
Abstract
The present study aims to produce submicron surface roughening of aliphatic polyamide 6,6 (nylon 6,6) fabric using dielectric barrier discharge-based atmospheric low temperature plasma for improving the adhesion bonding with rubber. The plasma treatment was done in the time ranging from 15 s to 300 s. Formation of surface roughness on the fabric due to plasma treatment and the associated chemical changes were studied through high-resolution scanning electron microscope, geometrical surface roughness by Kawabata evaluation system surface tester, contact angle measurements and Fourier transform infrared in Attenuated total reflectance mode. Scanning electron microscope micrographs revealed the presence of submicron roughness on the nylon 6,6 fibre surface with pores of around 100 nm (0.1 µm) for the optimum treatment time of 180 s above which the pore merging effect dominated resulting in the net low surface roughness. Geometrical roughness (SMD) results were also well in agreement with the scanning electron microscope results for the roughening and the optimum effect of the plasma treatment. The control and plasma treated nylon 6,6 samples were used as reinforcements for rubber composite. The peel strength of the rubber composite, which is a measure of interfacial bonding, increased to 150% as the maximum for the optimum plasma treatment time of 180 s. Intense rubber deposits over the 180 s plasma treated samples were observed while only a few deposits of rubber were observed on the control fabric when their interfaces were examined through scanning electron microscope after peeling test.
Introduction
Textile–rubber composites are used in many applications like tire cord, conveyor belt, hose, power transmission belt, inflatable and non-inflated structures, hovercraft skirt, snowmobile track and such others. The adhesion between the rubber and the textile fabric is essential to withstand load during the intended use of the composites, so that it should not peel-off from each other, ensuring durability and long-life of the product. Generally, polyamide fabrics such as nylon 6,6 and nylon 6 have been used widely as reinforcements in textile–rubber composites due to their superior tensile strength and elongation. However, nylon as such cannot be used as reinforcement in composites due to its inability to adhere with rubber directly. Factors that prevent the adhesion of rubber to the nylon surface are mainly: low reactivity and smooth polymer surface, highly drawn crystalline and spin finish on the fibre surface and the nature of sizing agents applied during the fabric making [1]. In order to improve the adhesion between nylon and rubber, Resorcinol Formaldehyde Latex (RFL) treatment is used, which work through chemical reactions. However, as nylon fibre remain circular and smooth, the mechanical interlocking effect with the matrix yet remain poor. Imparting the surface roughness on nylon would therefore improve the interfacial adhesion with rubber.
The surface roughening of reinforcing materials used for making composites have been carried out by number of physico-chemical and biological methods such as acid [2] and alkaline treatments, low temperature plasma (LTP) treatments [3] and enzymatic method [4] by various researchers. The surface modification of nylon 6,6 using alkali treatment will leads to loss in mechanical strength, higher weight loss, whiteness index loss and left a relatively toxic effluent in the environment [5]. Of these techniques, LTP has the advantage of being dry and energy efficient processes compared to the wet treatments which involve heating of bulk aqueous treatment solutions, subsequent drying of the treated samples and the effluent handling. Additionally, LTP is much appreciated for the submicron level of surface reactions without affecting the bulk properties, which might happen in the other methods, if the reaction conditions are not maintained within the set limits [6,7].
LTP treatment initiates number of reactions on the surface of the substrates which are responsible for the physical and chemical changes on it. The active species responsible for such reactions are free radicals, excited atoms and molecules, ions and ultra violet (UV) radiations. Of these species, it is found that the UV radiation dominates for the depth effect through intense etching particularly when used on organic polymeric molecules. The radiation initiates chain scission and fragmentation of long polymeric chains into simpler compounds which might fully or partly vaporize along with the re-deposition on the surface of the substrate. Many research works have been carried out for exploring LTP as an alternative method for the conventional textile chemical processing such as desizing, scouring, dyeing and printings [8]. In the technical textile field, attempt has been made to use LTP for improving the adhesion strength of reinforcement with the matrices [9]. Li et al. [10] stated that the main purpose of plasma surface treatment for textile reinforcement materials is to modify the chemical and physical structures of their surface layer, tailoring fibre–matrix bonding strength or toughen, control interfacial bonding and adhesion, without influencing their bulk mechanical properties. Various studies observed that plasma treatment improves the fibre–matrix adhesion by increasing surface roughness of the fibre and deposition of a new layer of the same polymer on the surface [11–13]. Mccord et al. [14] reported that combination helium and oxygen plasma treatments can be used to change the surface chemical composition of nylon. Hwang et al. [15] reported that He/ air plasma with treatment time of 60 s can increase the interfacial shear strength (IFSS) of aramid fibre/epoxy matrix. Qiu et al. [16] reported that plasma treatment can increase the IFSS of ultra-high modulus polyethylene fibres (UHMPE)/epoxy composites due to creation of micro-cracks on the fibre surfaces.
Studies on plasma treatments with specific reference to reinforced flexible composites like tire cord can also be found in the literature. Stephane and Andre [17] showed in their study that plasma treatment increased the adhesion strength of PET cords by 280% through plasma treatment on PET using argon and oxygen plasma without altering the traction strength of the fibres cords. Shijian et al. [18] noticed significant improvement on the rubber adhesion in the tire cord through plasma polymerization technique. Simor et al. [19] reported that plasma treatment on PET resulted in 100% improvement in the adhesion properties of tire cord, when compared to the untreated polyester cord threads. Recent study by Pieter and Peter [20] compared the plasma treatment and chemical treatment on aramid fibre and reported that mechanical adhesion, i.e. interlocking plays a minor role compared to chemical interaction.
Simor et al. [21] investigated the effect of dielectric barrier discharge (DBD) plasma treatment on PET and its adhesion strength with polyurethane (PU) and poly vinyl chloride coatings. Jan Schafer et al. [22] studied the adhesion bonding of polyamide 6 with PU using an atmospheric-pressure plasma jet-based surface treatment process. Krishna Prasad et al. [2] optimized the surface roughness of the nylon 6,6 fabric using formic acid treatment and found that the higher surface roughness will result in higher adhesion bonding between the fabric and rubber composite. However, to the best of our knowledge, there is no specific study on improving the surface roughness of the nylon fabric using plasma treatment and its treatment time effect with respect to the adhesion strength of the rubber composites.
Accordingly, for the purpose of preparing the nylon 6,6 – natural rubber RSS IV flexible composite, the present study explores the effect of LTP treatment on surface roughening effect of nylon and its influence on the interfacial adhesion improvement of the rubber composite. The helium gas is used as carrier gas for surface etching and for polymerising due its high energy metastable state and excellent heat conductivity [23]. Hence, it is planned to study the controlled treatment of nylon 6,6 fabrics with plasma treatment for surface, physical and chemical modifications. Subsequently, the treated fabrics are also studied for moulding with rubber and their performance.
Experimental
Materials
A nylon plain woven fabric of a 372 g/m2 areal density with seven threads per centimetres in both warp and weft directions made of 295 tex of single multifilament was used in this experimentation. Initially, the fabric was then treated with 5 g/l non-ionic detergent for 30 min at 60℃ to remove any impurities present in the surface of the fabric and dried. All the reagents used for analysis were of analytical grade and double distilled water was used for preparing the RFL binder.
Plasma treatment
The atmospheric pressure plasma was used to treat the fabric samples with the width of 50 cm, which passed continuously between top and bottom electrodes with a distance of 0.5 mm from the top and bottom of the fabric, where DBD was generated. The experimental setup used for LTP treatment is shown in Figure 1. The discharge power used for the generation of plasma was 1500 W. The inlet flow rate of carrier gases such as oxygen and helium was controlled by using flow metres with the flow rate of 0.5 l/min and 5 l/min (litre per minute), respectively. The nylon fabric was treated with varying treatment time, viz. 15 s, 30 s, 60 s, 180 s and 300 s.
Schematic diagram of atmospheric pressure low temperature plasma (LTP) treatment of nylon fabric.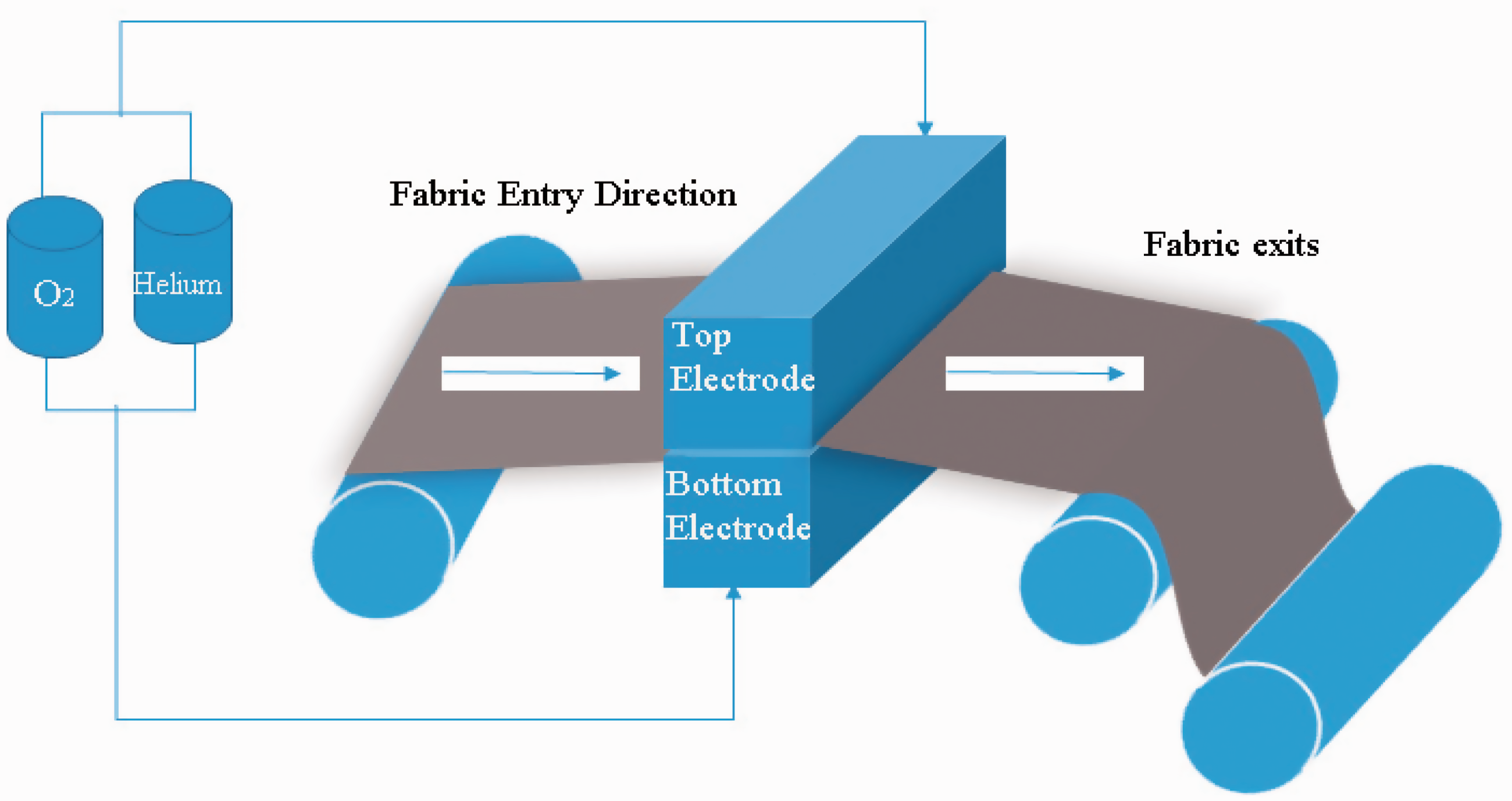
RFL treatment
Basic RFL adhesive components [24].
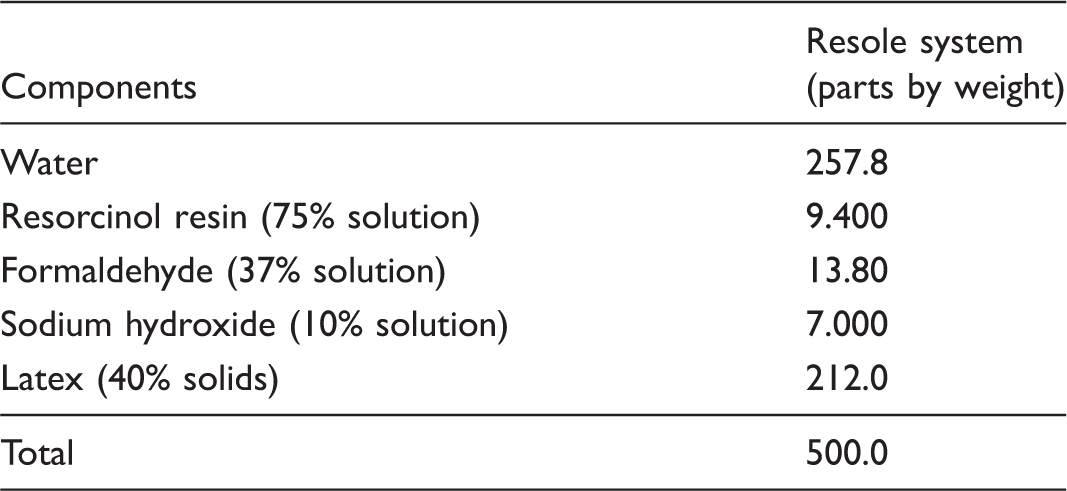
Note: RFL: Resorcinol Formaldehyde Latex.
Rubber moulding with nylon fabric
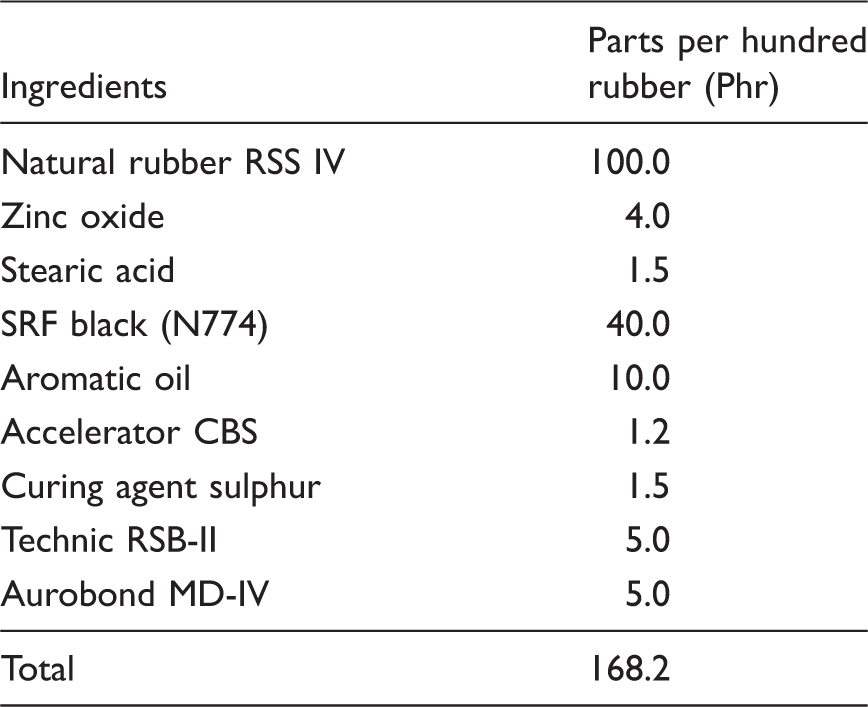
Rubber compound ingredients.
The nylon rubber composite samples were prepared in a mould with the dimensions of 150 mm × 150 mm × 6 mm. Initially, the mould was pre-heated at 150℃ and then the bottom half of the cavity was filled with around 3-mm thick rubber sheet. Secondly, the RFL treated nylon fabric was placed over the rubber sheet in the mould. Finally, the remaining half was filled with rubber sheet and cured at 150℃ for 10 min at a pressure of 200 kg/cm2. The cured samples were conditioned at ambient temperature for at least 24 h before testing.
Testing and characterization
Surface roughness test
The changes in the surface roughness due to the plasma treatment were measured by Kawabata evaluation system (KES-FB4). It was measured by pulling across the surface of the fabric over a 0.5-mm diameter steel wire, which was bent into a U shape, keeping the contact force at 10 gf (98.1 mN) [25]. The results were the average values of 10 readings. There were three parameters in this test, namely MIU (Coefficient of friction), Geometrical roughness (SMD) and Mean deviation of Coefficient MIU. The SMD was taken as the measure of the surface roughness.
FTIR spectra analysis
The FTIR spectra of all the above six samples viz., the control as well as the plasma treated nylon samples were recorded using a Shimadzu FTIR with a scan rate of 4/cm in the wave number region of 4000/cm to 700/cm to study the chemical changes that happened on the surface of fabric due to the treatment.
Static water contact angle of the fabric
The static water contact angles were measured with a 5-μl deionized sessile water droplet at 25℃ and 65% RH using a GTX Gonio meter (GTX instruments R, France). An average of three different measurement spots is reported for each sample.
Differential scanning calorimetry analysis
Differential scanning calorimetry (DSC) study of the samples was carried out using Mettler Toledo DSC model integrated with a personal computer. The samples were heated from 30℃ to 350℃ at a rate of 5℃/min, under nitrogen atmosphere. The glass transition temperature (Tg), melting point (TM) of the control and the plasma treated fabric for 300 s were measured to study the thermal behaviour and in turn the effect of surface modification on the bulk properties of the nylon fabrics.
Scanning electron microscope (SEM) analysis
The surface morphology of both the control and the plasma treated nylon fabrics were studied using the scanning electron microscopy (SEM). The samples were coated with a thin layer of gold with a plasma sputtering apparatus, prior to the scanning. The observations were performed at an accelerating voltage between 10 kV and 15 kV, and with a magnification of 1500×.
X-ray diffraction
The crystallinity changes in both the control and the plasma treated material for 300 s were studied by X-ray diffraction (XRD), with Panalytical, Netherland & Xpert Powder X-ray diffractometer, using tracing technique the crystallinity of the samples were evaluated.
Tensile strength of the fabric
The tensile strength of the plasma treated and untreated PA 6,6 fabrics were evaluated using an universal tensile testing machine, at a gauge length of 75 mm and a crosshead speed of 300 ± 10 mm/min, following ASTM D5035-06 method. The tensile strength of the fabric was measured; the results of the 10 samples in warp and weft direction were averaged.
Adhesion strength of rubber to fabric samples
All the rubber to polyamide fabric moulded samples were tested as per the ASTM D413, Type A, 180° Peel Test. The specimen size of 6 in. in length and 1 in. in width were prepared and tested on the Instron Tensile Testing machine at a speed of 50 mm/min. The adhesion values are taken as the average value of the test over a reasonable distance of separation and reported as average of five samples in warp and weft direction.
Results and discussion
Surface morphology of plasma treated nylon 6,6 fibres
The surface morphology of control and plasma treated nylon 6,6 fibre with different treatment time are shown in the Figure 2. Figure 2 (a) shows the untreated nylon fibre while the Figure 2 (b) to Figure 2 (f) shows the effect of plasma treatment time, i.e. 15 s, 30 s, 60 s, 180 s and 300 s, respectively. It can be seen from the Figure 2 (a) that the surface of the nylon fabric is much more uniform and there are no etching marks and pores formation. . Figure 2 (b), (c) and to (d) indicates the number of etched places on the fabric due to plasma surface reaction. Such observations can be attributed to the surface hydrolysis of polymers and the formation of surface irregularities which appear like micro pits. The surface etching and pores formation were varied with duration of the plasma treatment. In Figure 2(b), initial plasma exposure of nylon fabric to 15 s, leads to changes in the surface of morphology by forming normal surface polymer with slight etching effect. Figure 2(c) and (d) shows that plasma exposures of 30 s and 60 s duration further improve the etching effect on the nylon surface. When the treatment time is further increased to 180 s, pores are formed on the surface of the nylon as shown in Figure 2(e). The average pore sizes are observed to be at the submicron levels in the range of about 100 nm (0.1 µm). However, upon increase the treatment time further to 300 s, the presence of such clear pores is not seen except the traces of some small pores due to pore-merging effect.
SEM micrographs of nylon 6,6 fibres treated with plasma: (a) control, (b) 15 s, (c) 30 s, (d) 60 s, (c) 180 s and (f) 300 s.
Formation of pores upon plasma treatment can be explained by various mechanisms as has been reported in the previous works. Once the gas inside the chamber is converted as plasma, it has the reactive species such as radicals, ions, excited atoms and molecules and UV radiations [26]. Of these, the UV radiations have the enough energy (from 102 kcal to 104 kcal) to break the bonds of organic molecules whose bond dissociation energies range from 83 kcal/mol to 150 kcal/mol for various bonds such as –C–C–, –C–H, –C=O, –C=C–, –O–H etc. [27]. Therefore, the UV radiation would break the surface polymeric organic molecules and fragment them into simpler compounds which could escape from the surface. This is technically referred to as the etching process. As it has been stated by Periyasamy et al. [28], in their experimentation of silk with vacuum ultra violet radiation (VUV) irradiation with excimer lamp producing 172 nm photons that in the initial stages of treatments, very small pores with less intensity are seen as a result of less reactive species and the intensity of the UV photon action with short time of exposures. However, upon continued exposures, the action of UV photon becomes more intense leading increase in the concentration of the pore size which could be seen in this case at the plasma treatment time of 180 s. Further to this treatment, however, the pores are less intense and clear which may be because of the pore merging effects due to two reasons, one being the pore enlargement and the other one being the rate of etching due to continues prolonged exposure time up to 300 s. The pore merging effect is also schematically explained as shown in Figure 3 along with the possible frequency distributions in Figure 4.
Schematic representations of pore formation and merging due to plasma treatment with treatment timings of (a) 30 s, (b) 60 s, (c) 180 s and (d) 300 s. Possible frequency distributions of pores size and number of pore formations for the plasma treatment time of 30 s, 60 s, 180 s and 300 s.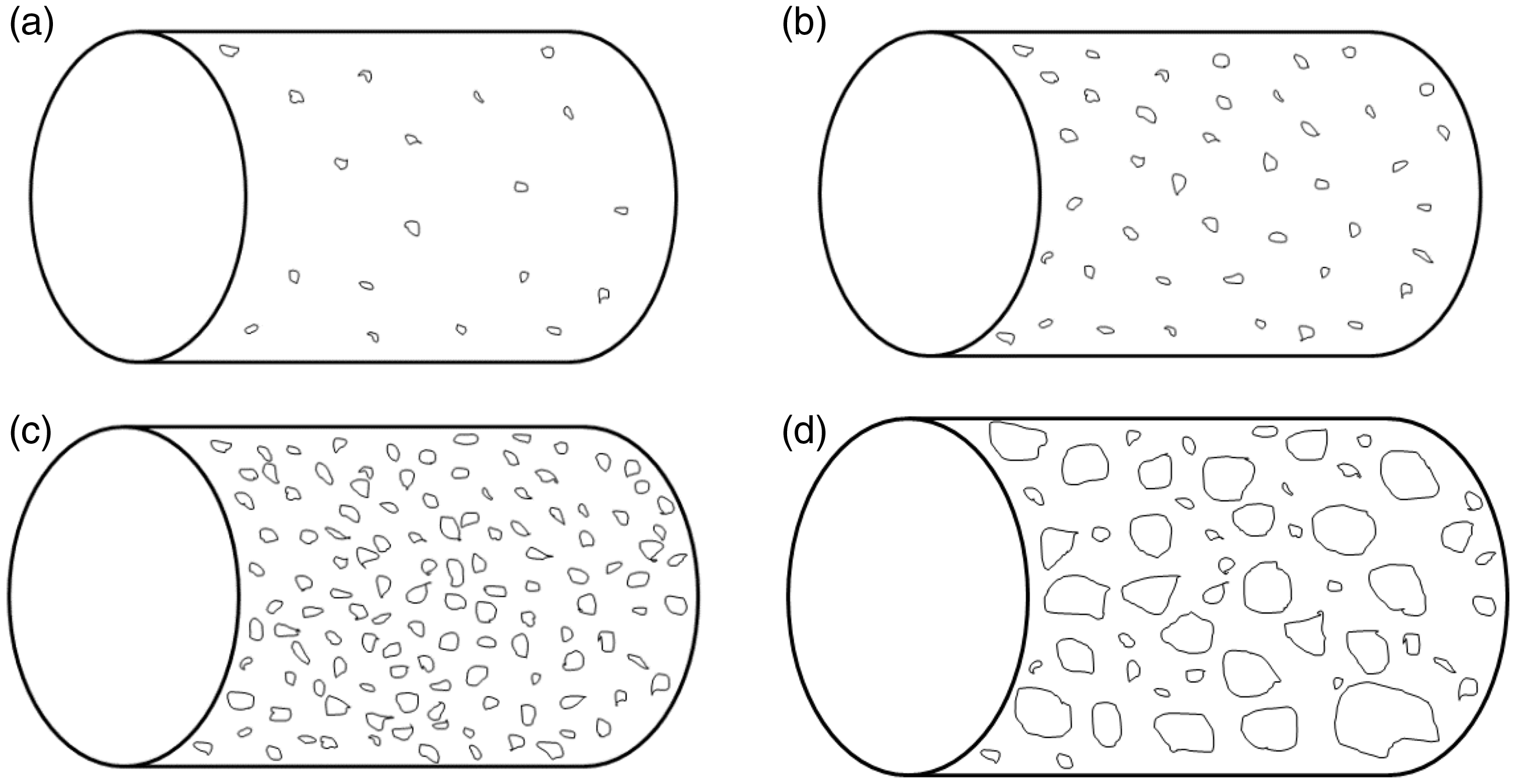

It can be seen from Figure 3(a) to (c) that small pores with less intensity are formed at 30 s plasma treatment time and it continues to increase in its intensity up to 180 s. However, further increase in the plasma treatment time to 300 s results in enlargement and merging of pores (Figure 3(d)). Therefore, the net result is decrease in the intensity of the pores as seen in Figure 2(f), the SEM image of the plasma treated nylon 6,6 fibres for 300 s. However, if the SEM image of the plasma treated nylon 6,6 fibre for 180 s (Figure 2(e)) is observed, the presence of clear and intense pores can be noticed adhering to the explanation with the schematic shown in Figure 3.
Pore size and distribution pattern thus can be conceptualized with the frequency distribution graph as shown in Figure 4. It can be seen from the above figure that at plasma treatment timings of 30 s and 60 s, pore size distribution is small while at 180 s the pore size increases with widening effect which is because of the pore merging effect. Further increase in treatment to 300 s leads to such similar effects of pore merging and curve broadening indicating high etching loss.
Surface roughness of the nylon 6,6 fabric
Geometrical surface roughness of plasma treated nylon 6,6 fabric.
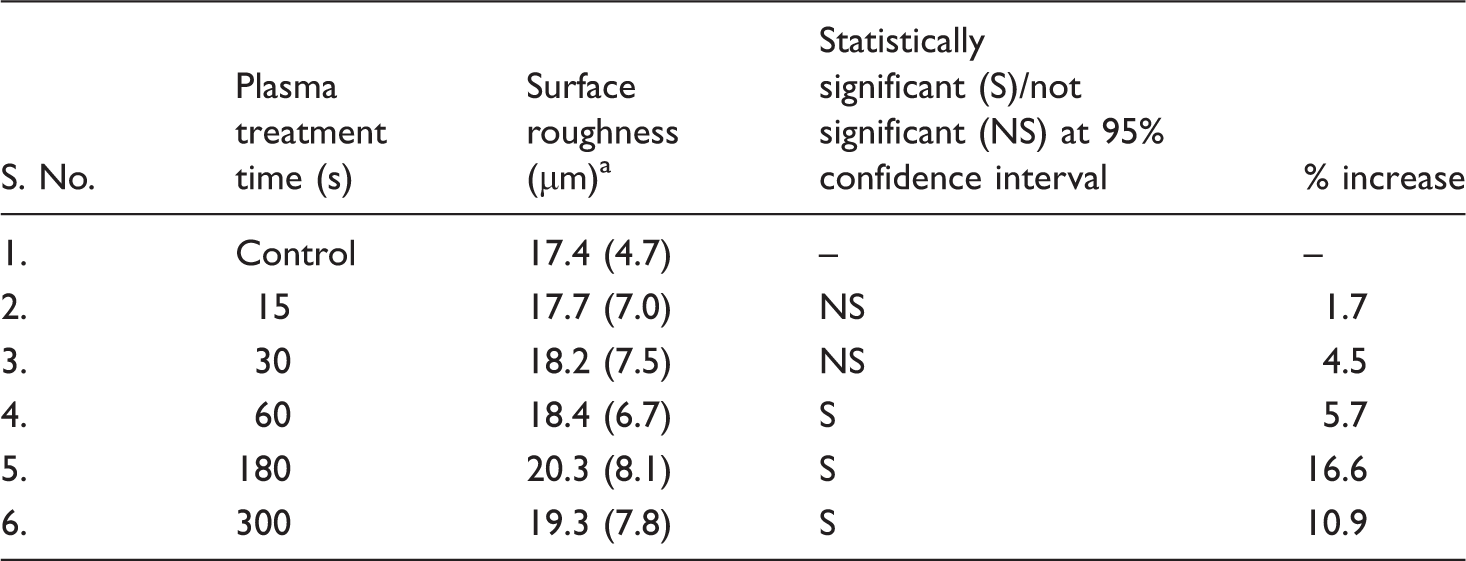
Note: The value in the parenthesis denotes CV%.
It is observed from Table 3 that Geometrical Surface Roughness (SMD) of the plasma treated fabrics are found to be time dependent and increase gradually with plasma treatment time. The fabric treated for 15 s, practically shows no significant changes in the surface roughness value, i.e. both the control and 15 s treated samples SMD values are almost the same values, i.e. 17.4 µm and 17.6 µm, which may due to initiation of plasma effect on the surface with less intensity of the plasma reaction species. However, the fabrics treated with 30 s, 60 s and 180 s showed gradual increase in the SMD values. Such increasing trend continues up to the plasma treatment time of 180 s, with the maximum SMD value of 20.3 µm. Further increase in treatment time to 300 s leads to decrease in the SMD value to 19.3 µm. These findings are also in line with the surface morphological study through SEM micrographs as discussed in the preceding section. Therefore, it can be inferred that the plasma treatment increases the surface roughness of the nylon 6,6 fibres up to a treatment time of 180 s and then decreases due to the pore merging effect which is explained in the preceding section with the schematic as shown in Figure 3.
Contact angle
Contact angle measurement is another means of quantifying the effect of surface modification particularly for the hydrophobic fibres [29]. The method of measuring contact angle on the substrate surfaces is described in the Experimental section. Accordingly, if the contact angle of the surface is <90° then it is regarded as wettable with the liquid in this case the water and if the contact angle of the surface is >90° then the that surface is regarded as non-wettable with the liquid. Such contact angle measurements are shown in Figure 5 for the control and the plasma treated nylon 6,6 fabrics for various treatment times. It can be observed from the figure that the contact angles of the control and treated fabrics at 15 s, 30 s, 60 s, 180 s and 300 s are 127° and 98°, 82°, 78°, 44° and 17°, respectively. Unlike the SEM morphological and surface roughness results as presented and discussed in the preceding sections wherein the results had an optimum effect with the treatment time of 180 s, the contact angles curve of the plasma treated samples continue to decrease from the initial treatment time of 15 s to the final treatment time of 300 s with the lowest contact angle of 17° at the 300 s plasma treatment. Such observation can be explained with the similar findings of Periyasamy et al. [28] that the surface hydrophilicity and corresponding contribution to wettability/contact angle depends on both the degree of hydrophilic functional groups generated and the surface roughening. In this context, though the surface roughening decreases after 180 s of plasma treatment time, however, the hydrophilic groups generation might continue to increase notably as a result of which the contact angle continue to decrease with the treatment time. Nevertheless, the treatment time of 180 s can be considered optimum for the purpose, as the interfacial adhesion would mainly depend on the surface roughness which is found to be maximum at the 180 s of plasma treatment as inferred.
Effect of plasma treatment time on contact angle of nylon 6,6 fabrics and its images of water droplets on the surface of nylon 6,6 fabric with its contact angle for (a) control, (b) 15 s (c) 30 s, (d) 60 s, (e) 180 s and (f) 300 s.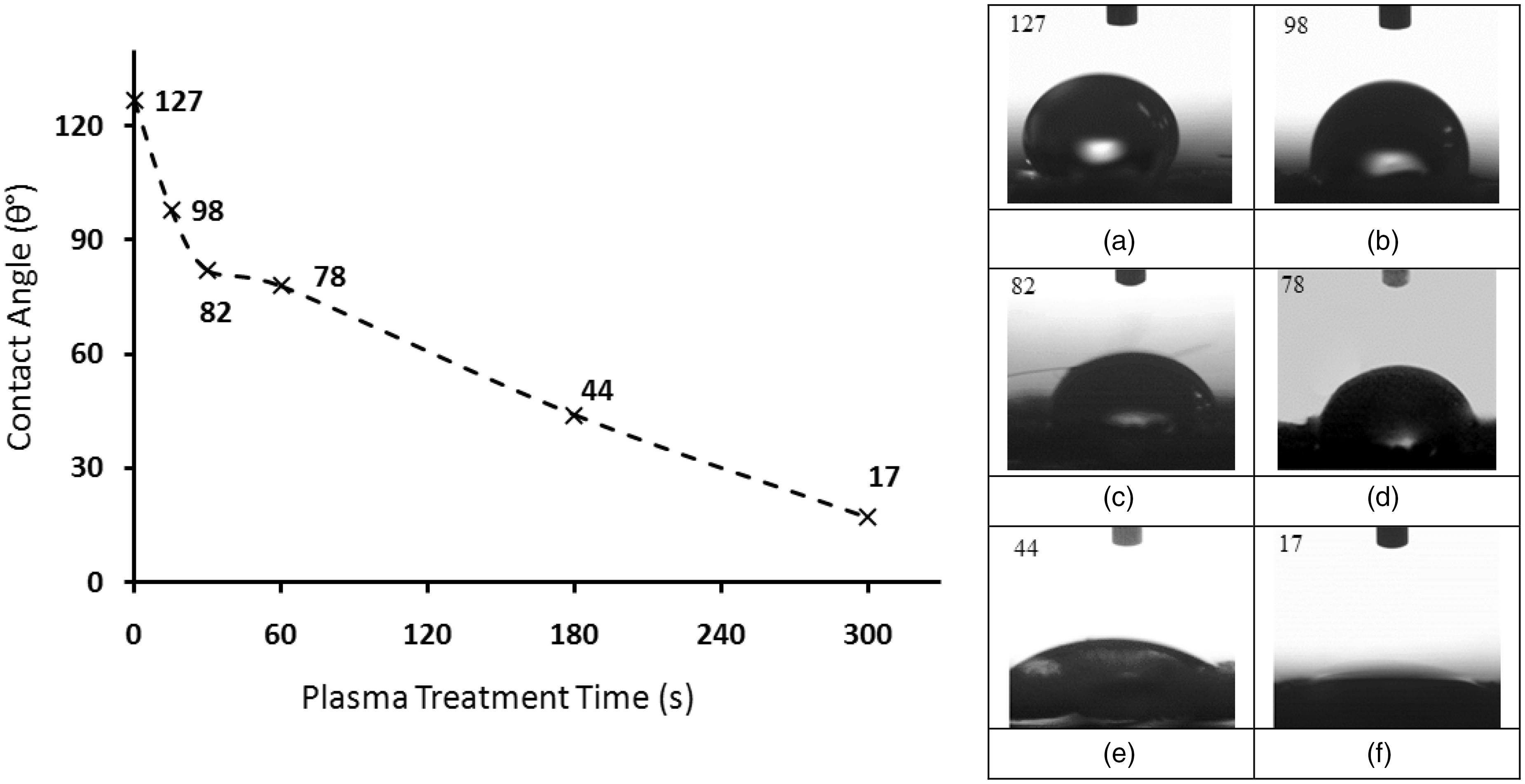
Peel strength of rubber composite
Mechanical properties of controlled and plasma treated nylon fabrics.

Note: The value in the parenthesis denotes CV%.
There is no statistically significant difference in the mean value at 95% confidence interval.
#There is statistically significant difference in the mean value at 95% confidence interval.
The SEM morphological analysis of the rubber particle deposits on nylon at the interfacial point after peeling both for the unmodified and 180 s plasma treated nylon fabrics with maximum surface roughness are shown in Figure 6(a) and (b), respectively. From these figures it could obviously be noted that there are more rubber particles with intense patches on the surface of 180 s plasma treated nylon fabric (Figure 6(b)) indicating that the surface roughness formed due to plasma treatment resulted in very high degree of interfacial bonding. However, in the case of the unmodified nylon, the deposition of rubber particles are very less in intensity (Figure 6(a)) indicating that the peeling results in good de-lamination which may because of the smooth surface of the unmodified filaments.
SEM analysis of nylon fabric interface of peeled composite (a) control nylon and (b) 180 s plasma treated nylon.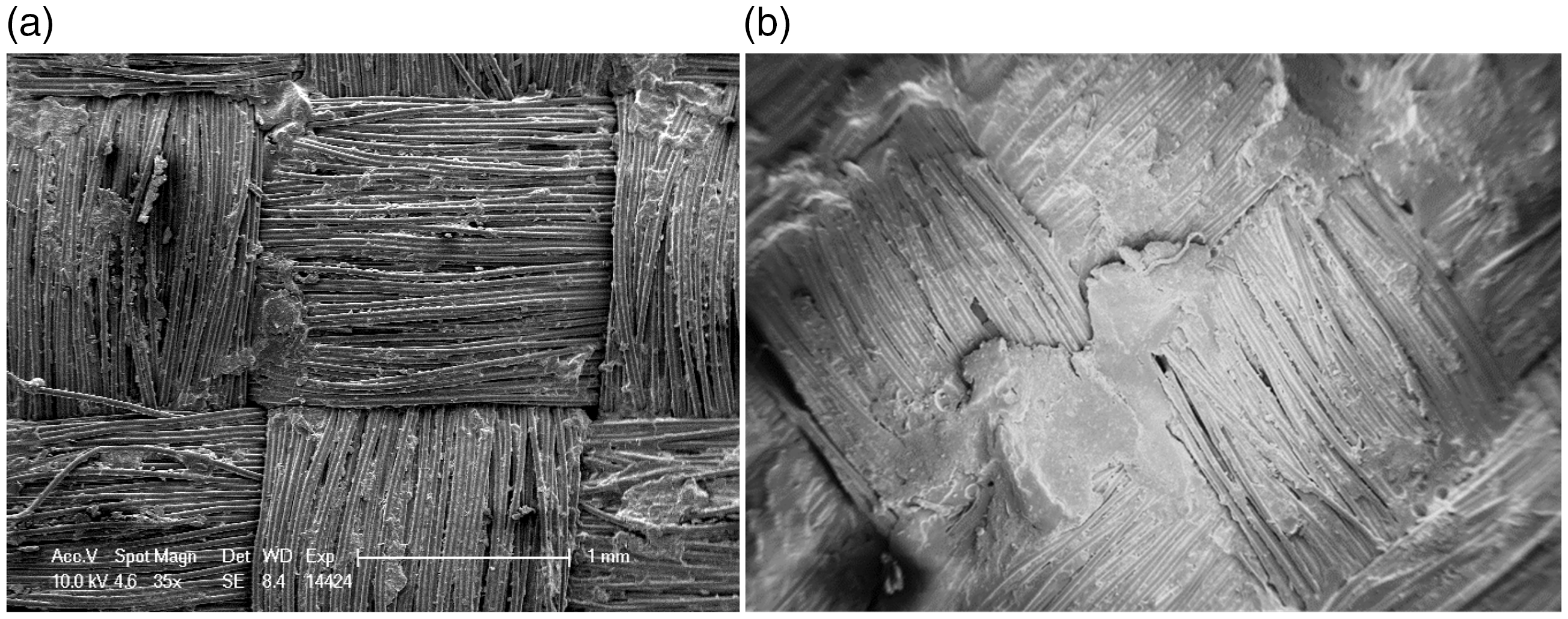
Tensile strength of fabric
Tensile strength of control and plasma treated fabrics.

Note: The value in the parenthesis denotes CV%.
FTIR-ATR analysis
As the plasma treatment effectuates both the surface roughness through etching and the chemical functional group formation through various plasma species reactions, the chemical changes are studied through Fourier transform infrared (FTIR) spectroscope. The results of the FTIR study for the plasma treated and control samples are shown in Figure 7. Figure 7(a) to (f) shows spectra of control fabric and treated fabrics from 15 s to 300 s, respectively. The control nylon fabric shows peaks at 3294/cm, 1745/cm, 1631/cm-1 and 1525/cm related to NH2 stretching vibration, C=O stretching, C=O stretching (amide I) and NH2 bending (amide II), respectively [36]. The intensity of above peaks are changed and decreased in the different plasma treated fabrics from 15 s to 300 s as seen from Figure 7(b) to (f). The peak at 1745/cm-1 in the control fabric is related C=O stretching, where the depth of peak gets reduces as the plasma treatment time increases from 15 s to 60 s. Further increase in the plasma treatment time, i.e. 180–300 s, the peak gets totally disappeared as noted from Figure 7(e) and (f). The peaks observed at 2929/cm and 2856/cm in the control fabric are related to C–H Stretch, the intensity of the above peaks are increased in 15 s and 30 s treated fabrics. However, the intensity of above peaks gradually reduces when treatment time increases to 60 s, 180 s and 300 s.
FTIR spectrum of nylon 6,6 fibres treated with plasma: (a) control, (b) 15 s, (c) 30 s, (d) 60 s, (c) 180 s and (f) 300 s.
The peak found at 1039/cm in the control fabric is related to C–O, depth of the peak slightly increase with the plasma treatment time from 15 s to 60 s. However, upon further increase in plasma treatment time to 180 s and 300 s, broadening of peak at 1039/cm can be observed (Figure 7(e) and (f)). From these results it observed that the changes in the peaks intensity may be due to the haemolytic fission created by plasma energy, where each atom of the bond keeps an electron resulting in free radicals formations, which help in improving the surface hydrophilic groups and changes in their functional groups.
DSC analysis
DSC analysis in Figure 8 shows that the control and the 180 s plasma treated nylon 6,6 fabric samples, where the later one has shown both the high surface roughness and peel strength. The glass transition temperature and melting points are clearly observed at about 59℃ and 256℃, respectively, for the untreated nylon 6,6 fibre. The plasma treatment did not cause significant change in these temperatures. The crystallinity of the fibres could be obtained as the ratio of the heat of fusion of fibre derived from the area under the peak to the heat of fusion of the 100% crystalline fibre/polymer. In this case, the areas under the curves almost remain same indicating that the crystallinity is unaffected by the treatment. The results obtained from the DSC analysis have clearly shown that the physical structure of the fibre has no significant effect on the thermal properties of nylon 6,6 fibre treated with the plasma. Here in the present study, we have concluded that there is no change in Tg and Tm of the plasma treated nylon 6,6 fibre compared to the untreated fibre.
DSC curve of (a) control fabric and (b) 300 s plasma treated.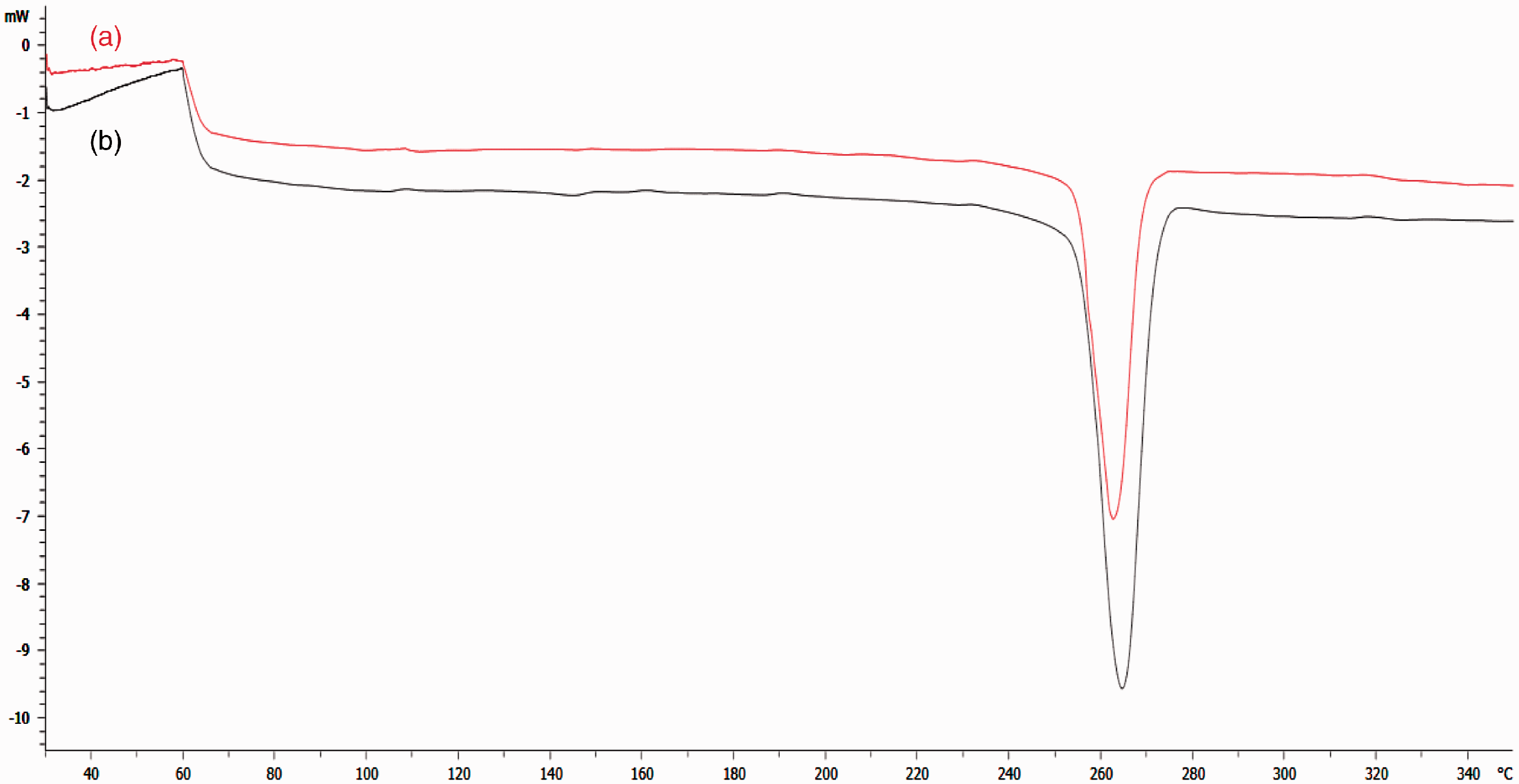
XRD analysis
In order to the study effect of plasma treatment on bulk properties, control and treated samples were subjected to XRD analysis to assess the change in degree of crystallinity. The test results of control and plasma treated (for 300 s, the highest treatment time of the experiments) samples of XRD graph are presented in Figure 9(a) and (b), respectively. It can be observed from the figure that there are peaks counts against the 2θ values which indicate the ordered structure at a particular angle of observation. Using the tracing technique, amorphous and crystalline content were analysed and the percentage of crystallinity were obtained by following equation:
X-ray diffraction patterns of nylon 6,6 (a) control, (b) 300 s plasma treated.
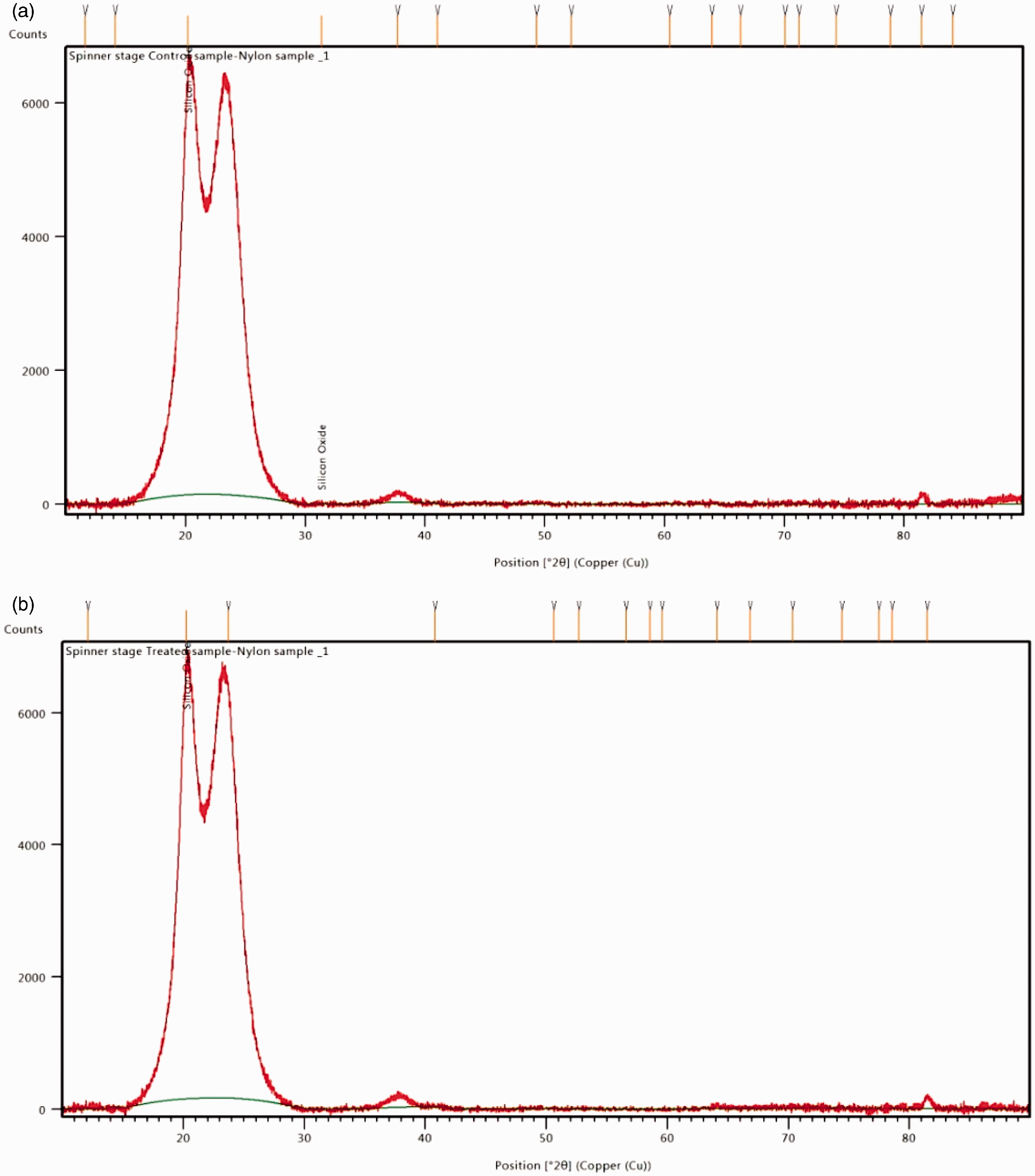
Acr is the area of cover under crystalline phase and Aam is the area of cover under amorphous phase.
Almost identical percentage of crystallinity as 55% was obtained for both the treated and control fabrics. This result clearly indicates that the treatment is mainly restricted to surface, but not to the bulk as there is no change in degree of crystallinity. Additionally, the visual perception of the XRD patterns of the control and plasma treated (for 300 s) are almost similar and confirms the surface treatment effects of the plasma treatment.
Conclusion
DBD-based LTP treatment has been used to increase the surface roughness of the nylon fabrics. Such treated fabrics when used as a reinforcing material for making rubber composites resulted in higher peel strength due to better adhesion with the rubber. The optimum plasma treatment time on the fabric was found to be 180 s for getting maximum peel strength of 150% higher in warp and 122% higher in weft direction compared to control fabric. The plasma treatment time beyond 180 s lead to decrease in the surface roughness due to the pore merging effect which is confirmed by SEM analysis and surface roughness measurement. SEM morphological study of the peeled rubber composite showed the presence of intense rubber patches on the plasma treated fabric whereas control fabric showed only few deposits of rubber particles. XRD and DSC studies indicated that there was practically no change in the crystallinity, Tg, Tm and bulk properties of nylon 6,6 fabric due to plasma treatment. Based on the above, it is concluded that LTP on nylon fabric can be used to produce rubber composite with higher peel strength.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.