
Abstract
In the present study, nanoscaled poly (vinyl alcohol) (PVA) fibers were prepared by electrospinning. An attempt has been made to examine the effects of different process parameters on the mean fiber diameter and tensile strength of poly (vinyl alcohol) nanofibers. Mean fiber diameter and strength of nanofibers were investigated by scanning electron microscopy and universal testing machine, respectively. Response surface methodology was used to establish a quantitative basis for the relationships between the electrospinning parameters such as solution concentration, applied voltage and spinning distance with the diameter of prepared nanofibers and their tensile strength to predict the optimum conditions. The relationships between the responses and the variables were visualized by contour plots. According to the results, solution concentration was found to be the most significant parameters affecting nanofiber diameter. There was no significant difference between the effects of parameters on tensile strength. The fiber diameter increased, but tensile strength decreased by increasing the concentration of the polymer solution. The predicted fiber diameter and strength were in good agreement with the experimental results.
Introduction
Electrospinning has been recognized as an efficient and versatile technique for the fabrication of fibers with diameters in the nanoscale through the action of an external electric field imposed on a polymer solution or melt [1]. In a typical process, an electrical current of high voltage is applied between a droplet of polymer solution or melt held at the end of a capillary and a grounded collector. When the applied electric field overcomes the surface tension of the droplet, a charge jet of polymer solution or melt is ejected. The jet grows longer and thinner due to bending instability or splitting until it solidifies or collects on the collector [2]. The main feature of the electrospinning process is that it is a simple means to prepare continuous fibers with unusually large surface-to-volume ratios and porous structures [3].
It was well known that nanoscaled materials can be rationally designed to exhibit novel and significantly improved physical, chemical and biological properties because of their size. Non-woven fabrics composed of electrospun fibers have a large specific surface area and small pore size compared to commercial textiles, making them excellent candidates for use in filtration, biomedical materials and membrane applications [4]. Several reports have shown that the electrospun nanofibrous scaffolds serve as a better environment for cell attachment and proliferation [5,6]. The resultant fiber diameter determines properties of the electrospun fiber mats such as mechanical, electrical and optical properties. It was previously shown that both the strength and conductivity of the nanofibrous mats are sensitive to fiber diameter [7]. The morphology of the fibers was found to be dependent upon the process parameters; including solution concentration, applied electric field strength, tip to collector distance and flow rate [8]. Precise measurement of mechanical properties of the nanofibrous matrix is crucial, especially for biomedical applications, for example as scaffolds, because the scaffold must be able to withstand the forces exerted by growing tissue or during physiological activities and related biomechanics [9]. So, it is very important to optimize the mechanical strength of nanofibers. In spite of the rapidly growing use of electrospinning process, the effects of the process parameters on the fiber formation and their properties are still under investigation. In order to optimize and predict the mean fiber diameter (MFD) and strength of electrospun polymers to reduce the time and number of experiments, statistical design of experiments can be employed. As a result a more systematic understanding of the process conditions and a quantitative basis for the relationships between MFD and tensile strength with electrospinning parameters can be obtained using partial factorial designs such as response surface methodology (RSM). RSM is a set of mathematical techniques that can be used to optimize processes in which a certain response is influenced by many variables simultaneously. RSM has been used successfully for material and process optimization in several studies [10–12]. RSM was applied to electrospinning of polyacrylonitrile (PAN), the precursor to carbon fiber, and demonstrated that solution concentration played an important role in fiber diameter and its distribution but applied voltage had little effect [13]. It was also found that solution concentration, voltage and distance were statistically significant in production of nanoscale PAN fibers [12]. RSM has also been applied to natural polymers specifically silk to evaluate the effect of spinning parameters, such as solution concentration, voltage, distance and spinning rate on fiber diameter [14].
In this contribution, the simultaneous effects of three electrospinning parameters, such as solution concentration, spinning distance and applied voltage on the MFD and strength of poly (vinyl alcohol) (PVA) nanofibers were systematically investigated. The main objective was to determine the process conditions at which electrospun PVA nanofibers with minimum diameter and maximum tensile strength can be achieved.
Materials and methods
Materials
PVA with molecular weight of 72 KD and 98% degree of hydrolysis was obtained from Merck Chemicals (Darmstadt, Germany) and used without further purification. Distilled water was used as solvent.
PVA solution preparation
PVA solutions with desired concentration was prepared by addition of PVA powder in distilled water at a temperature of 80℃ with vigorous stirring to obtain 20 mL of polymer solution. After the PVA had dissolved completely, the solution was poured into the syringe.
PVA nanofibers preparation
PVA nanofiber mats were produced by an electrospinning machine (ANSTCO-RN/I, Asian Nanostructures Technology Co., Iran) at room temperature (25℃). The syringe containing PVA solution with different concentrations was placed on a syringe pump (New Era NE-100, USA) used to dispense the solution at a controlled rate (0.3 mL/h). A high-voltage DC power supply (Nano spinner TM, Iran) was used to generate the electric field needed for fiber production. The collector was a rotating cylindrical drum which was placed at different distances from a 20-gauge needle. The rotational speed of drum was 500 r/min. For better dehydration, prepared nanofibers are kept in vacuum desiccator for 24 h.
Characterization of fiber morphology
The fiber morphology and diameter of the electrospun PVA fibers were determined using scanning electron microscopy (SEM; Vega ΙΙ XMU instrument Tescan, Czech Republic). A small section of the non-woven mat was placed on the SEM sample holder and sputter-coated with gold. For each experiment, MFD was determined from about 100 measurements of random fibers in four SEM micrographs taken from different areas of the mat (400 measurements for each sample).
Tensile strength measurement
Tensile properties of nanofibrous mats were determined using a universal testing machine (STM-20, SANTAM Design & Manufacturing Co., Iran) at normal room temperature at a cross-head speed of 5 mm/min (ASTM D882-10). Specimens were cut into 10 mm× 40 mm rectangulars for mechanical testing. Three samples were tested for each experiment.
Experimental design

The experimental range and the levels of the variables in the CCD.
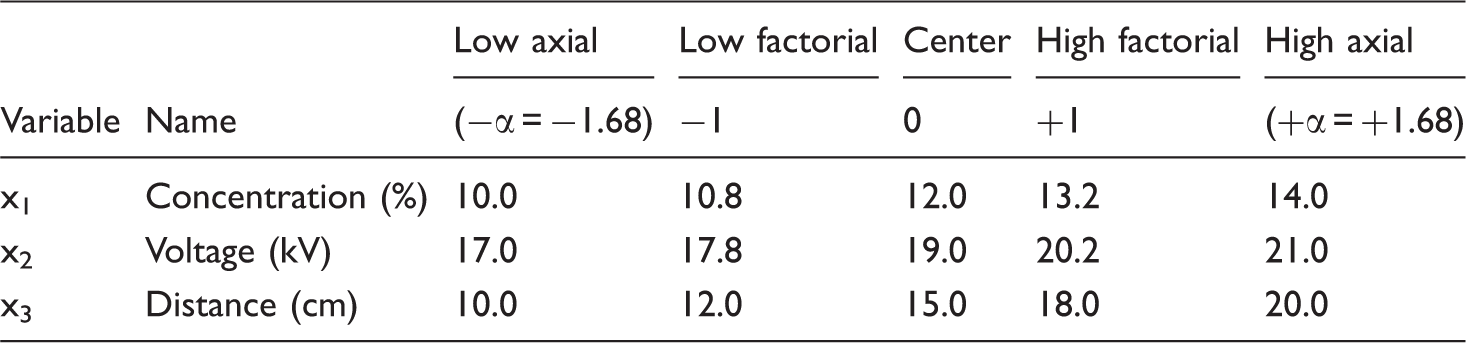
Experimental conditions in coded value and their responses.

X1: concentration (%); X2: voltage (kV); X3: distance (cm).
Results and discussion
Statistical analysis
Once the variables that had a statistically significant influence on the response had been identified, a CCD was used to optimize the values of MFD and tensile strength. Based on the previous studies [15, 16], concentration (X1), distance (X2) and voltage (X3) were chosen as the most important independent input variables, and MFD and strength were used as the dependent output variables. A CCD was employed to analyze the interactive effect of these parameters and to achieve minimum fiber diameter and maximum strength. A central composite experimental design, with six axial points and six replications at the center points (n0 = 6) leading to a total of 20 experiments (Table 2) was employed for the optimization of the parameters. These experiments were performed, and the response obtained was fed to Design Expert 7 Software (trial version, Stat-Ease Inc., USA). The following equations were obtained after regression


The ANOVA analysis using coded values for mean fiber diameter.

Significant at the 5% level (p < 0.05).
Unites of variables: concentration (%); voltage (kV); distance (cm).
The ANOVA analysis using coded values for strength.

Significant at the 5% level (p < 0.1)
Unites of variables: concentration (%); voltage (kV); distance (cm).
Figure 1(a) and (b) represents predicted versus actual values for MFD and strength, respectively. Residuals versus predicted values for MFD and strength are shown in Figure 2(a) and (b), respectively. To test the fit of the models, the regression equations and the determination coefficients (R2) were evaluated. The values of R2 for MFD and strength were 0.97 and 0.91, respectively. The high values of R2 indicate that the empirical models are adequate to describe MFD and strength using the response surface methodology [17,18].
Predicted vs. actual values of (a) fiber diameter and (b) tensile strength. Residuals vs. predicted values of (a) fiber diameter and (b) tensile strength.

The effects of electrospinning parameters on MFD and strength
The contour plots show the effects of the independent variables and the interactive effects of each independent variable on the response variables. The outward appearance of the related contour plots indicates whether the mutual interactions between the independent variables are significant or not. The optimal values of the independent variables can be deduced from the response contour plots.
Solution concentration
The effect of the concentration of PVA solution on MFD versus applied voltage and spinning distance is shown in Figure 3(a) and (b), respectively. As shown, an increase in fiber diameter with the increase in solution concentration was observed, which agrees with the other studies [19–21]. At higher solution concentrations, there are extensive chain entanglements, resulting in higher viscoelastic forces that tend to resist against the electrostatic stretching force.
Contour plots of variables for mean fiber diameter: (a) concentration vs. voltage (b) concentration vs. distance and (c) distance vs. voltage.
Due to the two-fold effect of concentration in MFD model equation, fiber diameter depends more on the solution concentration than on voltage and distance. Mo et al. [22], Ryu et al. [23], Katti et al. [24] and Zhang et al. [25] also reported a significant relationship between fiber diameter and solution concentration in electrospinning process. Figure 4(a) and (b) show the effect of solution concentration on tensile strength versus voltage and distance, respectively. As shown, strength decreased with the increase in PVA concentration. According to Baji et al. [26], the mechanical properties of the nanofibers were affected by mean fiber diameter. Upon increasing the fiber diameter, tensile strength decreased and the larger diameter fibers tend to display bulk-like properties. In fibers with finer diameter, the lamellae and fibrillar structures align themselves along the fiber axis, which play a critical role in enhancing the mechanical properties of the fibers.
Contour plots of variables for strength: (a) concentration vs. voltage (b) concentration vs. distance, (c) distance vs. voltage.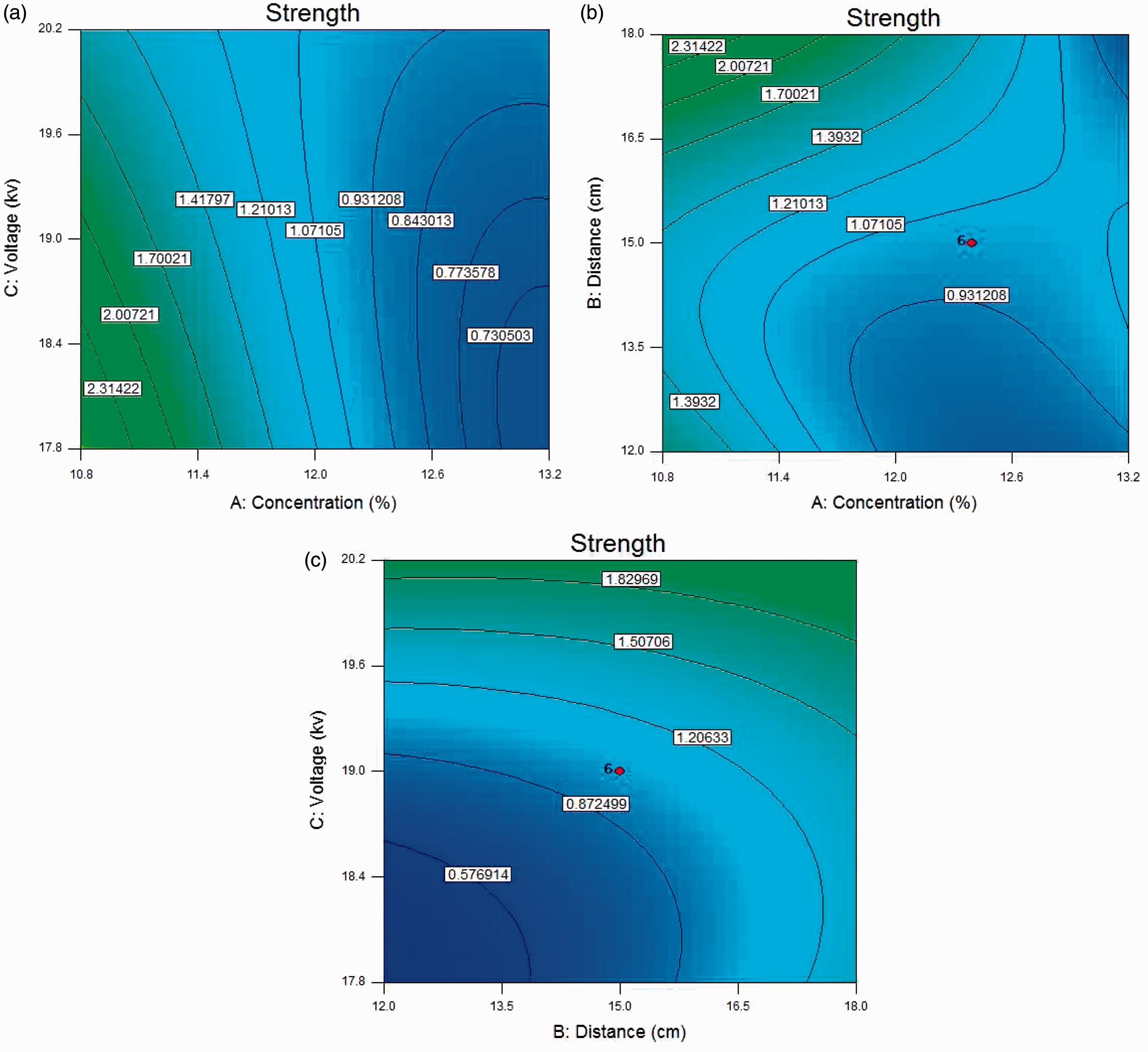
Applied voltage
Figures 3(a) and (c) show the effect of voltage on MFD. Increasing the applied voltage resulted in a decrease in fiber diameter. Increasing the applied voltage increases the electric force and produces fibers with smaller diameter. But it also draws more solution out of the capillary. If increasing the electrostatic force draws much more solution out of the capillary, the fiber diameter will be increased with the increase in applied voltage as reported by Zhang et al. [25], Demir et al. [27] and Baker et.al. [28]. On the other hand if electrostatic force causes more extension of the jet in comparison to the flow rate, the fiber diameter would decrease with the increase in applied voltage [29,30]. The balance between these two effects will determine final diameter of electrospun fibers. As shown in Figure 4(c), tensile strength increased with increasing applied voltage. As mentioned for the effect of concentration, it could be due to the decrease in MFD with increasing applied voltage. When the fiber diameter decreased, the presence of alignment and fibrillar lamellae structure increased, resulting in enhanced mechanical properties.
Spinning distance
The effect of spinning distance on MFD is shown in Figure 3(b) and (c). As shown in Figure 3(c), fiber diameter decreased with increasing spinning distance. Longer distance provides more time not only to stretch the jet in the electric field but also to evaporate the solvent, thereby encouraging formation of thinner fibers. The effect of spinning distance is not always the same. It has two different effects on MFD. Increasing the spinning distance means that the electric field strength (E = V/d) will decrease, resulting in less acceleration, which leads to fibers with larger diameters. The balance between these two effects will determine the final fiber diameter. Hence, increasing spinning distance may increase [28,31], decrease [20] or may not change [32,33] the fiber diameter. The effect of spinning distance on the strength is shown in Figure 4(c). Tensile strength increased with increasing spinning distance. It could be related to the decrease in MFD with increasing spinning distance. As mentioned previously, increasing the lamellae structure with decreasing fiber diameter leads to the increase in tensile strength.
Optimization
The purpose of response surface optimization is to find a desirable location in the design space. This can be a maximum, a minimum or an area where the response is stable over a range of factors, depending on the process objective. An optimization technique was used in this research for optimization of PVA nanofibers diameter and strength using design expert software. The aim of this study was to find the conditions of producing fibers with minimum diameter and maximum strength. Figure 5 shows SEM images for nanofibers at optimum conditions (two replicates).
SEM images of nanofibers in optimum conditions.
The MFDs were 98 and 104 nm for Figure 5(a) and (b), respectively; using 17.8 kV voltage, 10.8% concentration and 18 cm distance. Figure 6 shows the stress–strain curve for prepared nanofibers (samples a and b). The value of tensile strength was 4.8 ± 0.3 MPa. The results from the models for minimum fiber diameter and maximum tensile strength are 95 nm and 4.5 MPa, respectively. Comparison of the experimental results with model predictions shows that they are in good agreement with each other.
Stress–strain curve at optimum conditions for samples (a) and (b).
Conclusion
MFD and tensile strength of PVA nanofibers in an electrospinning process was optimized using RSM with CCD. PVA concentration, spinning distance and applied voltage were the studied factors for this purpose. Two cubic models for MFD and tensile strength were developed. PVA concentration was the most statistically significant factor on the MFD. In order to show the generalized ability of the model for predicting of new conditions, two sets of experiments were carried out. The small differences of experimental data with predicted values, indicating the good prediction ability of the models. Some of the most important conclusions derived from this optimization study are as follow:
By increasing solution concentration, MFD increased but tensile strength decreased. MFD decreased with increasing applied voltage but tensile strength increased. The effect of spinning distance on MFD and tensile strength was the same as applied voltage. By increasing spinning distance, MFD decreased, while tensile strength increased.
According to the MFD and tensile strength of optimum fibers, they could be good candidates for biomedical and tissue engineering applications and their ability for cell attachment and proliferation will be studied in future work.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.