
Abstract
Banana fibres are among the natural fibres obtained from the waste pseudostem of the banana plant, which can be used as reinforcement in the manufacture of thermoplastic composites due to its high specific strength compared to that of glass fibres and are sustainable alternatives. To improve the adhesion of natural fibres with the matrix material, the surface is usually modified using alkali. Surface modifications can also be done through eco-friendly enzymatic treatments. In this work, banana fibres were treated with alkali, laccase and xylanase enzymes at various treatment concentrations separately to modify the surface. Banana/polypropylene needle punched nonwovens were produced from each of these treated fibres and polypropylene fibres separately. Banana/polypropylene composites have been produced from these nonwovens using compression moulding technique and properties such as volume fractions, hardness, tensile strength, scanning electron microscope analysis, flexural strength and impact resistance were determined for all the composite samples. The densities and the void contents of these developed composites ranged between the range of 1.038–1.043 and 2.2% to 3.6%, respectively. The various treatments have increased the hardness by 8–21%, tensile strength by 24–69% with the highest for 20% xylanase enzyme treatment. The scanning electron microscope analysis of the tensile test samples also aids the tensile test results. The 100% polypropylene had a flexural strength of 25.43 MPa and that for banana fibre reinforced composites the improvements was in the range of 42 to 80%. Impact strength also showed similar trend as tensile with a highest impact strength of 120% for 20% xylanase enzyme treatment.
Introduction
Thermoplastic composites are gaining higher market share in the composites industry especially in the automotive sector [1]. They offer numerous advantages such as low cost, higher impact, corrosion and moisture resistance and can be manufactured in shorter processing time and have the ability to be reformed [2]. Polypropylene (PP) is a promising thermoplastic matrix material, which is known for ease of manufacture, good dimensional stability, transparent, good flame resistance and higher impact strength [3]. The use of natural lignocellulose fibres in the manufacture of thermoplastic composites has also increased [1]. Natural lignocellulose fibres such as sisal, hemp, coir, kenaf and jute have low density, good thermal properties, better specific strength, eco-friendly nature and can be used as replacement for glass fibres during composite manufacturing [4,5].
Banana fibre is extracted from the pseudostem waste of the plant after harvesting the fruits. As any other lignocellulosic fibre, the major constituents of these fibres are cellulose, lignin and hemicellulose [6]. Banana fibres have physical properties comparable to that of glass fibre and can be used as reinforcement in composites [7–10]. The removal of lignin and hemicellulose substances and roughening of surface is required to improve the interfacial strength of composites [11]. Various chemical treatments such as alkali, silane, benzoylation and acetylation are done for natural fibres to improve its adhesion with matrix [12].
Alkali treatment is considered to be a better method among the various chemical treatments and this treatment brings about changes in diameter, structure, chemical composition, surface morphology and crystallinity as well as improves the wettability, resin pick up of natural fibres like coir, sisal, flax and cotton [13–15]. Nowadays for surface treatment many eco-friendly approaches are tried as alternative to these various chemical methods such as physical methods and enzymatic approaches in other industries such as paper and textiles [16,17]. Among the various enzymes, the laccase and xylanase enzymes act on the lignin and hemicelluloses, respectively, which are the major non-cellulosic component in the banana fibres [18–20]. The alkali treatment and enzymatic treatments modifies the chemical constituents, which results in improvement in mechanical properties, surface roughening, crystallinity and also in the thermal behaviour of fibres making it suitable for use in composites [21,22]. Yet the effect of alkali and enzymatic treatments of banana fibre on the mechanical properties of composites have not yet been studied. Hence, in this study banana fibres were treated with NaOH, xylanase enzyme and laccase enzyme separately at various concentrations and composites were developed from the untreated, NaOH, xylanase enzyme and laccase enzyme treated fibres separately and mechanical properties such as hardness, tensile, flexural and impact properties of the composites were investigated to find if enzymes can act as suitable substitutes for NaOH treatment on banana fibres.
Materials and methods
Materials
Reinforcement
Nendran variety (Musa paradisiac) pseudostems were extracted mechanically and were dried in shade for 5 days at room temperature. The extracted banana fibres were manually cut to 70 mm lengths approximately. These fibres were treated separately at various concentrations (10, 15 and 20) of NaOH, laccase and xylanase enzyme to produce three different variations from each treatment to get nine different samples of treated banana fibres. The characterization of all the untreated fibres and fibres treated with NaOH, laccase and xylanase enzyme is already published in our previous papers [23,24].
Matrix
PP fibres (Source: Reliance Industries, India) of 2.5 denier with a cut length of 50 mm were used as matrix material. All the chemicals used were of laboratory grade and were sourced from Merck, India.
Composite manufacturing
For composite manufacturing, the banana fibres and PP fibres were blended well by passing the material into carding machine twice and then needle punched nonwoven technology was used followed by compression moulding to prepare composite. The non-woven webs were formed using the Trytex Laboratory Model (RCC1/1) Roller carding machine used in manufacture of nonwovens. The webs thus produced from banana fibre and PP fibres were needle punched using DILO (OD II/6) Needle Punching Machine. The needle punched web was cut to 30 cm × 30 cm dimension and laid on the mould surface. The melt temperature of the die was maintained at 180℃ and at a pressure of 100 bar, the core material was allowed to remain in this condition for 10 min. This was followed by cooling at room temperature for 2 h and after which it was removed to get the composite board.
Characterization of composite
ASTM D3171-Standard Test Method for Constituent Content of Composite Materials Method I was used for the determination of fibre volume fraction, void fraction and matrix volume fraction of the developed composites. The densities of the composite were determined as per ASTM 1505-03 and hardness of composite samples was determined using ASTM 785-98 in Rockwell Hardness Testing Machine. (Make: Mechatronic, Model: Mech. CS. RAB-250).The hardness of the material was measured at six random points on each side of the plate. The tensile and flexural properties of composites were determined in universal testing machine Instron 3365. The tensile test was performed using ASTM D 3039-76 with a gauge length of 200 mm and testing speed was 10 mm/min. The dimension of the specimen used for tensile test was 150 mm × 10 mm × 3.4 mm. Flexural test was performed using ASTM D 790-03 with a Span length of 40 mm and the cross head speed of 10 mm/min were used. The dimension for Flexural test specimen was 65 mm × 10 mm × 3.4 mm. The impact test was carried out using impact tester (Make: Karl Frank Gmph Model: 53568, on unnotched specimens as per ASTM D 256 with a specimen size of 64.5 mm × 12.8 mm × 3.4 mm. The samples were analysed with a gauge weight of 25 J.
Results and discussion
Evaluation of constituent content of banana/PP composite
Density and volume fractions of untreated and treated banana fibre/PP composites.

Hardness of banana/PP composites
The hardness of a material gives an idea of the material’s resistance to abrasion and scratch. In general, it tells about the wear and tear of the material. Higher number of hardness indicates that the material is harder, offering more resistance to penetration by other material [26].
The hardness of the composites is given in Figure 1. It is observed that the hardness of 100% PP without any reinforcement is 46.7. The untreated banana fibres have increased the hardness by 42% (46.7 to 62). On reinforcement with NaOH and enzyme treated fibres, there is further improvement in hardness. The alkali treatment has further increased the hardness than the untreated banana fibre composites by 8–12%, laccase enzyme treatment increased the hardness than the untreated banana fibre composites by 14–16% and the highest improvement in hardness is achieved with xylanase treatment of 16–21% than the untreated banana fibre composites as shown in Table 2. These results are supported by the study performed in sisal/glass hybrid composites and in jute and abaca fibres reinforced PP composites [27–29].
Rockwell hardness of untreated, NaOH treated, laccase enzyme treated and xylanase enzyme treated banana fibre composites. Percentage increase in hardness of the banana/PP composite.

When banana fibres are treated with NaOH, the OH groups in the cellulosic regions convert to ONa, which form better interfacial bond with the thermoplastic matrix. Also the non-cellulosic materials such as hemicellulose and lignin are removed and increase the surface roughness of the fibres. The removal of non-cellulosic content and the increase in the roughness of the fibre surface has resulted in better interfacial bonding and resulted in higher fibre volume fraction of all the alkali treated banana fibre composites.
The enzyme treated banana fibres show removal of the non-cellulosic material. The laccase enzyme acts on the lignin, whereas the xylanase enzyme acts on the xylan, which is a component of hemicelluloses. The xylan acts as binding material between the lignin and hemicelluloses, hence when xylanase enzyme acts the removal of non-cellulosic material is higher. The cellulose % increase is higher of the xylanase enzyme treated banana fibres. Hence, its xylanase treated banana fibre composites exhibit better hardness compared to that of alkali and laccase enzyme.
Tensile properties of untreated, alkali, laccase enzyme and xylanase enzyme treated banana/PP fibre composites
The tensile strength of untreated, NaOH treated, laccase and xylanase enzyme treated banana fibre composites are shown in Figure 2. The tensile strength of 100% PP without any reinforcement is observed to be 21.4 MPa. Tensile strength of various PP composites reinforced with jute, flax, bamboo, coir, abaca and glass with various fibre volume fractions ranged between 20 and 90 MPa [30].
Tensile strength of untreated, NaOH treated, laccase enzyme treated and xylanase enzyme treated nonwoven banana fibre PP composites.
On reinforcement with untreated banana fibres, the increase in tensile strength is 30.5% for 100% PP, whereas it is lower than all the treated banana fibre composites. In the case of untreated banana fibre composites, the non-cellulosic material and higher moisture regain have developed voids (5.15% VV) and also have low interfacial adhesions, which have resulted in the lower tensile strength. The tensile strength of NaOH treated banana fibre composites shows an increase of 24% for 10% NaOH concentration and 43% increase for 15% NaOH concentration.
Percentage increase in tensile strength and Young’s modulus of the banana/PP composite.

The increase in tensile strength of the laccase enzyme treated fibre composites were in the range of 28.4 to 56.1%, and that for the xylanase enzyme treated fibre composites were 29.5 to 69.1%. Among the laccase and the xylanase enzyme treated fibres, the xylanase has showed better tensile, surface and thermal properties which have resulted in the higher Tensile strength of the xylanase treated composites. It found to be highest (47 MPa) for 20% xylanase treated banana/PP composite.
The Young’s modulus of untreated, NaOH treated, laccase enzyme treated and xylanase enzyme treated banana fibre composites are shown in Figure 3. The Young’s modulus of 100% PP is observed to be 683 MPa and untreated banana/PP composite is 913, which show increase of 33.8%. The increment trend in Young’s modulus of the banana fibre composites developed from NaOH, laccase and xylanase treated banana fibre composites were similar to tensile strength. The increase in Young’s modulus due to NaOH treatment was high at 15% concentration (103%). For laccase enzyme treatment, the increase in tensile strength was higher compared to alkali treatment, with 168% increase at 20% laccase enzyme treated banana fibre composites. Comparing all treatments, xylanase enzyme treatment at 20% concentration gave the highest change of 189% (2642 MPa) in Young’s modulus.
Young’s modulus of untreated, NaOH treated, laccase enzyme treated and xylanase enzyme treated banana fibre composites.
The increase in the tensile strength and Young’s modulus of composites is due to the removal of lignin content and other non-cellulosic material, which increases the cellulose% in the fibre. The treatments also increase the surface area for the matrix to interact mechanically, thereby creating more interaction sites leading to improvement in stress transfer [13]. In case of laccase enzyme treatment, the lignin is acted upon by the laccase enzyme, which are converted into water soluble substances and therefore the major non-cellulosic constituent lignin is removed [9,32–35]. Similarly, the xylanase enzyme acts on the hemicellulosic region which binds the cellulose and lignin resulting in the removal of hemicelluloses and lignin [36–38] and making available more cellulosic material for bonding with the matrix material.
Scanning electron microscope (SEM) analysis of tensile fractured composites
The tensile tested samples of untreated, 20% NaOH, laccase, xylanase enzyme treated samples vary widely in the tensile results and hence the fractured area for these four samples were analysed in SEM and micrographs are shown in Figure 4. It shows the banana fibre adhesion with PP matrix, certain fibre pullout and fracture of the fibres. Figure 4(a) reveals more number of voids and increased fibre pull-outs due to poor bonding of untreated banana fibres with the matrix. This is similar to that observed in the previous studies on banana fibre [39].
SEM micrographs of banana/PP composites: (a) Untreated, (b) NaOH 20%, (c) laccase 20% and (d) xylanase 20%.
Figure 4(b) shows comparatively lesser number of voids but improved fibre matrix bonding. However, fibre pull-outs are also noticed due to thermal degradation of 20% NaOH treated fibres during the compression moulding process. Figure 4(c) and (d) shows 20% laccase enzyme and 20% xylanase enzyme treated fibre composites, respectively. They have improved fibre matrix adhesion and good bonding between banana fibre and PP resin, which had resulted in the higher tensile strength of the composites.
Flexural properties of banana/PP composites
Flexural properties of untreated and treated fibre composites are shown in Figure 5. It is observed that the 100% PP had flexural strength of 27.44 MPa and that of untreated banana fibre reinforced composites is 36.15 MPa with a 31.75% increase. The flexural strength of treated banana fibre composites were in the range of 50 to 73.24 MPa with improvements in the range of 38.32% to 102.62%. The increase in the flexural strength due to various treatments is given in Table 4.The flexural strength of all the treated fibre composites was higher than the untreated fibre composites similar to earlier studies on natural fibres [40,41]. The flexural strength of various PP composites reinforced with jute, flax, bamboo, coir, abaca and glass with various fibre volume fractions ranged between 35 and 52 MPa [30].
Effect of fibre treatment on flexural strength of nonwoven banana/PP fibre composites. Percentage increase in flexural strength of the banana/PP composite.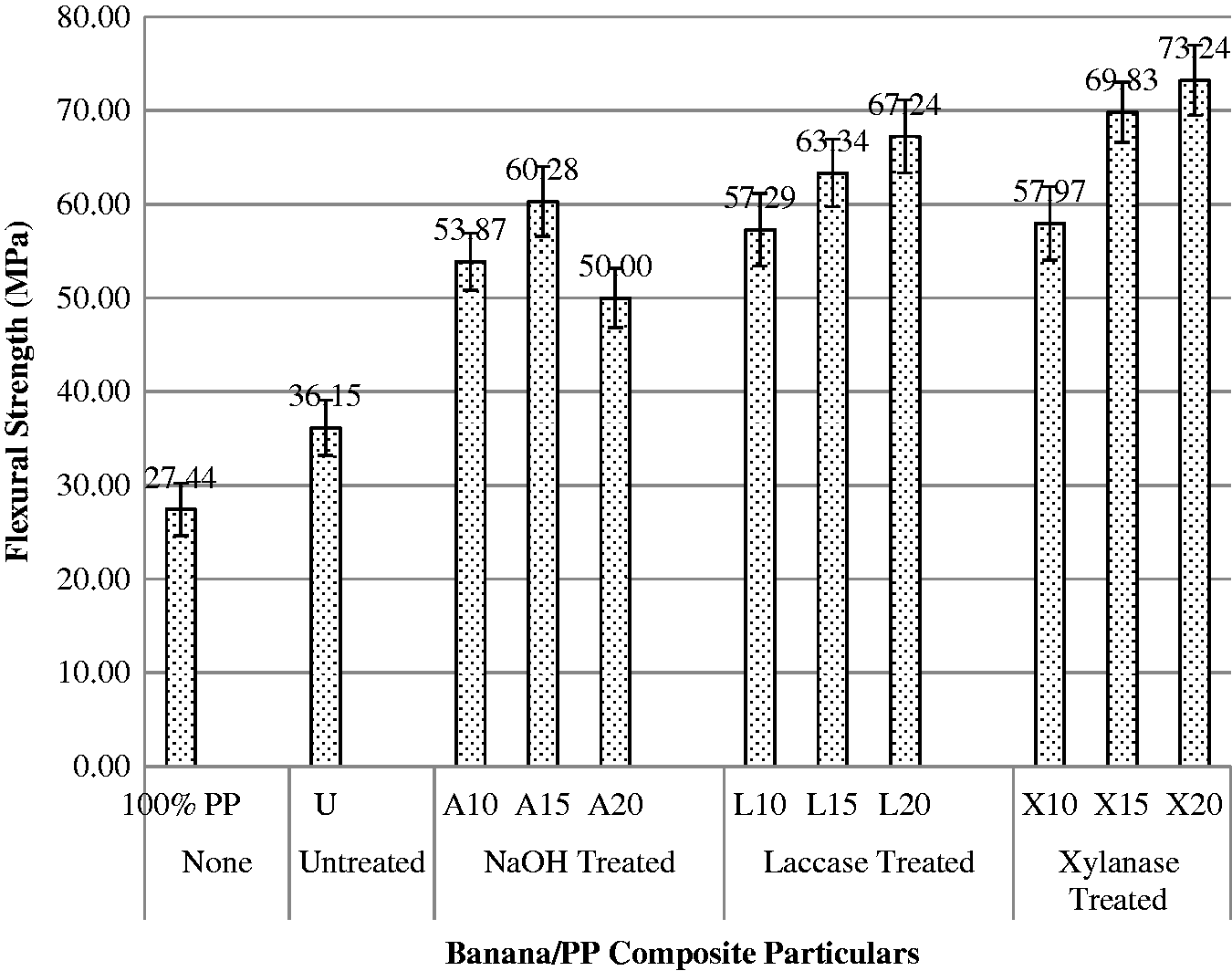

The laccase and xylanase treated composites also shows steady increase in the flexural strength with increase in the treatment concentrations from 10 to 20%. The percentage increase was from 58.5 to 86.03 and 60.4 to 102.6 for laccase and xylanase treatments, respectively. The highest flexural strength was observed for 20% xylanase treatment among all the treatments. The flexural strength results of Fungi modified Abaca fibres showed similar increase in mechanical properties [42].
Impact properties of banana/PP composites
Figure 6 shows the impact energy of all the treated and the untreated fibre composites. All the treated composites showed that the NaOH treatment as well as enzyme treatment of fibre increases the impact strength of the composite. The highest impact strength value is noted for 15% NaOH treatment among the NaOH treatments with 98%. The 20% concentration showed 113.6% increase for laccase enzyme treated fibre composites and 20% xylanase treated fibre composites had 120.6% increase from that of untreated fibre composite. This could be due to the improvement in the tensile strength along with the fibre elongation after treatment, which was already found in the tensile properties of the fibres.
Effect of fibre treatment on impact energy of nonwoven banana/PP fibre composites.
% Increase in impact energy of treated nonwoven banana/PP fibre composites.

Conclusions
Composites were developed from 100% PP, untreated banana fibres, NaOH, laccase and xylanase treated banana fibre reinforced composites. All the reinforcement PP composites had improved properties.
The densities calculated theoretically and experimentally revealed that the actual densities were lower than their corresponding theoretical densities due to the presence of voids. The void contents ranged between 2.2% and 3.6% for treated banana fibre composites. The density of the alkali and enzyme treated composites were found to be higher than the composites developed from untreated banana fibres, due to higher density of the treated fibres and also reduction in voids. The Rockwell hardness results indicate that the reinforcement has increased the hardness. The NaOH and enzyme treatments have increased the hardness by 8–20%.
The tensile strength results of the composites show that the banana fibre reinforcement has improved the tensile strength. The results show that among the alkali treatment, the 15% concentration was good. In the case of laccase and xylanase, 20% concentration was highest and these treatments have increased the tensile strength of the banana/PP composites in the range of 11% to 73%. The xylanase treatment at 20% concentration has the highest strength of 48 MPa, followed by laccase enzyme and alkali treatment.
The 100% PP had a flexural strength of 25.43 MPa and that for banana fibre reinforced composites, the improvements was in the range of 42 to 80%. The highest flexural strength was found to be for 20% xylanase treatment with 65.23 MPa. The impact strength results show that the reinforced composites have impact strength in the range of 12.54 to 26.9 kJ/mm2, whereas the 100% PP had impact strength of 9.21 kJ/mm2. Impact strength also showed the same trend as flexural and tensile strength with the highest reading for 20% xylanase treatment with 120% increase. Thus the enzyme treated banana fibre composites have better mechanical properties compared to the NaOH treated banana fibre composites.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.