
Abstract
Hybrid natural fibre polymer composites have attracted attention of research community owing to their better mechanical properties as compared to conventional materials. Besides being inexpensive, natural fibres are eco-friendly in nature. In past literature, abaca has shown tremendous potential for its suitability in structural applications. Present work deals with mechanical characterization and modelling of hybrid abaca epoxy composites with red mud as filler. Hybrid composites were prepared by hand lay-up technique. Experiments were designed based on full factorial method having three control parameters, namely weight percentage of abaca (2.6, 5.26 and 7.9 wt%), weight percentage of red mud (4, 8 and 12 wt%) and particle size of red mud (68, 82 and 98 µm). Flexural and impact strength of composites were evaluated. Mathematical models for flexural and impact strength of hybrid abaca composites were developed using response surface method. Developed models for mechanical properties of composite were analysed using analysis of variance to recognize the significance of control parameters or input variables on the mechanical properties of hybrid composites. Moreover, interaction effects of input variables on flexural and impact strength of hybrid composites were also investigated. Developed model also enables us to predict mechanical properties of hybrid composites.
Introduction
Natural fibre composites (NFCs) exhibit properties like lightweight, high mechanical strength and low cost which make them quite suitable for engineering applications. 1 However, synthetic fibre-reinforced polymer composites possesses better mechanical properties than natural fibre-reinforced polymer composites but synthetic fibres are expensive and non-biodegradable too. 2,3 Moreover, recyclability of NFCs 4 is also one of its advantages. Therefore, a lot of researches have been carried out on the mechanical characterization of natural fibre-reinforced polymer composites. 5 -7 Natural fibres are produced by plants and animals that can be spun into thread or rope. Plants such as jute, pineapple, flax, cotton, banana (abaca), ramie and bamboo are often used as sources of lingo-cellulosic fibres. Flax and cotton are the two oldest used natural fibres. Since plants are the most abundantly available raw materials in nature which makes natural fibres readily available and cheap. One of the researchers made an attempt to produce a cost-effective NFC by using waste grass broom fibres as reinforcement in polyester matrix. 8
It is established that the mechanical properties of NFCs depend on fibre, matrix and interfacial adhesion between matrix and fibre. 9 There are several ways to increase the interfacial adhesion and one of them is alkali treatment which was adopted by a researcher which increased the mechanical interlocking between epoxy resin and jute fibres. 10 Improvement in mechanical properties like tensile strength and elongation at break was observed by use of mild treatment with 0.25–1% (w/v) NaOH solution for 0.5–48 h. It is also stated that epoxy resin has better mechanical properties than most of the other polymer matrices. 11 In a research work on abaca-reinforced epoxy composites, it was concluded that the alkali treatment of abaca fibres with 5 wt% NaOH for 2 h demonstrated the best interfacial adhesion with epoxy resin matrix among the other two composites in which abaca fibres were treated with 10 and 15 wt% of NaOH, respectively. 3 Apart from alkali treatment, there are number of other chemical modifications techniques like mercerization, cyanoethylation, benzoylation, esterification and so on. Polyester matrix was also strengthened with the help of sisal, jute and glass fibre reinforcements. 12 It is also reported that the use of fish (Labeo rohita) scales in epoxy matrix significantly enhances the mechanical properties of composites. 13
Abaca fibre is extracted from plant called as musa textiles. It belongs to family of banana. Its leading producer in world is Philippines. Hence, it is also known as manila hemp. It possesses high lignin content. Abaca fibres can be up to 3 m long. It has good mechanical strength and is resistant to salt water which justifies its usage in twines. Abaca is generally used in paper products such as tea bags, currency notes and so on. Its popularity is also because of its composite with polypropylene as matrix, which was patented by Daimler Chrysler and used as under floor protection in their passenger cars. 14 In another research work, improvement in mechanical properties of hybrid glass fibre composite was seen by using jute and abaca fibres separately as reinforcements with epoxy resin. 2 In another similar work, intra layers of jute, abaca and glass fibre were used to reinforce epoxy. In this work, composite consists of two layers of glass fibres enclosing three layers of jute and abaca fibres in epoxy resin matrix. From the study, it was deduced that the composite having higher content of abaca exhibited better tensile and impact strength. 15 However, there is not much significant literature on the effect of abaca content in hybrid natural fibre polymer composites. Moreover, it is reported that abaca fibres needs to be explored more as reinforcement in polymer composites. 16
Red mud is industrial waste which is obtained during the extraction process of aluminium in Bayer’s process. It can be used as filler in polymer composites which is evident from the research work 17 in which banana polyester hybrid composite was prepared with red mud as filler in five different weight percentage (2, 4, 6, 8 and 10 wt%) with varying particle sizes (4, 6 and 13 µm). Micro-sized red mud particles were also used as filler in hybrid glass–epoxy composite which resulted in better erosion wear resistance 18 ; moreover, this study utilized Taguchi method to analyse the significant factors influencing the erosion wear rate of hybrid composite. From the literature explored, it is evident that there is no work related to mechanical characterization of abaca-reinforced polymer composites with red mud as filler has been attempted. Hence, the present work emphasizes on the evaluation, modelling and predicting the effect of red mud and abaca on hybrid polymer composite using response surface method (RSM).
RSM and ANOVA
RSM is a powerful statistical tool for empirical modelling of physical phenomenon. It is often used to obtain optimal conditions or parameter setting. In RSM, experimental runs are designed based on the factors and their levels for which corresponding outputs are obtained by carrying out the experimentation. It yields in empirical model based on the experimental data which replicates the process or phenomenon. Further, the model obtained is analysed with the help of analysis of variance (ANOVA). It determines the importance of one or more factors by comparing response means. ANOVA table consists of degree of freedom (DF), sum of squares (Seq SS and Adj SS), mean square (MS), variance ratio or ANOVA coefficient (F) and p value (P). DF for each source is given by N − 1, where N is the number of levels or observations. P value is obtained from F-distribution table based on F value and the value of F is calculated using the following equation

where MST is mean sum of squares due to treatment or factors and MSE is mean sum of squares due to error.
Also


where SST is sum of squares due to treatment, k is number of populations and n is the number of samples in population.
Similarly


here SSE is sum of squares due to error, S is standard deviation of samples and N is total number of observations.
Also, sequential sum of squares (Seq SS) in ANOVA table represents the increment or decrement in regression sum of squares due to addition of factor or treatment. Thus, if A and B are two factors with interaction AB and the order is A, B and AB, then sequential sum of squares for factors or treatments are given by



whereas adjusted sum of squares (Adj SS) is calculated for factor in presence of interaction and is given by


SST (B|A) notation represents the sum of squares (SS) for B main effect after A main effect and ignoring interaction AB. Similarly, SST (AB|A, B) represents SS for interaction AB after main effect A and main effect B.
If the ANOVA coefficient (F value) is less than F critical (critical value of F is obtained from the F-distribution table with the help of DF of MST and MSE), then null hypothesis is rejected and vice versa. If P value for any factor is less than 0.05 (since significance level α is assumed to be 5% for the present study), then that factor or interaction is significant. This enables us to determine the factors or interactions which are significant and contributes in the variability of response.
Experimental details
Materials
Abaca fibre
Abaca fibres are extracted from the plant called musa textiles, which belongs to family of banana. Plant is popularly known as manila hemp since Philippines is the world largest leading producer of abaca in world. Abaca is known for its great strength and resistant to salt water capabilities. Figure 1(a) shows untreated and treated bidirectional mats made of abaca which was purchased from M.A.P Enterprises, Philippines.

Raw materials for fabrication of hybrid composite: (a) abaca Fibres, (b) red mud and (c) epoxy resin.
Red mud
Red mud is an industrial waste majorly obtained from the Bayer’s process used for extraction of aluminium from its ore. Red mud shown in Figure 1(b) constitutes mainly iron oxides, aluminium oxides, calcium oxides and silicon oxides. Table 1 illustrates the major constituents of red mud.
Compositions of red mud (%).

Resin and hardener
Epoxy resin LY556 is used with hardener HY951 in the ratio 10:1. Resin and hardener mixture imparts better interfacial adhesive strength between laminates. Figure 1(c) illustrates the epoxy resin used as matrix in fabrication of composites.
Problem description and methodology
The present work deals with the fabrication of epoxy reinforced with bidirectional abaca mat laminates and red mud as filler followed by the estimation of the flexural and impact strengths of hybrid composites. All the experiments conducted were based on full factorial method 19,20 , that is, on the total number of experimental runs for a particular case. It also involves the development of mathematical models with the help of RSM for mechanical properties like flexural and impact strength of hybrid composites prepared. Interaction effects of these parameters on mechanical properties of hybrid composites are also investigated. Models developed enable us for predicting the effect of control parameters like abaca weight percentage, red mud weight percentage and red mud particle size on the mechanical properties of hybrid composites.
Treatment of abaca fibres
Abaca fibre mats obtained were thoroughly washed under running tap water to remove dirt and dried under sunlight to eradicate moisture. Dried fibre mats are treated with 5 wt% NaOH solution for 2 h to remove any waxy residuals present on the surface of fibres.
Fabrication of composites using hand lay-up technique
Hand lay-up technique is the most simple and cost-effective method which is often used for fabrication of polymer composites. For single layered composite, mixture of epoxy and red mud is poured on to the surface of mould (acrylic mould) followed by laying a lamina of abaca bidirectional mat. Finally, the mould is completely filled with epoxy red mud mixture and closed from the top surface. Mould is kept for curing in room temperature for 24 h under a load of 8–10 kg. Similar steps are followed fabrication for double and triple layered composites consisting of double and triple laminates of abaca mats. Schematic diagrams for single, double and triple layered hybrid composites are shown in Figure 2. Composite specimens are taken out of the mould carefully after curing. Figure 3(a) shows the hybrid composites successfully taken out of the mould.
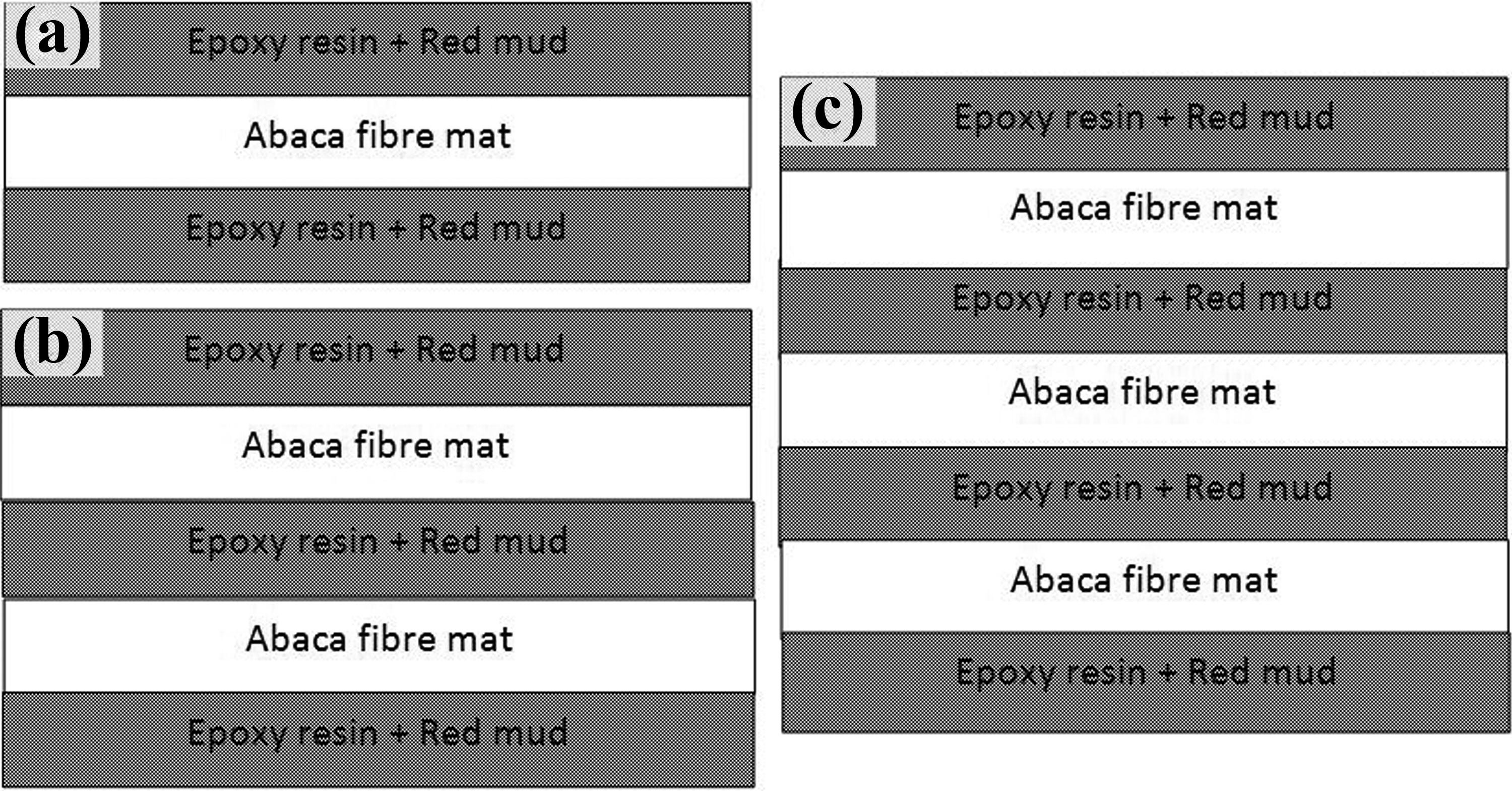
Schematic illustrations of (a) single, (b) double and (c) triple layered abaca hybrid composite.
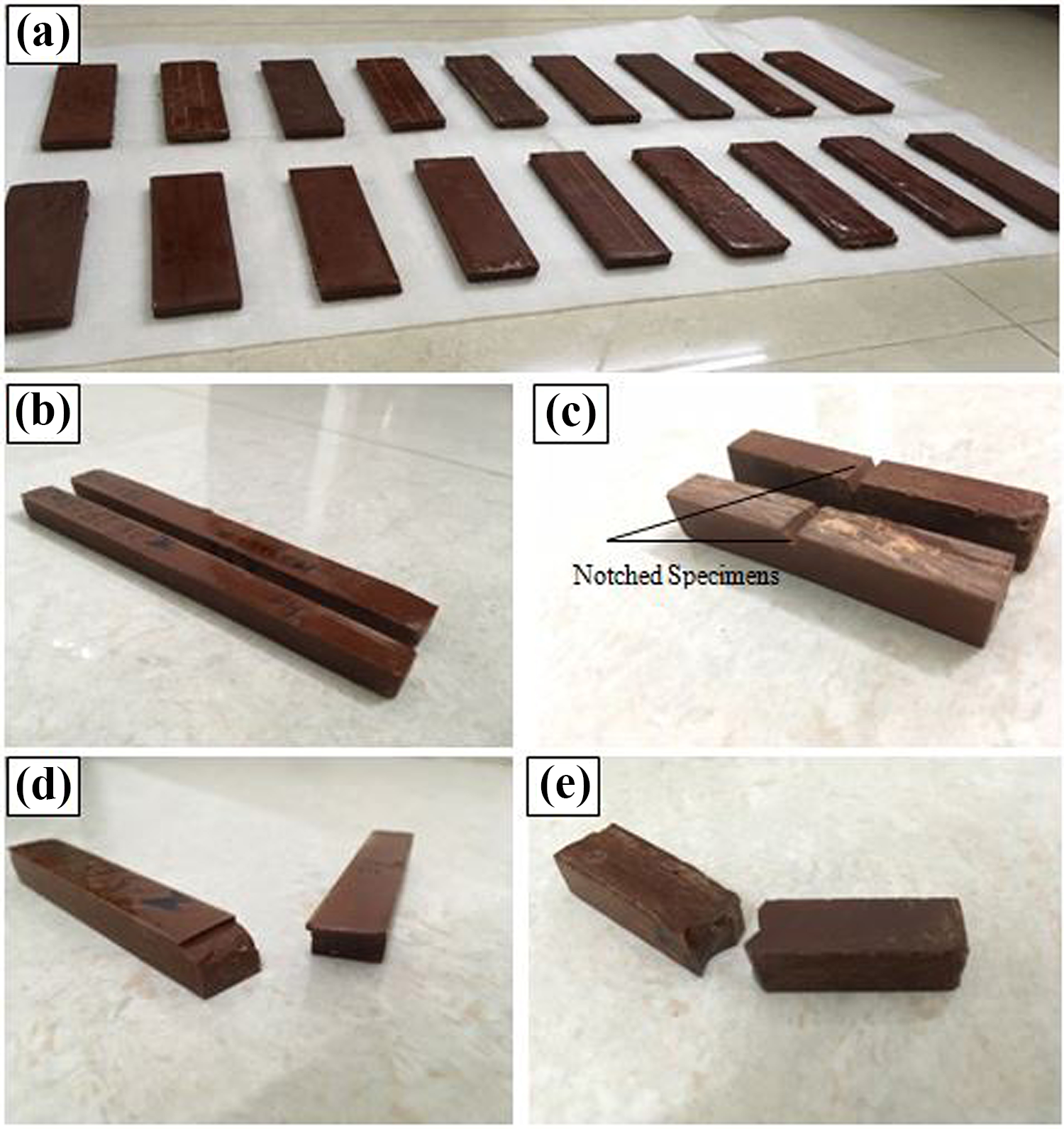
Images of hybrid abaca composite at different stages: (a) hybrid composites plates, (b) flexural composite specimens, (c) impact composite specimens, (d) flexural composite specimen after failure and (e) impact composite specimen after failure.
Flexural test
Flexural test is performed with the help of experimental setup as shown in Figure 4 as per ASTM: D790 standards. Dimensions of flexural test specimen of composites are illustrated in Figure 5. Test is conducted at room temperature of about 24°C and 40% relative humidity. Figure 6 shows a typical load versus strain curve of hybrid composites subjected to flexural loading conditions. The curve is linear with respect to strain till the fracture. Maximum flexural stress is at the point of failure of specimen. Figure 3(b) and (d) shows the flexural hybrid composite specimens before and after the failure, respectively.

Experimental setup for flexural test of hybrid composites.

Schematic illustration of flexural test specimen of hybrid composite (dimensions are in mm).

Load versus strain curve for flexural test specimen.
Impact test
Impact test is conducted as per ASTM: D256 standards using impact tester as shown in Figure 7 to evaluate the maximum energy absorbs by the composite test specimens when high magnitude of force is applied for a very short span of time. Dimensions of impact test specimen of composites are shown in Figure 8. Figure 3(c) and (e) illustrates the impact hybrid composite specimen before and after the failure.

Impact tester.

Schematic illustration of impact test specimen of hybrid composite (dimensions are in mm).
Scanning electron microscopy
Scanning electron microscopy (SEM) is used for the fractographic analysis of fractured flexural and impact composite specimens. For this, fractured composite specimens are gold coated to avoid charging of specimens when interacting with electron beam. SEM images for fractured composite specimens were obtained at 10 kV voltage.
Design of experiments using RSM and ANOVA
RSM is a technique for developing an empirical model for response (dependent variable). Experimental runs are designed so as to develop a model for the mechanical properties of hybrid composites which is dependent on various input variables or factors (independent variables). Wt% of abaca (A), wt% of red mud (B) and red mud particle size (C) are the three input variables which influences the responses, namely flexural and impact strength of hybrid composites. Each of the three input variables has three levels as seen in Table 2. Therefore, total number of experimental runs is 27, that is, 33 for a full factorial study. Hence, a total of 27 different specimens of hybrid composites had to be prepared for each of the individual response (i.e. 27 specimens for flexural and 27 specimens for impact strength). Table 3 shows the experimental runs and their corresponding values for flexural and impact strength of hybrid composites obtained after the mechanical characterization. The results obtained from the experiments are further analysed through ANOVA. 21 MINITAB statistical software was used for RSM modelling and ANOVA.
Input variables/factors and their levels.

Experimental data for flexural and impact strength of hybrid composites for all 27 experimental runs.

Results and discussion
Results obtained from ANOVA shows that wt% of abaca and red mud are the more significant factors than particle size of red mud affecting the mechanical properties of hybrid composites. Table 4 illustrates the ANOVA for flexural and impact strength of composites. ANOVA also shows the values of residue which corresponds to the differences in expected and predicted values of response (i.e. flexural and impact strength of composites). Residues may be due to the undesirable presence of some uncontrollable factors during the experimentations. However, the whole process of fabrication of composite was carried out carefully so as to maintain homogeneity in material and uniformity in throughout the process. In spite of all the precaution taken, uncertainties like environmental condition and human errors are still unavoidable and hence must be taken into the account for which significance level is assumed to be 5% (i.e. confidence level is assumed to be 95%).
ANOVA table for flexural and impact strength of hybrid composite.

DF: degree of freedom; Seq SS: sequential sum of squares; Adj SS: adjusted sum of squares; Adj MS: adjusted mean square, F: ANOVA coefficient; P: p value; R 2: coefficient of determination; R 2(Adj): adjusted coefficient of determination; ANOVA: analysis of variance.
R 2 and Adj R 2 values suggest that variation in flexural and impact strength of composites is correlated to the changes seen by varying wt% of abaca, wt% of red mud and particle size of red mud.
Since confidence level is 95%, a P value less than 0.05 indicates that there is 95% probability that whatever change in response (mechanical properties) is seen is caused due to the variation in input independent variables (wt% of abaca, wt% of red mud and particle size of red mud). In other words, significance level of 5% implicates to 5% risk of concluding that an association or correlation exists between mechanical properties (response) and input variables when actually there is no such correlation. From R 2 and Adj R 2 values for both flexural and impact strength of composite, it is affirmative that both the models sufficiently describe the response. The quadratic equations (11) and (12) are the empirical relations obtained from RSM represent the flexural and impact strength of hybrid composites, respectively.


Interaction and main effects of input variables
All the input variables, namely wt% of abaca, wt% of red mud and particle size of red mud have a synergic effect on the mechanical properties of hybrid abaca epoxy red mud filled composites. Figure 9 shows the interaction effects of input variables A, B and C on flexural and impact strength of composites.

Interaction plots for flexural and impact strength of hybrid composites.
Interaction and main effects of input variables on flexural strength
Interaction plot for flexural strength of hybrid composites in Figure 9 shows that when wt% of abaca increases from 2.6 to 5.26, the flexural strength deteriorates. This deterioration in flexural strength may be attributed to addition of an extra lamina of abaca and the presence of voids in the vicinity of interface regions. The presence of one extra lamina increases an additional pair of interfaces which might be a critical region for failure. On further increasing the wt% of abaca from 5.26 to 7.9, a very significant improvement was observed in flexural strength over the double layered composites with 5.26 wt% of abaca.
This increase in strength is due to the increase in fibre loading 22 -24 which tends to improve the stiffness of composite. Also, the similar trends for flexural strength of composite with increase in fibre loading are observed in one of the literatures. 25 However, increase in wt% of red mud results in improvement in flexural strength. Whereas in case of particle size of red mud, it is noticeable that flexural strength tends to decrease with increase in particle size of red mud which is in agreement with one of the past literature. 17 Moreover, it is also observed that particle size of red mud affects flexural strength the least among all the three input variables.
Interaction and main effects of input variables on impact strength
From the interaction plot for impact strength of composite illustrated in Figure 9, it is very distinctive that impact strength increases with increase in abaca fibre loading and wt% of red mud. Increase in layers or lamina of abaca (increase in wt% of abaca) tends to increase the surface area for fracture resulting in higher impact strength of composites which is in accord with the observations made in past literature. 22 Moreover, the increase in impact strength with wt% of red mud is also in agreement with the reports presented in past literature. 26 Particle size of red mud has a negative contribution to impact strength of composites that is increase in size of particle results in decrease in impact strength 17 as the bigger size particles of red mud tends to form more voids which give rise to formation of minor cracks which propagates to form major crack on application of load and hence causes failure at relatively lower loads than required for a failure of composite having smaller size particles of red mud.
Response surface plots for mechanical properties of hybrid composites
RSM compares the relative magnitude and significance of main effects and interaction effects of input variables A, B and C on the mechanical properties of composites (flexural and impact strength). This enables us to identify factors or variables contribution to response variability. Mechanical properties like flexural and impact strength of hybrid polymer composites are dependent not only on any one of the input variables. Moreover, it is a very difficult task to incorporate the synergic effect of all the factors on variation of mechanical properties of composites in a 2D graph. Therefore, to represent their dependency on more than one input variables at least a 3D plot like surface plot is required which should be capable of showing the variation of mechanical properties with respect to 2 of the factors (factors A and B) and keeping other remaining factors (C) constant. Figure 10 illustrates the response surface plots for flexural and impact strength of composites respectively with respect to wt% of abaca (no. of layers of abaca fibre mat) and wt% of red mud in composites. The surface plots also explain the complexity in the variation of mechanical properties with respect to input variables. Such intricate behaviour could be captured well only with the help of powerful statistical tool like RSM.

Surface plots for flexural and impact strength of hybrid composites.
Also to check the reliability of developed models for flexural and impact strength of hybrid composites, some test case experiments are carried out for which flexural and impact strength were evaluated and compared to the predicted values obtained from the developed models. Percentage error evaluated for all test cases are tabulated in Table 5. It is observed that all the predicted values for mechanical properties of composites have error not more than 9.9%, which is acceptable.
Percentage error between predicted and observed values of mechanical properties for test cases.

Fractographic analysis
Figure 11(a) is SEM image of fractured flexural composite specimens captured at 1000× magnification shows that composites with larger particles of red mud and double layer of abaca fibre mat manifested formation of voids which resulted in lower flexural strength. However, alkali treatment of abaca fibre manifested a good interfacial adhesion between fibre and matrix which could be seen in Figure 11(a) as the abaca fibres are broken completely. Failure of impact composite specimens is attributed to synergic effect of fibre pull outs and formation of voids (due to presence of large particles of red mud in vicinity of fibre–matrix interface) as seen in Figure 11(b). However, formation of voids was dominant factor in failure of composite under flexural loading condition.

SEM images of fractured specimens of hybrid composite under (a) flexural and (b) impact load.
Conclusions
The study deals with the successful fabrication of hybrid abaca epoxy composites using red mud as filler. Regression models are developed for flexural and impact strength of composites based on three factors and three levels full factorial study. RSM is used for designing the experimental runs. Further, response surface plots and interaction plots are analysed. ANOVA is utilized for analysis of developed models. Following are few conclusions drawn from the study carried out: ➢ It is observed that the developed regression models for flexural and impact strength of composites is capable of predicting the mechanical properties with an adequate accuracy of 90%. ➢ Wt% of abaca and wt% of red mud are the two prevailing factors which majorly influence the flexural and impact strength of hybrid composite. In other words, particle size of red mud is the least influencing factor of the three input parameters. ➢ Flexural strength of composites first decreases and then increases as the wt% of abaca increases from 2.6 to 5.26 wt% and then from 5.26 to 7.9 wt%, respectively. ➢ Flexural strength increases with increase in wt% of red mud and decreases with increase in particle size of red mud. ➢ Impact strength of composites increases with increases in wt% of abaca and wt% of red mud. ➢ Increase in particle size of red mud deteriorates the impact strength of composites.
Footnotes
Acknowledgement
The authors wish to thank CIPET (Central Institute of Plastics Engineering and Technology), Raipur, for their support in this research.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.