
Abstract
Artificial antistatic fibers due to their low cost as well as providing desirable properties based on their constitutive components, have attracted considerable interests. In the present study, bicomponent antistatic fibers with various cross-sectional configurations (i.e. core/sheath and segmented-pie structures) were produced using the mixture of carbon black/dispersing agent/PBT and polyethylene terephthalate. To investigate their practical application, woven fabrics were produced and then examined upon their antistatic characteristics as well their thermal properties, wash durability and breaking strength and elongation. Moreover, the effect of dispersing agent during fiber spinning was examined. Among the produced fibers with different structural configuration, it was concluded that the core/sheath antistatic fibers exhibited higher breaking strength and elongation, as well as lower electrical resistivity. Rheological investigations based on the pressure tests indicated that the homogeneous distribution of the fillers (e.g. carbon black) within the polyester pellets is required for manufacturing the uniform fibers. Moreover, it was determined that surface resistivity of the fabrics could be kept unchangeable even after 20 times of washing, revealing their reliable wash durability. Finally, it was found out that the mixture of carbon black/dispersing agent/PBT provides such desirable conductivity; also, the fabrics comprised of fibers with core/sheath configuration could be a good candidate for antistatic applications within the textile industry.
Introduction
Non-conductive synthetic fibers (with electrical resistivity ranging from 1012 to 1017 Ω/cm) substantially hamper the antistatic performance of fabrics and may cause damage via the accumulation of static charge on their insulating surfaces [1,2]. To overcome these drawbacks, conductive materials, such as metal particles, metal oxides, graphite, carbon nanotubes, and carbon black, have been used as fillers. Among all of the fillers investigated, highly conductive carbon black is the most widely used filler [3–8]. Many antistatic/conductive microfibrils are produced by compounding carbon black particles within a polymer matrix [6–8]. However, the properties of such fibers, including the mechanical strength, wash durability, and antistatic functionality, are poor and fabricating such fibers is expensive. Therefore, there is an increasing demand for the development of novel and inexpensive antistatic fibers that can be used to fabricate work clothes, anti-explosion suits, clean-room garments, cleansing fabrics, and medical textiles.
The application of bicomponent fibers is one of the most interesting methods for improving the performance of antistatic fibers, in terms of mechanical properties, electrical/antistatic functionality, and thermal conductivity, as well as reducing production costs. Synthetic bicomponent monofilaments with various structural configurations are generally produced by the combination of two different polymers. Such composite fibers, e.g. concentric core/sheath (Figure 1(a)), eccentric core/sheath (Figure 1(b)), 50/50 side-by-side (Figure 1(c)), unequal side-by-side, (Figure 1(d)), island-in-the-sea (Figure 1(e)), and segmented-pie fibers (Figure 1(f)), are widely manufactured in the textile industry [9–16]. Zhao and Liu [15] demonstrated that core/sheath fibers could reduce the energy consumption in the following application process, while side-by-side fibers can maintain their three-dimensional heterostructure after hot-stretching processing. They also reported that segmented-pie fibers can be split into many parts to produce ultra-fine fibers, and this structure increases the contact area to achieve softness and capability for dust. In addition, Anantharamaiah et al. [16] used islands-in-the-sea filaments to produce microfiber webs that have extremely high surface areas. However, the different contact surfaces between each adjacent fiber results in the variety of properties exhibited by the various bicomponent fibers. For example, concentric core/sheath fibers (Figure 1(a)) are in contact with neighboring fibers through the side of the sheath, whereas with segmented-pie fibers (Figure 1(f)), contact between the different segments of adjacent fibers creates various contact conditions. Fibers with core/sheath configuration contain two polymers in which the core side is not exposed, whereas the two polymer phases in the fibers with segmented-pie structure are both exposed. Therefore, the structural configuration of bicomponent fibers and the properties of the polymer components and fillers affect the fiber-spinning process and fiber performance synergistically.
Schematic diagrams showing the typical cross sections of various bicomponent polymers in a single filament: (a) concentric core/sheath; (b) eccentric core/sheath; (c) 50/50 side-by-side; (d) unequal side-by-side; (e) islands-in-the-sea; and (f) segmented-pie fibers.
During the spinning process, the rheology parameters such as shear rate and temperature-dependent viscosity of the bicomponent composite polymer play a significant role [17,18]. In particular, the resistance of melted-polymer flow in dies and spinneret is determined by the shear rate and temperature dependence of viscosity. Most of the widely used polymers exhibit non-Newtonian fluid behavior, known as shear-thinning phenomenon [18]. This behavior is in agreement with a simple pseudo-plastic model for non-Newtonian fluids, which can be described with the Ostwald-de Waele power-law model (equation (1)) [17].

In equation (1),

For a shear-thinning fluid, n may have any value between 0 and 1. As the value of n decreases, the degree of shear-thinning increases [19,20]. For a shear-thickening fluid, n will be greater than unity. When n = 1, equation (2) becomes the constitutive equation of a Newtonian fluid. The rheology of a polymer, especially that of a bicomponent polymer, greatly affects the fiber-spinning process. Therefore, it is important to address this crucial issue.
In this study, antistatic pellets composed of a blend of carbon black and polybutylene terephthalate (PBT) were prepared via a twin-screw extruder. In addition, because PBT is compatible with polyethylene terephthalate (PET), composite PBT/PET fibers are attractive since the molecular structure of PBT is analogous to that of PET and the composites provide good adhesion between the interfaces of the fibers [21,22]. Furthermore, these pellets are low-cost materials, which is advantageous for their practical application in the textile industry. Therefore, carbon-black-blended PBT and PET pellets were used in this study to manufacture antistatic fibers with both core/sheath and segmented-pie configurations. The effects of the addition of carbon black on the polymer extrusion and thermal and rheological behaviors of the polymers were examined. The morphologies and antistatic and mechanical performances of the core/sheath and segmented-pie fibers were also determined. In addition, to test these fibers in practical applications, the wash durability and antistatic properties of fabrics and gloves prepared from the fibers were measured.
Experimental
Sample labeling and compositions of the raw pellets, fibers, fabrics, and glove.

aCarbon black (XC-72, >99%, Cabot Corporation, USA).
bDispersing agent (M-200, molecular weight = 1100, Marcus Oil & Chemical®, USA).
c,dPolybutylene terephthalate (PBT, intrinsic viscosity = 1.0) and polyethylene terephthalate pellets (PET, intrinsic viscosity = 0.64). Purchased from Formosa Plastics Group® (Taiwan).
A conjugate spinning process was employed to prepare the core/sheath and segmented-pie fibers composed of PET and the as-prepared CDP as shown in Figure 2. The antistatic CDP and PET pellets were dried at 130℃ for at least 10 h to remove any moisture so that the fibers would not break during the spinning process because of a lowered viscosity and hydrolysis of the polymer [7]. The water contents of the pellets were determined to be lower than 80 ppm via Karl Fischer titrations (ASTM D6869 [23]) that involved an evaporator (ADP-511S, Kyoto Electronics Manufacturing Co., Ltd., Japan). Since PBT and PET have different melting and degradation temperatures, conjugate spinning was performed with the CDP and PET pellets at spinning temperatures of 275℃ and 290℃, respectively, and a fixed conjugate fiber-spinning speed of 2500 m/min. The CDP-to-PET ratios of the core/sheath and segmented-pie fibers, as well as the sample labels, are summarized in Table 1. For example, ACSF30 and ASPF30 indicated antistatic core/sheath and segmented-pie fibers with CDP-to-PET ratio of 30:70. Draw-textured yarns (DTYs) were prepared from the ACSF30 and ASPF30 fibers at a spinning speed and temperature of 400 m/min and 140℃, respectively. The DTYs fineness was adjusted to be 75 denier. After the draw-texturing process, fibers with high mechanical strength were obtained because the orientation of the polymer molecules was improved. To investigate the practical application of these fibers, woven fabric was prepared by combining the antistatic DTYs with commercial PET yarns at a ratio of 20:80 with shuttle loom, which is a commonly used machine in textile industry. The woven antistatic fabrics were prepared with a diagonal-patterned twill weave, and the fabrics had warp and weft densities of 126 and 96 ends per inch, respectively. In addition, antistatic gloves were manufactured from blended yarns composed of the DTYs of ACSF and commercial-grade acrylic yarns (ratio = 5/95). To reduce the fabrication costs, only the fingertips of the gloves contained the blended yarns.
Schematic diagram showing the formation of CDP and CP pellets, fabrication of ASPF and ACSF form conjugate-spinning, and images of DTY and antistatic glove.
The thermal properties, such as the specific heat, of the CDP, pure PBT, and PET pellets were measured via differential scanning calorimetry (DSC-Q100, TA Instruments, USA) over a temperature range of 30–300℃. The heating rate was 10℃/min, while the N2 flow rate was 10 mL/min. The viscosities of the CDP, PBT, and PET pellets were measured at shear rates ranging from 2,000 to 12,000 s−1 at 275℃ via a capillary rheometer (Rheograph 25, Göttfert, Germany). To investigate the changes in pressure caused by the carbon black filler within the polymer matrix during the conjugate spinning, the pressure difference between the CDP and CP pellets was measured with a single-screw extruder equipped with a pressure detector (HaakeTM Rheomex OS, Thermo Fisher Scientific Inc., USA). During this test, the CDP and CP pellets were extruded through a 40 µm sieve at a screw rotation speed of 150 r/min and constant temperature of 275℃ (feeding rate = 6 kg/h).
A scanning electron microscopy (SEM, JSM-6510, Jeol, Japan) with an electron-beam voltage of 10 kV was used to examine the cross sections of the ACSFs and ASPFs. The electrical resistivities of the pellets, fibers, and fabrics were obtained via the four-probe method (MCP-T600, Mitsubishi, Japan). The properties that are important for practical applications, such as the wash durability and breaking force of the fabrics, were also measured. The wash durability and stability of the fabrics after home laundering were determined by AATCC-135 [24]. The electrical surface resistivity test on fibers and fabrics were performed according to AATCC-76 [25] and FTTS FA-009 [26]. The mechanical properties such as the breaking strength and elongation of textile fabrics were measured based on ASTM D5034 [27].
Results and discussion
The electrical resistivities of the CDP, CP, and commercial-grade PET and PBT pellets were examined. While the surface resistivities of the pristine PET and PBT pellets were higher than 1017 Ω/sq and beyond the measurement range of the test equipment, the surface resistivities of the antistatic CDP and CP pellets were 120 and 115 Ω/sq, respectively. These results indicate the effectiveness of blending PBT with carbon black particles to increase the conductivity of PBT. The increased conductivity can be attributed to the π–π* electron transitions in the C=C bonds of carbon black [10].
Figure 3 shows the differential scanning calorimetry curves of the CDP, CP, pristine PBT, and PET pellets. The melting points (Tm) of the CDP, CP, PBT, and PET pellets are 225℃, 224℃, 222℃, and 252℃, respectively. The experimental Tm values of the pristine PBT and PET are in accordance with the values reported in the literature [28]. The endothermic peak presented in the curve for CDP proves that the melting and crystallization of PBT were affected by addition of carbon black, indicating the filler is incompatible with the polymer matrix. Earlier reports have also suggested that carbon black becomes embedded in the amorphous region of the polymer, restricting the movement of the polymer chains, and thus, chain extension would be hindered, which leads to an increase in Tm [28–30]. The addition of conductive fillers also changes the polymer-melt viscosity because of the incompatible structures of carbon black and PBT, which changes the processing conditions [4,5]. Therefore, the rheological behavior of the CDP, CP, PBT, and PET pellets were measured at 275℃ with a capillary rheometer. The viscosities of all the samples decrease as the shear strain increases (Figure 4). Figure 4(a) shows that a linear relationship between the shear viscosity and shear strain can be obtained by taking the logarithms of the data. However, for PBT, the logarithm of the apparent viscosity does not change and it reaches a plateau as the shear rate increases in the high-shear region, which is denoted by the dashed ellipse in Figure 4(a). This result indicates that PBT does not comply with the power-law model for a non-Newtonian fluid in the high-shear region. That is, PBT can be classified as a Newtonian fluid that follows the Newtonian model (n = 1 in equation (1)) under high shear rates, which is in accordance with previous studies [31]. The intercepts and gradients of all of the curves in Figure 4(a) were calculated and the resulting coefficients, e.g. K and n, are summarized in Table 2. Figure 4(b) shows the changes in the apparent viscosities of the CP, CDP, PBT, and PET polymers at various shear rates. The solid and dashed curves were obtained from the power-law model and calculated K and n values (Table 2), respectively. The values obtained with the Ostwald-de Waele power-law model fit the experimental data for all of the samples very well. However, small differences are present when PBT is under high shear rates, which is mainly because the flow behavior of PBT at 275℃ is analogous to that of a Newtonian fluid.
Differential scanning calorimetry curves of the CDP, CP, and commercial-grade PET and PBT pellets. Apparent viscosities of the CDP, CP, PET, and PBT polymers extruded at 275℃ and shear rates ranging from 2000 to 12,000 s−1. (a) Logarithmic and (b) linear plots. Summary of the K and n values, and the statistical correlation coefficients calculated for the PET, PBT, CP, and CDP pellets by using the non-Newtonian power-law model in equation (1).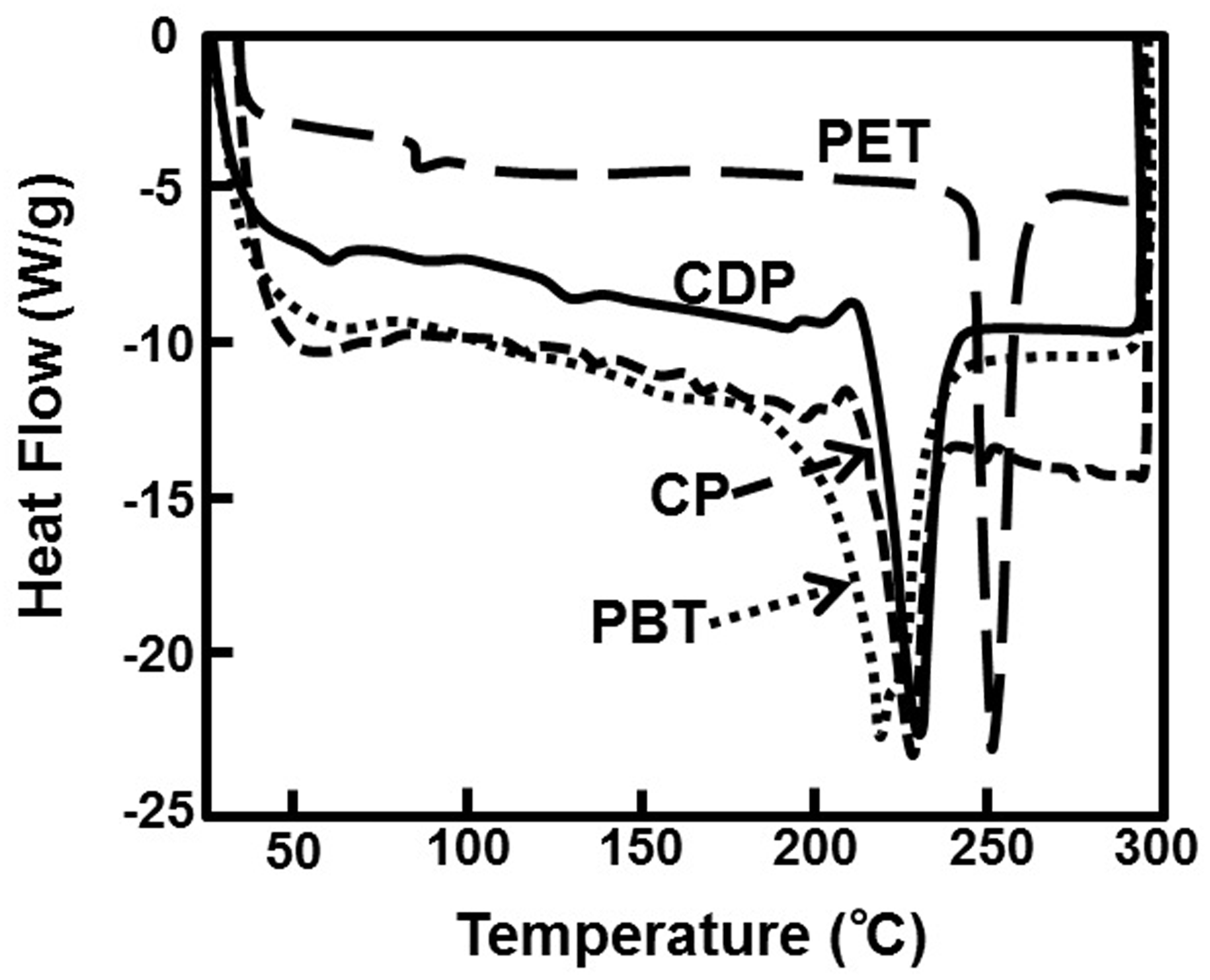

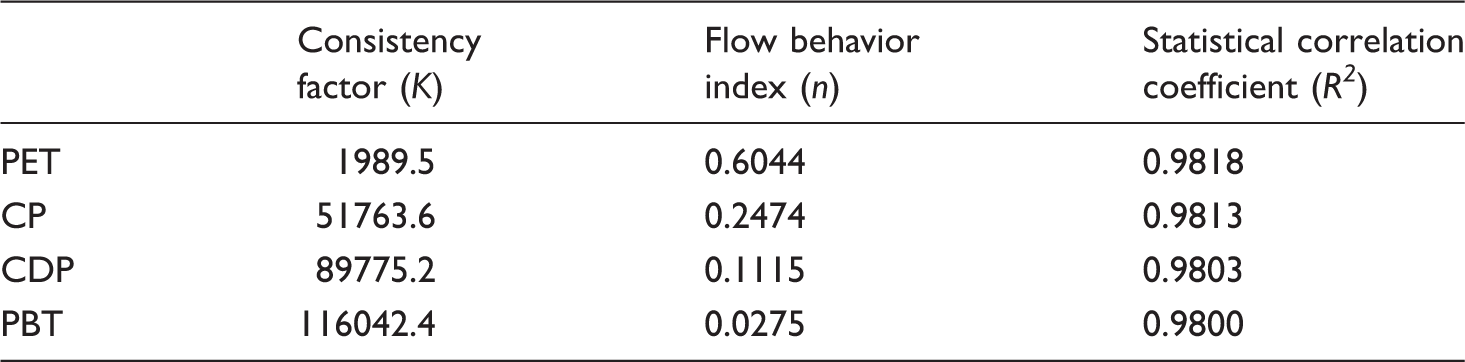
According to the power-law model for non-Newtonian fluids, the shear-thinning effect is greater for smaller values of n. Compared to the pristine PBT, the CDP specimens have higher n values and exhibit higher viscosities at high shear rates, which indicates that the carbon black particles greatly affect both the orientation and the molecular-chain entanglement of the polymer. The introduction of carbon black to PBT causes the high viscosities achieved by the CP and CDP pellets. Therefore, the addition of dispersing agent to the polymer matrix is indispensable for achieving a homogeneous dispersion of carbon black particles within the molten PET polymer. Furthermore, with increasing shear rate, the hydrodynamic forces cause the aggregation of carbon black particles, and thus the apparent viscosity decreases rapidly [32]. Previous reports have also ascribed a similar conclusion to the strong shearing forces that occur during high-temperature extrusion, which could reorganize the conductive network and influence the conductivity of the composites [29,30]. However, a low apparent viscosity is desirable during polymer processing because it improves the energy efficiency of the process [30]. Furthermore, the PET and CDP pellets, which have similar viscosities under low shear rates, diverge at high shear rates. This indicates that the rheological behavior of the polymer melt is a crucial issue in conjugate spinning [15].
Figure 5 shows the results of the extrusion-pressure measurements for the CDP, CP, and commercial PBT and PET pellets that were performed via a single-screw extruder with a 40 µm sieve. The extrusion pressure values of the CDP and commercial PBT and PET pellets did not increase significantly during the measurement period (20 min), whereas that of the CP composites exhibits a large increase to 250 bar within 3 min. The pressure increment is attributed to the lack of dispersing agent in the CP composites. These results show that the addition of dispersing agent to the polymer matrix produces a homogeneous composite. Figure 6 illustrates the difference in polymer flow with and without the addition of carbon black and the dispersing agent. The polymer flows freely and the polymer chains are stretched when the operating temperature is above Tm. The introduction of conductive filler is a useful route for creating a conductive pathway. Furthermore, the dispersing agent is indispensable for the homogeneous dispersion of additives and formation of a conductive network (Figure 6(b)). This study shows that without the addition of a dispersing agent, the carbon black particles would be aggregated because of inter-particle forces (e.g. Van der Waal forces) and strong shear force, which leads to clogging during the extrusion process (Figure 6(c)). Even though the apparent viscosity of the CP pellets is similar to that of PET (Figure 5), the rapid pressure rise exhibited by the CP polymer matrix indicates that the material is not suitable for spinning.
Extrusion-pressure measurements for the CDP, CP, and commercial-grade PET and PBT pellets, which were obtained at 275℃ via a single-screw extruder with a 40 µm sieve. Schematic diagrams showing the flow behaviors of different polymers during extrusion at high temperature: (a) PBT, (b) CDP, and (c) CP.

ACSFs and ASPFs were manufactured via a coaxial extrusion-spinning process; ACSF30- and ASPF30-based DTYs were also prepared. Figure 7 shows optical and SEM images of the two fibers geometries and their cross sections. The ASPFs are shown in Figure 7(a), while the ACSFs are shown in Figure 7(b) and (c). Figure 7(d) shows the various cross sections of the ACSFs and ASPFs with PET-to-CDP ratios of 80:20, 70:30, and 60:40. The ACSFs with a CDP sheath around a PET core exhibit the robustness and mechanical strength of PET alongside the antistatic properties imparted by the CDP content. In addition, because of the split and entangled arrangement of the fibers with the segmented-pie structure, which consist of both CDP and PET, the resulting ASPFs are electrically conductive.
Optical images of (a) ASPF30 and (b) ACSF30 fibers. (c) SEM image of ACSF30 fibers. (d) Schematic illustration of the ACSFs and ASPFs with PET-to-CDP ratios of 80/20, 70/30, and 60/40 from left to right.
The morphology of the ACSFs and ASPFs after the draw-texturing treatment (spinning speed = 400 m/min; spinning temperature = 140℃) was observed via SEM (Figure 8). Figure 8(a) and (c) shows that both the ACSFs and ASPFs have diameters of approximately 10–15 µm, indicating that a combination of draw texturing and a second thermal-stretching process does not affect the fiber geometry significantly. In addition, new properties, such as increased bulk, a high tensile strength, and comfort properties, were introduced to the ACSFs and ASPFs after the draw-texturing treatment. However, the surface of the ASPFs is not as smooth as that of the ACSFs, with protuberances visible on the surface of the ASPFs (Figure 8(a) and (c)). This can be attributed to the insufficient mechanical strength of the segmented-pie configuration compared to that of the core/sheath fibers. Figure 8(b) and (d) shows that draw-texturing treatment makes the core/sheath and pie-segmented configuration of the yarns to be unchangeable, although there is a slight distortion in the fiber geometry, which results in forming polygon-like cross-sectional shape. The retention of the distinct core/sheath and segmented-pie structures means that electrons can migrate through the adjacent CDP sections to create a conductive pathway (Figure 9). However, the CDP sections in the ASPFs may be in contact with the insulating PET segments of the adjacent fibers, which would limit charge migration (indicated by the dashed ellipse), while electron transferring between the ACSFs is efficient.
SEM images of various DTYs. (a) ACSF30 DTYs; (b) cross-sectional view of ACSF30 DTYs; (c) ASPF30 DTYs; and (d) cross-sectional view of ASPF30 DTYs. Schematic diagram showing the electron-migration behavior in the directions parallel and perpendicular to the fibers. The dashed ellipses indicate contact between adjacent insulating sections of the fibers.

The electrical resistivity, mechanical strength, and elongation-at-break of the ACSFs, ASPFs, and DTYs with different CDP-to-PET ratios are presented in Figures 10 and 11. The strength, elongation-at-break, and electrical resistivity of the commercial PET yarns after the draw-texturing treatment are 1.8 g/d, 37%, and 4 × 1017 Ω/cm, respectively. The electrical resistivities of the ASPFs are higher than that of the ACSFs for the same CDP-to-PET ratios both in the fibers and DTYs as shown in Figure 10. This is in agreement with the aforementioned reasons which stated that a higher CDP-to-PET ratio leads to antistatic fibers with lower electrical resistivities. Furthermore, the mechanical strength of the ACSFs is better than that of the ASPFs because of their unique configuration. This is because the core of the ACSFs, which is composed of PET, maintains their mechanical strength. After the draw-texturing treatment, the mechanical strength of the ACSFs and ASPFs increases and the elongation-at-break values decrease when compared to that of the untreated ACSFs and ASPFs as shown in Figure 11. These results can be attributed to the high temperatures and stretching speeds used for draw texturing, which results in the crystalline region formation and the molecular chain orientation [31,32]. In addition, the electrical resistivities of the DTYs are higher than those of the original fibers, which is most likely due to the deformation of the DTYs during processing, thereby lowering the degree of rigid contact between adjacent fibers. Previous reports have demonstrated that the presence of broken filaments and surface concaves are significant problems in DTYs because these affect the inter-filament contacts and electrical conductivity of such yarns [10]. As a result, the filler and the configuration and deformation of the fibers affect the electrical resistivity of the resulting product.
Relationship of CDP ratio (%) to the electrical resistivity of the ACSF, ASPF (hollow triangle and circle) and their DTYs (real triangle and circle). Pristine PET fiber and DTYs have the electrical resistivity values larger than 1017 (Ω/cm). Relationship of CDP ratio (%) to the (a) tensile strength and (b) elongation at break values of the ACSF, ASPF (hollow triangle and circle) and their DTYs (real triangle and circle). Pristine PET fibers and DTYs have the tensile strength values of 2.4 g/day and 1.8 g/day, and the elongation at break values of 124% and 37%.

To investigate the practical applications of these materials, antistatic fabrics were fabricated and their electrical resistivity was measured as a function of the number of washes (as per the standard test methods AATCC-135 [24] and AATCC-76 [25]). Figure 12(a) shows that the surface resistivities of the fabrics manufactured from the ACSFs and ASPFs remain constant at 1.2 × 106 and 5 × 107 Ω/sq, even after being washed 20 times. In addition, the breaking force of the ACSF- and ASPF-based fabrics remains constant (40 kg) after 20 washes (measured according to ASTM D5034 [27]). The fabrics meet the standard antistatic requirements for use in both household and industrial applications in terms of wash durability and surface resistivity by FTTS FA-009 [26] testing method. An antistatic glove was also fabricated from blended yarns consisting of DTYs of ACSF and commercial-grade acrylic yarns (Figure 12(b)). Acrylic yarns are lightweight, soft, warm, have a wool-like texture with good mechanical strength, and can serve as a raw material for glove fabrication. To reduce production costs, only the glove fingertips (indicated by the dashed ellipse in Figure 12(b)) were fabricated from the blended yarns (the rest of the glove was made from acrylic yarns). The glove can be used in everyday applications, such as on the capacitive touchscreens of tablets and smart phones, and with other electronic devices where traditional gloves cannot be used.
(a) Electrical resistivity of the fabrics manufactured from the DTYs of ASPF and ACSF as a function of the number of washes. (b) Practical application of antistatic gloves on a tablet. Antistatic fibers were only used to fabricate the fingertips of the gloves (dashed ellipse).
Conclusions
The present study demonstrated the development of antistatic fibers with core/sheath and segmented-pie configurations via a conjugate spinning process. The antistatic functionality of the ACSFs and ASPFs originates from the homogeneous distribution of carbon black powder throughout the polymer matrix and the close contacts between the fibers. The addition of the fillers (i.e. carbon black) changes the polymer-melt viscosity and melting temperature evidenced by rheology measurement and thermal analysis, respectively. Therefore, the dispersing agent played a vital role to homogeneous dispersion of fillers within the polymer matrix and formation of a conductive network. Core/sheath antistatic fibers exhibited higher mechanical strength and elongation, as well as lower electrical resistivity, compared to that of segmented-pie fibers. Antistatic fabrics were, respectively, manufactured from these ACSFs and ASPFs to test their performance in practical applications. The surface resistivities of the woven fabrics remained low at constant values of 1.2 × 106 and 5 × 107 Ω/sq, even after being washed 20 times. These properties meet the standard antistatic requirements for household and industrial applications. The antistatic gloves fabricated from the ACSFs can be used on the capacitive touchscreens of smart phones, tablets, and other wearable electronic devices. In summary, this approach offers new possibilities for a wide variety of textile applications that require antistatic properties.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was supported by the Ministry of Science and Technology, Taiwan (MOST 104-2218-E-033-006-MY2), and the authors are also thankful for the support of Taiwan Textile Research Institute (TTRI), and Dr Cheng-Chu Lin, the director of Department of Polymer Materials and Yarns, Taiwan Textile Research Institute (TTRI).