
Abstract
Textiles such as wool felts are very commonly used materials for sound absorbing purposes on commercial white goods (e.g., washing machines, tumble dryers). In this study, it was aimed to discuss the limitations of wool felts for a domestic type washing machine. Accordingly, an alternative sound absorption material in a layered form was designed, in which a nonwoven covering together with nanofibrous resonant membrane and wool felt were used. The nanofibrous membrane in the structures was developed and its properties were discussed within the scope of the previous works of the authors. Therefore, this paper focused on the spunbond and meltblown nonwovens of various areal densities, which were employed as covering materials in the layered structures. The single and multilayered nonwovens were selected regarding three main criteria, namely acoustic performance, cost, and ease of production. The acoustic performance of the layered (combined) structures was measured in accordance with the relevant standards, and the results were comparatively discussed. In addition to that, Technique for Order Preference by Similarity to Ideal Solution together with Analytic Hierarchy Process was employed not only to determine the best performed nonwoven as a covering layer, but also to find out the optimized solution among the combined (layered) structures developed, so far as the acoustic behavior was concerned.
Introduction
Although studies on acoustic applications of textile materials started in nineties, acoustic application of nanofibrous membranes is almost a new field and open to development of possible functional materials. Nanofibrous membranes can improve acoustic insulation products by increasing the sound absorption coefficient, reducing material thickness, and decreasing material weight offering a competitive advantage. Because the absorption of lower-frequency sound is problematic with fibrous materials made up of coarser fibers, highly efficient sound absorption materials from fine fibers must be developed. A material should be porous in order to absorb the sound and the porosity of the material has a significant effect on the sound absorption performance. Air permeability and porosity are strongly related to each other. If a fabric has very high porosity it can be assumed that it is permeable [1–3]. Air flow resistance is also another important parameter for sound absorption properties of material. While materials having very high porosity show low flow resistance, materials having very low porosity tend to show a very high flow resistance. For gaining the best performance in terms of sound absorption, the flow resistance should be optimized. Air gaps as well as fibers in the structure act as if they were frictional elements which resist the movement of the acoustic wave. Both the amplitude and energy of the sound wave reduce with the friction. The sound absorption coefficient increases with the decrease in fiber diameter since sound wave contacts with higher amount of fibers [4].
The literature review showed that there is limited number of reports on the acoustic properties of nanofibrous membranes, despite the fact that such structures have been employed in the acoustic applications for some time. The previous studies have suggested that nanofibrous materials are highly efficient sound absorbers [4–7]. In addition, there are some studies which proved that the use of nanofibers in combination with porous materials improved the acoustic behavior of materials significantly. Alba et al. [8] studied the acoustic behavior of conventional textile materials combined with a nanofiber web on a drilled panel. The results of the study revealed that combination of the textiles and nanofibers with drilled panels improved the acoustic performance of the system. Use of nanofibers improved the sound absorption coefficient especially at mid and low frequencies [8]. Trematerra et al. [9] analyzed the sound absorption coefficients of porous materials coated with PA6 electrospun nanofibers. The nanofiber layer was adhered to the porous material. Porous materials in different thicknesses were tested. The results showed that the use of nanofiber layer significantly improved the sound absorption of the porous material especially at low and medium frequencies [9]. Jirsak [10] found that the sound absorption coefficient was increased by using nanofiber coating on specimen at low frequencies due to vibration of nanofibrous membrane. In one of our previous studies [11], the acoustic performance of PVA nanofibrous resonant membranes produced by needleless electrospinning was investigated. The sound absorption behavior of these homogenous standalone membranes was predicted by determining its resonance frequency via an experimental set-up with the high-speed camera. Ozturk et al. [12] also studied the sound absorption of nanofibrous membranes with a knitted substrate and investigated the effect of mass per unit area of the nanofibrous membrane on the sound absorption behavior of the combined structure. It was found that the increase in mass per unit area of the membrane improved the sound absorption. Moreover, the sound absorption coefficient was increased with the increase in the air gap between the sample and a rigid wall [12].
Acoustic behavior of polypropylene (PP) nonwoven fabrics and effect of fabric properties on acoustic property were also investigated in previous studies [13–20].
Despite the fact that textiles such as wool felts are very commonly used for sound absorbing purposes on commercial white goods (e.g., washing machines, tumble dryers), there is almost no study on improving these materials such that they would offer better acoustic properties without compromising production cost to great extent. In the previous work of the authors [21], it was shown that for sound absorption purposes, a nanofibrous membrane could be developed and be utilized together with wool felt as an alternative to commercial applications on white goods, especially domestic washing machines. On those machines, commercial wool felt is kept in a metallic casing on one or more sides of the machine. The allowed thickness of the wool felt for these casings is around 20 mm, which limits the thickness of a layered structure placed in this area. Apart from that, nanofibrous membrane is more susceptible to damage due to its delicate structure than wool felt. In order to overcome this problem, a combined (layered) structure was designed for domestic type washing machines, such that in addition to wool felt and nanofibrous membrane, a covering layer was included in the structure as a protecting material for the membrane against possible malfunctioning of washing machine such as water leakage in the casings. As a result of that, the study under discussion mainly focused on the effect of the covering material to the acoustic behavior of the whole system, namely the combined (layered) structure suggested.
Materials and methods
Materials
Polyvinyl alcohol (PVA) was adopted for the production of a nanofibrous membrane since it has been shown to be highly effective as a sound absorber [4–6]. Moreover, it has good water solubility which is an important factor in the formation of a nanofibrous membrane. A 12.8% v/v aqueous solution of PVA (Mw = 80,000–100,000 g/mol) was prepared and 6% v/v glyoxal and 3% v/v phosphoric acid (percentages based on volume of PVA) were added as crosslinking agents. The solution was stirred vigorously at room temperature [11, 12, 21].
The needle punched wool felt was used as the substrate. Mass per unit area and thickness of the felts were measured in accordance with the relevant standards TS 7128 EN ISO 5084 and BS EN ISO 5084:1997, were reported as 900 g/m2 and 20 mm, respectively (Figure 1).
The view of the needle punched wool felt substrate.
The combined structure was composed of three layers which were the felt, the nanofibrous membrane and the single- (SL) or multi- (ML) layered PP nonwoven covering fabrics, in turn. Since ML covering nonwovens (composed of spunbond and meltblown layers) are utilized for acoustic applications to some extent [22–24], various combinations of nonwovens (spunbond–meltblown (SM) and spunbond–meltblown–spunbond (SMS)) were included in the study. The combined structures having SL covering were coded as CSL, whereas those having ML covering were designated as CML in the study.
Properties of the single-layered (SL) covering materials.

Properties of the multilayered (ML) covering materials.

Methods
Being the second layer in the combined structure, the nanofibrous membrane was produced using roller electrospinning method. Electrospinning is a both simple and effective method to produce polymer nanofibers. Since the conventional needle electrospinning has a low production rate which prevents its practical uses, some scientific studies were made to improve the electrospinning productivity such as using multi-needle setup using airjacket to improve the solution flow rate, and needleless electrospinning [25]. Multi-needle electrospinning has some restrictions such as large operating space, problem of the needle location, cleaning each needle, etc. [25]. Recently, needleless electrospinning setups have been reported to increase nanofiber production rate. Therefore, for the production of nanofibrous membranes roller electrospinning was used in the present study. In needleless (roller) electrospinning a slowly rotating roller is partially immersed in a polymer solution (Figure 2). Polymer solution is connected to a high voltage source and the collector is usually grounded. In the electrospinning process, polymer solution is taken to the surface of the roller because of its rotation. With suitable high voltage many Taylor cones are simultaneously created on the roller surface and nanofibers are produced. The nanofibers are then transported toward the collector.
(a) Schematic diagram of roller electrospinning method used for nanofibrous membrane production. (b) Electrospinning using a roller partially submerged in solution reservoir.
Process parameters for PVA membrane production.

The fiber morphology and fiber diameter of the electrospun nanofibers were determined using scanning electron microscopy (SEM). Carl Zeiss Ultra Plus Field Emission SEM was employed to take the SEM photographs. The average fiber diameter was calculated from the SEM images using image analysis software (NIS Elements BR 3.2).
The surface morphology and structure of electrospun PVA nanofibers are shown in Figure 3.
SEM images of PVA nanofibers at 5 k× magnification.
As seen in Figure 3, some fibers stick to one another and form an interconnected fibrous structure. The formation of a bonded fibrous structure was caused by insufficient solvent (water) evaporating at the polymer jets. In needleless electrospinning process, this can be observed due to lots of jets in very limited space [25].
Two-microphone Impedance Measurement Tube Type 4206 was used to measure the absorption coefficient of the samples in the frequency ranges 50 Hz to 6.4 kHz according to ISO 10534-2. The samples were placed into the impedance tube in such a way that the covered side faced the sound generator. It should be noted that, for CML_1 sample, the S (spunbond) side also faced the incident sound waves during the measurements.
Finally, the air permeability of the samples, which was measured according to the method by EDANA 140.1, was included in the study because it is closely related to sound absorption behavior of porous materials [26]. The measurements were performed at a constant pressure drop of 196 Pa (per 20 cm2 test area).
Air permeability properties of the combined (layered) structures covered by single layer of the covering (CSL).

Air permeability properties of the combined structures covered by multi-layered coverings (CML).

The criteria weights.

A general introduction to Technique for Order Preference by Similarity to Ideal Solution and Analytic Hierarchy Process
Multi-criteria decision making (MCDM) methods deal with the process of making decisions in the presence of multiple objectives. Hwang and Yoon (1981) developed the Technique for Order Preference by Similarity to Ideal Solution (TOPSIS) based on the concept that the chosen alternative should have the shortest distance from the positive-ideal solution and the longest distance from the negative-ideal solution [27]. In TOPSIS method there are six steps [28]:
Calculate the normalized decision matrix. The normalized value Calculate the weighted normalized decision matrix. The weighted normalized value Determine the positive ideal and negative ideal solution. The Calculate the separation measures using the n-dimensional Euclidean distance. The separation of each alternative from the positive ideal solution (S*) and from negative ideal solution (S−) are given as
Calculate the relative closeness to the ideal solution. The relative closeness of the alternative
where wi is the weight of the ith attribute of criterion and 

where I is associated with benefit criteria and J is associated with cost criteria.





Since Rank the preference order. For ranking decision making-units (DMUs) using this index, we can rank DMUs in decreasing order.
TOPSIS assumes that each attribute takes either monotonically increasing or monotonically decreasing utility. That is, the larger the attribute outcome, the greater the preference for benefit attributes and less the preference for cost attributes [29, 30].
In analytic hierarchy process (AHP), firstly the alternatives and the significant attributes are identified. For each attribute and each pair of alternatives, the decision makers specify their preference in the form of a fraction between 1/9 and 9. Decision makers similarly indicate the relative significance of the attributes. Then, each matrix of preferences is evaluated by using eigen values to check the consistency of the responses. Finally, a score is calculated for each alternative [31–33].
Application of TOPSIS and AHP to the study
A two-stage study for designing combined structures was conducted such that the first stage focused on the selection of the SL nonwoven covering material offering the optimized solution for the acoustic behavior of the combined structure.
The second part, however, was expanded in such a way that it covered a comparative study of the acoustic performances of the combined structures having ML coverings with that of the combined structure having the best SL covering option. Accordingly, it could be possible to propose the combined structure showing the best sound absorption property.
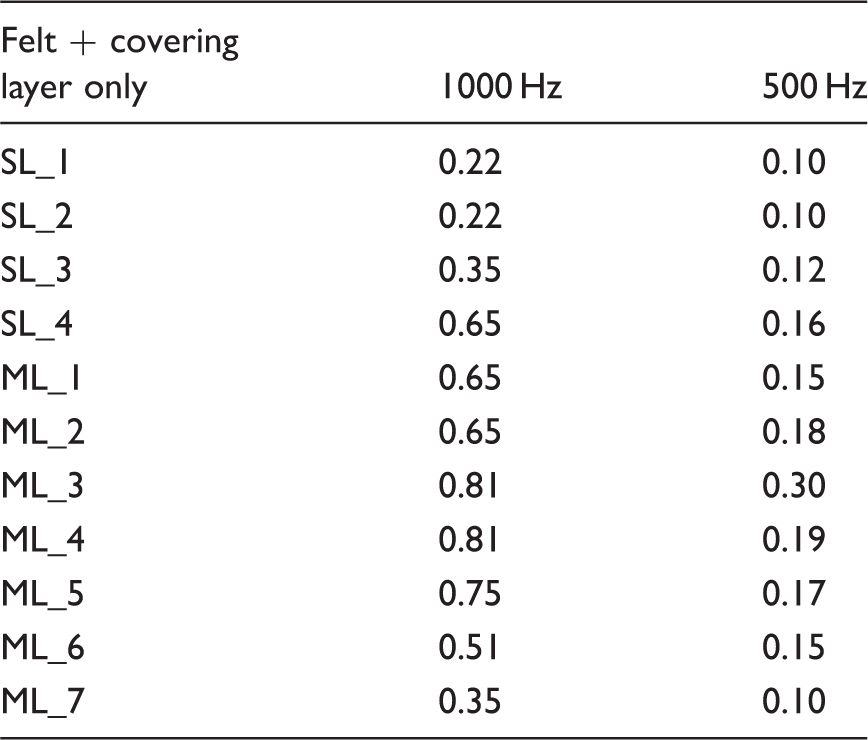
Sound absorption coefficients (α) of “wool felt with covering layer” at lower frequencies.
TOPSIS preference order for the CSL sample set.

Table 6 shows the calculated weights for the four criteria, namely thickness, air permeability, and sound absorption coefficients at 1000 and 500 Hz, of the combined structures. Determination of the criteria weights was worked out using AHP. The reason for selecting air permeability as well as thickness was that air permeability is closely related to sound absorption behavior of porous materials, and that the thickness of the sound absorption materials placed in casings of washing machines should be around 20 mm. The frequency level of 500 Hz was chosen for AHP analysis because it is considered the upper limit of low frequency range in which noise in a machine is generated by the vibration of machine elements [34, 35]. The frequency level of 1000 Hz was, on the other hand, selected due to the fact that starting from this level the sound absorption performance of the samples significantly increased. So it implied that 1000 Hz could be considered as the beginning of the high frequency range in which it is relatively easier to absorb sound.
Results and discussion
The sound absorption properties of the wool felt and wool felt/membrane combination is presented in Figure 4.
Sound absorption coefficients (α) of “wool felt” and “wool felt with membrane.”
Figure 4 revealed that the needle punched nonwoven wool felt behaved like a typical porous material, and moreover the combination of the nanofibrous membrane with the substrate (wool felt) significantly improved the sound absorption coefficients at low and medium frequencies. The placement of nanofibrous membrane onto the wool felt decreased the air permeability (Table 5), which in turn resulted in an increase in the sound absorption performance of the system.
So far as the low frequencies under discussion were concerned, ML covering layers especially had a positive contribution to the acoustic performance of the wool felt. In addition to that, ML_2 showed the best performance at both 1000 and 500 Hz.
The results of the first stage
Figure 5 shows the sound absorption performances of CSL_1, CSL_2, and CSL_3.
Sound absorption coefficients (α) of CSL_1, CSL_2, and CSL_3.
As may be seen in Figure 5, the sound absorption coefficient performances of the combined (layered) structures covered with single spunbond, meltblown, and spunlace layers having the same mass per unit area (CSL_1, CSL_2, and CSL_3) tended to be quite similar. The use of covering material decreased air permeability, which had a positive influence on sound absorption characteristic. This in turn, resulted in a slight improvement on the sound absorption of the combined structures.
In parallel with the experimental results, the final ranking of TOPSIS method demonstrated that for the targeted end use, CSL_3 was the best option whereas CSL_2 was the worst alternative (Table 8). Therefore, CSL_2 having SL spunlace covering, was removed from the sample set.
Since the meltblown technology enabled production of webs having finer fibers (9–12 µm) with higher surface area, when compared to the webs produced using the spunbond technology (16–20 µm). This may result in less air permeability and better sound absorption performance for the relevant structure (i.e., CSL_3).
In an attempt to improve the performance of the single covering layer in terms of the sound absorption, the mass per unit area of the meltblown structure was increased by paying particular attention to keep the thickness of the combined structure (CSL_4) within the maximum 25 mm casing depth of a domestic laundering machine (see Table 1). As the literature points out, sound absorption behavior of porous materials is directly related to their thicknesses. A study by Ibrahim and Melik [36] showed that at low frequencies, the increase of sound absorption was possible with the increase in material thickness. They also found out that at higher frequencies, thickness had insignificant effect on sound absorption.
Similarly, Figure 6 reveals that the sound absorption performance of CSL_4, having a thicker and heavier meltblown covering layer (i.e., SL_4), improved at both low and medium frequency ranges.
Sound absorption coefficient (α) of CSL_3 and CSL_4.
The results of the second stage
The sound absorption coefficients for CSL_4, CML_1, and CML_2 are given in Figure 7. These structures had a meltblown component of the same mass per unit area (see Tables 1 and 2). As can be seen from the figure, at low frequencies (i.e., below 1000 Hz) CML_1 and CML_2 tended to demonstrate better acoustic performance than CSL_4. In addition to that, CML_2 had the best sound absorption coefficients at the frequencies below 1000 Hz. This may be partially due to the fact that the covering of the structure consisted of three nonwoven layers (SMS), which might have behaved as a more powerful barrier to hinder the flow of air through the structure (see Table 5), and thus to absorb sound more effectively. This ML covering (ML_2) may have also contributed to the repeated absorption of the reflected sound waves within CML_2 structure (see Table 2). Finally, air gaps trapped among the layers of the covering (ML_2) may have helped the conversion of sound to heat energy, which is necessary for better acoustic performance.
Sound absorption coefficient (α) of CSL_4, CML_1, and CML_2.
A comparison of the sound absorption performances of CML_2 to CML_5, accommodating lighter meltblown nonwovens, are given in Figure 8. So far as the frequency range under discussion (below 1000 Hz) was concerned, the sound absorption coefficient of the combined structures decreased as lighter and thinner ML coverings were used (see Table 2). As may be seen from the Figure 8, CML_2, which had the heaviest and thickest covering, performed the best sound absorption behavior. This was mainly because of the fact that higher number of fibers in heavier structures increases the surface friction between sound waves and fibers, which causes more efficient dampening of sound energy.
Sound absorption coefficient (α) of CML_2, CML_3, CML_4, and CML_5.
Finally, in an attempt to determine the possible lowest thickness for a covering layer, two more ML structures, namely ML_6 and ML_7, were added to the sample set, and the data regarding the sound absorption behavior of the CML_6 and CML_7 structures with these coverings are presented in Figure 9, together with CML_5 and the combined structure without a covering (nanofibrous membrane and felt). The figure revealed that CML_7 showed the worst sound absorption performance when compared to the CML_5 and CML_6. It, in fact, deteriorated the acoustic performance of the combined structure without a covering. Accordingly, it was concluded that the areal density of the ML coverings should not be lower than 60 g/m2.
Sound absorption coefficient (α) of CML_5, CML_6, CML_7, and wool felt with membrane.
TOPSIS preference order for the sample set of the second stage.

Conclusion
The study aimed to develop a layered structure in such a way that it would offer better acoustic properties than wool felts which are commonly used for sound absorbing purposes on commercial white goods (e.g., washing machines, tumble dryers). Thus, in an attempt to absorb structure-borne noise on white goods, the structures were developed by employing the nanofibrous membranes together with wool felts and covering materials which were composed of different types and combinations of PP nonwovens. In doing so, particular attention was given to the properties of the covering structures. The most important findings of the study may be summarized as follows:
Using nanofibrous membrane increased sound absorbancy of commercial wool felt. The addition of covering material to the layered structure made a positive contribution to the sound absorption property unless its areal density is lower than 60 g/m2. The structures with multilayered nonwoven coverings (i.e., SM or SMS) tended to demonstrate better acoustic performance than those with single layer coverings (S or M). The highest sound absorption coefficient was obtained for CML_2 (SMS covering material + nanofibrous membrane + wool felt) at both 500 and 1000 Hz frequencies. TOPSIS method did show that CML_2 structure presented the optimum solution in terms of thickness, air permeability and acoustic properties.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.