
Abstract
Now-a-days, natural fibers have been receiving considerable attention as the substitute for synthetic fiber reinforcement in plastics. Among various fibers, coir is the most widely used natural fiber due to its advantages like easy availability, low cost, low density, low production cost and satisfactory mechanical properties. Fiber-reinforced polymer composites often have to function in severe erosive environment in which they encounter solid particle erosion. To this end, an attempt has been made in this paper not only to study the utilization potential of coir fiber in polymer composites, but also to study the effect of various parameters on erosion wear performance of coir fiber-reinforced epoxy composites filled with Al2O3 filler. Twenty different composite samples were prepared with different length (3 mm, 6 mm, 9 mm, 12 mm, and 15 mm) and content (5 wt%, 10 wt%, 15 wt% and 20 wt%) of fiber using hand lay-up technique. The erosion wear of these composites has been evaluated at different impingement angles (30°, 45°, 60°, 75°, and 90°) and at different impact velocities (48 m/s, 70 m/s, 82 m/s, and 109 m/s). The effect of fiber length and content on the erosion wear behavior of composites is also analyzed. A comparison has been made between composites with and without Al2O3 filler. It has been observed that composites filled with Al2O3 filler show better wear resistance properties as compared to composites without filler. To characterize the morphology of eroded surfaces and the mode of material removal, the eroded specimens are observed under scanning electron microscope.
Introduction
During last decades, natural fibers have received considerable interest as reinforcing material for polymer-based composites because of the environmental issues in combination with their low cost and some inherent interesting properties such as low density and high specific properties. Among all natural fibers, coir is the most popular one due to its low cost, availability, low density, easy production and eco-friendly nature [1]. Coir is a natural fiber extracted from the husk of coconut fruit. Coir consists of cellulosic fibers with hemi-cellulose and lignin as the bonding materials for the fibers. The lignin content in coir fiber is quite high, so the fiber becomes stiffer, tougher and more long-lasting when compared to other natural fibers. The coir fiber is relatively water-proof and is one of the few natural fibers resistant to damage by salt water. It is estimated that about 55 billion of coconuts are produced yearly in the world, and only 15% of the coir fibers are actually recovered for use, leaving most coirs abandoned [2]. This is a waste of natural resources and a cause of environment pollution. The utilization of coir fiber as reinforcement in polymer composites has already been reported by various researchers [3–5]. Properties of fiber-reinforced polymer composites are influenced by many factors. Among the different parameters, fiber length and fiber content are the important factors significantly influencing the properties of composites. A great deal of work has been done on the effect of fiber content and length on the properties of composites. Venkateshwaran et al. [6] studied the effect of fiber length and fiber content on the mechanical properties of banana fiber/epoxy composite and concluded that the optimum fiber length and weight ratio are 15 mm and 16%, respectively. Rashed et al. [7] studied the effects of fiber length, fiber content and treatment on tensile strength of jute fiber-reinforced thermoplastic composites. It is observed that tensile strength increases with increase in the fiber length and fiber percentage; however, after a certain size and percentage, the tensile strength decreases again. Osman et al. [8] studied the effect of fiber treatment and fiber length on the mechanical properties of kenaf fiber-reinforced unsaturated polyester composites. It is reported that the fiber length of 10–30 mm gives higher tensile and flexural properties compared to 1–6 mm.
The major constituents in fiber-reinforced polymer composite are the reinforcing fibers and a matrix, which act as a binder for the fibers. In addition, particulate fillers can also be used with some polymeric matrices primarily to reduce cost and improve their dimensional stability. Hard particulate fillers consisting of ceramic or metal particles are being used these days to dramatically improve the wear properties of many composites. The improved performance of polymers and their composites in industrial and structural applications by the addition of particulate fillers has shown a great promise and so has lately been a subject of considerable interest. Aluminium oxide (Al2O3), commonly referred to as alumina, is the most cost-effective and widely used material in the family of engineering ceramics and has the potential to be used as filler in various polymer matrices. It is hard, wear resistant, has excellent dielectric properties, is resistant to strong acid and alkali attack at elevated temperatures, and has high strength and stiffness. With an excellent combination of properties and a reasonable price, it is no surprise that fine grain technical grade alumina has a very wide range of applications. The utilization of Al2O3 filler for improving the various properties of polymer composites has already been reported by researchers [9, 10].
Polymer composites are often used as engineering as well as structural components functioning in hostile workplaces where they are subjected to different wear situations. Wear is defined as the damage to a solid surface usually involving progressive loss of materials, owing to relative motion between the surface and a contacting substance or substances [11]. Solid particle erosion, a typical erosion wear mode, is the loss of material that results from repeated impact of small, solid particles. Solid particle erosion manifests itself in thinning of components, surface roughening, surface degradation, macroscopic scooping appearance, and reduction in functional life of the structure. Hence, it has been considered as a serious problem responsible for many failures in engineering applications. Erosion wear conditions are encountered in various applications such as pipeline carrying sand slurries in petroleum refining, pump impeller blades, helicopter rotor blades, high-speed vehicles, aircraft engine blades, water turbines and engineering/structural components operating in desert environments, etc. [12]. A great deal of work has been done on the effect of various parameters on the erosion wear behavior of fiber-reinforced polymer composites. Barkoula and Karger-Kocsis [13] have presented a detailed review on important variables in erosion process and their effects on different classes of polymers and composites. Miyazaki and Hamao [14] studied the effect of matrix materials, reinforcement fibers, fiber–matrix interface strength, impact angle, and particle velocity on the solid particle erosion behavior of fiber-reinforced plastics. They observed that the erosion rate of a fiber-reinforced polymer composite decreases with the increase of the interface strength between matrix material and fibers. Harsha et al. [15] reported the influence of impingement angles and impact velocities on solid particle erosion of various poly-aryl-ether-ketones and their composites with short fiber reinforcement. A study by Tewari et al. [16] on the influence of impingement angle and fiber orientations concludes that unidirectional carbon and glass fiber-reinforced epoxy composites show semi-ductile erosion behavior, with the maximum erosion rate occurring at 60° impingement angle. Arjula and Harsha [17] have studied the erosion response, erosion efficiency, and wear mechanisms of various polymers and their composites. Patnaik et al. [18] have done a detailed review on the solid particle erosion wear characteristics of fiber and particulate filled polymer composites. Biswas et al. [19, 20] studied the effect of various parameters on the mechanical and erosion wear behavior of glass- and bamboo fiber-reinforced epoxy composites filled with different particulate fillers.
Erosion wear processes in composites is such a complex phenomenon involving a number of operating variables, and a full understanding of the effects of all system variables on the wear rate is necessary in order to undertake appropriate steps in the design of machine or structural component and in the choice of materials to reduce/control wear. Although much work has been done on a wide variety of natural fibers for many low-end application areas, very less has been reported on the reinforcing potential of the coir an agricultural waste in polymer composites for tribological applications. A number of research efforts have been devoted to the mechanical and wear characteristics of either fiber-reinforced composites or particulate-filled composites. However, a possibility that the incorporation of both ceramic filler and coir as fibers in polymer could provide a synergism in terms of improved erosion wear performance has not been adequately addressed so far. Therefore, the objective of the present work is to study the erosion wear behavior of coir fiber-reinforced epoxy composites filled with Al2O3 filler.
Experimental details
Composite fabrication
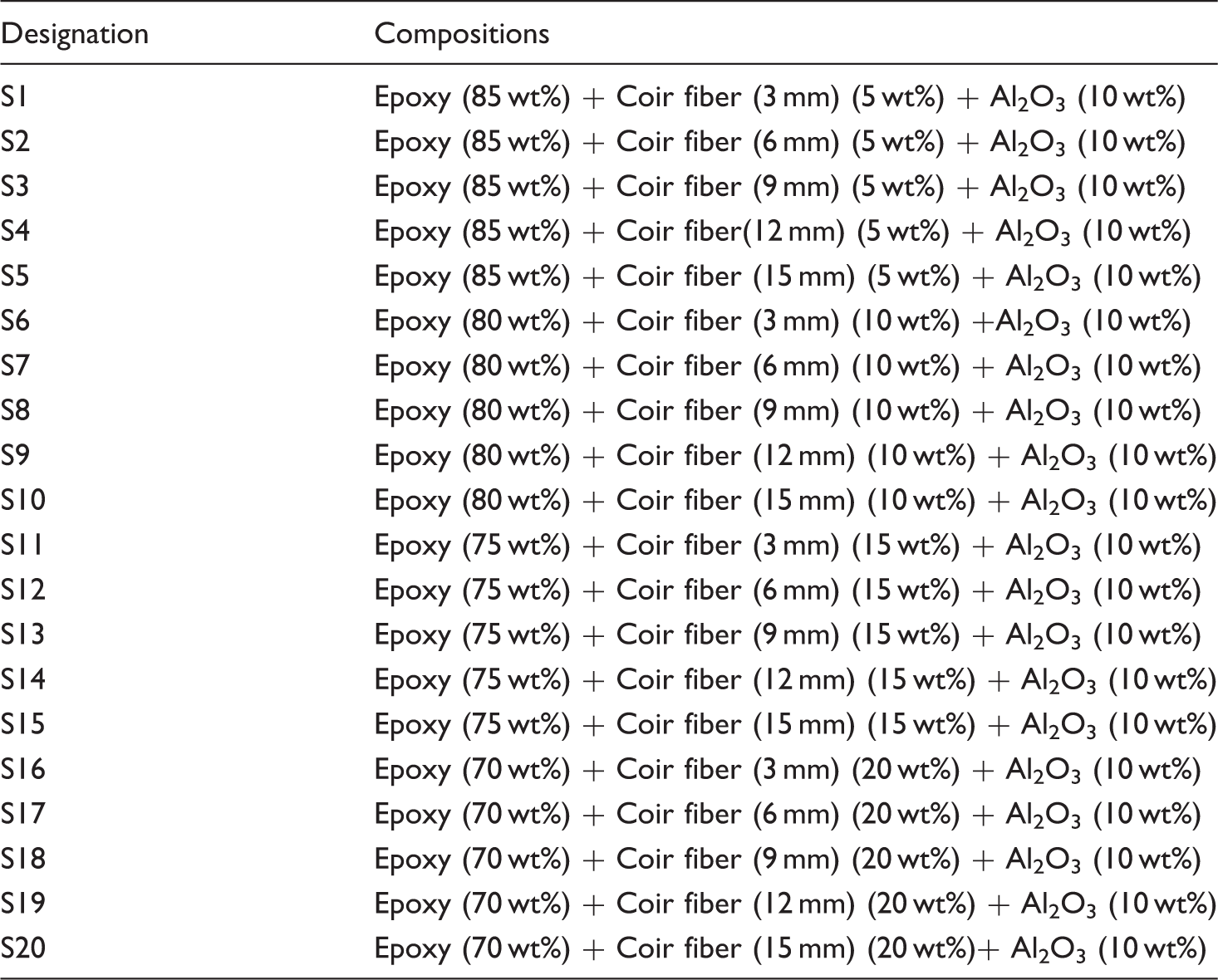
Short coir fiber and Al2O3 particulate is taken as reinforcement and epoxy as matrix material. The fabrication of the composite slabs is done by conventional hand lay-up technique. The epoxy resin and corresponding hardener are supplied by Ciba Geigy India Ltd. The coir fiber is collected from local sources and Al2O3 filler is obtained from NICE Ltd., Kolkata, India. The Al2O3 filler has an average particle size of 80–100 micron and its density is 3.69 gm/cm3. The mold having a dimension of 180 × 180 × 40 mm3 is used for composite fabrication. The short coir fiber and Al2O3 particulates are mixed with epoxy resin by mechanical stirring. A releasing agent (silicon spray) is used to facilitate easy removal of the composite from the mold after curing. Composites of various compositions were prepared by varying the length of the fiber (3 mm, 6 mm, 9 mm, 12 mm and 15 mm), content of fiber (5 wt%, 10 wt%, 15 wt%, and 20 wt%) and constant filler loading (10 wt%). The cast of each composite is cured under a load of about 50 kg for 24 h before it is removed from the mold. Then this cast is post cured in the air for another 24 h after removing out of the mold. Utmost care has been taken to maintain uniformity and homogeneity of the composites. Then, specimens of suitable dimension are cut using a diamond cutter for erosion wear testing. The designation and composition of composites are listed in the Table 1. Figures 1 and 2 show the coir fiber and the fabricated composite, respectively.
Coir fiber. Coir fiber-reinforced epoxy composites. Designation and detailed composition of the composites.

Erosion wear tests
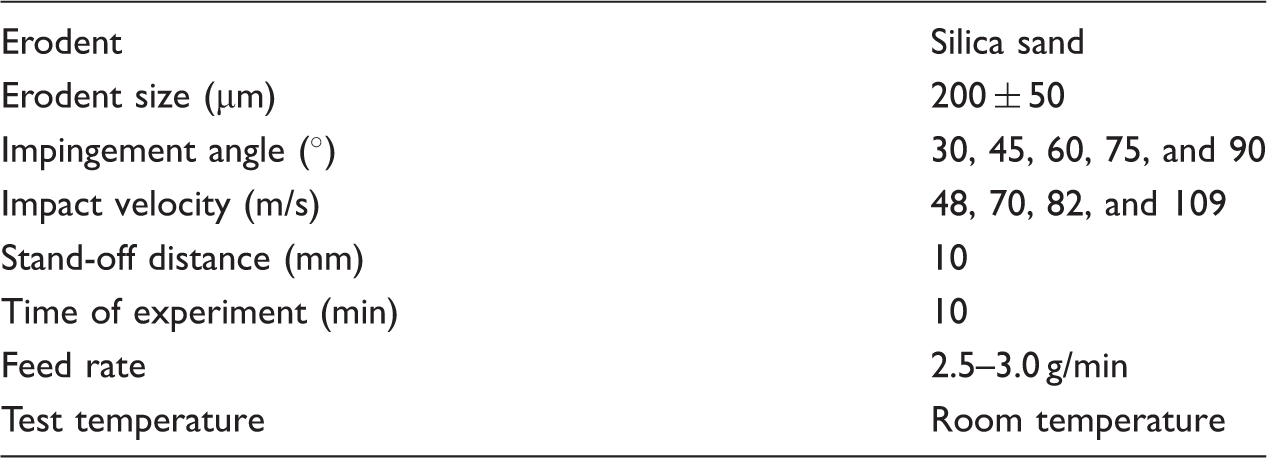
The erosion wear experiments were carried out as per ASTM G76 on the erosion test rig as shown in Figure 3. The erosion test rig consists of different components such as an air drying unit, an air compressor, a conveyer belt type particle feeder, an air particle mixing and accelerating chamber. The dried and compressed air is mixed with silica sand (size of 200 ± 50 microns) and is fed constantly by a conveyer belt feeder into the mixing chamber and then accelerated by passing the mixture through a convergent brass nozzle of 4 mm internal diameter. Samples of composite were held at selected impingement angles as 30°, 45°, 60°, 75°, and 90° and impact velocity as 48, 70, 82, and 109 m/s. The distance between the target material and nozzle is kept constant (10 mm). After testing, the eroded samples were cleaned with a brush to remove fine sand particles attached to the surface and then the weight of samples was measured by precision electronic balancing machine. The loss of weight is recorded for subsequent calculation of erosion rate. The erosion rate (E) is expressed as
Schematic diagram of erosion test rig. Experimental parameters for steady state erosion test.

Surface morphology study
The worn surfaces of composite specimens are examined using scanning electron microscope JEOL JSM-6480LV. The dry eroded samples are taken for surface morphology study as the specimen chamber is at high vacuum. Samples destined for the SEM are cut into small pieces because the SEM visualizes the worn surface of three-dimensional objects (Figure 4). The composite specimens are mounted on stubs with silver paste. To enhance the conductivity of the samples, a thin film of platinum is vacuum-evaporated onto them before the photomicrographs are taken.
Samples for surface morphology study.
Results and discussion
Steady state erosion
Influence of impingement angle on erosion wear behavior.
Generally, the erosion wear behavior of materials can be grouped as ductile and brittle although this grouping is not definitive. Brittle behavior is characterized by maximum erosion rate at normal impact (90°), and the ductile behavior is characterized by the maximum erosion wear rate at 15–30° impingement angles. However, there is a dispute about this failure classification as the erosive wear behavior depends strongly on the experimental conditions and the composition of the target material [10]. Steady-state erosion rates of coir fiber-reinforced epoxy composites without filler as a function of impingement angle at impact velocity of 48 m/s are plotted in Figure 5(a) to (d). It is observed from the figure that the erosion rate initially increases with the impingement angle, attains a peak value at 60°, and then starts decreasing as the angle moves towards 90° for all composite samples irrespective of fiber length and fiber content. This clearly indicates that these composites respond to erosion neither in a purely ductile nor in a purely brittle manner. This behavior can be termed as semi-ductile in nature. Figure 5(a) to (d) also demonstrates that the erosion rate decreases with the increase in fiber content up to 15 wt% and then increases with further increase in fiber content. Similarly, fiber length also shows significant effect on the erosion rate of composite materials. Composites with fiber length of 12 mm shows better wear resistance property as compared to others. A possible reason for the erosion behavior is that the coir fibers that are used as reinforcement are typically brittle materials and the erosion is mainly caused by damage mechanisms such as micro-cracking due to the impact of silica sand particles. Such damage is supposed to increase with the increase of kinetic energy loss. The kinetic energy loss is maximum at normal impact (90°), where erosion rate is maximum for brittle materials [11].
Effect of impingement angle on erosion rate of composites without filler at impact velocity of 48 m/s: (a) at fiber content of 5 wt%, (b) at fiber content of 10 wt%, (c) at fiber content of 15 wt%, and (d) at fiber content of 20 wt%.
Figure 6(a) to (d) shows the effect of impingement angle on the erosion rate of coir fiber-reinforced epoxy composites filled with Al2O3 filler at different fiber content and fiber length. It is observed from the figure that the peak erosion rate shifts to a larger value of impingement angle (i.e. 75°). This clearly indicates that these composites with Al2O3 filler respond to solid particle impact in a semi-brittle manner which may be due to the brittle nature of Al2O3 filler and coir fiber incorporated into the epoxy matrix. The effect of fiber length and content on the erosion rate of composites with filler shows almost similar trend as the composites without filler. However, as far as comparison of composites with and without filler, Al2O3-filled coir epoxy composites show better wear properties (i.e. less erosion rate) as compared to unfilled ones.
Effect of impingement angle on erosion rate of composites with Al2O3 filler at impact velocity of 48 m/s: (a) at fiber content of 5 wt%, (b) at fiber content of 10 wt%, (c) at fiber content of 15 wt%, and (d) at fiber content of 20 wt%.
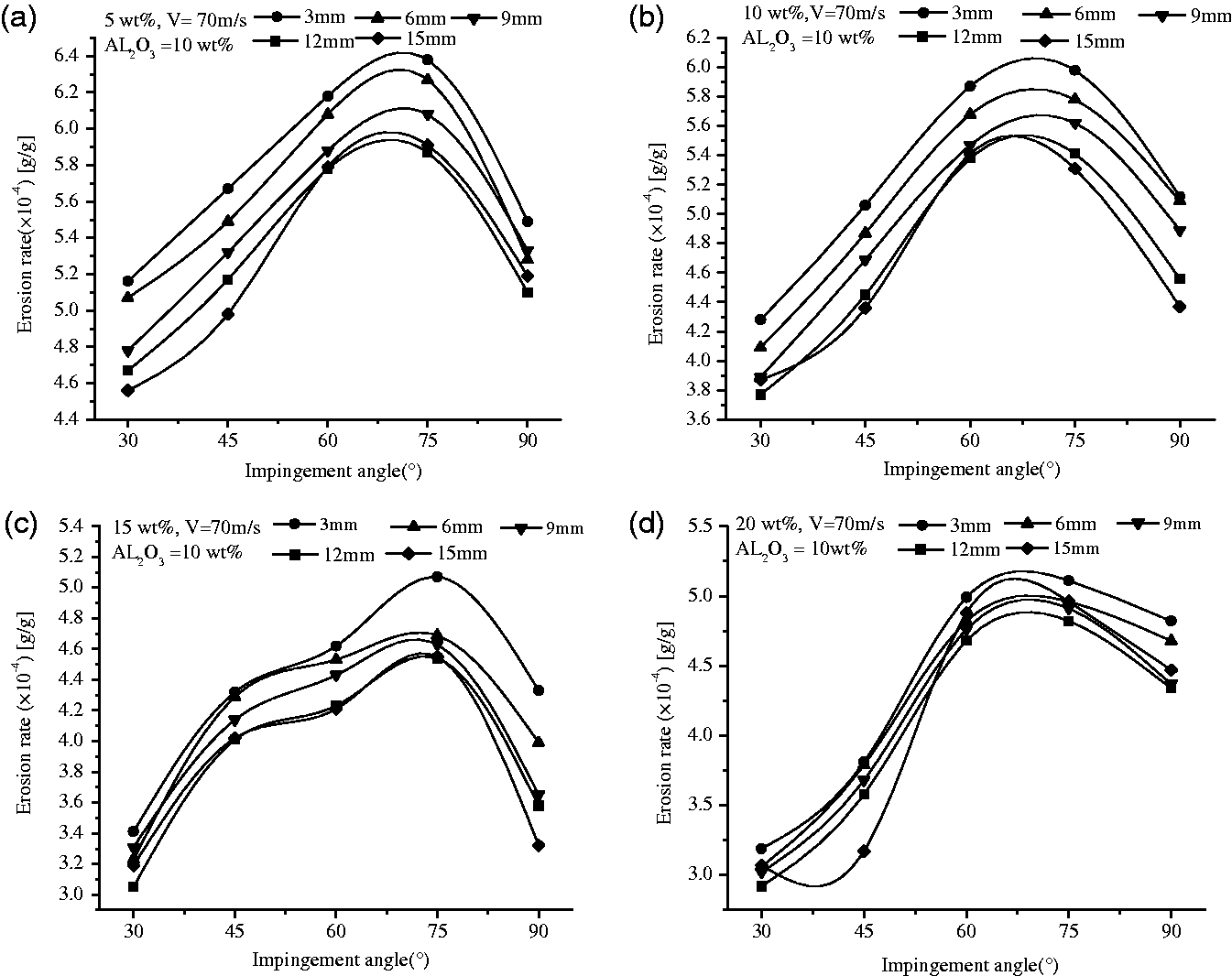
Figures 7(a) to (d) and 8(a) to (d) show the erosion rate as a function of impingement angle at impact velocity of 70 m/s for composites with and without filler, respectively. The variation of erosion rate with impingement angle for composites with and without filler at impact velocity of 82 m/s and 109 m/s shows the similar trend as shown in Figures 9 to 12. However, it is observed that as the impact velocity increases, the erosion rate of composites increases irrespective of fiber content and length. The erosion rate reaches the maximum at the impact velocity of 109 m/s for both Al2O3-filled and without filled composites. Similar observations were also reported by other investigators for some polymeric materials [12]. The reason may be due to at high erodent particle velocity, the tangential component of the impact force causes for the erosion is increases.
Effect of impingement angle on erosion rate of composites without filler at impact velocity of 70 m/s: (a) at fiber content of 5 wt%, (b) at fiber content of 10 wt%, (c) at fiber content of 15 wt%, and (d) at fiber content of 20 wt%. Effect of impingement angle on erosion rate of composites with Al2O3 filler at impact velocity of 70 m/s: (a) at fiber content of 5 wt%, (b) at fiber content of 10 wt%, (c) at fiber content of 15 wt%, and (d) at fiber content of 20 wt%. Effect of impingement angle on erosion rate of composites without filler at of 82 m/s: (a) at fiber content of 5 wt%, (b) at fiber content of 10 wt%, (c) at fiber content of 15 wt%, and (d) at fiber content of 20 wt%.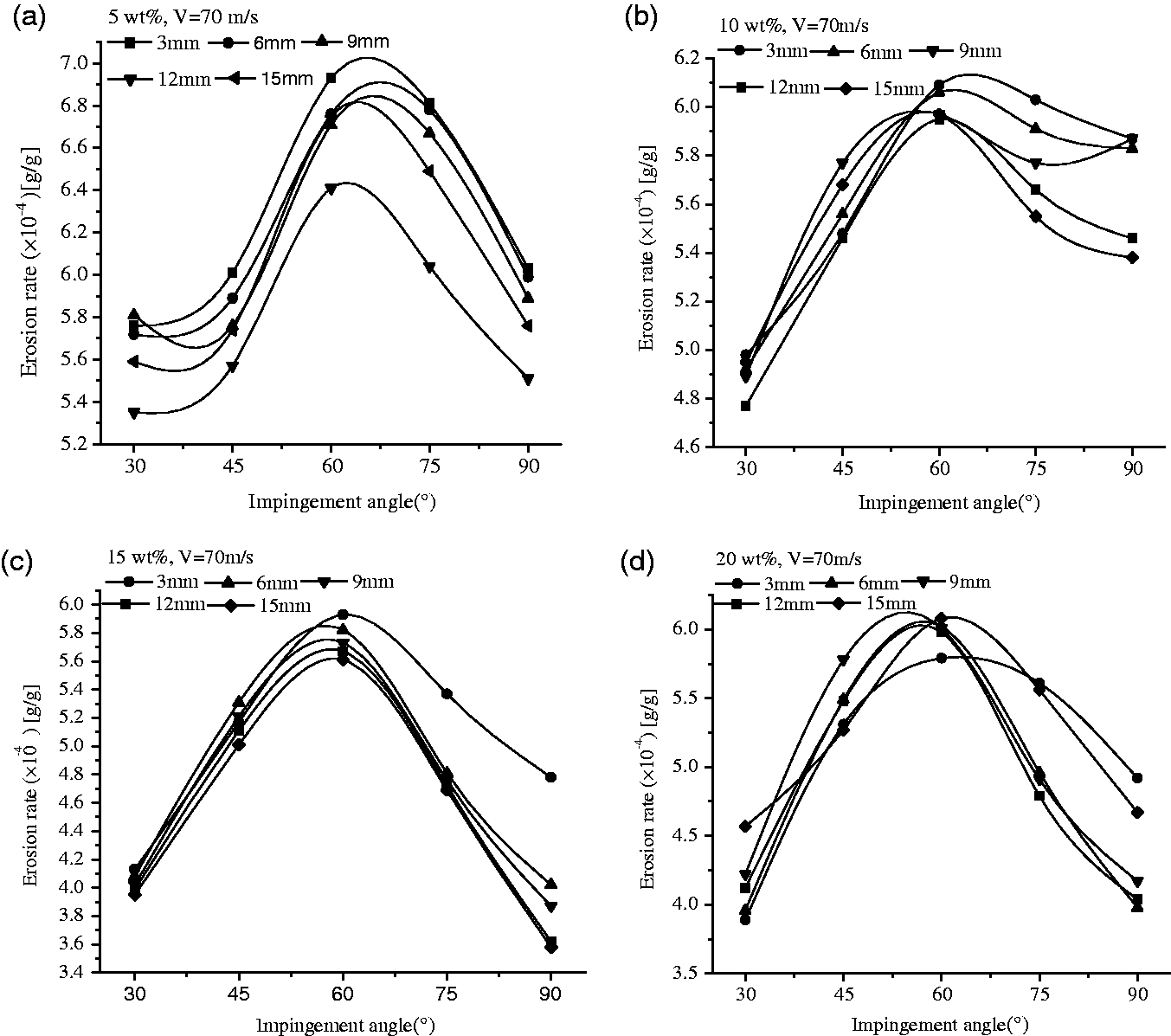

Surface morphology
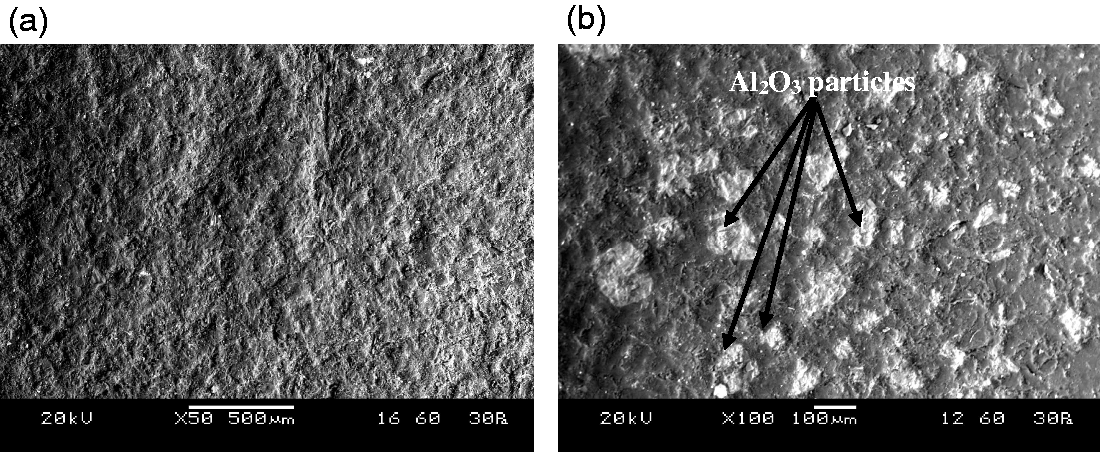
Microstructures of the uneroded surfaces of unfilled and Al2O3-filled coir fiber-reinforced epoxy composites are presented in Figure 13(a) and (b), respectively. Al2O3 particles are seen to be scattered on the upper surface and their distribution is reasonably uniform although at places the particles are seen to have formed small clusters (Figure 13(b)).
Effect of impingement angle on erosion rate of composites with Al2O3 filler at impact velocity of 82 m/s: (a) at fiber content of 5 wt%, (b) at fiber content of 10 wt%, (c) at fiber content of 15 wt%, and (d) at fiber content of 20 wt%. Effect of impingement angle on erosion rate of composites without filler at impact velocity of 109 m/s: (a) at fiber content of 5 wt%, (b) at fiber content of 10 wt%, (c) at fiber content of 15 wt%, and (d) at fiber content of 20 wt%. Effect of impingement angle on erosion rate of composites with Al2O3 filler at impact velocity of 109 m/s: (a) at fiber content of 5 wt%, (b) at fiber content of 10 wt%, (c) at fiber content of 15 wt%, and (d) at fiber content of 20 wt%. SEM of uneroded surfaces of coir fiber-reinforced epoxy composites (48 m/s, 10 wt%, 30°): (a) unfilled composites and (b) Al2O3-filled composites.


SEM images of the eroded surfaces of the coir fiber-reinforced epoxy composites are shown in Figures 14 and 15 eroded under various test conditions. The worn surfaces of the unfilled coir fiber-reinforced epoxy composite are shown in Figure 14(a) to (c). It is observed from Figure 14(a) that no cracks or craters are seen on the composite surface after erosion due to the impact of dry silica sand particles at low impact velocity (48 m/s) and impingement angle (30°) with fiber content of 10 wt% at fiber length of 3 mm. But as the erosion tests were carried out with higher impact velocity (82 m/s) keeping other parameters constant, the morphology of the eroded surface became different as shown in Figure 14(b). The matrix is chipped off and the coir fibers are clearly visible beneath the matrix layer. The fragmentation of the fibers as a result of cracks and multiple fractures are also distinctly observed in the figure at an impact velocity of 82 m/s. At higher impact velocity (109 m/s) and impingement angle of 60°, continuous exposure of fibers to erosion environment results in fiber thinning, detachment of fibers from the matrix and thus craters are formed (Figure 14(c)). This is the case of maximum material loss due to impact erosion.
SEM of surfaces of the unfilled coir fiber-reinforced epoxy composite (a) at low impact velocity (48 m/s) and impingement angle (30°), (b) at impact velocity of 82 m/s and impingement angle of 30°, (c) at impact velocity of 109 m/s and impingement angle of 60°. SEM of surfaces of the Al2O3-filled coir fiber-reinforced epoxy composites (a) at low impact velocity (48 m/s) and impingement angle (30°), (b) at impact velocity of 82 m/s and impingement angle of 30°, (c) at impact velocity of 109 m/s and impingement angle of 60°.

Morphologies of the worn surfaces of Al2O3-filled coir fiber-reinforced epoxy composites are shown in Figure 15(a) to (c). It is observed from the Figure 15(a) that the damage to the surface of composite materials with 10 wt% of fiber content at low impact velocity (48 m/s) and impingement angle (30°) is minimal. The fibers are still held firmly in place as yet by the matrix surrounding them. The removal of matrix material from the impact surface of the composite at lower impingement angle (30°) and impact velocity (82 m/s) resulting in exposure of small amount of fibers to erosive environment can be clearly seen (Figure 15(b)). The fiber–matrix debonding, the brittle fracture of matrix, and pulverization of fibers are also reflected in the micrograph. Figure 15(c) shows the SEM image of eroded surfaces of composite at higher impact velocity (109 m/s) and impingement angle of 60°. When the impact velocity increases to 109 m/s and impingement angle changes to 60°, the fibers are completely broken by means of shearing action, and protruding of fibers from matrix can be seen from the micrograph. It is also clearly observed from the Figures 14 and 15 that the Al2O3-filled coir fiber-reinforced epoxy composites show less damage as compared to unfilled composites irrespective of impact velocity and impingement angle.
Conclusions
Based on the solid particle erosion studies of coir fiber-reinforced epoxy composites filled and unfilled with Al2O3 filler, the following conclusions have been drawn:
Fabrication of coir fiber-reinforced epoxy composites with Al2O3 filler has been done successfully. The erosive wear performance of coir fiber-reinforced epoxy composites is dependent to a greater extent on the experimental parameters such as impingement angle and impact velocity. The erosive wear performance of coir fiber-reinforced epoxy composites is dependent to a greater extent on the experimental parameters such as impingement angle and impact velocity. The influence of impingement angle on erosive wear of coir fiber-reinforced epoxy composites without filler exhibited semi-ductile erosive wear behavior as the peak erosion rate is found to be occurring at 60° impingement angle. However, the composites with Al2O3 filler respond to solid particle impact in a semi-brittle manner as the peak erosion is found to be occurring at an impingement angle of 75°. The reason may be due to the brittle nature of Al2O3 filler incorporated into the epoxy matrix. Impact velocity has significant effect on the erosion wear behavior of coir fiber-reinforced epoxy composites. It is observed that increase in impact velocity increases the wear rate of composites irrespective of other parameters. The minimum and maximum wear rate is observed at impact velocities of 48 m/s and 109 m/s, respectively. Fiber length and fiber content have significant effect on the erosion wear behavior of composites. Composites with fiber length of 12 mm show better wear resistance property as compared to others. The filler has also a significant influence of the erosion behavior of composites. It is also observed that coir fiber-reinforced epoxy composites filled with Al2O3 filler show better wear resistance properties as compared to unfilled one irrespective of fiber content and length. The SEM studies of worn surfaces have revealed various wear mechanisms such as micro-ploughing, craters and micro cracking, fiber matrix de-bonding, fiber thinning, pulverization of fibers and brittle fracture of matrix.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.