
Abstract
Braided polyethylene terephthalate sutures are the first used braided suture. They have to undergo several manufacturing steps including hot stretching. However, there is a lack of literature describing precisely braided suture manufacturing process. Hot-stretching treatment was reported to have positive impact on suture mechanical properties. The main objective of this work is the simultaneous improvement of different mechanical properties related to this treatment. Obtained results show that polyethylene terephthalate suture hot stretching leads to a uniform compact suture with high ultimate tensile strength and low friction coefficient. However, during this treatment suture becomes stiff. By increasing temperature and drawing ratio, suture becomes flexible. Below 200℃, polyethylene terephthalate braided suture shows low friction coefficients difference and low Young’s modulus. Performing overlaid contours plot permitted to determine optimal values for significant manufacturing parameters in order to manufacture polyethylene terephthalate braided suture having at the same time high ultimate tensile strength, low friction coefficient, low extension at break, low rigidity, and high yield point values. In this study, optimal conditions for hot-stretching suture in main heat zone are defined. Reported results show also optimized conditions of suture preliminary hot stretching in order to obtain further best mechanical properties. Results approve that suture hot stretching in main heat zone after preliminary heat without tension involved the best suture mechanical properties.
Keywords
Introduction
Sutures are widely used in surgeries. Their primary function is to hold adjacent wound edges or compresses blood vessels to stop bleeding [1]. Suture material has been used for at least 4000 years [2]. With the advent of new polymers over the past 50 years, new sutures have been developed and introduced periodically [3], such as Vicryl®, PDS®, and Ethibond Excel® sutures. These synthetic sutures are generally semicrystalline polymers. The morphology associated with these materials results in the desired mechanical properties such as stiffness and roughness [4]. Sutures can be absorbable or nonabsorbable. Absorbable suture degrades as the wound or incision heals. Nonabsorbable suture resists to the body’s attempt to break it down and may be removed by a surgeon after incision heal [2, 5–9].
Sutures are made from both monofilament and braided structures. Monofilament sutures have a smooth surface, from which knots can be easily undone. They suffer from relatively high stiffness, which creates problems for surgeons during knotting. Braided sutures, which are obtained by using a circular braiding machine, have a flexible structure. Moreover, they have a greater tendency to break than monofilament suture. They have a rough surface that relives higher tissue reactivity [10, 11]. The polyethylene terephthalate (PET) suture is the first used braided suture, which is a nonabsorbable suture, commonly used in orthopedic, ophthalmic, and cardiovascular surgery [6]. It has a flexible structure with extremely rough surface. The biocompatibility and the high tensile strength of PET, which has long been used for vascular prostheses, suture, or artificial ligaments, has been well documented [10, 12, 13].
The braided suture manufacturing process is partially presented in literature and the available data describe only some steps of this process [14–16]. In order to improve their surface characteristics, braided sutures are generally compacted by hot stretching [17, 18]. Many studies focus on filament drawing during melt spinning process [19]. However, literature concerning hot-stretching step of braided suture is extremely rare. Physical parameters and materials used during industrial hot-stretching process are unknown and kept as trade secrets by the few suture manufacturers. Few researches investigated the effect of hot-stretching treatment applied to braided structure on braided suture properties [18, 20]. The effect of thermal treatments on physical, mechanical, and structural properties of braided suture has been rarely treated in literature.
In this treatment, suture is subjected to a stretching force causing a decrease of braided suture diameter by making it more compact [17, 18]. The stretched braided sutures offer many advantages over nonstretched sutures, notably in their flexibility and security [17]. Hot-stretching suture makes it possible to prepare the strongest suture for a given suture diameter by compacting the braided suture and thus reducing the volume of the voids therein. Another advantage of this treatment, is that it reduces capillarity and allows to obtain a smooth surface, involving generally less tissue trauma [11, 17, 20]. Synthetic suture is stretched under high temperature to allow easy polymeric chains deformation [18, 20]. Washington and Entrekinr developed a new technique for ligature hot stretching [20]. They submitted polyester ligatures to progressive stretch and successive steps of heat treatment. The developed device is composed of a series of rolls with incremented temperature and speed. The effectiveness of any method of stretching is limited by the stretch percentage which must be achieved without substantially damaging the threads of the suture. In fact, the greater the stretch percentage without damaging the threads, the greater the decrease in diameter of the suture and the greater the increase in tensile strength and knot strength [18].
This paper studies the impact of hot-stretching treatment on mechanical properties of PET braided suture. Using simultaneous optimization methodology, the mechanical properties of hot-stretched PET suture, such as breaking load, ultimate tensile strength (UTS), friction coefficients difference, suture rigidity, and elastic zone limits, are optimized.
Materials and methods
Suture manufacturing
Braided suture made of 16 nontexturized PET Dacron® yarns with 49 dtex count and 16 filaments per yarn was fabricated using a HERZOG circular braiding machine with 16-carrier arrangement and cogwheel ratio of 0.069 (Figure 1). A1/2 interlacing braid geometry obtained through 1/1 sequential carrier motion is implemented. Figure 2(a) shows digital image of fabricated braided suture not subjected to hot stretching. Table 1 presents mechanical properties of this suture. Braided suture was then cleaned by scouring and compacted by hot stretching. Samples were scoured by impregnation in a nonionic detergent (SULFOKYL CDS, 50 ml/l) during 12 h at atmospheric temperature.
Circular braiding machine. Digital captured images enlarged 40×. (a) non-hot-stretched suture, (b) hot-stretched suture. Mechanical properties of PET braided suture.


In hot-stretching step, developed heat setting machine by local textile braided cables manufacturer was used. It is composed of two heat treatment zones (Figure 3). Braided suture was supported by braid roll (1) and was passed around feed rollers (2). Then it was drawn around intermediate take-up rollers (4) and passed around main take-up rollers (6). Finally, it was collected on take-up spool (7). Suture was subjected to two thermal sources, inside the preliminary heat zone (3) and main heat zone (5). In the preliminary zone, temperature was limited to 120℃ in the used machine. This temperature is sufficient for preliminary heat without causing material degradation. Suture main stretching was accomplished by main drawing ratio obtained by rotating the main take-up rollers (5) faster than the intermediate take-up rollers (2). Suture can be subjected to preliminary stretching by subjecting suture to preliminary drawing ratio between feed rollers (2) and intermediate take-up rollers (4). The heat setting was accomplished by the action of high temperature in the main thermal chamber and quenching between take-up rollers and take-up spool. The temperature, drawing ratio, and residence time depend on suture size, suture material, and braid construction.
Hot-stretching machine.
For suture hot stretching, Washington and Entrekinr [20] suggested a temperature between 10 and 65.5℃ below the melting point of suture material. Many studies reported that heat setting of PET fibers is realized under temperature between 180 and 220℃ [21]. However, the reported thermomechanical studies prove that PET fibers shrinkage, under dry heating, begins at 150℃ [21], proving mechanical properties change. Gacén et al. [22] observed that structure of fiber dyed with disperse dyes becomes more compact after heat set between 160 and 220℃. According to Deopura et al. [23] the braided suture can be hot stretched to 28% of its original length under temperature beteween 160 and 250℃. During the following study, in main heat zone, used hot-stretching temperatures were between 160 and 220℃. In preliminary heat zone, the used temperature is above glass transition temperature (Tg) and lower than maximum machine temperature. So, machine temperatures between 80 and 120℃ were used.
According to Cook [24] braided and twisted structures can be stretched under a drawing ratio between 15 and 35%. Washington and Entrekinr [20] showed that the drawing ratio of suture should be between 6 and 25%. In our study, drawing ratios between 10 and 90% were used in order to study the effect of main and preliminary drawing ratio. Residence time in the main heat chamber and take-up spool rate was also changed in order to study the effect of hot stretching and quenching time on mechanical suture properties.
Levels of studied factors in main heat zone according to a central composite design plan.

Levels of studied factors in main and preliminary hot-stretching zones according to Taguchi plan.

Experimental hot-stretching conditions during the first study step.

Experimental hot-stretching conditions during second study step.

Experimental conditions during the third study step.

According to USP32-NF27 S2 monograph for nonabsorbable sutures, all developed hot-stretched braided sutures have a USP number of 3–0 [7].
Determination of tensile mechanical properties
A traction machine (Dynamometer LLOYD, England) with a constant rate of extension was used. All tensile tests were performed according to ASTM D76-99 standard test methods. The load cell was chosen such that the tensile force of tested sutures was between 10 and 90% of the load cell’s capacity [25]. All tests were carried out in a controlled environment of 21 ± 1℃ temperature and 65% ± 2% relative humidity per ASTM D1776-04 [25]. A straight pull tests procedure adopted from Instron®’s test method and USP pharmacopeia convention was used. The suture specimen undergoes a longitudinal traction until rupture at a strain rate of 300 mm/min [26] with a 100 N load cell and 150 mm initial gauge length. Figure 4 shows the experimental device. The average value and standard deviation of breaking load (N), UTS (MPa), Young’s modulus (GPa), extension at break (%), yield stress (MPa), and yield strain (%) were determined based on a samples size of N = 10.
Straight pull test device.
Determination of the friction coefficient difference (FCD) (
)
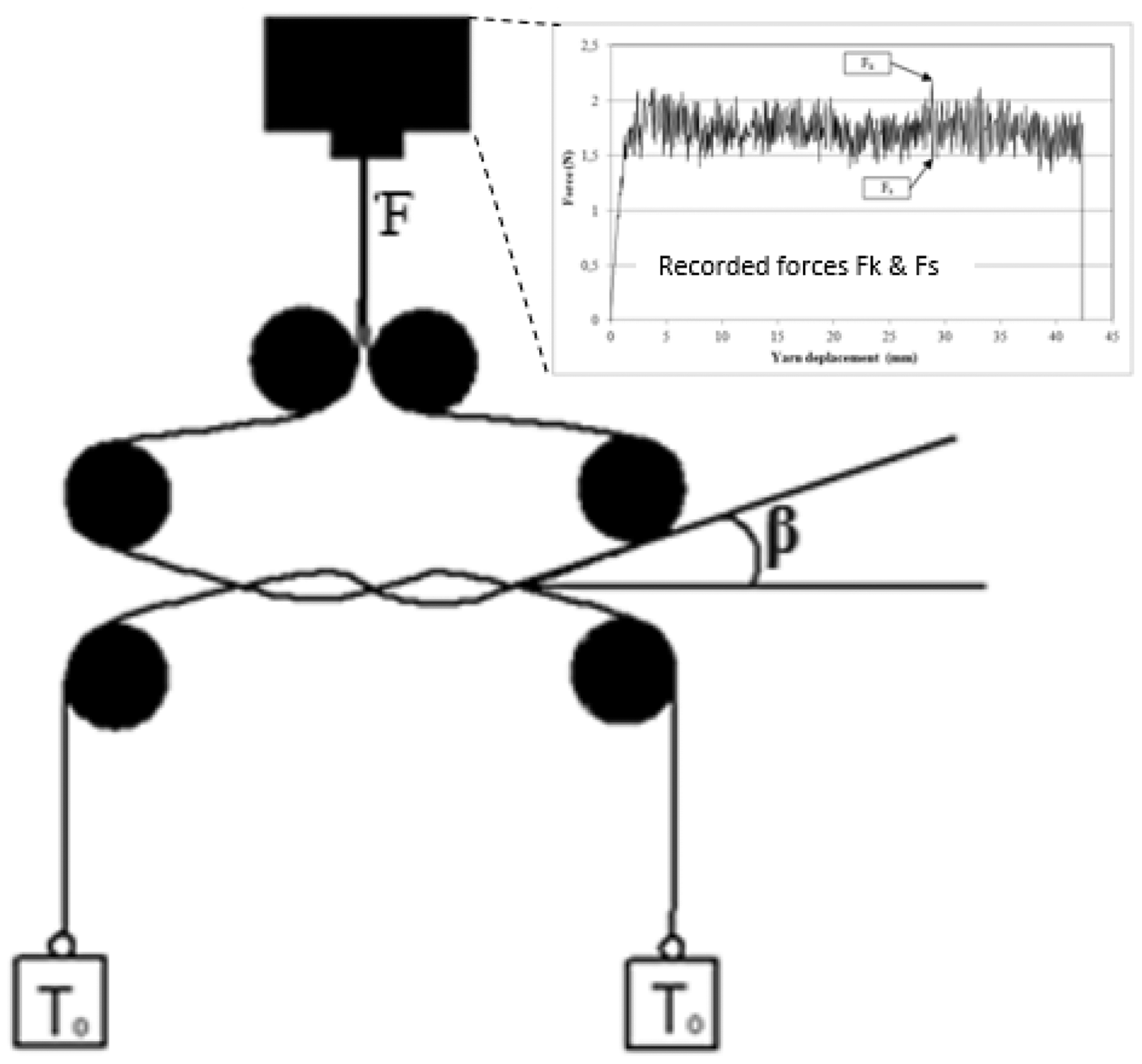
The friction twist method was used to study friction properties of fabricated braided suture. We developed the FCD test in our previous works [11]. Two sutures are warped together and the tension, noted (F), generated from the movement of one suture over the other was recorded (Figure 5). Sutures were compared in terms of average of FCDs ( Friction coefficient
Device used to measure friction coefficient by twist method. Recorded tension Initial tension Warp number Angle between warped sutures
Minitab 16 statistical software (Minitab Ltd, United Kingdom) was used to determine the response graphs and run the Taguchi design of experiments to identify the main effects affecting the mechanical properties of the braided suture.
Results and discussion
The primary purpose of the present paper is to study the impact of hot-stretching step on mechanical properties of braided PET sutures. Table 7 presents mechanical properties of hot-stretched suture in main heat zone corresponding to first study step. Most important factors for each mechanical property corresponding to hot stretching in main heat zone were identified from main effect plots generated by factorial analysis presented in Figure 6.
Main effect plots of mechanical properties of hot-stretched suture in main heat zone. (a) breaking load (N), (b) ultimate tensile strength (MPa), (c) extension at break (%), (d) yield strain (%), (e) yield stress (MPa), (f) young’s modulus (GPa), and (g) µs–µk. Mechanical properties of hot-stretched suture in main heat zone.
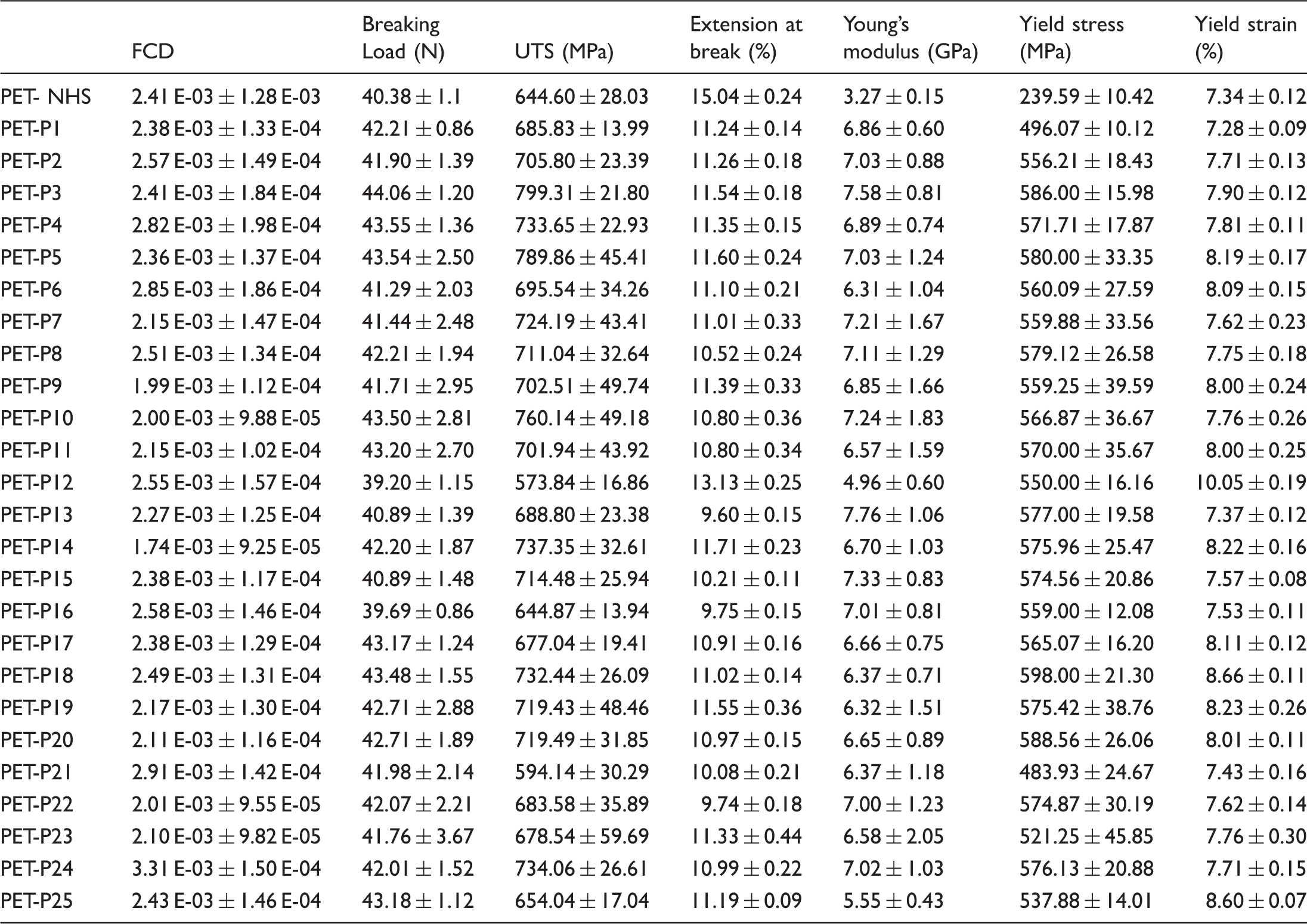
From Figure 6(a) and (b), it can be seen that main drawing ratio is the most important factor affecting breaking load and UTS. In fact, we can see a rise of breaking load and UTS under high main drawing ratio. Highest UTS value equal to 760.14 ± 6.11 MPa, which is 20% higher than that of non-hot-stretched sample, is obtained by hot-stretching suture under main drawing ratio of 90%. In fact, mechanical properties of polymeric materials are known to greatly depend on the orientation and extension of their molecular chain [27]. Consequently, the extension and orientation of chains during hot-stretching step gives rise to an increase of suture strength. Frank and Wendorff [28] reported that after polymer hot stretching, mechanical properties of oriented polymer become predominantly determined by those of the strong covalent bonds along the chain backbone rather than by the weak van der Waals bonds between neighboring chain molecules. Chains orientations seem to be the main reason of braided suture resistance rise. The reported increase of UTS can be explained also by the decrease of suture diameter.
In the case of hot-stretched suture, relaxation of locked-in stress generated during manufacturing is accentuated and this leads to more stable structure and hence to low residual shrinkage. This change in crystal structure due to heat treatment may be the cause of the decrease in breaking extension after hot-stretching step (Figure 6(c)). Rath et al. [29] proved also that shrinkage decreases with heat treatment under high temperature, at fixed load for PET tire cord. Vasanthan [27] demonstrated that at a high temperature less shrinkage occurs for heat-treated samples at fixed length than for those heat treated under free shrinkage conditions because of the presence of a greater degree of residual stress in these fibers. Moreover, suture is easily stretched under a high temperature and braid filaments are fixed in oriented state and consequently breaking extension is reduced. The increase of breaking extension when residence time increases can be explained by the rise of polymer shrinkage with prolongation of heat treatment time.
In stress–strain curve, yield point represents the limit of elastic zone. By analyzing yield stress and strain values, the width of the elastic zone is determined. It represents the extent of suture elasticity. A rise of yield stress and yield strain values after hot stretching is noted from Table 7, hence the improvement in the elastic propriety of braided suture after hot-stretching treatment. This improvement can be explained by braid filaments’ orientation during hot stretching. In fact, stress–strain curve of non-hot-stretched suture shows a first zone of braid filaments’ orientation under applied load. However, hot-stretched sutures do not exhibit orientation zone in stress–strain curve and braid filaments are directly subjected to traction force. Consequently, stress–strain curve of hot-stretched suture will be principally engendered by filaments’ behavior. Figure 7 shows examples of hot-stretched sutures, with linear behavior. Non-hot-stretched suture curve shows nonlinear behavior with two zones.
Load–strain curves of non-hot-stretched suture and examples of hot-stretched sutures.
Under different hot-stretching conditions, yield strain shows nearly the same behavior as breaking extension (Figure 6(d)). In fact, yield strain variation is nearly proportional to breaking extension variation. From Figure 6(d), it can be seen an increase of yield strain with increase of principal drawing, confirming the correlation between yield strain and orientation of braid filaments. The yield stress improvement when temperature increases (Figure 6(e)) proves the improvement of recovery properties with the temperature increase. This is explained by relaxation of molecular chains in new stable state.
Table 7 and Figure 6(f) show an increase of braided suture rigidity illustrated by an increase of Young’s modulus from 3.27 ± 0.15 GPa to 7.24 ± 1.83 GPa after suture hot stretching under main drawing ratio of 90%. This increase of suture rigidity is explained by fixation of suture yarn in stretched state in the thermal chamber. When suture is hot stretched at temperature equal to 200℃, Young’s modulus decreases to 5.55 ± 0.43 GPa. This phenomenon can be explained by the fact that under high temperature, the thermal vibrations are sufficient to cause spontaneous rupture of hydrogen bonds and obtain new molecular state. The higher the temperature, the higher the movement of polymer chains is and polymeric suture is set in relaxed state. So, PET suture becomes more flexible after hot stretching under higher temperature. Similar observations are reported in previous works [11].
Figure 6(g) illustrates the decrease of friction coefficients difference (
Overlaid contour plots (Figure (8)) of extension at break (%), UTS (MPa), FCD ( Overlaid contour plots of main factors effect on PET suture properties. (a) hold values: take-up spool rate (m/min): 11, residence time (min): 1.25; (b) hold values: take-up spool rate (m/min): 9.5, residence time (min): 0.75; (c) hold values: take-up spool rate (m/min): 10.25, residence time (min): 1.
The second step of this study is dedicated to the optimization of preliminary hot-stretching conditions in preliminary heat zone. So, sutures were fabricated in optimum conditions in main heat zone: residence time = 1 min, take-up spool rate = 10.25 m/min, temperature = 200℃, and main drawing ratio between 30 and 90%. PET braided sutures are also submitted to preliminary hot stretching prior to main hot stretching in the conditions presented in Table 5. Table 8 presents obtained results of all fabricated sutures with preliminary hot stretching. Figure 9 illustrates main effect plots generated by factorial analysis of the most important factors for each response related to hot stretching in preliminary and main hot-stretching zones.
Main effect plots on mechanical properties corresponding to hot-stretched suture in preliminary and main heat zone. (a) breaking load (N), (b) ultimate tensile strength (MPa), (c) extension at break (%), (d) yield strain (%), (e) yield stress (MPa), (f) young’s modulus (GPa), and (g) µs–µk. Mechanical properties of hot-stretched suture in main heat zone after preliminary hot stretch. Mechanical properties of hot-stretched suture in optimal conditions.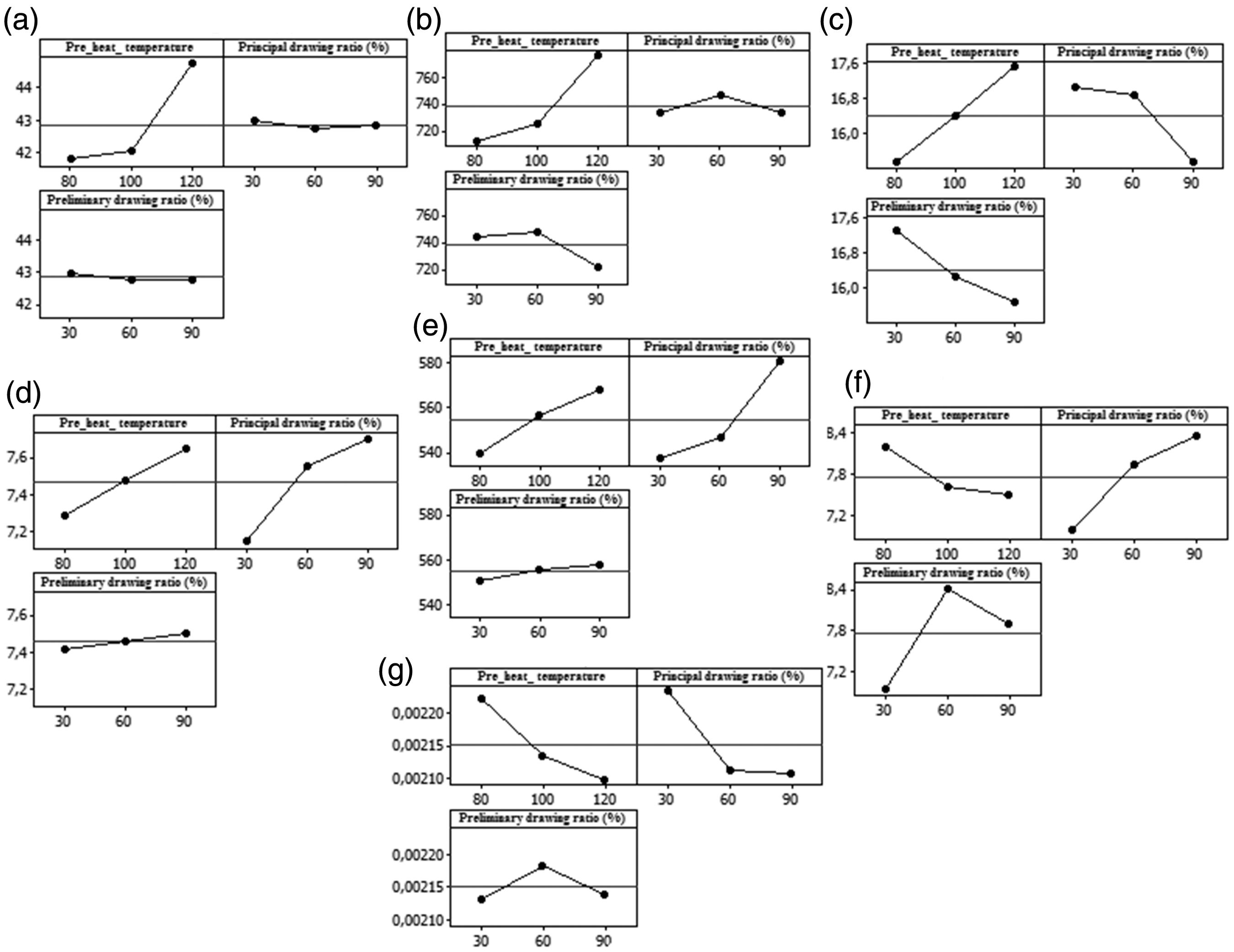
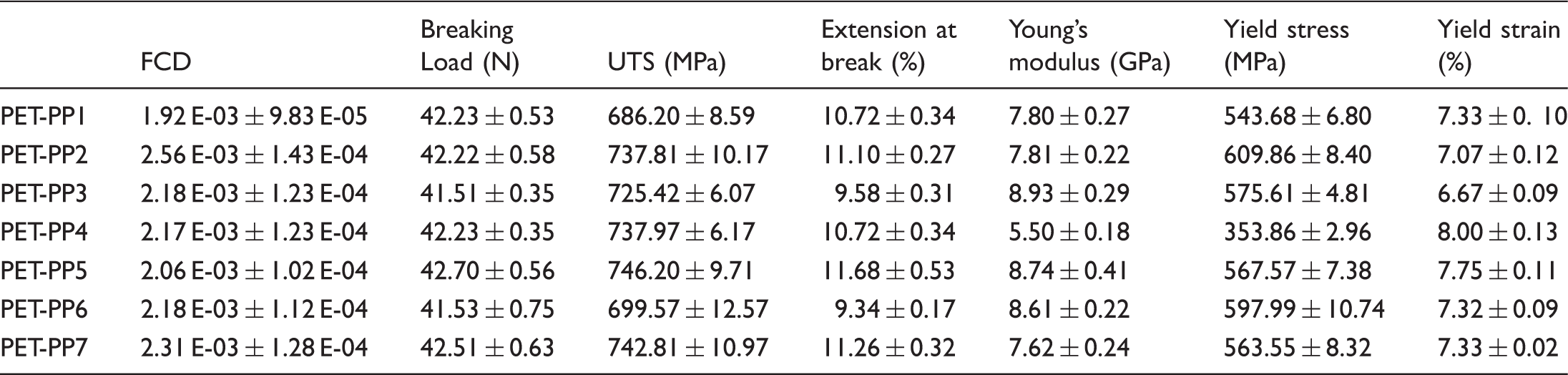

From Figure 9(a) and (b), it can be seen an increase of breaking load and UTS with the increase of preliminary hot-stretching temperature. During preliminary heat, polymeric chains are initially heated before main hot stretching. So, suture elongation in main hot-stretching zone becomes easier with preliminary heat. However, the increase of preliminary drawing ratio involves decrease of UTS as a consequence of suture material weakness by extension in preliminary heat zone.
The observed decrease of extension at break after increase of main and preliminary drawing ratios is similar to the result reported in previous section (Figure 9(c)). However, an increase of extension at break of suture preliminary hot stretched under high temperature is observed. This may be explained by shrinkage of PET suture material during this treatment by prolongation of heat time under high temperature above glass transition temperature. This confirms the result obtained in the first step of this study.
From Figure 9(d) and (e), it can be seen that preliminary heat temperature and main drawing ratio are most important factors having an effect on yield strain and stress properties of hot-stretched suture. It is notable that preliminary heat temperature has a positive effect on elastic proprieties of braided suture. Thus, preliminary heat and increase of main drawing ratio permit to obtain elastic braid suture with high yield stress and strain values.
Figure 9(f) shows that suture rigidity increases with increase of main drawing ratio, illustrated by the increase of Young’s modulus. This corresponds to the same phenomenon reported in the previous section when suture was hot stretched without preliminary hot stretching. It is explained by the heat setting of braid filaments in straight shape after partial orientation in braid. However, increase of preliminary drawing ratio decreases the braid rigidity as a result of filaments’ stretching and formation of new macromolecular state having flexible structure. Moreover, suture becomes extremely flexible when low preliminary drawing ratio and high preliminary temperature are used. In fact, lower Young’s modulus is obtained when hot-stretching suture after preliminary hot stretching under low drawing ratio and high temperature. In this case, PET macromolecular chains are well relaxed in preliminary heat zone and prepared to hot stretching in main hot-stretching zone. So, after hot stretching, new macromolecular states are formed in these filaments which make the suture more flexible.
When preliminary heat temperature and main drawing ratio increase,
Overlaid contour plots (Figure 10) of UTS (MPa), extension at break (%), FCD ( Overlaid contour plots of main factors in preliminary heat zone. (a) hold values: principal drawing ratio (%) = 30, (b) hold values: principal drawing ratio (%) =90, (c) hold values: principal drawing ratio (%) = 60.
For further improvement of PET suture mechanical properties, suture was submitted to hot stretching in main zone, after preliminary heat under a temperature of 120℃ without tension in preliminary heat zone. In the next part of this study, the optimized result obtained in the first step of this study at fixed values of residence time and take-up spool rate at 1 min and 10.25 m/min is considered. So, temperatures of 200 and 220℃ and main drawing ratio equal to 50 and 90% for hot-stretching suture were used. Figure 11 and Table 9 show mechanical properties of hot-stretched suture under these optimized conditions determined in the first and second step of this study.
Mechanical properties of hot-stretched suture under optimal conditions. (a) breaking load (N), (b) ultimate tensile strength (MPa), (c) extension at break (%), (d) 
The best UTS is obtained by hot-stretching suture under temperature of 200℃ and main drawing ratio of 90% after preliminary heat without tension (Figure 11(b)). All fabricated sutures show low FCD (
Figure 12 shows overlaid contour plots of UTS (MPa), extension at break (%), FCD ( Overlaid contour plots of main factors during hot-stretching suture in optimal conditions.
Conclusion
During manufacturing, polymeric fibers are formed into molecular structures having crystalline and oriented chains in the fiber direction. Although polymeric fibers are highly oriented and crystallized, amorphous regions still exist in the yarns, and these regions significantly influence the sutures’ mechanical properties during hot-stretching step. The obvious changes in the PET suture mechanical proprieties amend overall suture properties during tying and after implantation. For this reason, thermal treatment conditions have to be rigorously chosen during hot stretching.
In this study, impact of the main factors in main and preliminary heat zones on mechanical properties has been studied and discussed. Temperature and main drawing ratio appear as the most influential factors in the main zone. It was demonstrated that suture hot stretching improves suture mechanical properties, such as decrease of irregularity in PET suture surface and increase of UTS. However, suture becomes stiff when increasing drawing ratio. A correlation between the different mechanical proprieties of the suture was established. Compromise regions of treatment conditions were obtained with overlaid contour plots method in order to determine optimal conditions. The analysis of effect of preliminary hot-stretching conditions on final mechanical properties allowed to determine the best conditions using the overlaid contour plots. Consequently, we recommended hot stretching suture in main heat zone after preliminary heat without tension. The best hot-stretched suture is obtained by hot-stretching suture under temperature of 220℃ and principal drawing ratio of 50% after preliminary heat setting without tension.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.