Table 9 and Figure 9(b) indicate that flexural modulus of GF laminates are higher than GG laminates at same densities, while GJ, FG, and JG laminates are lower than the GG laminate. It can be seen that using glass layers as outer layers provides better flexural properties again compared to the other sequence. After normalising the volume fraction (Figure 9(c)), GF and GJ laminates had higher flexural modulus, while FG and JG laminates showed lower values compared to the GG laminates.
Thermomechanical test results
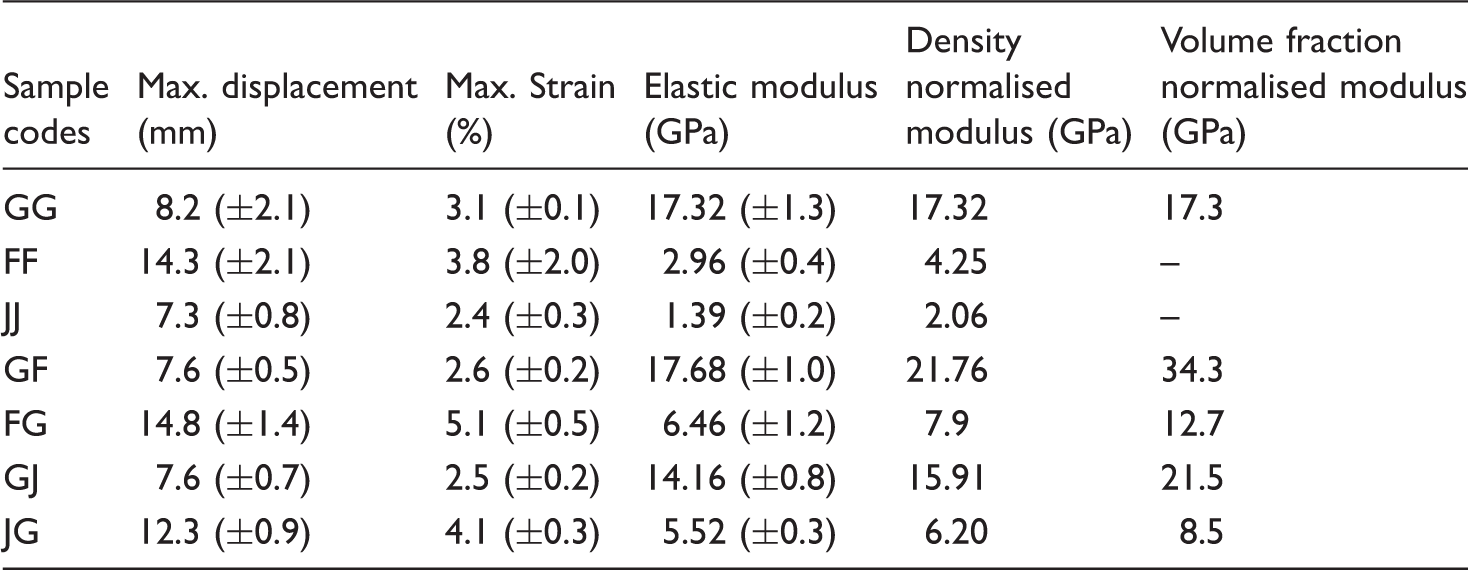
Dynamic machanical properties of composite laminates.

G: glass; J: jute; F: flax.

Storage modulus of composite samples.
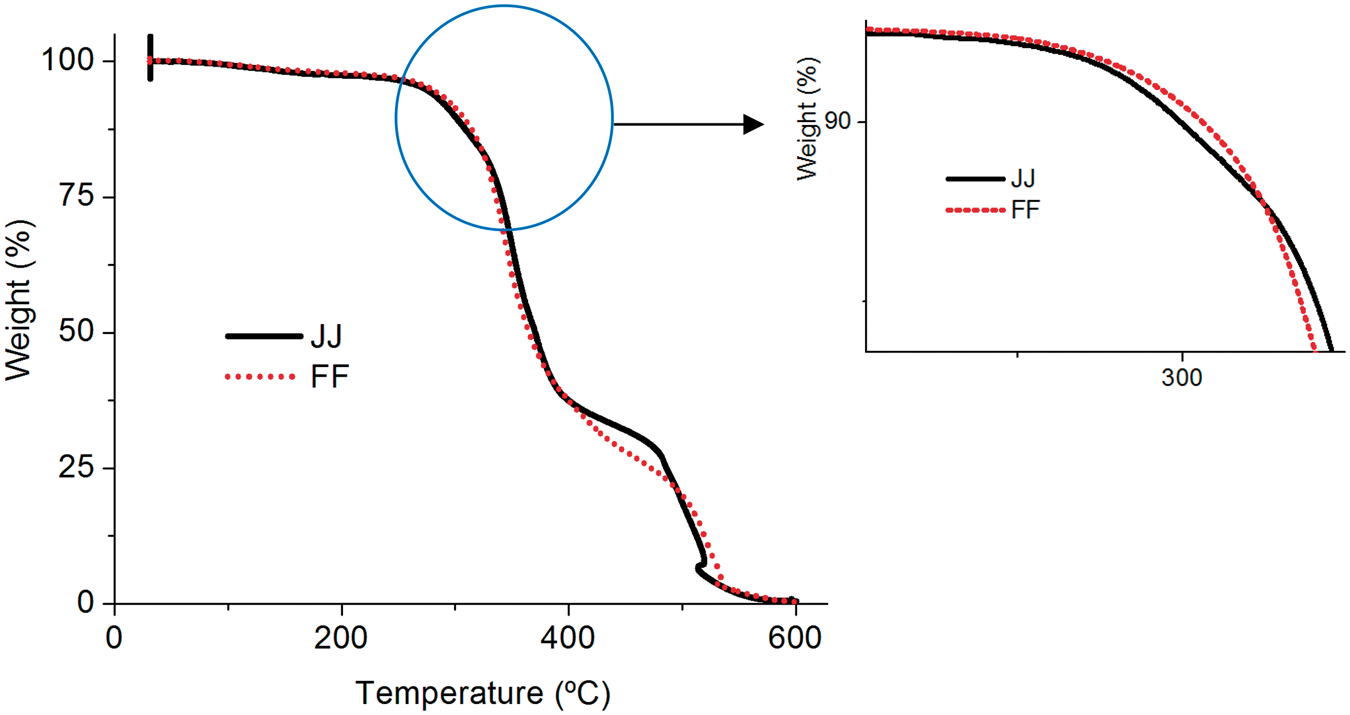
TGA results of JJ and FF composite laminates.

Loss modulus of composite samples.
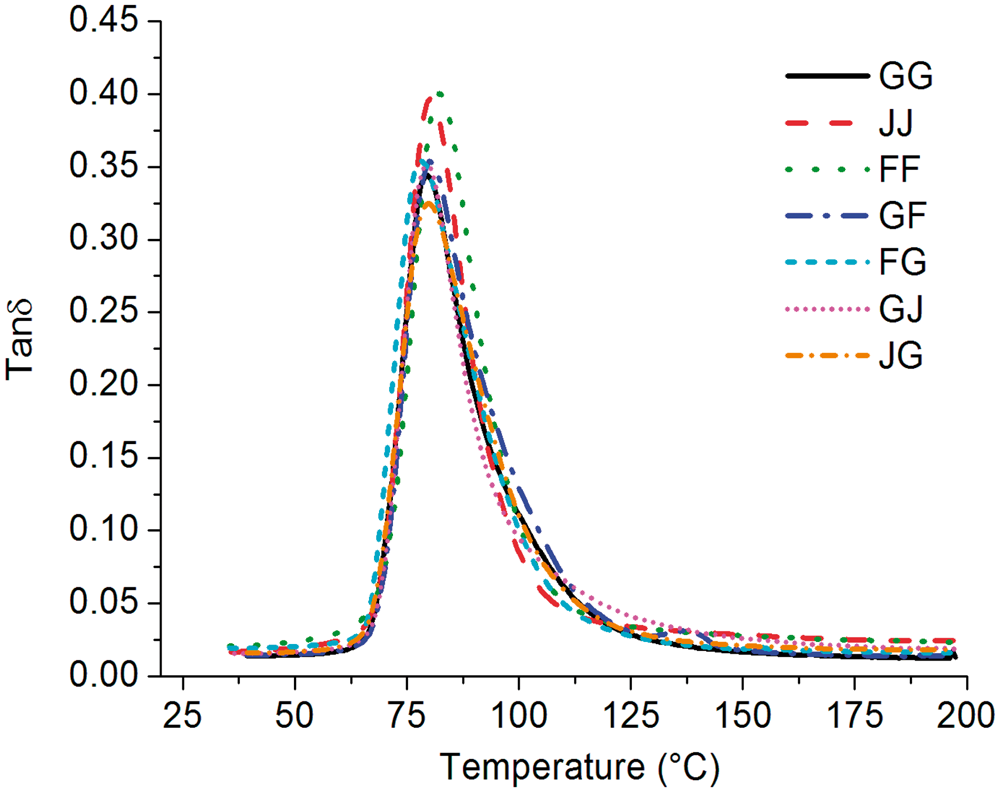
Tan delta (δ) of composite samples.
Loss modulus (E″) is the indication of dissipated energy during dynamic deformation. Figure 12 presents that GG sample had the highest E′ values as storage modulus results. Fibre volume fraction of GG sample is slightly higher than hybrid samples as presented in Table 2. More fibre means less segmental motions, thus higher loss modulus is achieved for GG laminate. Using flax fibres as outer or inner layers provided about 10% higher E″values than jute fibres. This is again due to stiffness of flax fibres are higher than jute fibres as obtained during flexural tests as shown in Table 9 and Figure 9.
Figure 13 shows that the height of the tan delta (δ) peak increased with the incorporation of flax or jute fibres as compared to glass fibre composite. This shows that natural fibre composite have better damping properties than glass fibres, indicating that they can dissipate higher energy. This result can be explained by the fact that flax or jute fibres have lower fibre/matrix interface compared to glass fibres, which promotes energy dissipation. Comparing the hybrid samples, better damping is achieved when the outer layers composed of glass fibres (GJ and GF). However, damping performance decreased when glass fibres were used as inner layers. It seems possible that energy started to dissipate inside of the composite during dynamic loads through the flax and jute fibres like sandwich structures for GJ and GF samples. Stiffer glass fibres kept outside the structure to promote longer dissipation before the failure. However, the energy dissipation decreased when glass fibres were used between the natural fibres (JG and FG), since weak flax or jute fibres could not handle higher loads as glass fibres when they are used as outer layers. Therefore, composite laminates (JG and FG) fail earlier than GJ and GF laminates with lower damping characteristics. This indicates that using stiffer fibres outer and weaker fibres inner layers provides the best damping properties.
Storage modulus of composites at different temperatures.
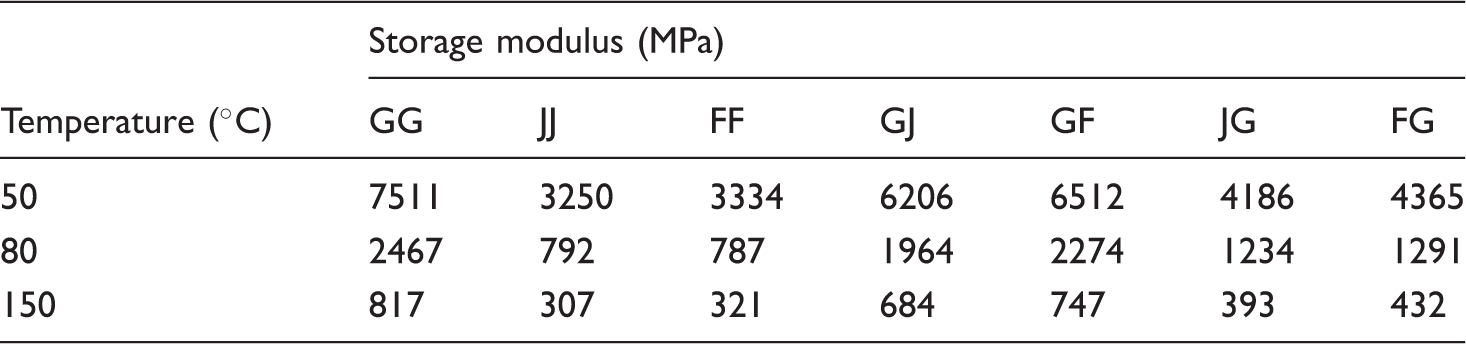
G: glass; J: jute; F: flax.
Very little was found in the literature on the question of effect of low interface between natural fibres and epoxy-based system on flexural and dynamic mechanical properties. Therefore, the obtained results from the present study make several noteworthy contributions by confirming the advantage of low interface such as increasing damping and toughness performance of composite laminates.
Conclusions
The purpose of the current study was to determine the effect of stacking sequence on tensile and flexural properties of glass/flax and glass/jute hybrid composites as well as reducing the weight of the composites. The effect of stacking sequence on different loading types (tensile, flexural, and dynamic) of glass/flax and glass/jute hybrid composites has been conducted in respect to various composite densities and fibre volume fractions. The following conclusions can be drawn from the present study:
Addition of flax and jute in glass/epoxy system reduced the material density from 1.81 g/cm3 to 1.61 g/cm3 and 1.48 g/cm3, respectively. Tensile strength and modulus of hybrid and natural composites were lower than the glass composites. However, higher tensile strength and modulus results were achieved when the test results were normalised to same glass fibre volume fraction. Surprisingly, no differences were found in tensile strength and modulus of hybrid composites at different stacking sequences compared to previous researches. Theoretical elastic modulus calculations showed close agreement with experimental values, indicating that using CLT worked well for hybrid and glass woven composites. Using stiffer glass fibres on outer layers (glass/flax/glass or glass/jute/glass) provided higher flexural strength compared to using them on the middle part (flax/glass/flax or jute/glass/jute) of the composites. Natural fibre composite laminates had better damping characteristic than glass fibre composite laminates. Tan delta of jute and flax composites was about 13% and 16% higher than glass composites. The future studies will focus on impact, damage tolerance and fatigue properties of natural fibre-reinforced composites. Therefore, these dynamic and flexural tests results will serve as a base for the future studies.
Footnotes
Acknowledgement
The authors acknowledge Dr. Murat Baydoğan for assisting the density measurements.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This project has been carried under ISTKA Project number TR10/15/YNK/0033.