
Abstract
This work reports waterproof breathable coated double-sided knitting consisting of cotton and polyester fibres. Two kinds of fabrics (F1 and F2) were tested in this study. They were treated with water-repellent chemicals finishing carried out on the polyester side. The main goal of this paper is to study the application and behaviour of double-sided knitting and the finishing with new chemical product to improve comfort. Optimisation of waterproof breathable property of samples was investigated using factorial experimental design. The combined effects of parameters which can affect treatment on water repellency, air permeability and porosity were then studied and the optimum conditions were determined. Waterproof breathable double-sided knitting was able to be generated. These fabrics are supposed to be used as the shoes lining.
Introduction
Extensive research is being done worldwide to develop fabrics that provide a comfortable dress and more precisely smart articles [1,2], active fabrics [3,4] and breathable fabrics [5,6]. For last case, several research have been performed in the creation field of new fibres and new treatments and techniques [7–10]. Mukhopadhyay and Midha reviewed research on waterproof breathable fabrics in two parts [11,12]. The first part has dealt with the fundamental principles and designing aspects of this kind of fabrics while the second part reviewed their construction and their suitability for different applications. In fact, waterproof breathable fabrics should have three main features: the material should be permeable to water vapour, waterproof and windproof [6,11]. Permeability to water vapour, waterproofness and windproofness are closely interrelated [13,14]. Air permeability is often used in evaluating and comparing the breathability of various fabrics (coated and uncoated) [13–15]. Resistance to wind penetration is usually assessed by measuring air permeability [14]. The aim of the studies of an air permeability of textile fabric is usually to find a relationship between air permeability and textile structure. A textile structure is usually characterised by its porosity. The total porosity of fabrics results of two types of porosity: the micro porosity (intra-yarn porosity) caused by the pores or the void spaces situated between fibres in yarns and the macro porosity (or inter-yarn porosity) caused by the void spaces between yarns on the surface and inside fabrics. Porosity has a very strong influence on air permeability; air permeability is increased as pore size is increased.
There are several types of waterproof breathable fabrics. They can be classified into the following groups [11]: tight woven fabrics [16,17], microporous membranes and coatings [18,19], hydrophilic membranes and coatings [20,21], combination of microporous and hydrophilic membranes and coatings [22], retroreflective microbeads [23], smart breathable fabrics [24] and fabrics based on biomimetics [25]. To be waterproof and breathable, these fabrics must be impermeable to liquids to give maximum protection against the outside but allow the passage of water vapour thus permitting the breathability of skin. The first to be developed were the closely or tightly woven fabrics [11]. These fabrics are generally constructed from finer natural fibres or micro denier synthetic filaments yarns which reduce open spaces either in the yarn or in the fabric structure. This results in fabrics with small size of pores and high cover factor. To obtain waterproof fabric, the inter-yarn spaces should be as small as possible to give maximum protection against wind and rain and the fabric still to be breathable as moisture vapour could easily pass through the inter-fibres and/or inter-yarn spacing due to their smaller size compared to water droplet [16]. The similar principle is observed in microporous membranes and coatings. They contain a network of micropores much smaller than raindrops to restrict the passage of water droplets but large enough to allow the passage of water vapour molecules [26]. In this category, the first and the most known membrane is probably the microporous membrane Gore-tex developed in 1976 [27,28]. However, the hydrophilic membranes are nonporous membranes in which the water vapour is transmitted by a molecular mechanism. They operate due to the existence of amorphous regions in their main polymer system. These amorphous regions act as inter-molecular pores allowing the passage of water vapour molecules but obstructing the penetration of water droplet [5,11].
Waterproof breathable fabrics are of significance in the fields of hygiene, agriculture, protective clothing, sportswear and construction industries [3,4,10,12,29,30]. They are more used as sole breathable waterproof [21,31,32]. For example, Peixoto et al. [21] applied woven fabrics laminated with different polymer membranes as lining in orthopaedic shoes. They proved that it is possible to use hydrophilic breathable membranes with plain weave fabric to obtain an impermeable lining. A recent development in shoe upper technology has used elastic materials that easily stretch around deformities [32]. Coating is often used as a solution to assure water repellency. Water repellency can be achieved by using fluorochemicals [8,33]. The choice of fluorocarbon-coated fabrics has many advantages: a simple dry process, excellent moisture permeability, transparent coating and good adhesion to the substrate [33]. In fact, fabrics water repellency is imparted by the incorporation of low surface energy compounds. This can be achieved using the following chemicals: (1) wax dispersions free of metal ions, (2) metallic salts and soaps, (3) wax dispersions containing zirconium salts and pyridinium compounds, (4) silicones, (5) organochromium compounds and (6) fluorochemicals [8]. The first four categories of these products (1–4) were purely temporary and lasted for only a few washes. In addition, some of them such as the methyl hydrogen polysiloxane had a lot of risks associated with their application. The other products based on paraffin oil with silicone water-repellent finishing agents were not sufficient to protect textiles from grease and oil stains. However, fluorocarbon products are both oil and water repellent. These fluorocarbon polymers also form a film where the fluorocarbon radicals are perpendicular to the fibre axis and thus prevent wetting of the fibre surface. The most commonly used chemicals for hydrophobisation are fluoroalkylsilanes owing to their extremely low surface free energy and the simple reaction of the silane groups with the hydroxyl groups on coatings. Besides, most superoleophobic surfaces are created by the hydrophobisation of a perfluorinated material [34,35].
The aim of this work is to develop a waterproof breathable effect on double-sided knitted fabrics using fluorocarbon coating. This coating was applied to ensure a water-repellent treatment. The choice to use a fluorochemical agent was justified previously. Two kinds of knits are tested. The objective was to evaluate the effects of treatment parameters on the contact angle, air permeability and fabric porosity. The studied parameters are fabric weight, coating concentration, squeegee pressure, mesh number (number of perforations per unit area of the coating screen) and drying temperature. Experiments were carried out using a factorial design to be able to analyse the main effects of each parameter, to detect interactions between these parameters, two by two, and to deduce conditions that optimise obtained results. After treatment under optimum conditions, we have evaluated colour differences, abrasion resistance and bursting strength of obtained samples to prove no alterations related to these properties.
Experimental
Materials
Manufacturing machine
For making our textile backing, we used a knitting machine type “Albi RAM GT” double needle-bed system gauge 20 and 30 inches diameter. This machine has 60 feeds and 3744 needles.
Knitting fabric
The textile structure used in this study was a double-face knitted fabric (spacer 3D). It is composed of two main layers of simple jersey joined together by a third layer of tuck stitches to form one unique fabric (Figure 1). In addition, different yarn combinations were used and resulted in two spacer fabrics F1 and F2 under investigation (Tables 1 and 2). This kind of fabrics is relatively solid and heavy and can be used either for clothing or for technical purposes such as the soles of shoes.
Used knitted fabric pattern chart (Spacer 3D). Contexture of used knitted fabrics. Percentage in weight for each yarn material. It was determined according to the yarn consumption at the input of the manufacturing machine. LFA: Length of the absorbed yarn (cm/loop). Physical characteristics of used knitted fabrics.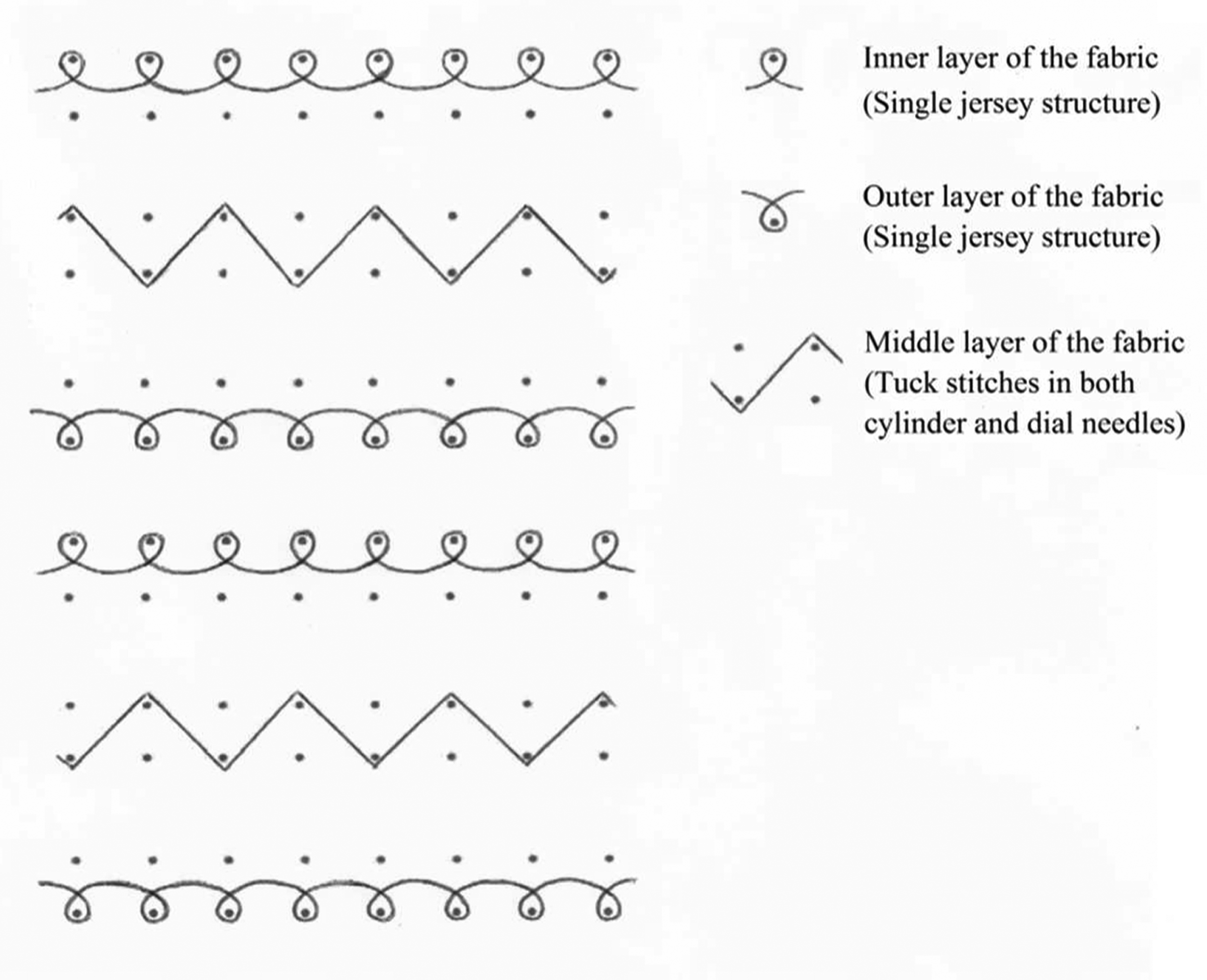

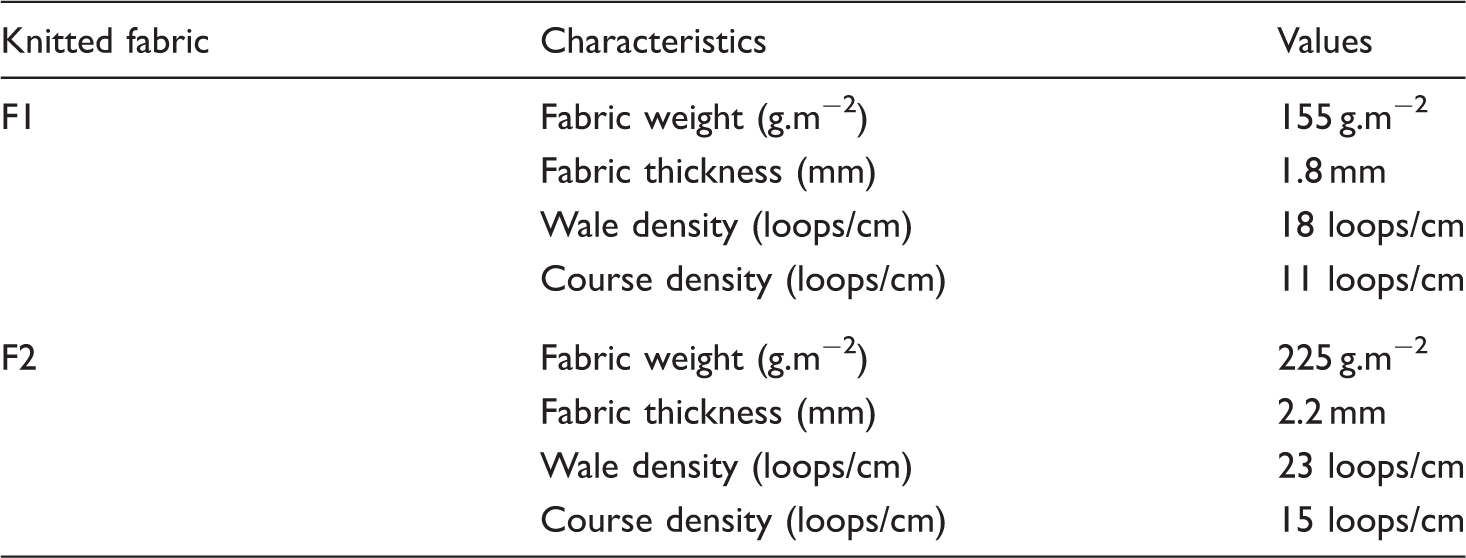
The inner face worn to the skin of both fabrics has been manufactured from combed cotton (CF for cotton face) and the outside face from polyester microfibres (PETF for polyester face). For the first face (CF), the hydrophilic nature of the cotton facilitates transfer of sweat or water vapour from the inside outwards. However, the outside face (PETF) is that which subsequently undergoes a waterproof treatment. The middle layer of fabric has been manufactured from polyester microfibres. Generally, in spacer fabric the yarn for the intermediate layer is a synthetic monofilament yarn which is rigid and generates the spacing effect. However, in our case, the role of this intermediate layer is not to generate spacing effect but to just join the two main layers (CF and PETF) together to form one unique fabric. This avoids the use of lamination method because the lamination process could affect the breathability of the support. For these two kinds of fabrics F1 and F2, the stitch length is the same but the yarn counts of cotton and polyester (used for inner and outer layers, respectively) are different, which give fabric weight, wale and course densities more important for F2.
Methods
Pretreating and dyeing process
Before waterproof treatment, double-side knitting was pretreated, prefixed and dyed. The pretreatment corresponded to a scouring using bath containing 3% of sodium hydroxide (with liquor ratio LR of 7:1). This scouring was carried out during 90 min at 100 ℃ followed by one hot rinsing (T = 90 ℃, Time = 5–10 min) and two cold rinsing. This pretreatment makes it possible to eliminate the impurities present in cotton fibre, to improve its uniformity and its absorbent characteristics; it is an essential treatment in order to improve the hydrophilic nature of the cotton in our fabric. The pretreated fabrics are then prefixed at 160 ℃ with a speed of 20 m/min. This step is necessary for knitted fabrics to ensure their dimensional stabilities.
Finally, fabrics were dyed in two steps: polyester fibre is dyed with disperse dye (Yellow Stappers 3GL) and cotton fibre is dyed with reactive dye (Yellow Novacron S3R). Disperse and reactive dyes are fixed, respectively, at 130 ℃ and 60 ℃. In this study, dyeing was carried out in order to evaluate the effect of the waterproof treatment on the colour of fabrics. In our case, the waterproof treatment is supposed to be performed on finished fabrics so it is important to prove that it did not affect the colour of samples.
Waterproof treatment
In this study, a fluorochemical coating, namely Tubiguard PC3-F from BEZEMA Company, was applied to ensure a water-repellent treatment on our double-face knitted fabrics. This fluorochemical product is initially presented as a form of viscous paste based on fluorocarbon. It is usually used for water repellency and soil release. Its reaction principle is a crosslinking reaction. The treatment was carried out by a coating process on the face from polyester microfibres (PETF). This face must be both waterproof from the outside and allows the transfer of sweat or water vapour from inside layer outwards. The viscosity of the coating solution applied on the fabric is fixed at 0.35 Pa.s with the adding of a thickening agent. To enhance fastness, a binder (40 g/kg) and fixative agent (15 g/kg) were added to coating.
The used coating technique is the rotary screen coating (Figure 2). The coating head is a cylindrical nickel screen which has a large number of perforated holes (Figure 3). This screen rests on the web. A squeegee is mounted in the screen, serving as supply and distribution pipe of the coating. A doctor blade, which is mounted to this squeegee, pushes the coating solution out through the perforations of the screen. A whisper blade smoothes the applied coating. A backup roll is provided for counterpressure. In this process, the screen, the web and the counterpressure roller all have same speed. The coating is, therefore, done without tension and friction. The coating is then accurate, and the penetration can be controlled.
Rotary screen coating: (1) web, (2) squeegee, (3) screen, (4) whisper blade, (5) backup roll and (6) oven. Used rotary screen: (a) cylindrical nickel screen with perforations; (b) mesh design (Stork-Brabent Company, Holland).

For this waterproof treatment, several parameters can affect obtained results. In fact, using this coating technique, the amount of fluorocarbon agent applied on the surface is determined mainly by the fluorocarbon paste concentration used in the final coating solution applied on the surface, the squeegee pressure between the blade and the screen and the mesh number of the screen (number of perforations per unit area of the screen). After coating, the coated fabric is sent to an oven with controlled temperature for fusion of the polymers.
In this study, the main parameters of studied fabrics and coating process which can affect the obtained results were studied and the optimum conditions were determined. These parameters are:
Fabric weight (155 g.m−2 and 225 g.m−2); Coating concentration (30% and 50%): It corresponds to the percentage of the fluorocarbon paste (Tubiguard PC3-F product) in the final coating solution applied on the fabric. Two values of coating concentration were analysed: 30% and 50%. Coating concentration value of 30% means that the final coating solution is prepared with 30% of fluorocarbon paste and 70% of water. So the larger the coating concentration is, the higher the amount of fluorochemical agent applied on the surface is. The viscosity of the final coating solution is fixed at 0.35 Pa.s with the adding of the necessary amount of a thickening agent. The choice of this viscosity is due to the fact that it is the most appropriate to the used screens and the size of their perforations. With higher values of viscosity (>0.35 Pa.s), perforations may be closed by the coating solution. In the contrary case (i.e. viscosity < 0.35 Pa.s) the coating solution will be too watery and passes through the double-sided knitted fabrics. Pressure (6 bar and 12 bar): It corresponds to the squeegee pressure between the blade and the screen. The larger the squeegee pressure is, the higher the amount of coating pushed out through the screen perforations and then applied on the surface is. Mesh number (125 perforations/inch and 155 perforations/inch): The mesh number of the screen corresponds to the number of perforations per unit area of the screen. At the same pressure, the larger the mesh number is, the higher the amount of coating pushed out through the screen perforations and then applied on the surface is. Temperature (140 ℃ and 160 ℃): It is the drying temperature in the ream. In fact, two values of temperature were analysed: 140 ℃ and 160 ℃ with curing time in the oven of 60 s and 45 s, respectively. This is the range recommended by the supplier (BEZEMA Company) for the used fluorocarbon paste. According to the technical data sheet of the product, this domain allows to give hydrophobic effects which are stable to wash.
The weight of the final coating solution applied (deposited) on the fabric depends on two parameters: the squeegee pressure and the mesh number. Obviously, for the same conditions (same values of pressure and mesh number), the coating weight applied on fabrics F1 and F2 is the same. However, for the same weight of the coating solution applied on the fabric, while passing from 30% to 50% of coating concentration, the quantity of fluorocarbon agent increases.
A series of single factor tests were carried out to examine the effect of each factor, independently of the others, on the water repellency of treated samples. Based on these various trials, we deduced the range of waterproof parameters used in the following experimental design.
Experimental design
Factors and levels used in the experimental design.

Experimental design (two-level factorial design 25) a .

Each experiment set was carried out three times. The displayed data correspond to the average of three measurements. The averages of the relative standard deviations RSDs (%) obtained for contact angle, air permeability and porosity are 4.40%, 4.76% and 4.63%, respectively.
Contact angle measurement
The measurement of the contact angle is done through images captured from a PC via a camera. For each sample three images were observed. Software scans the outline of the drop by image processing. It then determines the contact angle with interpolation methods. After the measurements, the software calculates the various components associated with models GOOD VAN OSS for measurements using three different liquids [36].
Air permeability measurement
The principle is to measure the air flow passing perpendicularly through the fabric across the surface of a test specimen with a defined pressure difference, for a given time (ISO 9237: 1995). Each measurement was carried out three times.
Determination of knitted fabric porosity
The porosity and the air permeability of textile structures are closely correlated; the more porous the surface is, the more significant its air permeability becomes. To evaluate the porosity of the different treated samples, we used a “Leica D50 optical microscope” to digitise the surface of fabrics on polyester side (PETF) at magnification value of 160. For each sample five images were observed. The obtained images were improved by a spatial filtering in order to eliminate aberrant points. So, the obtained contrast between the fibres (in the black) and the pores or void spaces (in the white) was improved by a binarisation of the images using MATLAB R7.6.0 software. Once binarised, the number of pixels in the two kinds of areas (black or white) can be used to compute the percentage of the area which is occupied by the pores. In fact, for each image, we calculated the fraction of pixels occupied by the voids (white pixels) as a function of the total number of pixels counted in this image to estimate the porosity of each treated knitted fabric according to equation (1):

Results and discussion
Developed waterproof breathable fabric
The objective of this paper is to develop a waterproof breathable effect on knitted fabrics. These fabrics should have three main features; the material should be: permeable to water vapour, waterproof and windproof [6,11]. To obtain this effect, we combined two principles: very closely double-side knitted structures in combination with a water-repellent finish. In the case of close fabrics, the surface area and concentration of inter-yarn spaces should be as high as possible to maximise water vapour transmission through fabrics. Here the fabric should preferably be constructed (at least for the layer worn to the skin) from absorptive and hydrophilic yarns. For the outer surface, the inter-yarn spaces should be as small as possible to give maximum protection against wind and rain and the material should be in this case non-absorptive and hydrophobic to minimise wetting out by rain. Thus, 3D spacer knitted fabrics or double-face knitted fabrics were chosen in attempts to carry out in this study. Contexture and physical characteristics of studied fabrics are presented in section Materials-Knitting fabric. These double-face knitted fabrics are composed of two main layers of simple jersey joined together by a third layer of tuck stitches to form one unique fabric. The materials of these three layers were as follows (Figure 4):
The inner layer worn to the skin has been manufactured from combed cotton (CF); The outside layer has been manufactured from polyester microfibres (PETF); The third layer (intermediate layer) has been manufactured from polyester microfibres; it was used to join the two main layers (CF and PETF) together to form one unique fabric. Three-layer fabric structure for waterproof breathable effect.

A capillary system was then obtained which facilitates the sweat evacuation. Figure 5 shows schematic diagram of water vapour regulation through developed coating fabrics. In case of PETF micropores, pores are much smaller than the smallest raindrops (100 μm), yet much larger than a water vapour molecule (0.0004 μm) [11]. Therefore, water drops have considerable size to penetrate on the coated face resulting in an excellent water repellency of PETF, and water or perspiration vapour are rapidly absorbed and discharged through the capillary system and through the pores of the outer surface (through both inter-yarns pores and coating micropores) resulting in a good breathable effect. In addition, this multilayer structure of our fabrics (inner layer from combed cotton and middle and outer layers from polyester microfibres) not only absorbed perspiration quickly due to the good hydrophilic property of the internal layer but also transported it up to the outer layer of the fabric very rapidly using principle of capillary action. It is composed of coarser denier yarn on the inside surface (in direct contact with skin) and fine denier hydrophobic polyester yarn on the outer surface to accelerate quick evaporation of sweat.
Schematic diagram of water vapour regulation through both inter-yarn pores and coating micropores to obtain waterproof breathable fabrics.
The evaluation of functional properties of the treated knitted fabrics (waterproof and breathable properties) was done by analysing three parameters:
Contact angle (°); Air permeability (L/m2/s); Porosity (%).
Contact angle and porosity of coated surfaces provide an indication about the water repellency of these surfaces. In fact, the measurement of the contact angle of the treated samples indicates whether the coating treatment has eliminated the adsorption phenomenon at the surface; the larger the contact angle is, the lower the adsorption at the surface is.
However, the aim of this water-repellent treatment is not the complete obstruction of the macropores but only the decrease of their sizes. After treatment the inter-yarn pores of the fabric are reduced in order to restrict only the passage of water. The challenge is to maintain the air permeability and the water vapour permeability of fabrics. So to ensure this, we evaluated the air permeability and the porosity of treated samples. In fact, besides their good water repellency (waterproof property), our treated fabrics must be breathable. This is why we measured air permeability to be sure that the treated samples continued to be permeable to air through micropores existing on the coated surfaces. Ideally, this air permeability must not be affected or must be slightly altered by the coating treatment. In addition, if the porosity of treated surface decreases (decrease of pore size below a certain level which prevents water penetration but still be permeable to air), the water permeability will be then almost zero and this surface presented consequently a good water repellency.
Study of the contact angle
To evaluate the samples repellency and wettability, we introduced a drop of 5 μL on each support and we recorded the evolution of the droplet via contact angle versus time. We determined the change in the contact angle after 90 s. The liquid used is water. Wettability is evaluated after varying fabric weight, coating concentration, mesh number or number of perforations/inch, pressure and temperature according to the experimental design presented in Table 4. Results are analysed using descriptive statistics and analysis of variance (ANOVA) to identify the significant main and interaction effects. All ANOVAs are run by MINITAB software.
Figure 6 shows the main effects plot for contact angle. It should be noted that the steeper the slope of the line, the greater the magnitude of the main effect. Results show that coating concentration and temperature strongly affect the wettability (contact angle) of the fabric. Less effect is given by pressure and the fabric weight. A few variations are caused by the number of perforations/inch in the platen. Indeed, in our case, water repellency is caused by the chemical repellency agent (fluorochemical coating Tubiguard PC3-F) deposited on the PETF surface of the fabric. For the same conditions of squeegee pressure and mesh number, the coating weight deposited on the fabric is the same. However, for the same weight of coating solution, the larger the coating concentration is, the higher the amount of fluorochemical agent applied on the surface is. Consequently, with 50% coating concentration, the quantity of chemical repellency agent deposit on the surface is more important which explains why the hydrophobicity is increased in this case.
Main effects plot for contact angle of treated knitted fabrics.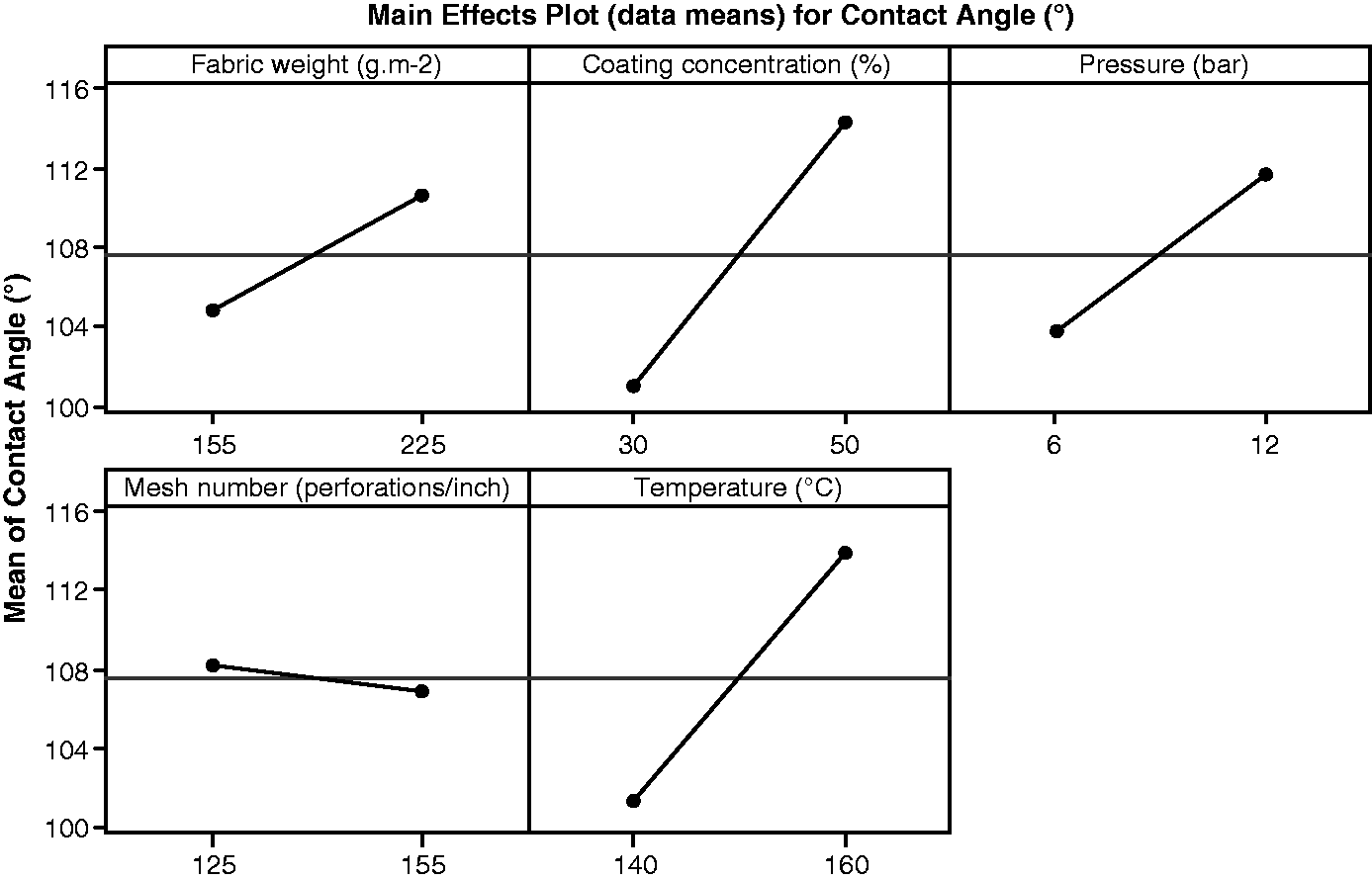
The second important parameter that affects the binding of the water-repellent coating is the temperature in the oven. In our case we used two temperatures of 140 ℃ and 160 ℃ with curing time in the oven of 60 s and 45 s, respectively. The reaction principle of the used fluorocarbon coating is a crosslinking reaction. At 160 ℃ the reaction rate is more important than when the temperature is set at 140 ℃. The hydrophobicity of the surface is then more important at 160 ℃. So, these two parameters (coating concentration and temperature) affect tremendously the contact angle evolution.
With a less effect than the preceding, the pressure and fabric weight also affect the droplet capillarity. In fact, the quantity of the chemical repellency agent deposit on the surface also varies depending on the squeegee pressure between the blade and the screen; the larger the squeegee pressure is, the higher the amount of coating pushed out through the screen perforations and then applied on the surface is. Consequently, the surface will be more hydrophobic. For weight fabric, while passing from 155 g.m−2 to 225 g.m−2, yarn counts and wale and course densities are more important. Cover factor of the surface is therefore higher which results in very small size of pores (spaces between the loops) and thereby restricts the passage of water.
Consequently, according to these results shown in Figure 6, the best parameter values of fabric weight, coating concentration, number of perforations/inch, pressure and temperature are 225 g.m−2, 50%, 12 bar, 125 perforations/inch and 160 ℃, respectively.
Figure 7 shows the parameters interactions, plotted two by two. The most important interaction is observed between the pair temperature and the concentration of coating. In this type of plot, a significant interaction results in a significant gap.
Interaction plot for contact angle of treated knitted fabrics.
ANOVA table of the contact angle for the studied parameters (S = 7.52414; R2 = 83.11%).

The obtained values confirm the observations made from Figures 6 and 7. Indeed, as shown in Table 5, there are two highly significant factors that are the coating concentration and the temperature (p = 0.000), and two other significant factors that are the squeegee pressure and the fabric weight of the support with p values of 0.009 and 0.043, respectively. However, the number of screen perforations per inch has no significant influence on contact angle (p = 0.643 > > 0.05). For this factor, the Student coefficient F is close to zero (F = –0.47). In addition, the interactions between factors of fabric weight, coating concentration, number of perforations/inch, pressure and temperature are all insignificant to contact angle measure except interaction between coating concentration and temperature, which is highly significant with Fisher coefficient equal to 0.002. The coefficients (in the form of coded and uncoded values) of the fitted model for the contact angle according to studied factors are also given in Table 5. These coefficients are used to model the response (contact angle) as a function of these influencing factors and their interactions. Then, they allow us to predict the contact angle according to the studied factors. The obtained regression model is given as follows:

Based on this model equation, Figure 8 showed the obtained contour plots of contact angle. They are useful for establishing desirable response values and operating conditions. Each contour plot represents a number of combinations of two factors with the other variables maintained at hold values. In a contour plot, the response is viewed as a two-dimensional plane where all points that have the same response are connected to produce contour lines of constant responses. The results suggest that high values of contact angle (>120 °) can be obtained if coating concentration, temperature, pressure and fabric weight increase, while levels of the screen perforations did not affect significantly the response. For example to produce a contact angle more than 120 ° with only the use of 30% of coating, we need at least 156 ℃ as temperature, 11 bar as pressure and 200 g.m−2 as fabric weight, independently of the number of perforations in the rotary screen. The same other conclusions can be given for the other conditions.
Contour plots of contact angle (hold values: fabric weight = 225 g.m−2; coating concentration = 50%; pressure = 12 bar; mesh number = 125 perforations/inch; temperature = 160 ℃).
Study of the air permeability
Resistance to wind penetration is usually assessed by measuring air permeability. Indeed, air permeability is influenced by pore sizes which can be affected by coating placed on the surface fabric. That is why we will study this factor in this section. Then, air permeability evolution is analysed through the variation of fabric weight, concentration of coating, pressure, mesh number and temperature. The experimental design achieved is the one presented in Table 4. The obtained results are analysed in the same manner as the previous section.
Figure 9 shows the main effects plot for air permeability. We can observe that the fabric weight is the factor which has the most significant effect on the response; the larger the fabric weight is, the smaller the air permeability of sample is. The mesh number factor is less significant. The others seem to have a negligible effect on the air permeability. In fact, the air permeability depends on the cover factor of the fabric surface; the larger the cover factor is, the smaller the pores inter-yarns are which restricts the passage of air across the surface. Consequently, the surface will be less impermeable to air. In the case of fabric F2, yarn counts and densities are more important than those used for fabric F1. These result in high cover factor and therefore air permeability is less important for fabric F2.
Main effects plot for air permeability of treated knitted fabrics.
Figure 10 shows the interaction effects between the various factors taken in pairs. As shown in Figure 10, the interactions between factors of fabric weight, coating concentration, number of perforations/inch, pressure and temperature are all insignificant to air permeability of samples. It should be noted that a significant interaction results in a significant gap. So, in this case, interactions are evaluated as negligible.
Interaction plot for air permeability of treated knitted fabrics.
Then the texture and the fabric weight can define, independently of the other factors, the air permeability of fabric. What is important in this result is that the applied water-repellent treatment did not affect (or slightly) the air permeability of treated fabrics. However, it has changed the water repellency very significantly. Here this treatment impregnates and covers the fibres of the yarn to increase their hydrophobic character. In addition, it does not obstruct the spaces between the loops but only reduces them. Thus, it restricted the passage of water and did not affect the passage of air. So we have improved water repellency and we left the crossing of air and water vapour.
ANOVA table of the air permeability for the studied parameters (S = 10.7855; R2 = 97.76%).

The linear regression model fitted in this case between the air permeability and the studied factors is as follows:

The linear equation (3) is used to model the response (air permeability) as a function of studied factors. Results presented in the form of contour plots are showed in Figure 11.
Contour plots of air permeability (hold values: fabric weight = 225 g.m−2; coating concentration = 50%; pressure = 12 bar; mesh number = 125 perforations/inch; temperature = 160 ℃).
Study of the porosity
The porosity of a knitted structure will influence its physical properties, such as the bulk density, moisture absorbency, mass transfer and thermal conductivity [15]. It has a very strong influence on air permeability of fabrics; air permeability is increased as pore size is increased. In this work, we studied this parameter to evaluate the effect of the water-repellent treatment on the total porosity of treated fabrics. The challenge is to reduce pore sizes below a certain level which prevents water penetration but still be permeable to air.
To characterise the porosity of the media, the image analysis technique was used. Images were captured using the “Leica D50 optical microscope” with a magnification of 160 times. The image processing was performed using MATLAB R7.6.0 software as explained in section Methods-Determination of knitted fabric porosity.
In the same manner as for the contact angle and the air permeability, porosity is evaluated after varying fabric weight, coating concentration, number of perforations/inch of the screen, pressure and temperature according to the experimental design presented in Table 4. Graphical and statistical analyses of obtained results were performed using MINITAB software.
Figures 12 and 13 present the main effects and the interaction plots for porosity percentage, respectively. As shown in Figure 12, the most significant parameter which influenced porosity is the fabric weight. Pressure and mesh number are two less-significant parameters. The temperature and the coating concentration have no influence. In fact, there are two types of porosity: the intra-yarn porosity caused by the void spaces situated between fibres in yarns and the inter-yarn porosity caused by the void spaces between yarns on the surface and inside fabrics. The great difference in terms of porosity observed between the studied fabrics F1 and F2 (mean values of 35.56% and 25.55%, respectively) is principally due to their cover factors. Fabric F2 presented more important cover factor than F1 due to the use of higher values of yarn counts and densities.
Main effects plot for porosity of treated knitted fabrics. Interaction plot for porosity of treated knitted fabrics.


ANOVA table of the porosity for the studied parameters (S = 1.62958; R2 = 96.03%).


Contour plots of porosity (hold values: fabric weight = 225 g.m−2; coating concentration = 50%; pressure = 12 bar; mesh number = 125 perforations/inch; temperature = 160 ℃).
Optimum conditions of waterproof treatment applied on the two types of knitted fabrics (F1 and F2).
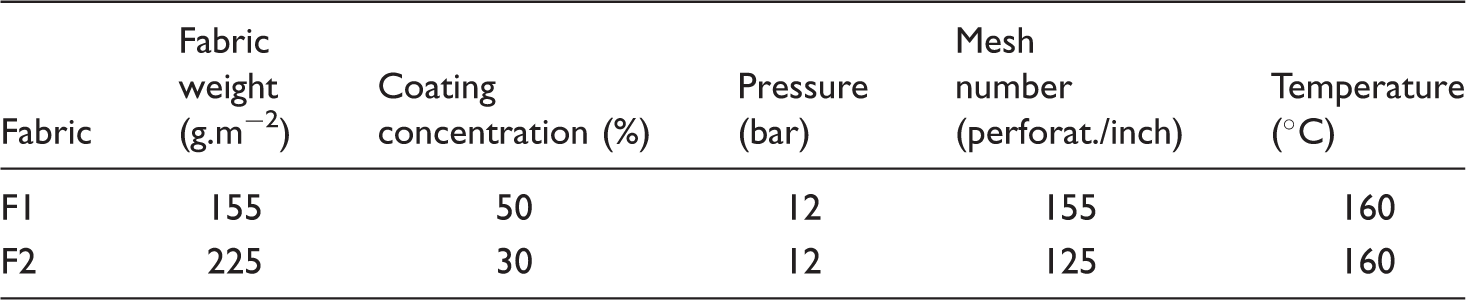
For the two types of fabrics, maximum values of squeegee pressure (12 bar) and temperature (160 ℃) are needed to obtain maximum effect of waterproof treatment. Pressure of 12 bar allows high amount of coating solution pushed out through the screen perforations and then applied on the surface. Temperature of 160 ℃ ensures the most important reaction rate of the used fluorocarbon coating (crosslinking reaction).
However, some differences between the obtained optimum conditions for the two types of fabrics are observed. They concerned the coating concentration and the number of perforations/inch. These differences are mainly due to the cover factors of the used fabrics, which are different; the cover factor of the fabric F1 is less important than F2. Consequently, fabric F1 needs more important amount of coating solution applied on the surface to constrict the inter-yarn pores and thereby restrict the passage of water. At the same pressure (maximum value of 12 bar), the larger the mesh number is, the higher the amount of coating pushed out through the screen perforations and then applied on the surface is. In addition, fabric F1 requires more amount of fluorocarbon agent to obtain more hydrophobic effect; here the larger the coating concentration is, the higher the amount of the fluorochemical agent applied on the surface is. These points explain the high values of mesh number (155 perforations/inch) and coating concentration (50%) required in the case of fabric F1.
Characterisation
Contact angle, air permeability and porosity of knitted fabrics before and after waterproof treatment with the optimum conditions (average values of three measurements).

Color differences, bursting and abrasion resistances of knitted fabrics before and after waterproof treatment with the optimum conditions (average values of three measurements).
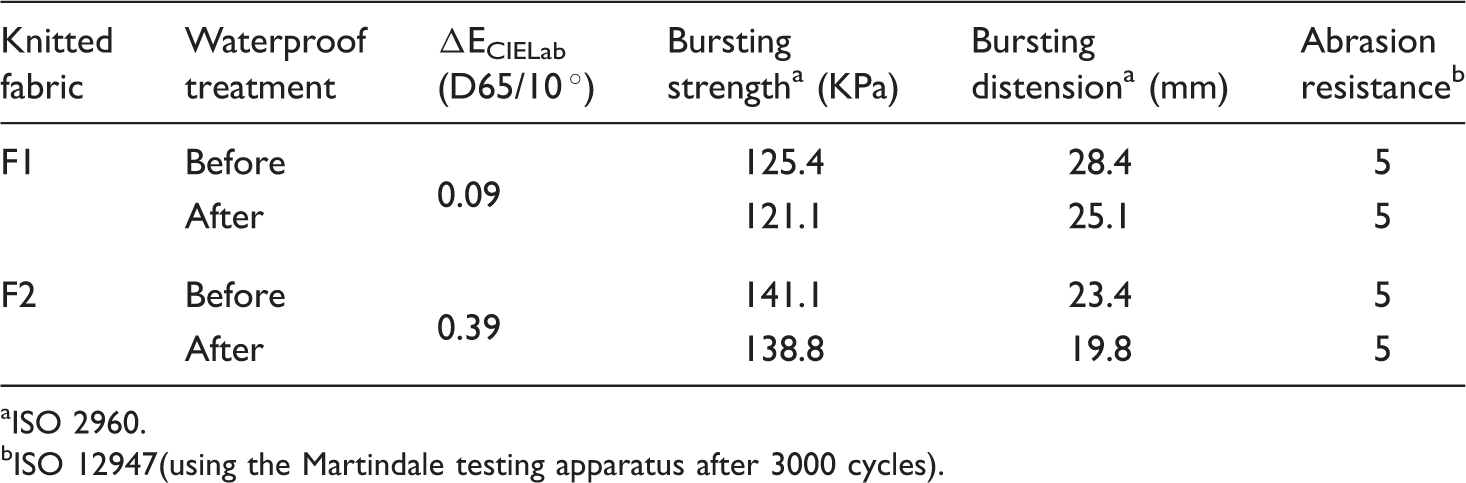
ISO 2960.
ISO 12947(using the Martindale testing apparatus after 3000 cycles).
Conclusions
In this study, we have chosen to create a fine and medium-knit fabric with two different sides. The choice of materials used was based on a survey of desired characteristics. Indeed, we selected the cotton surface to be in contact with the skin. Cotton is a hydrophilic and soft material. The other side of the fabric was made of polyester. A water-repellent treatment was carried out on this side. We adopted the rotary screen coating method to apply the water-repellent layer on the polyester side. In this case a readymade coating from fluorocarbon was selected. The choice of this coating is based on the study of the different products that can be used to have good water repellency. Then we characterised the effectiveness of the coating treatment by first studying the wetting behaviour. It is confirmed that we can produce hydrophobic fabric. Next we checked the conservation of air permeability and porosity. For that reason statistical analyses were used to identify the most influential factors on the controlled characteristics. Among these parameters, the coating concentration and temperature affect the wettability of the treated fabrics tremendously. In this case, the most important interaction is observed between these two parameters. However, for the air permeability and the porosity, the fabric weight is the factor which has the most significant effect; the larger the fabric weight is, the smaller the air permeability and the porosity of samples are. In fact, the air permeability and the porosity depends on the cover factor of the fabric surface; the larger the cover factor is, the smaller the pores inter-yarns are which restricts the passage of air across the surface. Consequently, the surface will be less impermeable to air. In this study, while passing from fabric F1 (155 g.m−2) to fabric F2 (225 g.m−2), yarn counts and wale and course densities are more important. Cover factor of the surface is therefore higher which results in very small size of pores and thereby restricts the passage of air. Squeegee pressure and mesh number presented two less-significant effects on the obtained porosity. The fitted models of contact angle, air permeability and porosity presented high values of the determination coefficient R2. This proved a high degree of correlation between the observed and the predicted values. These models are used to predict the response as a function of the studied factors. They are very useful for establishing desirable response values and operating conditions. Such results may be very practical in application on an industrial scale. The characterisation of the supports obtained under the optimum conditions proved that our fabrics may be considered as waterproof breathable fabrics. In addition, results showed that following waterproof treatment, colour and mechanical properties of samples such as bursting strength, bursting distension and abrasion resistance are not altered by this treatment.
Initially limited to the analysis of three parameters (contact angle, air permeability and porosity), this study can be extended and further tests can be carried out to evaluate the breathability and the comfort aspect of developed fabrics. The use of new generation methods especially “Sweating hot plate” methods (ISO 11092 and ASTM 1868) would allow more appropriate evaluation of textile vapour permeability. These points and others will be studied in our future research work.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors received no financial support for the research, authorship, and/or publication of this article.