
Abstract
The flexural and tensile properties of micrometer and nanometer fly ash particle-filled jute/glass hybrid epoxy composites were studied and compared with the conventional fibers (glass) composites. The effects of nanofiller (2, 4 and 6 wt%) and microfiller (5, 10 and 15 wt%) are also examined. The effects of micro/nanofiller addition in the pure jute fiber and hybrid (glass/jute) composites were investigated with scanning electron microscope. The experimental result shows that due to micro- and nanofiller addition, the strength of all composites is increased. The tensile strength of 4 wt% fly ash nano-filler GJJG (glass-jute-jute-glass) hybrid composites shows better result among other composites and it gives 5% better strength of the glass fiber composites. Whereas 4 wt% fly ash nano-filler GJGJ hybrid composites shows better flexural strength as compared to glass fiber composites.
Introduction
Polymer composites are emerged as a substantial market share in the recent past and also one of the most common engineering materials. These materials have been gaining much more importance because of their advantages like cost-effective, ease in manufacturing and admirable performance. Last three decades polymer composites found numerous applications in the field of automobile, household and aerospace. However, those applications are stands in the primary step of the replacement of metals. The research is still open to replace the metal in all the fields. Recently researchers start focussing on the natural material to diminish the material investment cost, utilize the natural waste and also reduce the consumption of conventional fibers.
Natural fibers like jute [1,2], bamboo [3], rice husk [4], wood apple (bael) [5,6], sisal [7], coir [8], ramie [6], cotton [9], oil palm [10] and jowar [6] are used as reinforcement in the composites. Natural fiber has great advantages like having cheaper rate, being more flexible, renewable and bio degradable. Alongside with these advantages, some bottlenecks like moisture content and void portions reduces the potentiality of the natural material which can alone replace the conventional fibers. So, a new technique called hybridization, where conventional and natural fibers are combined to form a composite, overcome the bottlenecks of the other potential materials.
Many researchers have made efforts in combining the new natural fiber like jute, coir, sisal, oil palm with conventional fiber (glass) to extract the best alternate to the conventional fiber. Abedin et al. [11] fabricated jute/glass reinforced unsaturated polyester hybrid composite and studied the mechanical properties. Khalil et al. [12] fabricated oil palm EFB/glass reinforced polyester composites and studied the physical and mechanical properties. Many researchers studied the different hybridization effect on polymers such as glass fiber/jute [13–15], glass fiber-sisal/jute [16] and sisal–glass [17]. However, after experimental investigation researchers could not find the better alternate to replace conventional fibers in tribological and mechanical applications.
Recently, micro- or nanoparticle reinforced polymer has drawn interest of many researchers due to its versatile applications. Micro- or nanofiller in polymer matrix can improve the end use performance of the composite in many different ways. Reinforcing of inorganic particulate fillers into polymer matrix has been proved to be an effectual way of improving the tribological and mechanical properties of the matrix [18–20]. It should be noticed that a very few literature is available related to micro- or nanofiller addition to hybrid composites. Addition of high surface area fillers to the hybrid composites definitely exhibits variation in the mechanical properties.
In this article, we had investigated and compared the effect of micro or nano fly ash filler addition in different hybrid composites on mechanical properties. For this purpose, different laminated hybrid (jute/glass) composites with varying weight fraction of micro/nano fly ash fillers are fabricated. The microstructures of the tested composites are also studied using scanning electron microscope (SEM).
Experimental details
Materials
Two types of bidirectional fibers are chosen as a prime reinforcement for the fabrication of hybrid composite. Jute is the first kind of fiber, which is a natural biowaste, and traditional glass fiber is another kind of synthetic fiber, which is conventionally and commercially available.
Fly ash, the industrial waste collected from Rourkela SAIL (India), have been used as reinforcing filler component in both micro- and nanoshapes. It is a by-product of the combustion process and separated using a sieve of mesh 150 µm. The mean particle size obtained from the particle size distribution analyzer is 10 to 40 µm. The microfiller and nanofiller size of fly ash used in the present study is in the range 10 to 40 µm and 200 to 40 nanometers.
Epoxy LY556 (liquid diglycidyl ether of biphenol-A (DGEB-A) resin is used as matrix for this experimental study. It has been used extensively due to its superior strength, excellent adhesion, good chemical resistance and excellent performance at elevated temperatures.
Preparation of nanoparticles
The micro fly ash particles had converted into nano-range particles using a high-energy planetary ball mill, where micro fly ash particles were placed inside a stainless steel chamber of planetary ball mill with a tungsten carbide and zirconia balls of 10 mm and 5 mm diameter, respectively. Ratio of weight of balls (BPR): weight of micro fly ash powder was maintained as 10:1. A process control agent (PCA) is added to the fly ash powder during milling to reduce the effect of cold welding. In the present investigation the most common process control agent toluene was used during ball milling because it is more dielectric constant to prevent heat generation and avoid agglomeration.
Micro fly ash particles were grounded in the planetary ball mill at 400 r/min and samples were collected at different time intervals (2 hour, 4 hour and 6 hour). The total duration of milling is 6 hours by keeping an interval of 30 min. The milled powder is taken out and kept in the drier at 60℃ to remove toluene liquid content. These nano fly ash powder samples were then characterized with X-ray diffraction (XRD) and SEM.
XRD studies
An XRD study has been widely used in nanoparticle research to characterize their critical features such as crystal structure, crystallite size and strain. The pre-milled and milled (nano) fly ash powder is characterized with an X-ray diffractometer. X-pert software is used to investigate the structural changes and phase transformations of micro- and nanopowders. Sample preparation of XRD is done as per the standard practice. The samples are scanned in the range from 10° to 90° of 2θ with a scan rate of 2°/min. Three methods of Williamson and Hall, Warren and Averbach and Scherrer can be used to calculate crystallite size and strain. The simplest and most widely used method for estimating the average crystallite size is from the full width at half maximum (FWHM) of a diffraction peak using the Scherrer equation (1) [21] as follow

Composite fabrication
Hybrid laminate composites of woven jute/glass bidirectional orientation (90° and 0°) with four plies were manufactured by hand lay-up technique followed by light compression moulding. Jute fiber and glass fiber are used as the common reinforcing phase in all the composites. Here, the fly ash in micro and nanosizes is used as filler material. A wooden mould of 150 × 60 × 5 mm3 was used for preparing the composite. Hardener HY 951 is mixed with the epoxy resin in the ratio of 10:1 by weight as recommended at room temperature. The composites are prepared in two different sets. In first set, the micro fly ash, (5, 10 and 15 wt%) is used as a filler material and mixed in the epoxy resin before the jute/glass fiber is reinforced in the matrix. In second set, nano fly ash (2, 4 and 6 wt%) is used as a filler material and mixed in the epoxy resin before the jute/glass fiber is reinforced in the matrix. The weight percentage of matrix in all the composites is nearly 83%. Based on micro/nanofiller addition the matrix weight percentage varies. For quick and easy removal of the composite laminate, a mould release sheet is kept on top and bottom of the wooden mould [13]. The mould release spray is also applied to the inner surface of the mould wall to facilitate easy removal of the composite.
For the proper dispersion of the fly ash filler in the matrix a mechanical stirring process is applied for 5 min before fiber addition. Care is taken to ensure that the excess polymer will not squeeze out of the mould. Each composite is cured under a load of about 30 kg for 24 h at room temperature before it is removed from the mould [13]. The density of epoxy resin, jute and glass fiber are found to be 1.2 g/cm3, 1.22 g/cm3 and 2.25 g/cm3, respectively. Fly ash density is 1.3 g/cm3 is considered through experimental results.
Tensile test
The tension test is generally performed on flat specimens. The most commonly used specimen geometries are the dog-bone specimen and the straight-sided specimen with end tabs. The standard test method as per ASTM D 3039-76 was used. Length of the test specimen chosen is 125 mm. The tensile test is performed in universal testing machine INSTRON H10KS. A rate of loading of 2 mm/min was used for testing. For each stacking sequence, five identical specimens were tested and average result is considered.
Flexural test
Flexural tests were also conducted on the same machine that has been used for tensile testing in accordance with ASTM D2344-84. Specimens of 150 mm length and 20 mm wide were cut and are loaded in three points bending with a recommended span-to-depth ratio of 16:1. The test was conducted using a load cell of 10 kN at 2 mm/min rate of loading.
Scanning electron microscopy
The microstructure of the fractured surface of the composites has been investigated employing SEM (Model: JEOL JSM-6480LV). The samples are stacked on stubs with silver paste. A thin film of platinum is vacuum-evaporated onto them to enhance the conductivity of the fractured surface before taking the photomicrographs.
Results and discussion
Morphological structures of the fresh (micro) and planetary ball milled fly ash (nano) have been studied using secondary electron imaging mode of SEM (JEOL jsm-6480lv). Figure 1(a) and (b) shows the SEM image of micro fly ash and nano fly ash. From the Figure 1(a) it is evident that majority of the fly ash particles are larger in size. From the Figure 1(b) the large fly ash has been destroyed and crushed by intense impacts of the balls; hence the decreases in particle size are observed in the figure.
(a) SEM micrographs of fresh fly ash. (b) Fly ash after ball milling for 6 hours.
The Figure 2 shows XRD of the fly ash material before and after planetary ball mill. From the figure, it is clearly observed that the intensity of the peaks got reduced and the peak broadening increased. The number of peaks observed in the fresh fly ash is 15 whereas after 2, 4 and 6 hours of ball milling the peaks observed are 9, 8 and 7, which shows that there is a great extent of material size reduction. The same type of results has also been observed by Rao et al. [22] who studied the structure of nano fly ash prepared by high-energy ball milling for 30 hours. The variation of crystalline phases in the fresh fly ash and milled fly ash are studied by XRD. The size reduction of fresh fly ash from micrometer to nanometer level is achieved by planetary ball milling for the period of 6 hours. The percentage crystalline of fly ash is reduced from 59% to 26%. From the XRD it is observed that fly ash consists of quartz, mullite, hematite and calcium oxide. The peek intensity of the quartz in fresh fly ash is 800 A.u, after 6 hours planetary ball mill the peek intensity is 200 A.u, this shows that due to planetary ball mill the peek intensity is reduced by 400%.
XRD patterns of fly ash before ball mill and after ball mill for 6 hours [23].
Flexural test result analysis of micro and nanofiller hybrid composites
Figure 3 shows the effect of micro fly ash filler in hybrid composites and pure jute composites. Different weight percentages (5, 10 and 15 wt%) are added to the hybrid composites and tested for the flexural properties as per ASTM standards. For the better comparison of filler and hybridization effect a pure glass fiber, jute fiber and neat epoxy composites have also been tested. From the figure it is clearly observed that even after hybridization and filler addition none of the composites cross the strength of the glass fibers. It is also clearly noticed that with the fly ash filler addition the strength increases continuously in jute fiber composites, this is due to good absorption and bonding behaviour of jute fibers. In a composite with the sequence of alternative similar layers have been maintained, it has been observed that filler addition up to 5 wt% showed increase in mechanical strength whereas, filler addition beyond 5 wt% showed deterioration in mechanical properties. In a composite where jute has been used as alternative layers (outer layer and inner layer), it has been found that filler addition can go up to 10 wt% with gradual increase in the mechanical strength. In a composite where there is an alternate glass fiber and jute sequence has been maintained (GJGJ), the addition of 5 wt% fly ash as filler in such composite showed improvement in mechanical property compared to the composite which has been fabricated with conventional glass fiber only.
Flexural strength of hybrid composites with microfiller effect.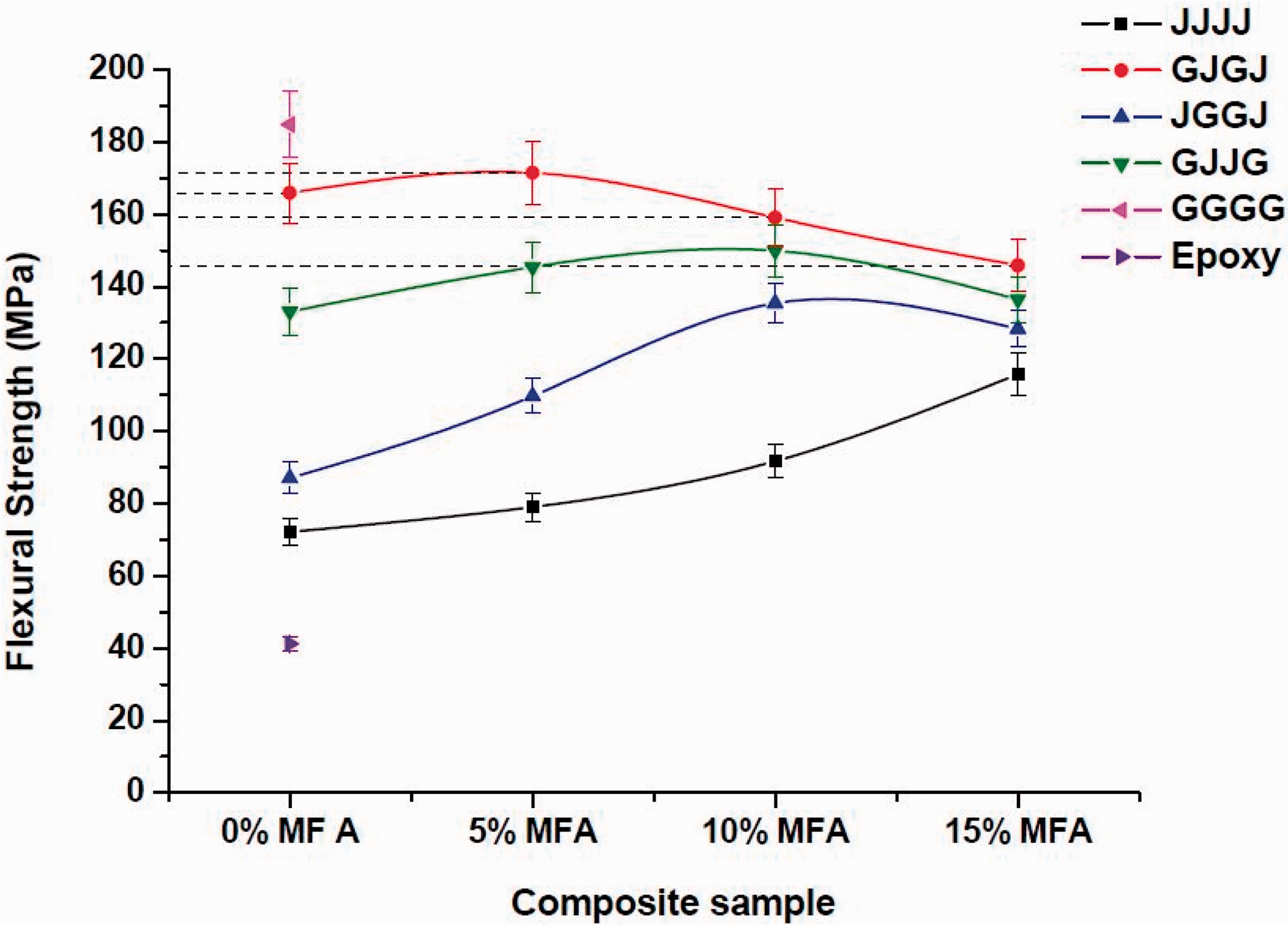
The effect of nanofiller addition (2, 4 and 6 wt%) in hybrid and pure jute composites are shown in Figure 4 and the flexural tests are conducted as per ASTM standards. It is clearly observed that as the nano fly ash filler addition increases up to 4 wt%, the strength of the hybrid composites and jute composites are increased. It is also clearly noticed that GJGJ with 4 wt% nanofiller addition shows better result as compared to the glass fiber composites. This similar type of behaviour has also been reported by Mohanty et al. [24] in the hybrid glass/carbon-fiber-reinforced epoxy nanocomposites. The effect of nanofiller addition in polyvinyl chloride-based polymer composite has been reported by and Ashori et al. [25].
Flexural strength of hybrid composites with nanofiller effect.
Comparison of flexural strength due to micro and nano fly ash filler addition
Figures 5 and 6 show the effect of fly ash micro/nanofiller addition in hybrid composites. From both the figures it is clearly observed that the filler addition shows significant effect on the properties of the hybrid composites. From Figure 5 it is observed that the fly ash microfiller addition initially increases the strength for hybrid composites prepared with a sequence of GJGJ up to 5 wt% and then the strength starts falling, this indicates the fly ash microfiller addition beyond 5 wt% is a not recommended from strengthening perspective. The reduction in strength due to higher filler addition is due to irregularity of particle size, which is justified by the SEM analysis of the micro fly ash shown in Figure 1(a). This causes poor particulate to matrix along with fiber interaction, voids and dispersion problem. Whereas when considering the nanofiller addition, the strength increases up to 4 wt% and beyond 4 wt% it starts degrading the strength, but it is still above the strength of the pure hybrid composites. From Figure 6 it is observed that the strength of the composites increases due to micro and nanofiller addition up to 10 wt% and 4 wt%, respectively. It is clearly noticed that the variation of strength between the 5 wt% microfiller and 10 wt% microfiller addition is very less. In the composite, when nanofiller addition increased from 2 wt% to 4 wt%, an increase in strength has been observed, which indicates the effect of addition of nano fly ash as filler materials on mechanical properties. This similar type effect of micro/nano alumina filler on the epoxy hybrid composites was reported by Gujjala et al. [26].
Comparison of flexural strength of GJGJ with micro/nanofiller addition. Comparison of flexural strength of GJJG with micro/nanofiller addition.

Morphological studies of flexural tested specimens
The morphological images of the flexural tested composites are shown in Figure 7(a–g). The morphology of the glass fiber is shown in Figure 7(a). Bending of the glass fiber due to flexural load is observed in the glass fiber composites, this validates the flexural strength results of glass fibers obtained in the Figure 3, which is the maximum of all the composites. A very small stretching and bending is observed in jute when compared to glass composites shown in Figure 7(b). It is also observed that a sharp cut of fiber at some places define the brittle nature of the jute fiber. Figure 7(c) shows the jute fiber with 10 wt% micro fly ash filler composite. From the figure it is clearly indicated that due to fly ash filler the brittleness of the composite increase and no fiber bending or fiber stretching is observed owing to flexural load.
(a) Flexural tested Glass fiber composites [26]. (b) Flexural tested jute fiber composites [26]. (c). Flexural tested Jute fiber with 10 wt% fly ash filler. (d) Flexural tested Jute/glass fiber composites. (e) Flexural tested hybrid composites with micro fly ash filler. (f) Flexural tested hybrid composite with nano fly ash filler. (g) Flexural tested jute fiber with nano fly ash filler.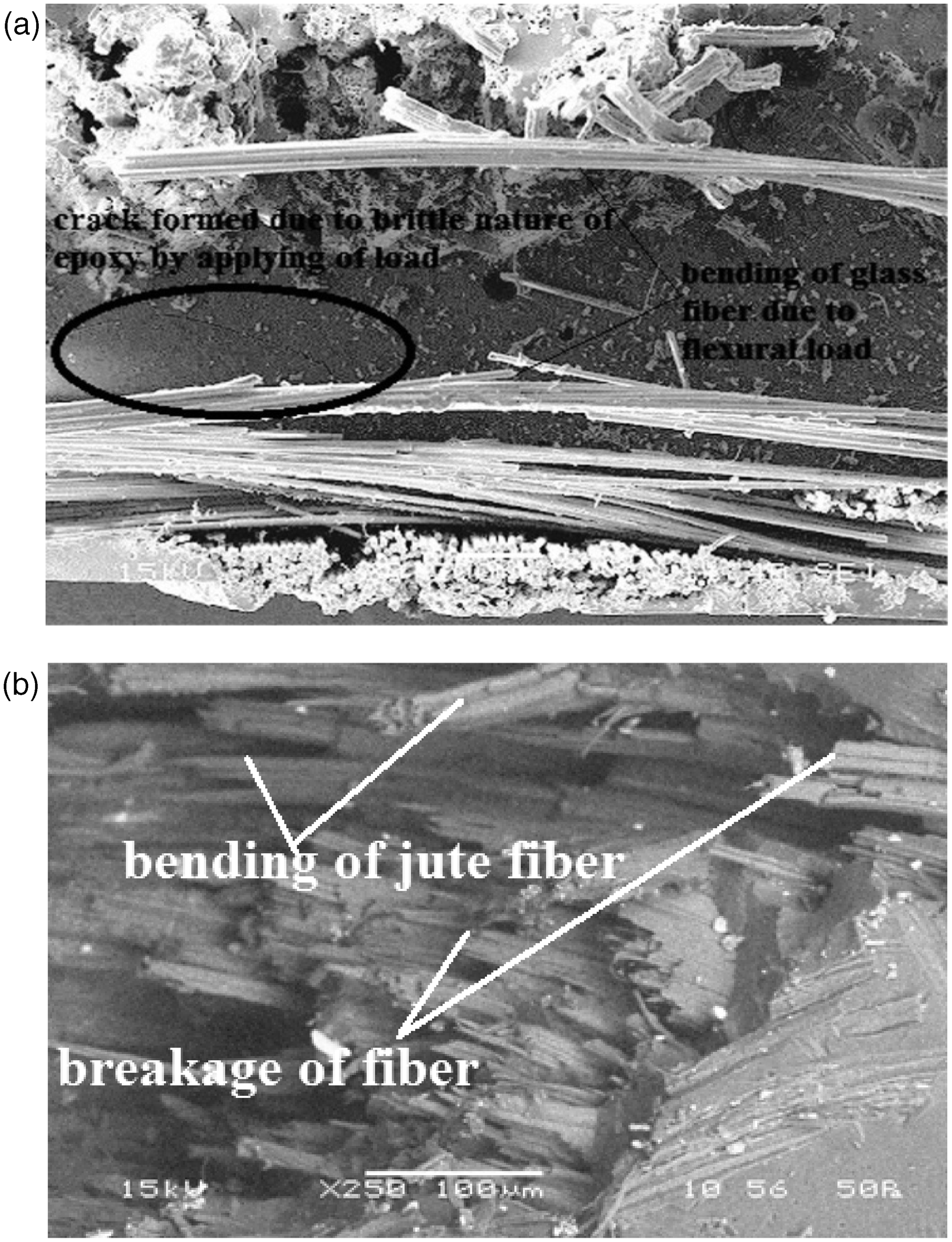
The reduction of bending strength of the glass fiber is observed in Figure 7(d), this is due to addition of jute fiber. It is clearly observed from the figure that in half portion glass fiber got bended and stretched in the remaining half there is no stretching of jute fiber and also the fiber directly has undergone breakage. This figure validates the less strength result of hybrid composites in Figure 3. Similar type of behaviour is also observed in case of hybrid composites with microfiller-added composite, which is shown in Figure 7(e). The effect of the nanofiller in hybrid composites are shown in Figure 7(f). It is evident that due to lower flexural strength of glass fiber, it has directly undergone breakage without any elongation. This indicates that due to addition of nano fly ash as filler in glass/jute fiber composites, the composite becomes brittle as well as strong, which has been depicted in Figure 4. Similarly, for the case of pure jute fiber composite with nanofiller (Figure 7g), the crack formation due to flexural load indicates the brittle nature of the jute fiber-based nanocomposites.
Tensile test result analysis of micro- and nanofiller hybrid composites
The effect of the micro fly ash filler in hybrid composites and pure jute composites are shown in Figure 8. Different weight percentages (5, 10 and 15 wt%) are added to the hybrid composites and the tensile properties tested as per ASTM standards. For comparison of filler effect and hybridization effect, a pure glass fiber, jute fiber composites and neat epoxy are prepared and also tested. It is clearly observed that a noticeable strength is increased up to 5 wt% filler addition in hybrid and pure jute composites. Beyond 5 wt% the strength increases in all the composites up to 10 wt%, but the strength variation is very less as compared 0 wt% to 5 wt% filler addition. Even after hybridization and filler addition none of the composites cross the strength of the glass fibers. Among all the composites glass as outer layers composite with 10 wt% fly ash filler addition shows the best comparative result with the pure conventional (glass) fiber composites.
Tensile strength of hybrid composites with microfiller effect.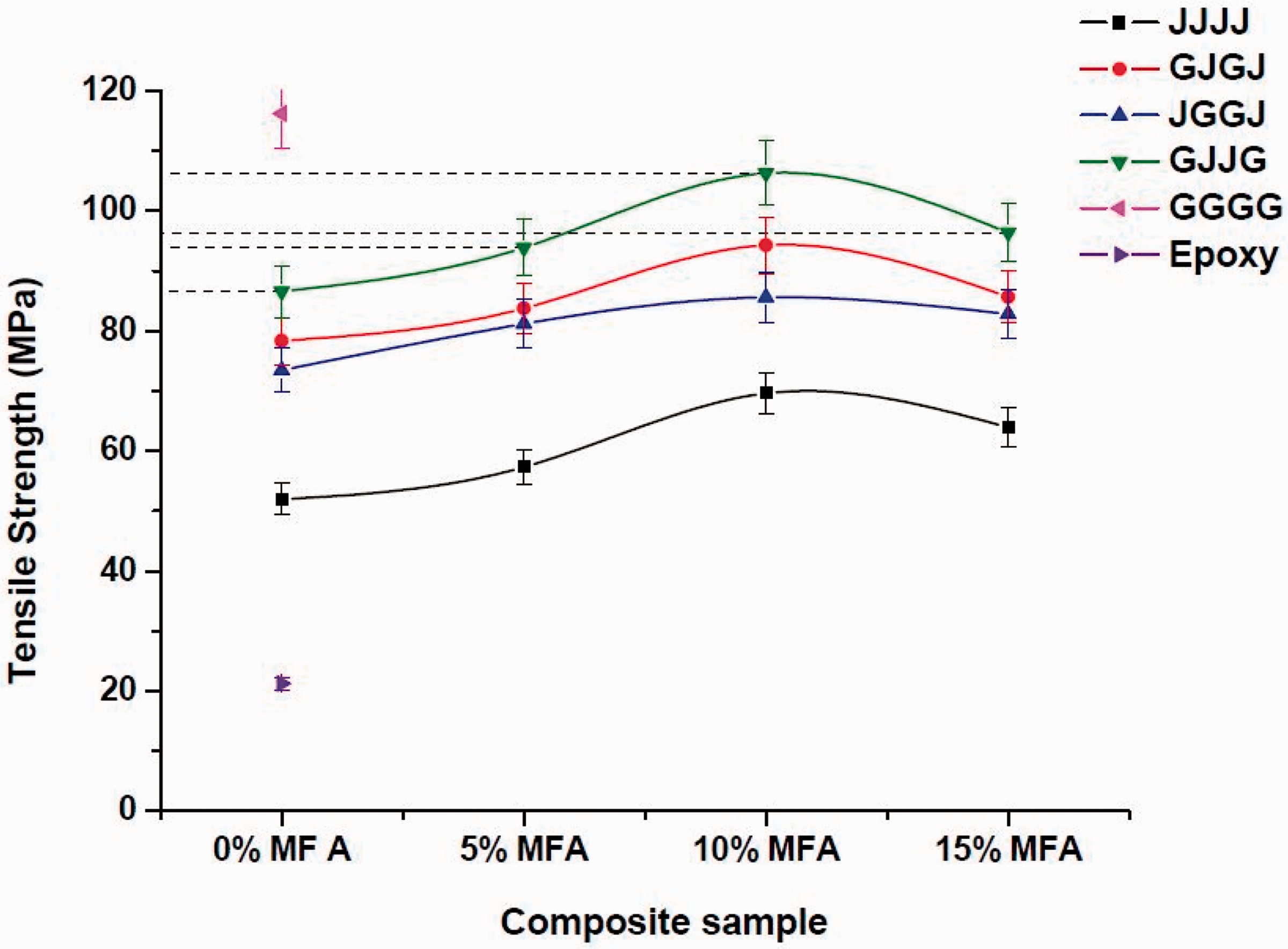
From Figure 9 the effect of nanofiller addition (2, 4 and 6 wt%) in hybrid and pure jute composites is clearly observed. The tests are conducted as per ASTM standards. The effect of filler addition is clearly noticed in the hybrid composites and jute composites, this is due to incorporation of ceramics filler addition which causes increases in strength. As the filler addition increases the strength increases up to 4 wt% nano fly ash filler in all the composites. The composite GJJG with 4% nano fly ash filler gives almost equal strength as of the glass fiber composites.
Tensile strength of hybrid composites with nanofiller effect.
Comparison of tensile strength due to micro and nano fly ash filler addition
The effect of nano- and microfiller addition in hybrid composites are shown in Figures 10 and 11. From Figures 10 and 11, it is clearly observed that both the hybrid composites show similar trend of increase in strength due to filler addition. From Figures 10 and 11 it is noticed that the tensile strength of the composites increases with the micro and nano fly ash filler addition of 10 and 4 wt%, respectively. The tensile strength of the composites with glass as outer layer is higher when compared to other composites because of the highest tensile strength properties of glass fibers.
Comparison of tensile strength of GJGJ with micro/nanofiller addition. Comparison of tensile strength of GJJG with micro/nanofiller addition.

Morphological studies of tensile-tested specimens
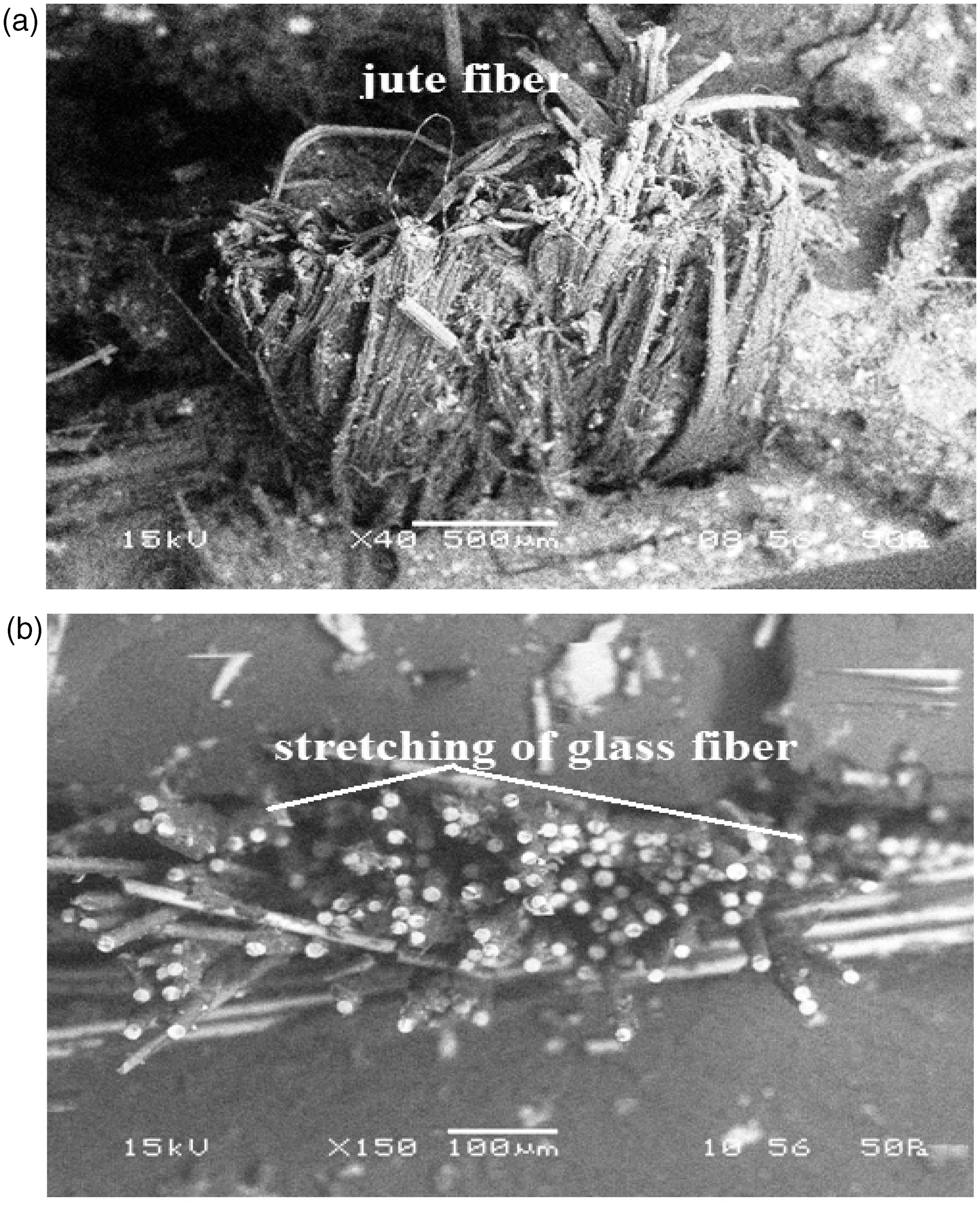
The morphology of tensile-tested composites is shown in Figure 12(a–e). The morphology of jute fiber composites is shown in Figure 12(a). It is clearly observed that due to tensile load the fiber little stretches and underwent breakage. When considering the glass fiber composite shown in Figure 12(b), it is clearly observed that the fiber got stretched and finally underwent breakage after a long elongation. This validates the higher value of tensile strength of the glass fiber composites shown in Figure 8. When considering hybrid composites the tensile strength of the composites is less as compared to the pure glass fiber, this is due to the early breakage of jute fibers and the morphology of the hybrid composite shown in Figure 12(c) supports the results. From Figure 12(d) it is clearly observed that the crack propagation in epoxy composite is reduced by the jute and fly ash filler addition.
Conclusions
Based on the research presented in this paper, the following conclusions are drawn.
Effect of fly ash micro/nanofiller on tensile and flexural properties of jute/glass fabrics reinforced epoxy composites was studied with different layering sequence of fibre. It is clearly observed from the results that incorporation of fly ash filler enhanced the mechanical properties. SEM images of micro and nano suggests that the large flake-like material demolished to small nanoparticles by high-energy planetary ball mill. From XRD studies the intensity of the peak size reduction and decrease in total numbers of peaks after 6 hours of ball mill concluded that the nano range have been achieved. The 4 wt% nanofiller GJJG hybrid composite is a better alternate than the glass fiber composites where tensile properties are of paramount importance. Instead of pure glass fiber composites, the 4 wt% nano fly ash GJGJ hybrid composites is a better alternate where the flexural properties are prominent. The morphological studies confirms the strength of hybrid and pure jute fibers composites increases due to fillers additions.
An extensive study on the performance of this type of hybrid composite with new nanofillers may be an interesting topic for future research.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.