
Abstract
This paper deals with the characterization of some composite materials developed using rubber matrix reinforced with short Alfa fibers. This work aims at studying the performance of Alfa-rubber composites using mechanical and physical characterizations. We opted for the study of the behavior in tension and compression of our samples as part of the mechanical characterization. The results we get show that these natural fibers contribute enormously to the composite properties such as breaking strength and elongation at break. Indeed, substantial increased values (50.82% and 54.38%) of the breaking strength and elongation at break are gained. However, based on the obtained findings, decreasing the filler loading value widely improves the developed material performance. On the other hand, compression test showed that the developed material is not affected by this constraint (compression stress). The results showed that the material is well designed to be resistant to compression strain. When we compared the three types of rubber particle used, we deduced that the developed composite samples using smaller particles powder like (type B) present better appearance and better behavior than those obtained using granulated particles (types A and C).
Introduction
Since the 1990s, new composite materials have emerged in the industrial landscape. Environmental constraints and new regulations on the recycling of composite materials have encouraged the industrialists to develop new materials from recyclable resources, and it is in this context that the idea of reusing the tires waste in composite materials, as a filler or matrix, was born [1].
Therefore, rubber materials have been studied and they have proved to be very efficient as filler and matrix [2,3]. In fact, among the researches that have been conducted in this field [4], some studied the effect of rubber particles on the properties of a cement material and revealed that the addition of rubber particles reduces the material unit weight. Furthermore, thermal conductivity of the composite has been improved. However, some works dealt with the variation of the rubber particles content added to the wood particles to manufacture panels [5]. The results showed that rubber particles increased the water resistance of the developed material. Otherwise, there are efficient materials which were produced by adding different fillers to rubber matrix [6–8]. However, composite materials based on cellulose fibers (raw or chemically modified) as reinforcement elements and thermoplastic matrices were studied in the literature survey by Abdelmouleh et al. [9] and characterized in terms of mechanical performances, thermal properties and water absorbance behavior.
On the other hand, the introduction of natural fibers in polymer matrices (biodegradable or not) may provide some advantages over the traditional fibers used in composites such as low densities, acceptable mechanical properties and low cost. This seems in good agreement with Abdelmouleh et al.’s study [9], where four different cellulose fibers (avicel, technical, alfa pulps and pine fibers) were used. In fact, within these studied natural fibers, two thermoplastic polymers, i.e. low-density polyethylene and natural rubber, were used as matrices. The composite materials based on natural fibers were also largely studied and investigated [2,6,7, 9–14,15]. In addition to being suitable reinforcements in composite materials, there is an increased interest in natural fiber-based composites due to their potential economic and environmental impact [15]. All studies showed that natural fibers are good fillers and can give efficient materials with high mechanical, physical and even thermal properties [16,17]. The modified composites contain a considerable part of biodegradable components on the base of renewable raw materials. The influence of the rapeseed oil-based polyol, flax, and hemp fibers of different length on the cell structure, closed cells content, apparent density, thermal conductivity, and compression strength of the rigid polyurethane composites are analyzed [15]. Besides, the effects of fiber content and fiber orientation on the mechanical, thermal conductivity and water absorption properties are studied. Indeed, based on the literature survey [2,3,18,19], the results reveal that the fiber content can strongly influence the mechanical, the thermal conductivity and the water absorption properties of the composite material. However, the fiber orientation significantly affects the water absorption property of the composites along with other mechanical properties.
Moreover, different composites based on Alfa fibers-polymers were studied [19,20] using different fibers lengths and various chemical characterizations and transformations. Indeed, some long and chemically modified Alfa fibers were used to manufacture Alfa-polyester, Alfa-Polypropylene, Alfa-Polyethylene, Alfa-Polyurethane or Alfa-Polymer composites [9,15,19–24]. Therefore, different morphological structures of Alfa fibers were chemically and mechanically modified to be widely used on polymer matrixes [2,12–14,18,22,25–29]. Alfa stems, Alfa (Stipa tenacissima), cyanoethylated Alfa fibers, and long Alfa fibers, extracted from the stem of the Alfa, were used to prepare composite materials [9,15,19,20,22,30].
Other studies were conducted to extract chemical substances from Alfa fiber using different techniques. From the bleached and delignified fibers, two types of nanosized cellulosic particles were extracted, namely cellulose nanocrystals and microfibrillated cellulose (MFC) [27]. Both the crystallinity index and thermal stability of treated Alfa fibers were discussed [26]. Alfa stems were treated with NaOH solution with two different concentrations [30]. Comparison and analysis of results confirmed some thermal, structural, and morphological changes of the fibers after treatment due to the removal of some non-crystalline constituents from the plant [26].
Until now, there is no work conducted using Alfa fibers and rubber matrix. This paper studies the performance of a developed rubber composite material reinforced with natural fibers, type Alfa, and for that we used ground rubber supplied by a local industry, intended primarily for filling the artificial turf.
Description of components
Alfa fibers
About Alfa fibers
Alfa fiber can be perceived as a technical composite structure where the cellulosic fibers constitute the fiber reinforcement and the lignin and hemicellulose constitute the matrix. The length of the beams varies according to the length of the leaf and can reach 1 m [31]. Alfa plant is of great interest both by the importance of its presence on the Tunisian territory and by its avalability. Like similar lignocellulosic fibers (agave, sisal, palm fiber, etc.), Alfa fibres can be used in various fields [30].
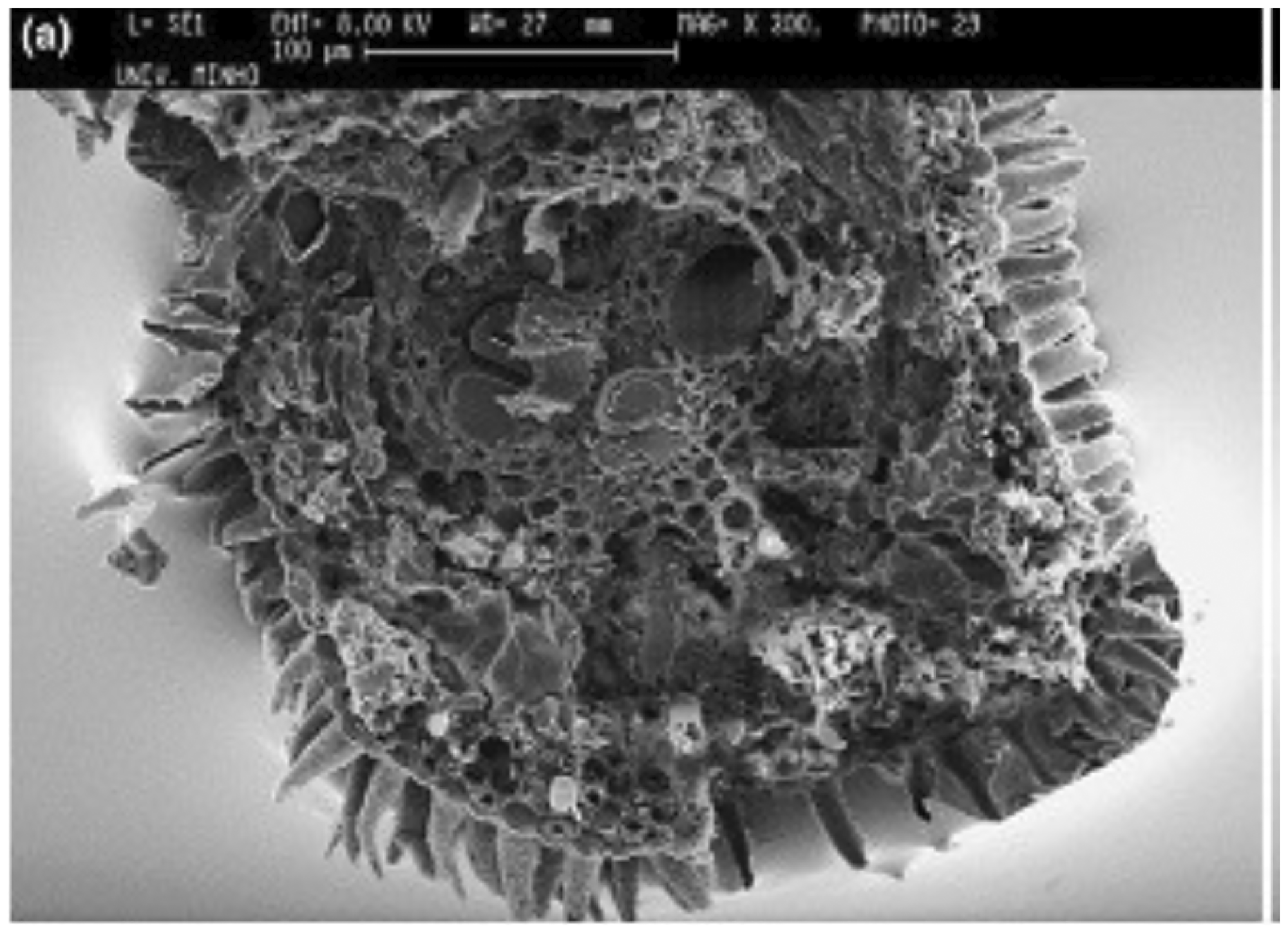
Generally, the Alfa fiber structure is heterogeneous. Smaller parts of the fibers are cellulosic filaments or fibrils having lengths of 2–5 mm and diameters of 5–10 µm. These fibrils are linked by the hemicellulose forming the fibers [26]. Their cross section has an irregular shape. The lumen, whose function is to transport water in the living plant, is narrow. The cross section of the fiber bundles shows that the section is not circular and the diameter is approximately 200 µm (Figure 1). The final binding of fiber bundles constitutes the rod (Figure 2).
SEM image of the cross section of Alfa fiber bundles [26]. SEM image of the cross section of the Alfa rod [26].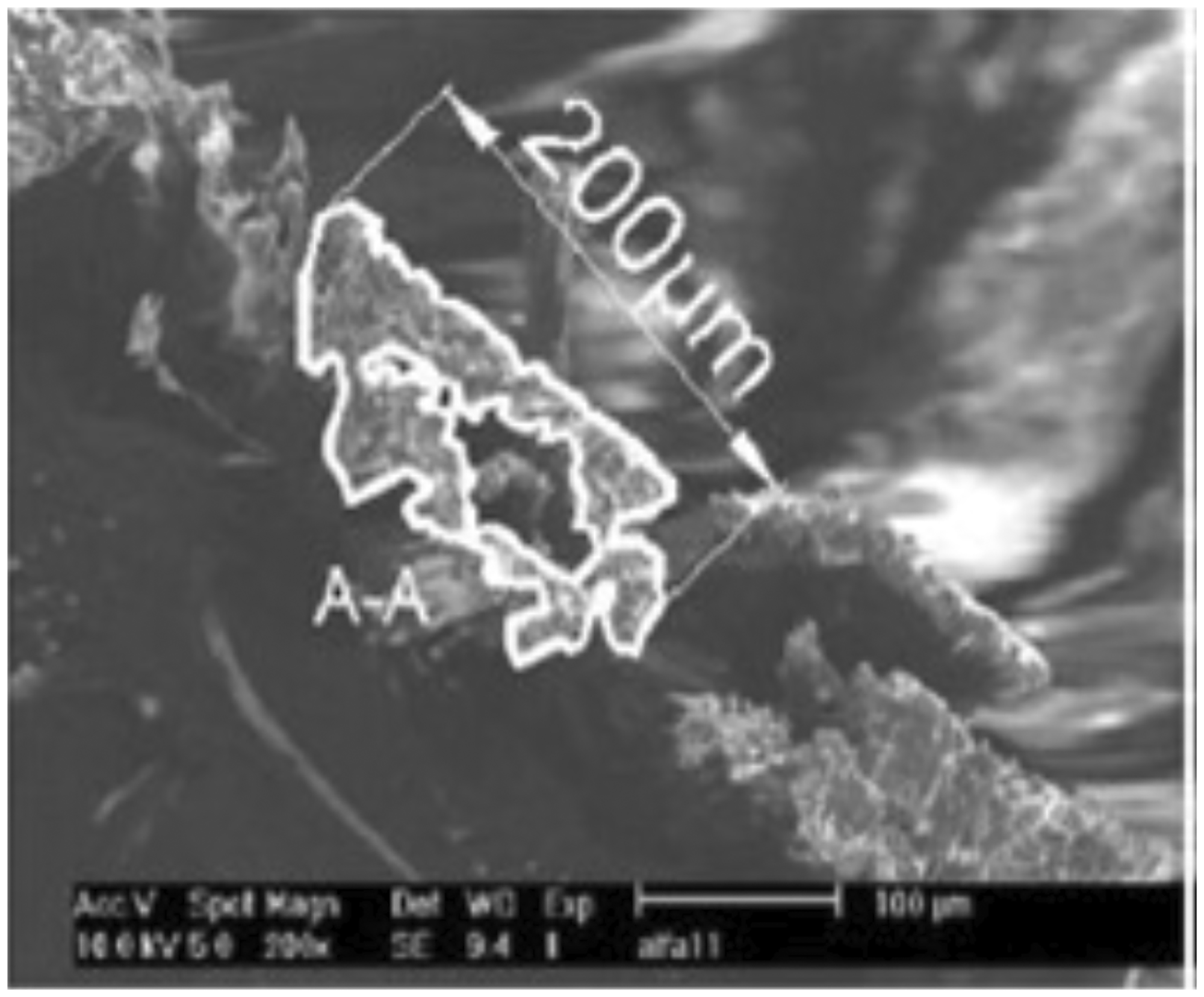
Alfa fibers extraction
The Alfa grass fiber (Stipa Tenacissima L, also named Esparto grass) is a common vegetable fiber and its use is widespread [15,24,27,30]. We usually use it as a plant or as short fibers. Indeed, the plant is used to produce all kinds of objects such as baskets, ropes, and carpets. It is also used as food for animals. On the other hand, short fibers are used in the manufacture of high quality paper such as the paper of cigarettes and banknotes. However, these fibers proved their usefulness in the manufacture of nonwovens and in the reinforcement of composites. Indeed, different forms of Alfa fibers (Figure 3) can be found and can be transformed on composites within different polymer matrixes.
Different forms of Alfa fibers used in composite structures.
The extraction of these Alfa fibers consists in the treatment of the Alfa plants with a sodium hydroxide solution having a molecular weight of 40.01 g/mol. The concentration generally used in this process is 3 N (120.03 g in 1 l of water), and the total time is 2 h at atmospheric pressure and a temperature of 100℃. The variables concentration, time, and temperature differ from one extraction to another depending on fiber final application.
After this chemical separation (Figure 4), fibers are still linked. This will necessitate some mechanical separation using the device Shirley Analyzer, and the fibers are now ready to be used as a reinforcement in our composite.
Morphological appearance of Alfa fiber: (a) before chemical extraction; (b) Bundles Alfa after chemical extraction.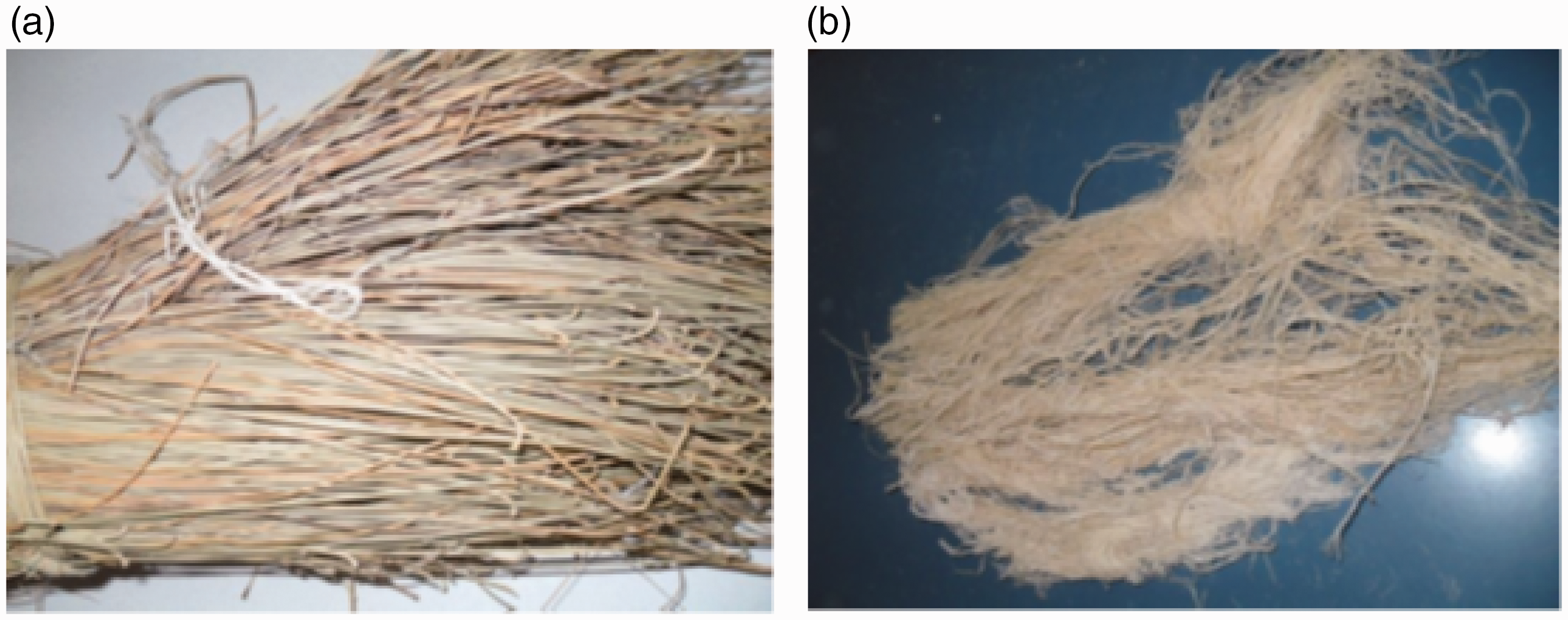
Alfa fibers’ properties
Principal characteristics of studied Alfa fibers.

Rubber matrix
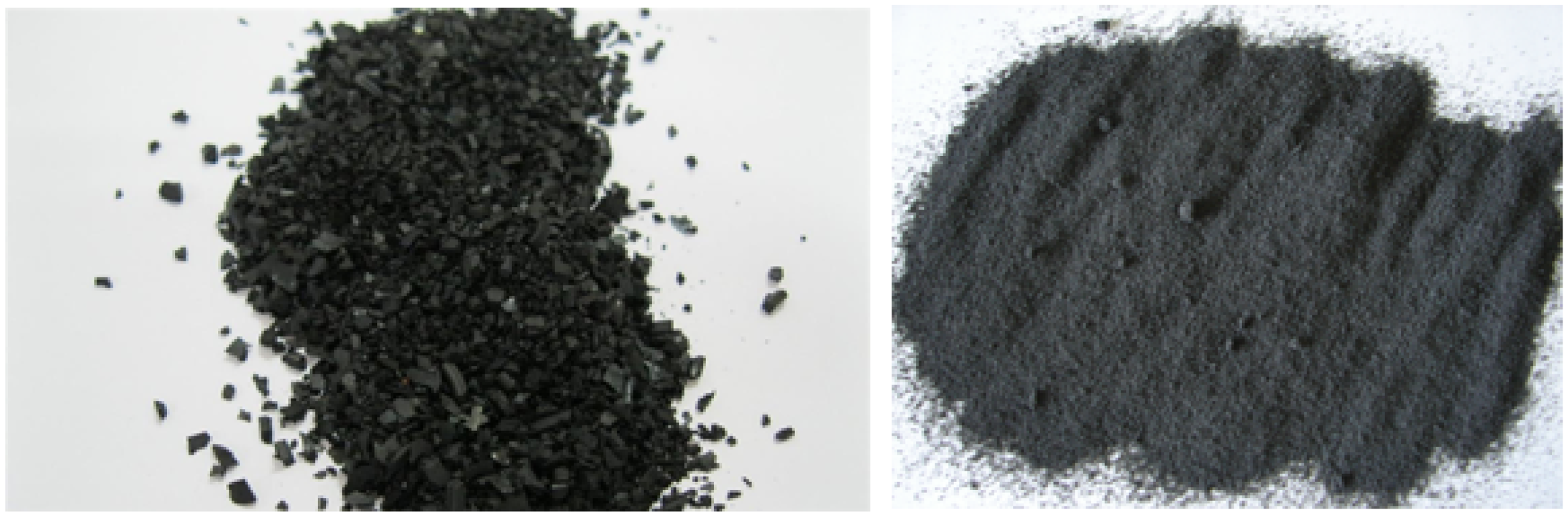
Different sizes of particles are provided by the industrialists and, in fact, the rubber particles are distinguished according to the function of their morphological sizes; each type holds different characteristics for different uses. Figure 5 shows some examples of the rubber particles (in granulates and powder form). So, for the resin, we used three types of particles, here named type A, B, and C.
Particles type A: granulated particles of a diameter size value ranged from 0.5 mm to 2.5 mm. Particles type B: powder of a diameter size under 0.5 mm. Particles type C: granulates of a diameter size ranged from 2.5 to 4 mm.
Example of rubber particles.
Fillers
We chose Alfa fibers as fillers for our composite. To obtain more interesting results, different filler loading are chosen. After some preliminary tests, the filler loading (Fl %) used for the reinforced composite materials are 0%, 1%, 3%, and 5%. For any average value greater than 5%, the composite samples will be overloaded with fibers (within their weight, Wf) and it will be very difficult to ensure cohesion between the fibers and the rubber matrix. This can be explained by the diffusion of water molecules which lead to a swelling effect. As a result, the adhesion between natural fibers such as Alfa fibers and the polymer matrix is insufficient. This is in good agreement with Bessadok et al.’s finding [15] as they supposed that the main disadvantage of the natural fibers being used as reinforcements is their hydrophilic nature, and therefore, the ageing of composite materials can be pronounced because of the diffusion of water molecules leading to a swelling effect. Figure 6 shows an example of rubber particles and the cut Alfa fibers.
Example of rubber particle sizes before transformation on composite within cut Alfa fiber (length = 1 cm).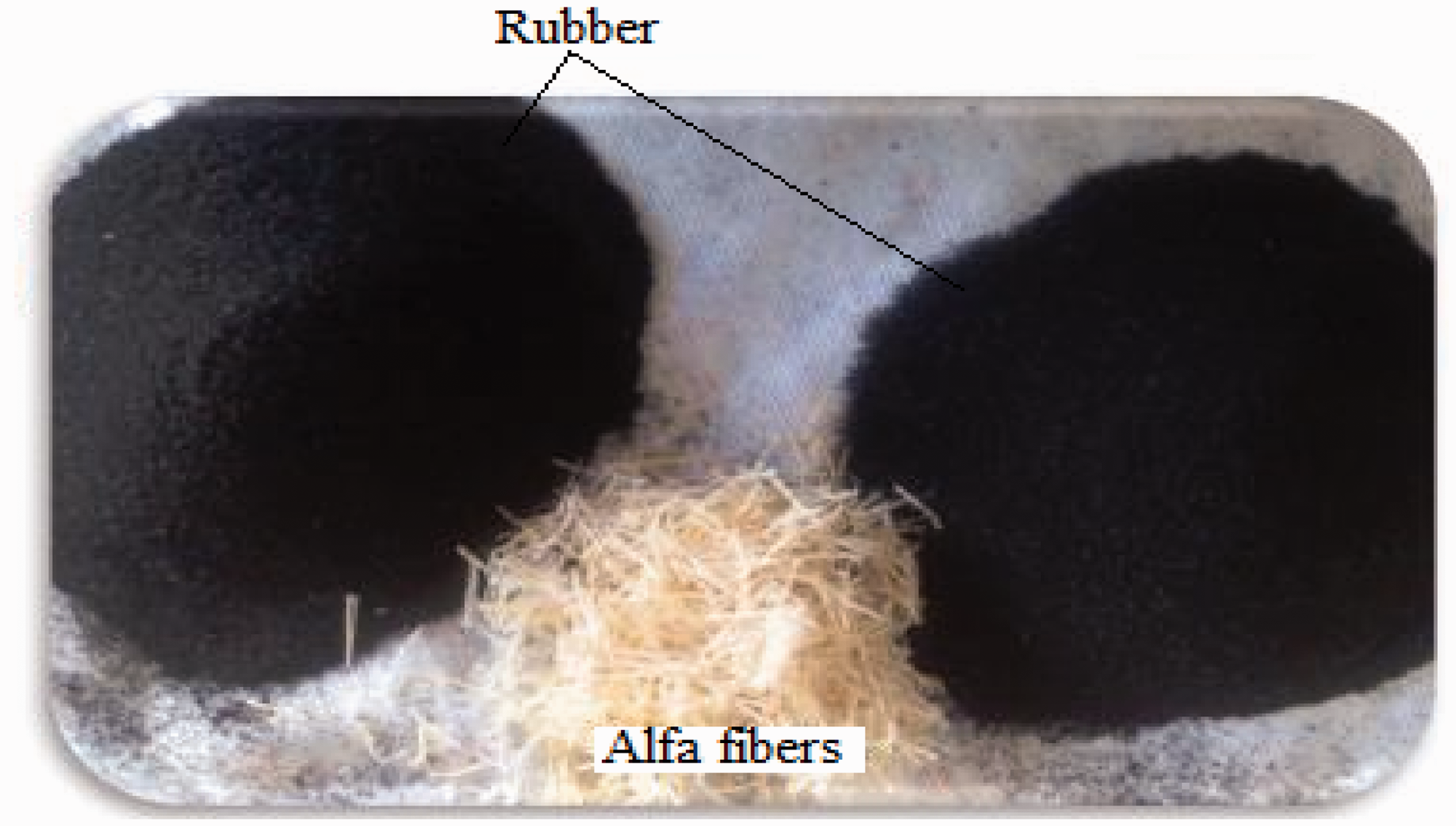
Composite sample manufacturing
Weights and filler loading used for preparing samples.
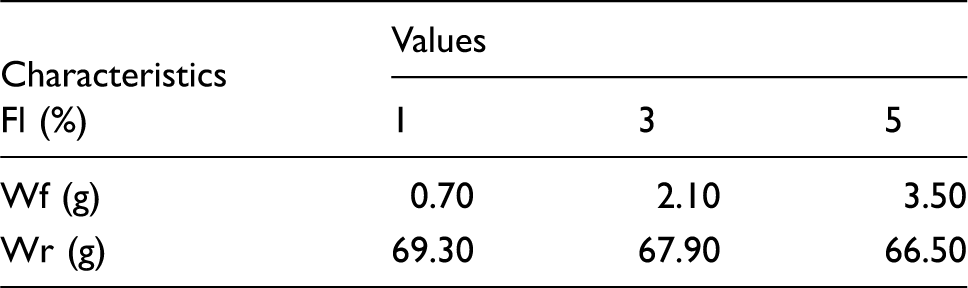
According to the filler loading already chosen, we determined the weight of the rubber (Wr) and the weight of the fibers (Wf) that will be used for each sample (illustrated in Table 2). Our composite is in fact made of two layers of resin that coat the layer of the cut fibers. Therefore, half of the rubber weight is spread first in the mold (Figure 7(a)), and after that, the Alfa fibers are randomly introduced (Figure 7(b)) then covered by the second half of the weight of the rubber (Figure 7(c)).
(a) Spreading the first half of the rubber weight; (b) introducing the fibers; (c) covering the fibers with the second half of the weight of the rubber.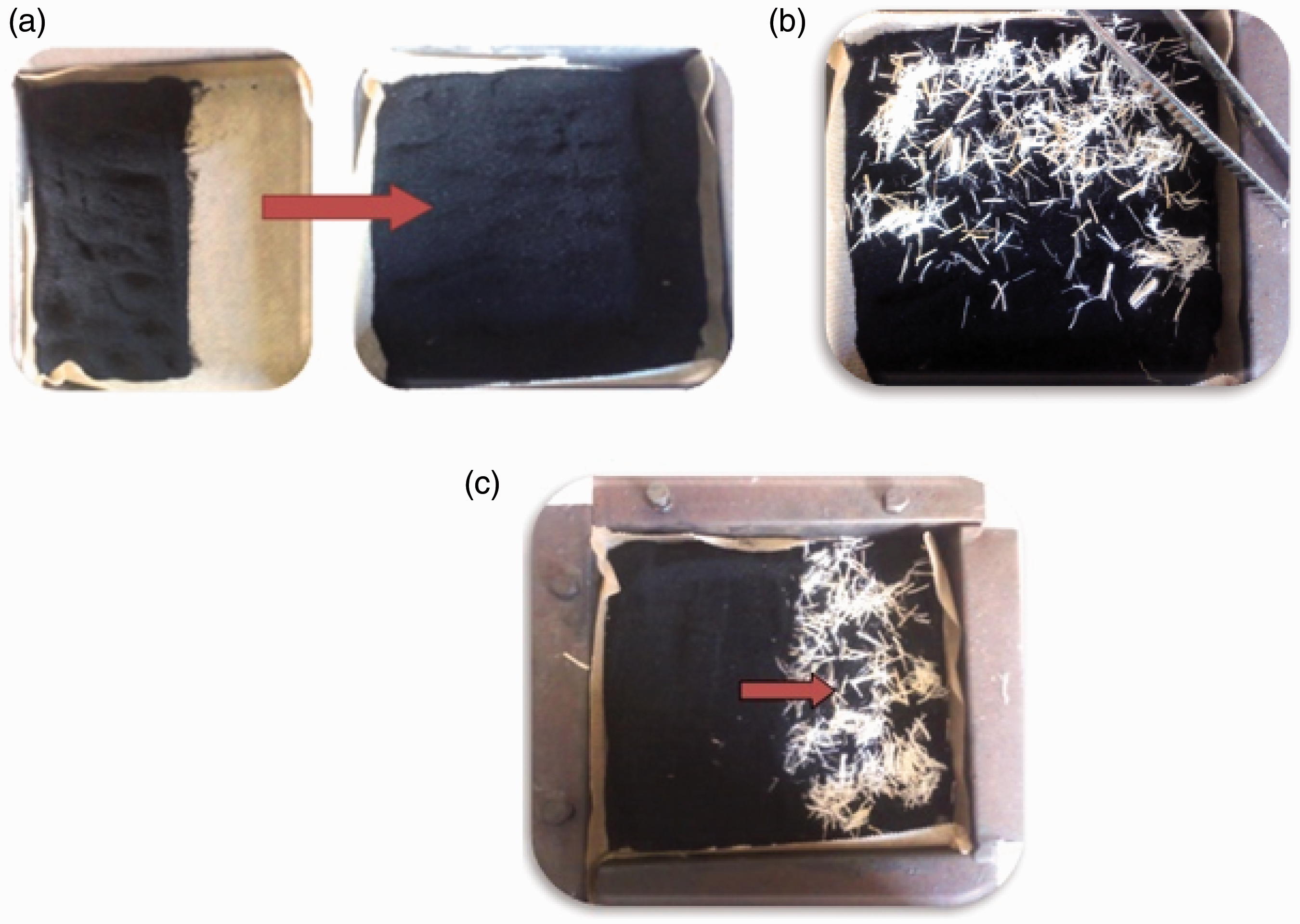
The mold is then placed in the oven for 1 h at approximately 300℃ (maximum temperature given by the machine) under a pressure value equal to 100 bars. The mold (170 × 150 mm) is made of steel, which ensures uniform pressure distribution and consolidation of the material. The samples, made of three layers, are then removed from the mold and preserved at room temperature for relaxation before tensile and compression tests.
Testing
When put in use, the structures and parts made of these composites are often exposed to several constraints. To ensure good durability of the structure, it is important that the obtained material has a fairly high stress resistance. Therefore, mechanical testing plays the role of resistance indicator of the structure, under a certain load.
To characterize the performance of the developed composite material samples, tensile and compression properties (breaking strength Bs and elongation at break Eb) are investigated. After the relaxation time needed, conditioned specimens are tested according to standard ISO 527-4/5.
Starting with the tensile test, the studied samples (100 × 25 × 4 mm) are tested using tensile dynamometer, type Lloyd.
We have conducted destructive testing on the studied materials. We submitted dumbbell-shaped specimen to an increasing tensile stress. The tensile tests are carried out on a Lloyd tensile testing machine equipped with a force sensor up to 5 kN. We proceeded by a breaking tensile test, which deforms the specimen until it breaks, and measures the required force and the strain at which the break occurs. The dimensions of the sample are known, so we can calculate the stress and elongation. The traveling speed used for this test is 500 mm/min.
As for the compression test, the sample was compressed between two parallel plates of a rigid press. During the test, a recorder was used to register the evolution of the axial stress with a pressure sensor. This recording is used to determine various mechanical properties as required such as the uniaxial compressive strength Rc, the elastic limit Re, the Young's modulus E, or the Poisson ratio ν.
The recommended dimensions for the tested pieces are 125 mm in length, 25 mm in width and ≥ 4 mm in thickness. The speed of the conducted tests is 1 mm/min.
Results and discussion
Tensile tests
Tested mechanical performance.

Based on Table 3, we can conclude that the error values of measurements of the breaking strength are expressed by the coefficient of variation (CV%) values. These coefficients of variation are in the range from 1.01% to 5.07%, which explains the effectiveness of the investigated breaking strength values. As for the elongation at break property, the variation of the CV% values ranged from 0.98% to 3.67%. According to French standards, lower than 5%, the CV% values are considered fruitful and reflect widely the efficiency of the tested property. Regarding this result, the experiments show that the tensile properties of these Alfa–rubber composites are very interesting and widely useful. As agreed by many researchers [19,21,25,27], it is possible to get with these Alfa fibers strong and stiff composite materials useful for many structural applications such as sport articles and automotive parts. In fact, the lower the CV% value, the better is the tested property value. In contrast with Athijayamani et al. [28], an acceptable level of mean absolute percentage errors (8.57% for tensile strength and 9.13% for flexural strength) indicates that the multivariable nonlinear regression model can be used efficiently for prediction of tensile and flexural strength of bagasse fiber-reinforced vinyl ester (BFRVE) composites without any further experiments.
Effect of matrix type: (Fl=3%)
Figure 8 shows the breaking strength evolutions of the tested samples as function of the matrix type in case of the Fl 3%. Based on the variations shown in Figure 8, we conclude that a notable increase was saved when the type of particles changed from C to A and then to B. By comparing the strength and elongation values of all studied specimens (Figures 8 and 9), an increase in both breaking strength (equals to 14.5%) and elongation at break (equals to 9.6%) was also remarked.
Variation in tensile strength as function of the type of matrix, in case of Fl 3%. Variation of the tensile elongation depending on the type of matrix, in case of Fl 3%.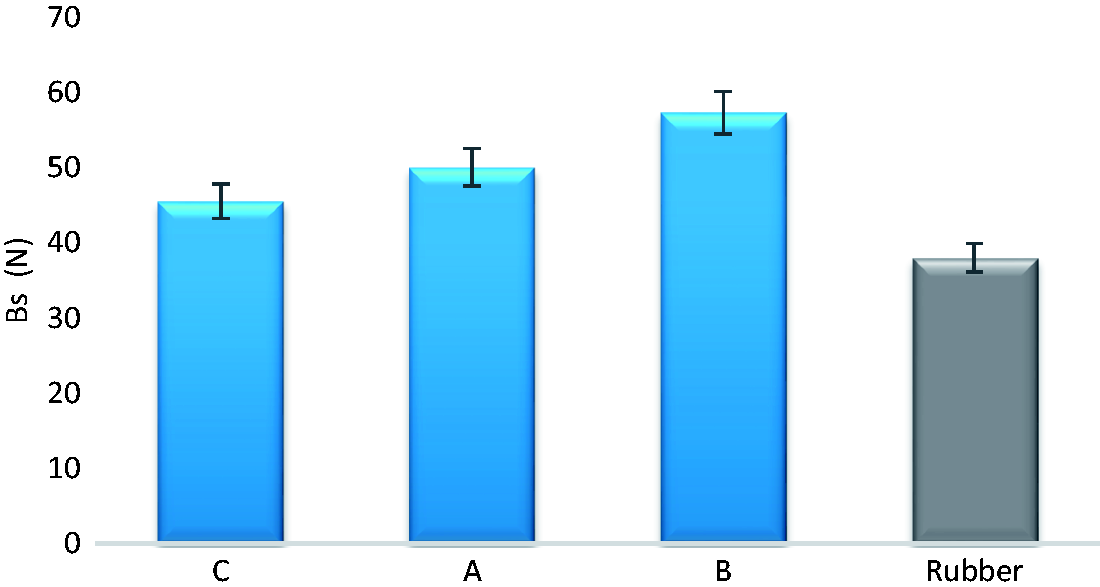

It is notable that the Alfa-reinforced materials have better elongation and strength values than the rubber material (without reinforcement fibers). The cellulosic Alfa fibers have clearly increased the mechanical performance of our materials from 37.99 N to 57.30 N in terms of breaking strength and from 89.79% to 138.62% in terms of elongation at break. These values represent substantial and considerable increases of 50.82% and 54.82%, respectively. These results are in a good agreement with other studies [8,32,33].
Reinforcement by these natural fibers shows an impact on the improvement of the mechanical properties of this composite as confirmed Zrida et al. [25]. Figure 9 shows that the increase of fiber content inside the rubber matrix widely improves the elastic behavior of the Alfa–rubber composite. This has been proved also by different studies [19,24,25,28–30] when they tackled differently the tensile properties of Alfa fiber-polymers.
Regarding the influence of the filler content (Fl), Fl = 1% and Fl = 5%, it is clearly observed that the developed materials present good mechanical performance in both cases. However, when the samples are produced using powdered particles, the physical appearance of the composites seems to be improved. In fact, the larger the particles are, the more porous and rougher the material surface is. Indeed, using larger size granulates causes more porous zones inside the composite and so, more irregular aspect of the samples.
Due to this irregular aspect, the material has a greater tendency to crack easily and this phenomenon increases by increasing the filler loading. We can deduce that the amount of binder applied is not able to coat all fibers as shown in Figure 10. As agreed by Bessadok et al. [15], the adhesion between natural fibers especially Alfa fibers and the polymer matrix is insufficient but can be improved using particularly styrene treatment in this case.
Inability of the rubber matrix to coat Alfa fibers.
Therefore, the powdered particles are easier to handle and give a smooth and regular surface. Hence, the fibers are well clamped between two consecutive layers of rubber. This result can be explained by the large specific surface area of the powdered particles, which proves the resilience of the material compared to granulated particles. Besides, this inability of matrix to coat Alfa fibers can also be explained by the glass transition of the rubber matrix. This finding was justified by Ben Mabrouk et al. [27] when they reported that thermo-mechanical analysis revealed a huge enhancement of the stiffness above the glass transition of the matrix. Significant differences in the mechanical reinforcing capability of the nanoparticles for example were investigated.
Effect of filler loading on the composite material behavior
Figures 11 and 12 present breaking strength and elongation at break variations as function of the filler loadings used in case of particles type A.
Variation of breaking strength as function of filler loading values. Evolution of elongation at break as a function of filler loading values.

The samples produced using granulated particles are rougher and present a less compact surface than those using the powdered particles. In fact, granulated particles affect negatively the mechanical behavior of the composite specimens. The surface roughness is an influential factor on the values of strength and elongation, and when increasing the filler loadings, these samples are less likely to withstand the forces applied on them. Based on the results shown in Figures 11 and 12, it is remarked that the increase of the filler loadings does not boost the mechanical performance of the developed composite materials. This may be justified by the inability of the matrix to coat all used fibers especially for high filler loadings.
Moreover, Figures 13 and 14 show breaking strength and elongation at break variation of composite samples as function of the filler loadings in case of particles type B.
Variation of the strength as a function of filler loading. Variation of the elongation as a function of filler loading.

Figure 13 shows that the breaking strength decreased by 17.16% when the filler loading increased from 1% to 5%. On the other hand, by increasing the filler loading from 1% to 5% the elongation at break increased from 159.36% to 174.85% as seen in Figure 14.
The studied evolutions of the breaking strength as shown in Figure 13 show that this property has decreased by 17.16% when the filler loading used increases. The breaking strength value increased from 63.12 N to 52.29 N by increasing the filler loading from 1% to 5%. Moreover, the mechanical properties of the material were affected with the distribution of the fibers [9,15,18–21,24,25,27,28,30]. In fact, when the filler loading is low, the mass of fibers used is low, and so the distribution is more controllable. A small mass of fiber may be spread in the mold so the whole surface is covered homogeneously and wrapped as uniformly as possible. Thus, the irregular areas (containing a higher mass of fiber than the rest of the surface) can be avoided. These overloaded areas may appear in the samples containing the highest filler loading (5%) and affect widely the composite behavior especially its ductility [34]. Referring to Ammar et al. [34], for two polymer blend matrixes (SEVA-C: starch and a copolymer of ethylene vinyl alcohol; and SCA: starch and cellulose acetate) and short Alfa fibers, the reinforcement causes a significant loss in the material ductility. This irregular distribution explains the breaking strength decay of the obtained material. Due to this irregularity of composite behaviors based on Alfapolymer, some studies are conducted to optimize the process conditions [28]. Although reinforcing composites with these natural fibers shows an improvement of the mechanical properties, the composite (Alfa-polypropylene PP) parameters of a phenomenological constitutive hyperelasto-visco-hysteresis model proved an irregularity after load applied [25]. As proved by Pavia et al. [24], the application of cellulose-based fibers extracted from the esparto grass in polymer composites requires the understanding of their structure and mechanical properties.
On the other hand, the elongation at break of the filler loading 1%, which is 159.36%, decreases to 138.62% when increasing the filler content to 3%. This decrease value, equal to 13%, can be explained by the distribution and rearrangement of the fibers in the material especially during composite formation steps. In fact, an excessive content of fibers causes a rift between the matrix layers, damaging the mechanical properties of the developed composite structure. Besides, the maximum elongation is also affected by the overloaded areas. A weight equal to 0.7 g (filler loading 1%) of fibers is easier to spread regularly in the mold than 2.1 g (filler loading 3%). These findings are in a good agreement with other studies [6,35,36].
Nevertheless, Figure 14 shows that there is a variable evolution characterizing the elongation at break of the samples as function of different filler loadings. Indeed, based on our results, it may be concluded that this irregularity of the elongation at break evolutions was caused by fibers distribution which can help accurately the tested samples during tensile test.
Finally, Figures 15 and 16 show breaking strength and elongation at break variation of composite samples as function of the tested filler loadings in case of particles type C.
Variation of the strength as a function of filler loading. Variation of the elongation as a function of filler loading.

Based on the obtained results as shown in both Figures 15 and 16, we conclude that the increase of the Alfa fiber percentage inside the matrix used clearly increases the mechanical performances of the tested composite samples. This result is in good agreement with many studies in the literature. Improvements in the tensile strength were widely observed for the Alfa fiber reinforced within 10% of fibers among many percentage values ranging from 0% to 30%. However, for both matrixes, the reinforcement causes a significant loss in the material ductility [34].
Compression test
Maximum compression strength.

Maximum compression deformation.

We can develop this interpretation based on the results shown in the Tables 4 and 5, respectively.
The two types of rubber have very similar values: if we consider the absence of slippage, rubber materials are more or less stable to compression. It is notable that the maximum compressive strength (CsMAX) decreases with increasing the mass of the fibers. However, the value of the force remains at about 4800 N for all load levels. Indeed, for powdered matrix, the particles have a large surface area, and thus the material has good cohesion and Alfa fibers do not degrade this effect. The relative decrease in the force as a function of the charging content is explained by the contribution of the fibers in the decrease of the specific surface and consequently the cohesion between the particles of the matrix. As for the granulated particles, the material undergoes a growing force when increasing the filler loading until it achieves a maximum threshold. Indeed, the value of the force is stabilized from a filler loading of 3% (4804 N). For the granulated particle matrix, the material has a certain roughness on the surface accounted for by the low value of the specific surface of the used particles. This low surface area is further accentuated by the presence of Alfa fibers in the material.
For the maximum elongation (Elmax) as shown in Table 4, the two types of rubber particles have the same pattern: passing from 0.7 g of fibers (Fl1%) to 2.1 g (Fl3%), and the elongation decreases by a very low value. It would even be obvious to say that the rubber material is not solicited by compression, as regards the elongation.
The slight increase in elongation for the filler load of 5%, in both types of matrix, is due to the slippage between the two layers of the matrix caused by the mass of fibers. According to results found by Kuranska and Prociak [18], in the case of application of fiber, in the amount of 5% php (per hundred polyols), the foam composites with the highest values of compressive strength and the lowest thermal conductivity were obtained. It is clear that this value is a little more significant for the granulated particles matrix (1.31 mm against 1.13 mm for the powdered matrix) and this is due to the nature of the matrix itself; as mentioned in the previous section, the fine particles provide sufficient cohesion and thus less tendency to slip. This result seems in a good agreement with Kuranska and Prociak [18], proving that due to natural fibers such as lax and hemp fibers of different length on the cell structure, the compression strength of the composites is affected. As previously mentioned, in the case of application of fiber, the foam composites with the highest values of compressive strength and the lowest thermal conductivity were obtained.
Conclusion
This work deals with an evaluation of a composite material structure obtained from a rubber resin and a natural fiber filler (Alfa). The mechanical performance including the breaking strength and elongation at break are investigated and discussed.
We compared the properties of the obtained specimens based on the changes of the filler loadings and the matrix type. Three different particle sizes are used to compare the behavior of the composite samples based on Alfa fibers.
We proved that, changing the particle sizes affects widely the mechanical behavior of the tested materials. Indeed, regarding the tensile test, an increase of 9.94% (from type C to A) and 14.5% (from type A to type B) is obtained in breaking strength when the matrix changes. Similarly, for the elongation at break, an increase of 10.71% (from type C to type A) and 9.6% (from type A to type B) is obtained when changing the matrix. We also concluded that the distribution of fibers enhances the composite material behavior. In fact, Alfa fibers have many advantages over synthetic fibers especially their good specific mechanical properties. Unfortunately, the use of these fibers as reinforcements for composite remains rather limited and underdeveloped.
As for the compression test, the material showed good compression behavior; all changes in masses or types of powders do not significantly affect the performance of the material under compression. In the specific experimental design of interest explored, the obtained composite samples can be useful and help to develop material that is more effective. These results are in good agreement with the industrial field; in fact, rubber matrixes are very common and they have proved their mechanical performance as well as their insulating nature, elasticity and water resistance which makes this material irreplaceable.
To define this Alfa-composite material behavior, some additional characteristics can also be tested on further works such as conductivity and smoothness by using morphological characterization method to support the results of the mechanical performance of the composites.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.