
Abstract
Jute fiber has poor compatibility with hydrophobic thermosetting polymeric resin for the development of a biocomposite. In this present study, plain weave jute fabric was treated with 1% sodium hydroxide (owf) in three different time (30, 60 and 90 minutes), temperature (30, 40 and 50℃) and material-to-liquor ratio (1:5, 1:10 and 1:15) as per orthogonal array and the treated jute fabrics were used for the preparation of the biocomposite sheet by hand laying-cum-compression moulding method. Developed biocomposite sheets were evaluated for their mechanical properties as per ASTM standards and results were analyzed by Taguchi model to optimize the sodium hydroxide treatment condition. Results inferred that jute fabric reinforcement treated with 1% sodium hydroxide at 50℃ for 60 minutes in 1:10 material-to-liquor ratio could be the optimum condition to develop the biocomposite sheet with higher mechanical properties than other conditions.
Introduction
Recently, attention towards the development and application strong and stiff natural fiber reinforced biocomposite for automobiles, electronics, structural and sports industries are increasing progressively. Bast fibers like flax, jute, ramie, and hemp fibers have been mainly preferred to use as reinforcement due to their advantages like low cost, low density, renewable, biodegradability and specific strength. Development of natural fiber–based composite is generally perturbed by their highly hydrophilic character. Due to the presence of the hydroxyl group, the interfacial compatibility between hydrophilic natural fiber and hydrophobic unsaturated polyester resin matrix is poor, which leads formation of voids followed by reduction in the mechanical properties of the biocomposite. Many research works had carried in recent years to improve the interfacial adhesion of natural fiber with thermosetting resin by reducing the hydrophilic property as well as the addition of hydrophobic functional groups [1,2].
Jute fiber is a multi-cellular fiber and extracted from the bark of the jute plant (Corchorus capsularis & Corchorus olitorius) mainly in India and Bangladesh. Jute fiber is a natural composite fiber in which cellulose and lignin reinforce with hemicellulose. It can reinforce both thermosetting and thermoplastic resin due to low micro-fibril angle [3]. However, due to its hydrophilic nature (12–14% moisture regain), different chemical modifications have been carried out to improve its reinforcing ability. Among them, sodium hydroxide treatment is preferred since it removes hemicellulose from jute fiber; enhances the cellulose proportion and ultimately improves the mechanical properties of the jute fiber reinforcement.
Jute fiber was treated with 20% sodium hydroxide (owf) for 2 hours and then reinforced with an epoxy matrix by a molding technique to form a biocomposite. It was found that the sodium hydroxide treated jute fiber, epoxy resin–based biocomposite, exhibited better mechanical properties than the untreated jute fiber reinforced composites [4,5].
Jute fibers treated with 2% sodium hydroxide for 24 hours were vacuum-dried and reinforced with polypropylene for the preparation of moulded composite. Mechanical properties of composite inferred that there was a good adhesion between sodium hydroxide treated jute fibers and polypropylene [6]. Jute fibers of 70-mm length were dipped in 0.5% alkali solution for 30 minutes followed by 30 minutes alkali-steam treatment. They inferred that alkali treatment increases the tensile strength (TS) of jute fiber up to 65% and suggested that this treatment would have potential for industrial application [7]. Jute fibers of 5 cm length were immersed in 0.25% to 1.0% (w/v) alkali at ambient temperature with 1:30 material-to-liquor ratio (MLR), for 0.5 to 48 hours. They inferred that alkali treatment at lower concentration might improve the jute fiber-matrix interface bonding [8]. Alkali treatment followed by polysiloxane treatment on jute fiber enhanced the tensile and flexural properties with significant improvement in the interlaminar shear strength (ILSS) of the jute: unsaturated polyester/epoxy polymeric composites [9].
Unidirectional composites from alkali treated jute fibers and poly lactic acid as matrix showed higher tensile and flexural properties, storage modulus and lower tangent delta than respective untreated jute-based composites [10]. Jute fabric was treated with 5% NaOH solution for 60 minutes at ambient condition and used for development of biocomposite with unsaturated polyester resin. Results inferred that alkali treatment on jute fabric increased the mechanical properties of biocomposites. Silicon and fluorocarbon treatment on alkali treated jute fabric has further enhanced the ILSS of the biocomposites [11].
Rodriguez et al. [2] studied the effect of 5% NaOH treatment for 24 hours at room temperature on woven jute fabrics and treated fabrics have been used to prepare the composites with vinyl ester resin using the vacuum-infusion method. They found that flexural and impact properties of the composites of alkali-treated jute fabric decreased due to lower mechanical properties of the fibers. It is inferred that jute fabric: vinyl ester resin-based biocomposite made from 5% sodium hydroxide (%w/v) treated jute fabric for 4 hours at 30℃ showed better mechanical properties than other biocomposites [12]. Composite from alkali treated jute–carbon hybrid fabric showed an improvement in tensile and flexural properties of composites 47 and 14%, respectively, in comparison with untreated hybrid fabric [13]. Kabir et al. [14] inferred that 5–7% alkali treatment in water: ethanol medium on jute fabric for 3 hours at room temperature improved the mechanical properties of composites superior than untreated fibers. They indicated that alkali treatment reduced moisture content of the fiber by removing hemicellulose and lignin and that led to improvement in compatibility between fiber and matrix.
Literature information inferred that sodium hydroxide was used in high concentration (>3%) for long duration (>120 minutes) with high MLR for improvement of reinforcement ability of jute fibers. Utilization of high amount of sodium hydroxide for longer duration can increase the effluent as well as pollution load. Literature information on surface modification of jute reinforcement particularly in fabric form at low concentration of sodium hydroxide (1% w/v) at low temperature in short duration for the development of biocomposite with good mechanical properties is still scanty.
A study has been carried out by treating the jute fabric (as reinforcement) with 1% sodium hydroxide (w/v) in three different MLR, temperature and time as per L9 orthogonal array and optimized the suitable condition for development of jute-based biocomposites with improved mechanical properties.
Materials and method
Materials
Commercially available plain weave jute fabric was procured from the M/s. Al Champdany Industries Ltd, Kolkata, India, with the following specifications and used for this study; 61 ends/dm (252 Tex); 54 picks/dm (230 Tex); 270 gm−2 area density; 0.93 mm thickness. Commercial grade of unsaturated polyester resin (density 1.2 g/cc) were purchased from the local market of Kolkata, India, and used without any purification; LR grade of cobalt naphthenate (accelerator) and methyl ethyl ketone (MEK) peroxide (catalyst) were purchased from M/s. Merck Chemicals, India, and used without any purification; all other chemicals used elsewhere were LR grade.
Methods
Sodium hydroxide treatment
Tensile properties of jute fabrics. a

Value in parenthesis is %CV.
Biocomposite sheet preparation
Biocomposite sheets (in triplicate) for ten experiments were prepared by hand laying-cum- compression moulding method. Three fabrics of dimension 60 × 60 cm were dried at 70℃ in an oven for 1 hour and weighed. Unsaturated polyester resin was taken three times over the weight of the fabric and thoroughly mixed with 2% cobalt naphthenate (accelerator) and 2% MEK peroxide (catalyst) over the weight of resin. Immediately the resin was coated on the fabrics individually by brush dabbing followed by rolling method. Three fabrics were superimposed in alternative direction and were consolidated in a hydraulic press at 5 Kg/cm2 at 50℃ for 120 minutes. After pressing, the biocomposite was trimmed to cut the edges; kept at room temperature for 3 days followed by curing in an oven at 80℃ for 6 hours; conditioned at 25℃/65% RH/24 hours before testing. Biocomposite sheet from untreated jute fabric was also prepared for comparison purpose.
Density and void
The actual density of each biocomposite sheet was calculated by the Archimedes method from the weight and volume of the biocomposite and fiber volume fraction and void volume fraction have been calculated as per standard [15].
Mechanical testing
Tensile properties of untreated and sodium hydroxide-treated jute fabrics were evaluated as per IS: 1969-2009 (Strip method) in terms of tenacity (cN/Tex), elongation at break (%) and initial modulus (N/m2) [16].
Mechanical properties of the biocomposite sheet were evaluated in Universal Testing Machine (Model INSTRON 5967) at standard atmospheric condition. TS, three-point bending for flexural strength (FS) and ILSS evaluated as per ASTM D-3039 standard, ASTM D7264/D7264M-07 standard and ASTM D2344-76 standard, respectively. For each experiment, ten samples were tested and their average value was taken for discussion [17].
Surface morphological characterization
Surface morphologies of jute surfaces and composite-fractured surfaces were examined using scanning electron microscopy.
Statistical analysis
Mechanical properties’ data of biocomposite sheets were expressed as mean ± standard deviation and were examined using Student’s t-test for the evaluation of the significance level of the data. Differences were taken into concern statistically significant at p ≤ 0.05.
Results and discussion
Effect of sodium hydroxide treatment on jute reinforcement
Jute fiber has three major chemical components called cellulose, hemicellulose and lignin and these make jute fiber as a natural fiber composite, in which continuous lignin polymer/hemicellulose polymer matrix reinforced by crystalline and amorphous cellulose. Hemicellulose can influence the hydrophilic nature of the jute fiber due to the presence of xylan and glucoronic acid, so it has a negative influence on the reinforcement with hydrophobic polymeric resin. Being acidic in nature, hemicellulose can easily removed by sodium hydroxide treatment. Removal of hemicellulose from jute fiber rearranges the fibrils themselves along the fiber axis that makes the interfibrillar region closer to each other and rigid [1,18].
Rearrangement/reorientation of the fibrils would result in better load-sharing during tensile loading. Sodium hydroxide treatment also leads to the partial removal of lignin so that the middle lamella joining of the ultimate cells is expected to be plastic, as well as homogeneous, due to the gradual elimination of micro voids [19,20]. These modifications are mainly responsible for increase in mechanical property of jute reinforcement and respective biocomposites [21].
SEM photographs of untreated and sodium hydroxide modified jute fiber in different conditions are given in Figure 1. It is observed that untreated jute fiber had adhered impurities without any break/rupture in ultimate cells; however, sodium hydroxide treated jute fiber (in three different conditions) showed clear and partially separated/ruptured ultimate cells. Separated ultimate cells of sodium hydroxide modified jute fiber have been adhered with unsaturated polyester resin more than untreated jute fiber, so there will be improvement in interlocking points and reduction in void formation. This is one of the reasons for improving the mechanical properties of biocomposite by sodium hydroxide treatment [22].
SEM photographs of untreated (a) and 1% sodium hydroxide treated jute fiber at 1:5 MLR/30℃/30 minutes (b), 1:10 MLR/40℃/90 minutes (c) and 1:15 MLR/50℃/60 minutes. Effect of sodium hydroxide treatment conditions on tensile strength (a), flexural strength (b), flexural modulus (c) and interlaminar shear strength (d) of biocomposites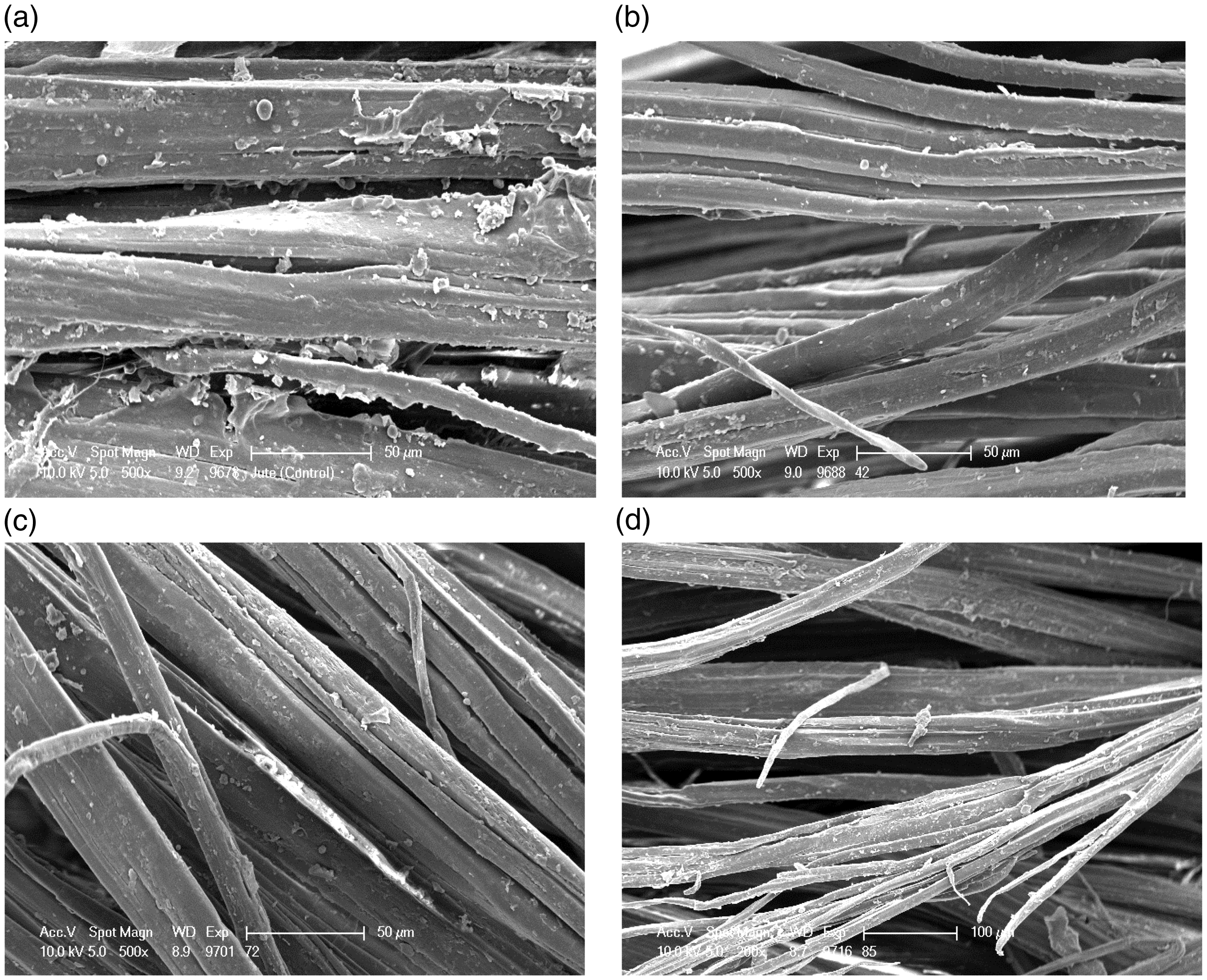
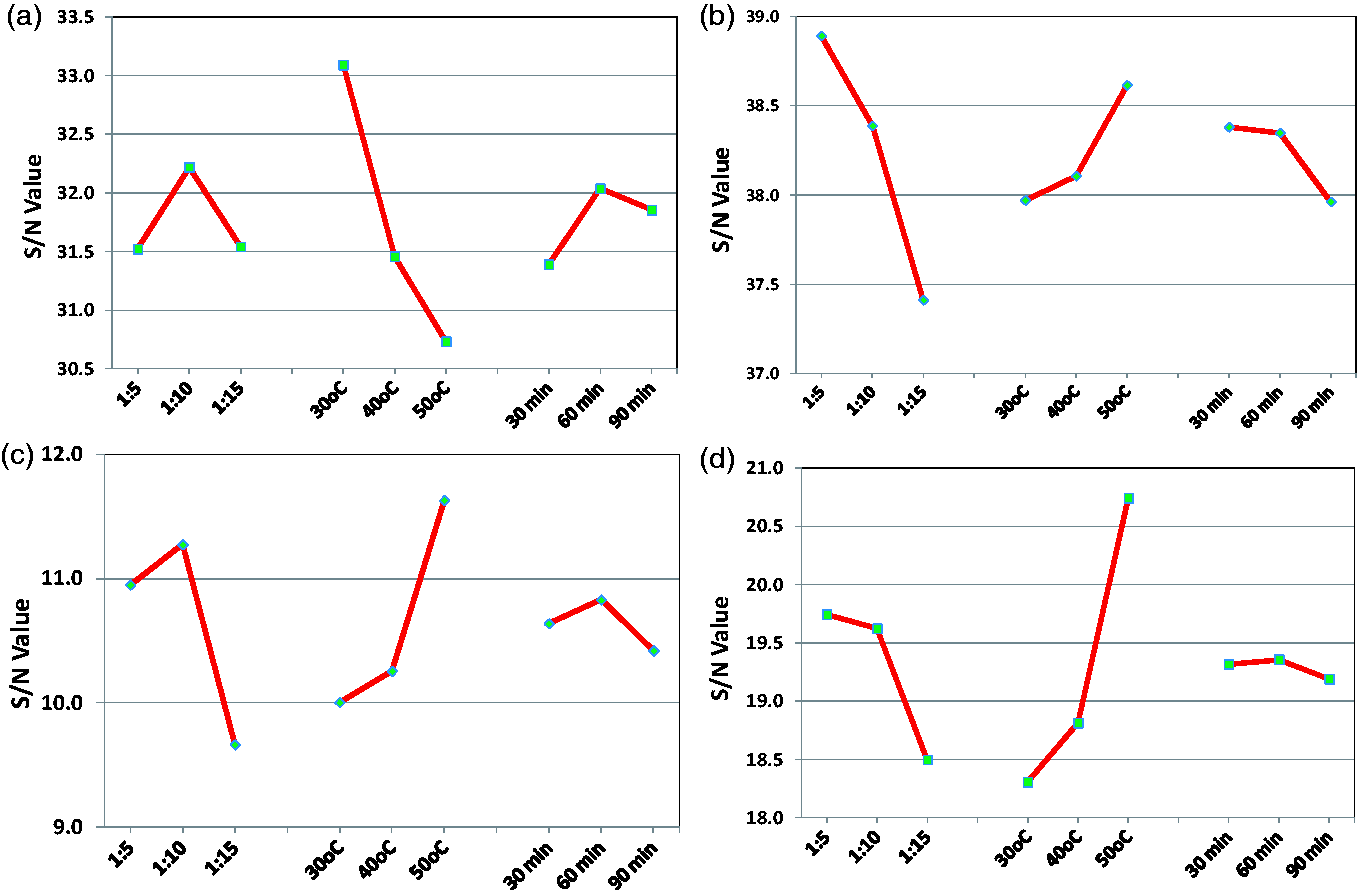
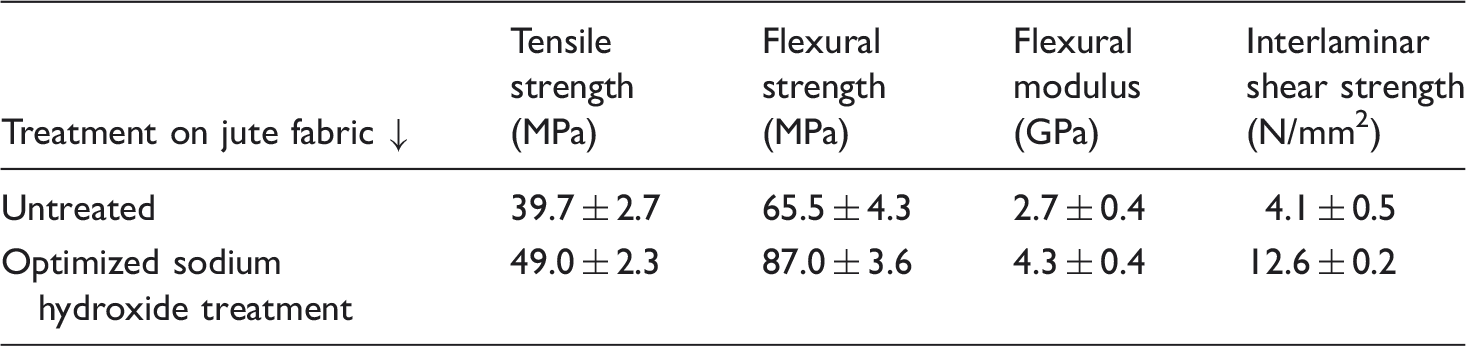
Table 1 inferred that there is no significant difference in tenacity values between control and sodium hydroxide treated jute fabrics, while significant improvement (59%) was observed in initial modulus after sodium hydroxide treatment. It is attributed that sodium hydroxide treatment partially removes hemicellulose, orients the fibrils along the longitudinal direction and improves the packing of the cellulose chains of the jute fiber. The improvement in the packing of the cellulose chains and reorientation can lead to share more loads during initial stage of tensile stress than untreated jute fiber. This confirmed that sodium hydroxide treatment enhances the initial modulus of the jute fabric from 42.5 to 67.7 N/m2.
Optimization
In this experiment, jute fabric was treated at 1% sodium hydroxide at three different times, temperature and MLR as per orthogonal array and treated jute reinforcement was used for development of the biocomposite.
To optimize the sodium hydroxide treatment, Taguchi model was used. The Taguchi optimization method consists of Problem definition → Variable identification → Design → Experiments → Data analysis → Optimum level determination → Validation. For data analysis, sound-to-noise (S/N) ratio for each experiment was evaluated according to the condition “higher the better”. For each significant factor, the level corresponding to the highest S/N ratio was chosen as optimum level.

Experimental layout using an L9, orthogonal array and S/N ratio of experimental results.

MLR: material-to-liquor ratio of treatment; Temp: treatment temperature (oC); Time: treatment time (minutes); TS: tensile strength (MPa); FS: flexural strength (MPa); FM: flexural modulus (GPa); ILSS: interlaminar shear strength (N/mm2).
Mean on 10 samples.
The TS, FS, FM and ILSS of untreated jute fabric: unsaturated polyester resin–based biocomposite are 39.7 MPa, 65.5 MPa, 2.7 GPa and 4.1 N/mm2, respectively, and the above properties improved after sodium hydroxide treatment in all experiments.
From Table 1, it is observed that the reaction of sodium hydroxide on jute fiber at 1:5 MLR can be quick; while at 1:10 MLR, it can be steady and uniform; and at 1:15 MLR it can be slow. It is also seen that the TS, FS and ILSS of biocomposites are increased with increase in treatment temperature. Generally, surface modification of cellulosic fiber by using sodium hydroxide requires minimum 10 minutes; however, in this experiment, we inferred that treatment time did not have any significant role in improving the mechanical properties after 60 minutes [23].
The removal of alkali-sensitive bonds between the different components of the jute fiber would be higher, if there is an increase in treatment temperature. Rupture in weak bonds led to swelling of jute fiber followed by formation of new hydrogen bonding between certain cellulose chains. The release of initial strains and subsequent readjustments in the cellulose polymer chains lead to orient molecular chains towards jute fiber axis [24]. Reoriented jute polymer became more homogeneous through elimination of micro void between fibrils and so there is an improvement in transfer of stress between ultimate cells during tensile and flexural loading.
Above 40℃, sodium hydroxide treatment can remove the lignin portion of jute fiber partially and so affected the tensile property of the jute reinforcement as well as respective biocomposite. The average S/N for each level of factors (MLR, time, and temperature) were calculated and are shown in Table 2 and represented in Figure 2. The largest S/N ratio (indicated by *) for each factor is selected for optimization. It is implied that the optimized condition is A2B3C2 i.e. 1% sodium hydroxide treatment at 1:10 MLR; 50℃; 60 minutes. Tensile property of the biocomposite is mainly dependent on the direction and the orientation of reinforcement at macro level and alignment of the ultimate cells and cellulose crystals of the fiber along the longitudinal direction at micro level.
Response table for S/N ratio/average S/N (dB).

High is the best.
Jute fabric reinforcement treated at A2B3C2 condition can improve the alignment and crystalline region of jute fibrils better than other conditions, so that it showed higher mechanical properties than others. It is also indicated that at >30℃, de-fibrillation of the ultimate cells followed by rupture of the fibers can occur, so that there is a slight reduction in tensile property of the biocomposite. FS describes the ability of the biocomposite to withstand against compression and tensile forces applied perpendicular to its longitudinal axis.
FS of the biocomposites can be improved by improving the adhesion between the reinforcement and resin. Sodium hydroxide treatment at A2B3C2 condition can lead to a slight improvement in the hydrophobic nature and so biocomposites prepared from A2B3C2 treated jute fabric showed higher FS, FM and ILSS than other biocomposites. In addition, we observed that A2B3C2-treated jute fabric has a higher tensile modulus than other fabrics and it is also responsible for improvement in FM of the biocomposite
Interaction between variables
To study the interaction between variables, interaction matrices for each interaction were made through a 3 × 3 matrix with nine points computed. For example, interaction between variable material-to-liquor ratio (a) and treatment temperature (b), the following values were considered A1B1, A1B2, A1B3, A2B1, A2B2, A2B3, A3B1, A3B2 and A3B3. The interaction matrix (A × B) was then embodied graphically in order to envisage the effect of their interaction on TS, FS, FM and ILSS of biocomposites [25,26]. Similarly interaction plot between material-to-liquor ratio (A) and treatment time (C) and interaction matrix treatment temperature (B) and treatment time (C) were derived and their effects on TS, FS, FM and ILSS of biocomposites are presented Figure 3. Literature informed that parallel response lines in an interaction plot indicate no interaction and converging/intersecting lines indicate a strong interaction.
Graphical presentation of interaction between AxB, AxC and BxC on tensile strength (a–c), flexural strength (d–f), flexural modulus (g–i) and interlaminar shear strength (j–l) of biocomposites. * - material-to-liquor ratio (A), treatment temperature (B) and treatment time (C).
Interaction between A and B in Figure 3(a) inferred that MLR did not influence the TS of biocomposite since the interaction plot is parallel, while interaction between B and C in Figure 3(c) negatively influenced the TS. Interactions plots in Figure 3(d–f) inferred that MLR in combination with temperature and time of sodium hydroxide treatment negatively influenced the FS of biocomposite; while, treatment time and treatment temperature combination positively influence the FS of biocomposite. As per Taguchi model, the largest S/N ratio for each factor is selected for optimization; the largest values for three interactions between three variables like A × B, A × C and B × C for four parameters like TS, FS, FM and ILSS of biocomposites were A2B1, A2C2, B1C2; A1B2, A1C2, B2C2; A2B3, A2C1, B3C1 and A2B3, A2C1, B3C1, respectively. From these interactions, it is attributed that A2B3C2 could be the optimum condition for sodium hydroxide treatment on jute fabric for the high reinforcement of unsaturated polyester resin for the development of rigid biocomposites.
ANOVA analysis
ANOVA analysis of S/N value of processing parameters.

Significant level.

Results of verification experiment S/N (dB).

Mechanical properties of jute fabric reinforced biocomposite (mean ± SE).
It is found that the sodium hydroxide treatment improved the mechanical properties of the biocomposites significantly due to improvement in interfacial adhesion between jute fiber and unsaturated polyester resin.
Many works have been carried by utilizing four layers of jute fabric as reinforcement with fiber volume and thickness as 35% to 42% and 3 to 4 mm, respectively. Sever et al. [11] treated jute fabric with 5% NaOH for 2 to 4 hours at ambient condition and inferred that TS, FS and ILSS of the alkali-treated jute biocomposites were 8.6%, 9.1% and 25.9% higher than untreated jute biocomposites, respectively. Sudha and Thilagavathi [27] informed that 4–6% alkali-treated jute fabric-based biocomposite showed improvement in TS, FS and impact strength @ 85.6, 202.4 and 15.1%, respectively, in comparison with untreated jute biocomposites and it may be due to high thickness (4 mm) and volume of fiber reinforcement (41.6%).
The optimized sodium hydroxide treated jute biocomposite with 2.35-mm thickness and 28.2% fiber volume showed higher TS, FS, FM and ILSS @ 23.4, 32.8, 59.3 and 207.3%, respectively, than untreated jute biocomposite. It inferred that 1% sodium hydroxide treatment is enough to modify the surface of the jute fabric reinforcement for the improvement of flexural and shear properties of the biocomposite, which are essential properties of composite products for furniture and roofing industry.
Physical properties of jute fabric reinforced biocomposites (mean ± SE).

Morphology of interface
Mechanical properties of a natural fiber reinforced biocomposite depend on strength and toughness of the matrix, TS and orientation of the reinforcement, and mainly the efficiency of the interfacial stress transfer. Generally, sodium hydroxide treatment partially removes hemicellulose/lignin of jute fiber and increases the crystalline region as well as the density of the fiber [28–30].
Due to the partial removal of hemicellulose and lignin, the roughness of the jute fiber would be increased, which could play a major role in improvement of interlaminar stress transfer by making more interlocking points between jute fiber and resin. The existence of more interlocking points improves the interfacial adhesion between jute fiber and polyester resin. Figure 4 clearly indicated that untreated jute fabric-based composite showed a fiber pull-out due to poor interfacial adhesion.
SEM photographs of interface of untreated (a) and sodium hydroxide treated jute fabric reinforced biocomposite (b).
In sodium hydroxide treated jute fabric-based biocomposite, there is less void formation between jute fiber and resin, which ultimately enhances the stress transfer from reinforcement to matrix and so improves the mechanical property. From this study, it is confirmed that sodium hydroxide treatment at 1% (owf) (1:10/40℃/60 minutes) could improve the tensile as well as flexural properties of the biocomposite.
Conclusion
Jute fiber reinforcement has potential to reinforce the thermosetting polymer for the development of biocomposite; however, jute fiber lacks in compatibility with polymeric resin. To enhance the compatibility of jute fiber reinforcement with thermosetting polymer, sodium hydroxide treatment is preferred at >3% (w/v) for longer duration. However, in this work, 1% sodium hydroxide (w/v) was used for treatment of jute fabric with variable in MLR, time and temperature using orthogonal array methods to improve its compatibility with unsaturated polyester resin. Sodium hydroxide treated jute fabrics were used to prepare biocomposites with unsaturated polyester resin by hand laying-cum-compression moulding method and their TS, FS and ILSS were evaluated.
Results inferred that MLR and temperature played an important role in improvement in mechanical properties of the biocomposite, while treatment time did not. Results have shown that the optimum condition for sodium hydroxide-1% (w/v) treatment on jute fabric reinforcement is 1:10 MLR at 50℃ for 60 minutes. TS, FS, FM and ILSS of the sodium hydroxide treated (at optimum condition) jute-based biocomposite are 23%, 33%, 59% and 207%, respectively, higher than untreated jute-based biocomposite. SEM photograph also proved that there is good compatibility between sodium hydroxide treated jute fiber and unsaturated polyester resin.
It is concluded that this optimized sodium hydroxide treatment at 1% (w/v) could be a potential treatment to enhance the interfacial adhesion between jute fabric reinforcement and unsaturated polyester resin for the development of biocomposites with good mechanical properties. This low-concentration alkali treatment on jute fabric may also create a new avenue for the utilization of the jute textiles in the development of composite products for furniture and roofing industry and can replace the hazardous glass fiber-based composites.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article:Authors are grateful to acknowledge National Fund for Basic Strategic and Frontier Application Research in Agriculture, Indian Council of Agricultural Research, New Delhi, India for funding this work under grant No.NFBSFARA-FQ3029. Authors are also thankful to Director of the institute for his support and permission to execute the work.