
Abstract
The paper focuses on the development of novel absorbent nonwoven structures by using natural biodegradable carboxymethylcellulose (CMC), alginate and polylactic acid (PLA) fibres. These fibres have been blended and reinforced with synthetic hollow polyester (HPES), polypropylene (PP) and hollow viscose (HV) fibres. The main aim was to enhance the wicking properties of the structures for minimising the pooling of exudate and maceration. It is also aimed to enhance the integrity of structures to minimise the contamination of wounds due to loose fibres. The incorporation of PLA into wound dressings has been attempted for the first time and their functional properties have been studied. The single-fibre, blended and hybrid fabrics have been engineered. The results demonstrate that HPES reinforcement has a critical importance for CMC fabric in terms of wicking properties, tensile properties and air permeability. It has also been demonstrated that the contribution of PLA in the wound dressings is to enhance the properties such as absorbency, wicking, flexural rigidity and air permeability.
Keywords
Introduction
Nowadays, technical textile products have found a wide range of applications in personal hygiene, healthcare and medical textiles. One of the main structures used for the healthcare and hygiene applications is the nonwoven fabric. Nonwoven fabrics are relatively easy to process and have significantly lower production costs due to the shorter production cycles than any other textile structures, such as weaving and knitting. The use of nonwoven fabrics in medical textiles also provides essential features, such as high absorption, superior permeability, versatility and flexibility. Most of the nonwoven based medical products are single-use and disposable. The proportion of single-use and disposable products is around 70%. Generally, the nonwoven fabrics are manufactured in two main stages. The first stage is the web formation, and the second stage is the bonding of the web fibres together. Normally, dry laid fabrics, such as needlepunched, hydroentangled, thermal bonded and polymer laid fabrics, such as spunlaid, meltblown and nanowebs are used for healthcare and medical products. Nonwoven fabrics are commonly used to manufacture textile based composites because they possess light weight, flexibility, greater blending options, high strength etc. [1,2].
The vertical movement of the barbed needles bonds the webs together in the needlepunching process. Needlepunched nonwoven fabrics have three dimensional (3-D) fibre reinforcing structures due to the entanglement or interlocking of the fibres [3]. Needlepunched nonwoven fabrics have superior resilience. Short and waste fibres can be converted into engineered nonwoven structures by using needlepunching due to its inexpensive and flexible production technique [4–6].
Comprehensive wound assessment, which includes wound classification, colour, depth, shape, size, amount of exudate, wound location, and the environment of care will all influence the choice of the wound dressing [7]. Some of the wound dressings can cause tissue maceration, due to the pooling of the exudate at one small area of the dressing. The maceration usually is caused due to excess moisture, which can delay wound healing. The dressings can achieve the maximum absorption when they are applied on heavily exudating wounds. The optimum level of moisture has to be provided for reducing the wound healing time. The high levels of exudate combined with the pro-inflammatory mediators result in a detrimental effect on healing, including wound enlargement and damage to the periwound skin, such as maceration and excoriation. It has been shown that when the wound exudate had been absorbed into the dressings and retained, the maceration has been decreased [8]. The basic principles of wound management are maintaining a moist environment at the wound surface and the removal of excess fluid from wound skin to prevent maceration or erosion of the wounds. The ability of a dressing to manage exudate and prevent maceration during healing is one of the most desirable properties for the cavity wound dressings [9]. Another reason for the maceration is lower and higher degree of adhesion and some hydrogels [10]. Wound infection is related to the maceration of the wounds and the wound infection can delay the wound healing and can cause additional damage to the wound. The dressing removal can be problematic for the patient such as discomfort and painful, when the dressing does not possess enough tensile strength during the removal of the dressing. The mechanical properties of carboxymethylcellulose (CMC) and alginate fibre based wound dressings have been found to be poor [11].
This study presents a number of novel nonwoven fabrics produced with a combination of CMC, alginate, polylactic acid (PLA), hollow polyester (HPES), polypropylene (PP) and hollow viscose (HV). The research was aimed to enhance the wicking and tensile properties of nonwoven dressings for reducing the maceration and pooling of exudate and providing enough mechanical strength for painless dressing removal. The nonwoven fabrics were manufactured using the needlepunching technique. Several characteristics of the single-fibres, fibre blends and hybrid fabrics were tested and analysed, including their dimensional properties, absorbency, rate of absorption, wicking, tensile properties, flexural rigidity and air permeability.
Materials and methods
Materials
Staple length and linear density of fibres.

Manufacturing of single-layer and hybrid wound dressings
Prior to the processing of nonwoven fabrics, the fibres were conditioned for 48 h in 65 ± 2% relative humidity and 20 ± 2℃ temperature. The fabrics were produced by using Automatex Laboratory Nonwoven Line, Nuova Automatex, Italy. The line consists of the carding system, cross-lapper and needle loom. The fibres were separated and orientated with the carding system and converted into a single layer web. The basic function of the cross-lapper is to form preferentially oriented structures primarily in the cross-machine direction. The webs were mechanically bonded together by the needle loom. Similarly, the purpose of needling is to form required level of interlocking between the fibres. In this study, 14 different nonwoven fabrics were produced with different combinations of fibres and structures; 3 fabrics with single-fibres, 4 fabrics with two blended fibres and 7 hybrid fabrics. Both 100% HPES and 100% PP nonwoven fabrics were only manufactured for using them as a layer of the hybrid fabrics and their wicking and rate of wicking were also determined.
Methods
Absorbency, rate of absorption and wicking properties
The absorbency of the fabrics was determined by using BS EN 13726-1:2002 section 3.2 free swell absorptive capacities. For this test, 5 cm × 5 cm fabric specimens were prepared. All the prepared specimens were weighed and recorded and placed in Petri dishes before testing. The solution A was warmed to 37 ± 1℃ and 40 times the mass equivalent of the specimen were dispensed slowly and gently onto the specimens in the Petri dishes. The Petri dishes were then placed in an incubator for 30 min at 37 ± 1℃ (body temperature). After 30 min of conditioning, the dishes were removed from the incubator and suspended by one corner by using tweezers to allow the excessive solution to drip off for 30 s and reweighed for wet mass [12]. The vertical wicking test specimens were prepared to 15 mm width and 100 mm length in both machine and cross directions. The vertical wicking tests were performed five times for each dressing specimen. Eosin B was added into the solution A to determine the fluid wicking distance. The specimens were slowly immersed into the solution A vertically up to 10 mm length and left for 60 s [12–14]. The aim of the fluid lateral wicking test was to determine how dressings perform in terms of fluid movement through and across the tested dressings. The test was performed by using a plastic vial containing 20 ml of horse serum which was placed at the centre of the dressings and held in place for 60 s. After 60 s, the non-absorbed horse serum was removed, and the images of the tested dressings were taken to analyse the wicking area using the Image Tool Software. The dressings’ rate of absorption was measured in accordance with the sinking method [15].
Physical, tensile, flexural rigidity and air permeability of fabrics
The fabric specimens were prepared with 30 cm length x 5 cm width. The specimens were taken from the machine direction, cross direction and 45° of the fabrics. The specimens were then mounted in the jaws of an Instron Universal Tester with 200 mm gauge length and 300 mm/min rate of elongation. For each fabric type, five measurements were carried out and the mean values were calculated.
The fabric stiffness, depending on the bending length and flexural rigidity of the fabric was determined by using the Shirley Stiffness Test, in accordance with BS 3356:1961 [16]. The test specimens were cut into 25 mm width and 200 mm length. Three specimens in each direction were tested and the mean values were calculated.
Air permeability of the fabrics was tested by using the Shirley Air Permeability Tester [17]. Three specimens were evaluated for each type of fabric. The specimens were cut as a circle with 6 cm diameter with a test area of 508 mm2. Air was admitted into the compartment at one side of the fabrics and sucked using a vacuum at the other side of the compartment. The mass (g−2) and thickness (mm) of the nonwoven fabrics were determined in accordance with BS EN 12127:1998 and BS EN ISO 9073-2:1997, respectively.
Results and discussion
Area density, thickness and bulk density.

The single-fibre fabrics were produced by needling on both sides of the fabric. The multi-layer (hybrid) fabrics were prepared by using two layers of the main fibre fabrics and one layer of the reinforcement fabric. The hybrid dressings show some superior advantages; the main advantage is the possibility of using different components within the dressing to encourage maximum healing and providing protection from external influences. The main disadvantages of multi-layer dressings are their higher cost in comparison to the single layer products due to the extra processing steps required. In this study, it was intended to combine the advantages of single and multi-layer dressings. For this purpose, the blended fibre fabrics were produced at a ratio of the main fibres (CMC, alginate, PLA) being 75% and additional fibres (HPES, PP, HV) being 25%. It is observed that the blended fibre fabrics are easy to process as compared to 100% CMC and alginate fibre fabrics, which could help in reducing the production time and increasing the productivity.
Absorbency, rate of absorption and wicking properties
Absorbency, rate of absorption and wicking properties of fabrics.

MD: machine direction; CD: cross direction.
Percentage change in absorbency and wicking of fabrics in blended and hybrids as compared to the single-fibre fabrics.
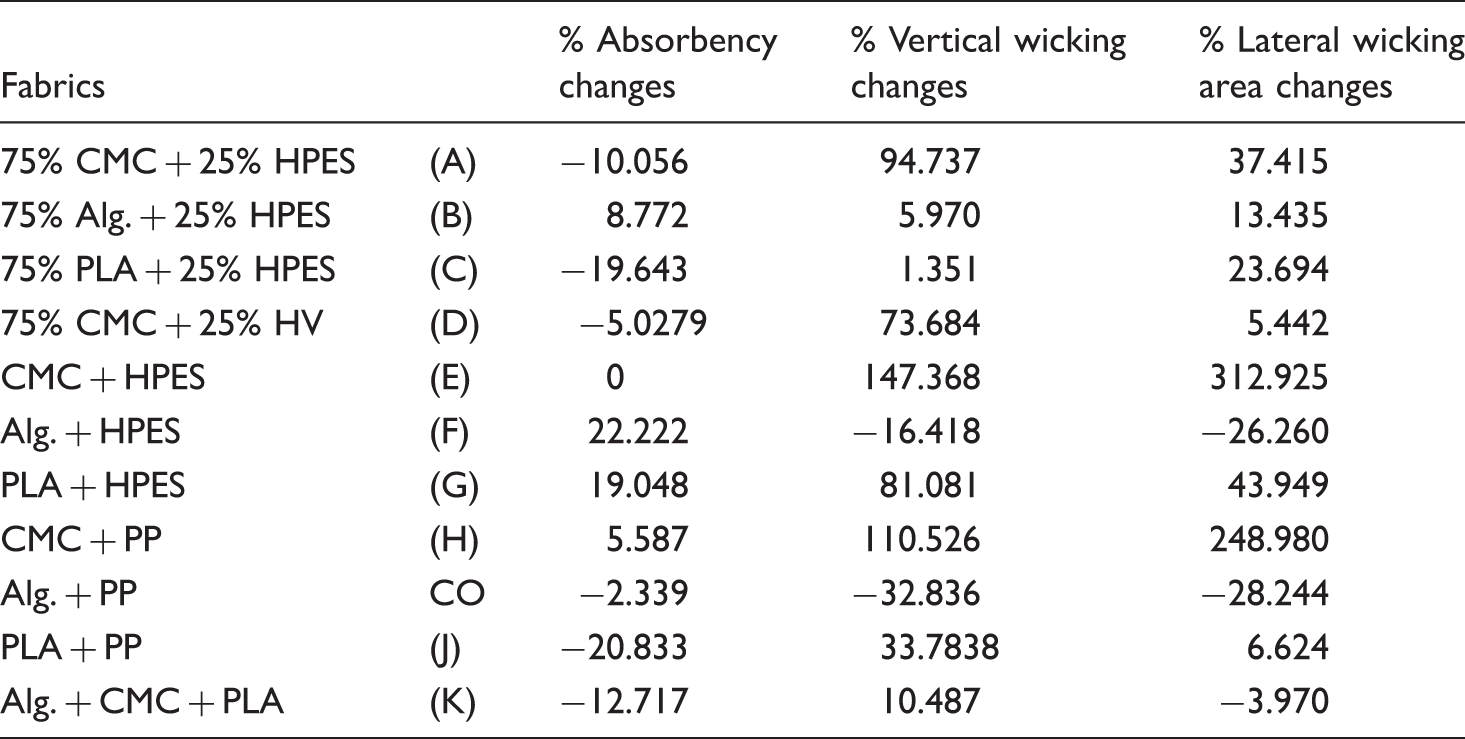
The usage of HPES as a layer of the hybrid structure possessed the highest absorbency values for alginate and PLA fabrics and the CMC fabric’s absorbency did not change with HPES layer reinforcement. The alginate and PLA fabrics’ absorbency improved with the HPES reinforcement by about 22% and 19%, respectively. It can be observed that the absorbency of the fabrics increased when blended with 25% HPES fibres or by using as a layer mainly due to the hollow structure of PES. The hollow channel present in the structure may act as reservoir and this could possibly contribute for the higher absorbency. In other words, the HPES does not absorb the fluid, but only holds the fluid in place. This function directly enhances the absorbency of the fabrics. It can be seen from the absorbency results that depending upon the processing method applied either blended or hybrid, CMC, alginate and PLA fibres have a critical effect on the absorbency property of the fabrics, in combination with HPES fibres. The absorbency of the HPES reinforced hybrid fabrics was significantly higher than 25% HPES blended fabrics. This can be attributed to the closer link of HPES fibres with each other in a nonwoven layer form rather than just blending in the fibre form. The HPES fibres may not be as efficient in absorbency when blended with the main fibre types in the fibre form. The usage of PP layer in the alginate and PLA hybrid fabrics decreased the absorbency; on the other hand, PP reinforced CMC hybrid’s absorbency increased by about 6%.
It is observed that the rate of absorption of the fabrics was directly affected by the changes of absorption behaviour of the fabrics due to the HPES and PP components. An important conclusion of this test is that, when the fabrics were released into the solution A, the hybrid fabrics had higher sinking time than the single-fibre and blended fabrics. CMC of 100% and alginate sank in 3.3 and 4.2 s, respectively, these values were found to be greater than 100% PLA fabrics (0.7 s). This could be explained as the effect of gelling properties of CMC and alginate fibres, these gelling fibres start to gel as soon as they were immersed in the solution, and they need more time for sinking than PLA.
The vertical wicking (mm) and lateral wicking area (%) of CMC fabrics were increased in each case due to the presence of HPES, HV and PP fibres and webs. The CMC fabrics that were designed as hybrid structures with reinforcement with the HPES and PP exhibited a significant improvement in the lateral wicking of fabrics: 313% and 249%, respectively (Table 4 and Figure 1). The vertical wicking of the CMC fabric increased by at least 100% and more when combined with any other fibre type used in this study. In the case of HPES, it is understandable that the fluid moves freely within the fibre because of the presence of hollow channel. The hollow channel allows the free movement of fluid and this contributed the increase in wicking and also rate of wicking. However, this trend is not observed in HV. This may be explained by the fact that the channel collapses when the viscose absorbs high amount of fluid due to more amorphous structures and the consequently the walls of channels weaken.
Lateral wicking area images of fabrics.
It is interesting to note that the wicking of alginate fabrics was substantially reduced when it was blended or reinforced with HPES and PP fibres and webs, respectively. This could be due to the increase in absorbency which decreased the wicking over the test period. The probable reason for the decrease of wicking properties of alginate fibre is its higher swelling and gelling properties, which increases its absorbency. The wicking of PLA fabrics was found to be significantly higher in the each case during this study.
In addition to testing and analysing the single-fibre, blended and hybrid fabrics, and the lateral wicking of 100% HPES and 100%PP nonwoven fabrics were also investigated in order to determine their respective wicking characteristics. The percentage changes were found to be 854% for HPES and 636% for PP, and the rate of absorption was also assessed in order to determine the effecting of HPES fabrics in terms of wicking as compared to the PP fabrics. It was observed that the HPES fabric had faster wicking to exceed the 25 mm distance than the PP fabric (Figure 1). It is well known that PP fibre has superior wicking properties as compared to the other synthetic fibres [18]; however in this study, it was found that the HPES fabric had significantly higher wicking, as well as the rate of wicking than the PP fabric. The horse serum wicked to 25 mm distance in 9.6 s in the HPES fabric and it took 13.2 s in the case of the PP fabric.
Tensile properties
The tensile properties of the single-fibre fabrics are given in Table 5. As expected, the 100% PLA fibre fabric had the highest tensile strength value in comparison to 100% CMC fibre and 100% alginate fibre fabrics. The tensile strength value of alginate fabric was much lower than its counterparts in all directions due to the weaker fibre structure of the alginate fibre. A previous study of the authors also confirms these results [11]. The stress–strain (S–S) curves of single-fibre fabrics in the machine direction are illustrated in Figure 2. The S–S curves substantiate the fact fabric that the 100% PLA demonstrates the highest tensile strength, although it has the lowest area density as compared to the 100% CMC and 100% alginate fibre fabrics.
Tensile properties of 100% fibre fabrics in machine direction. Tensile properties of the single-fibre and hybrid fabrics. MD: machine direction; CD: cross direction; 45°: bias direction; N: Newton.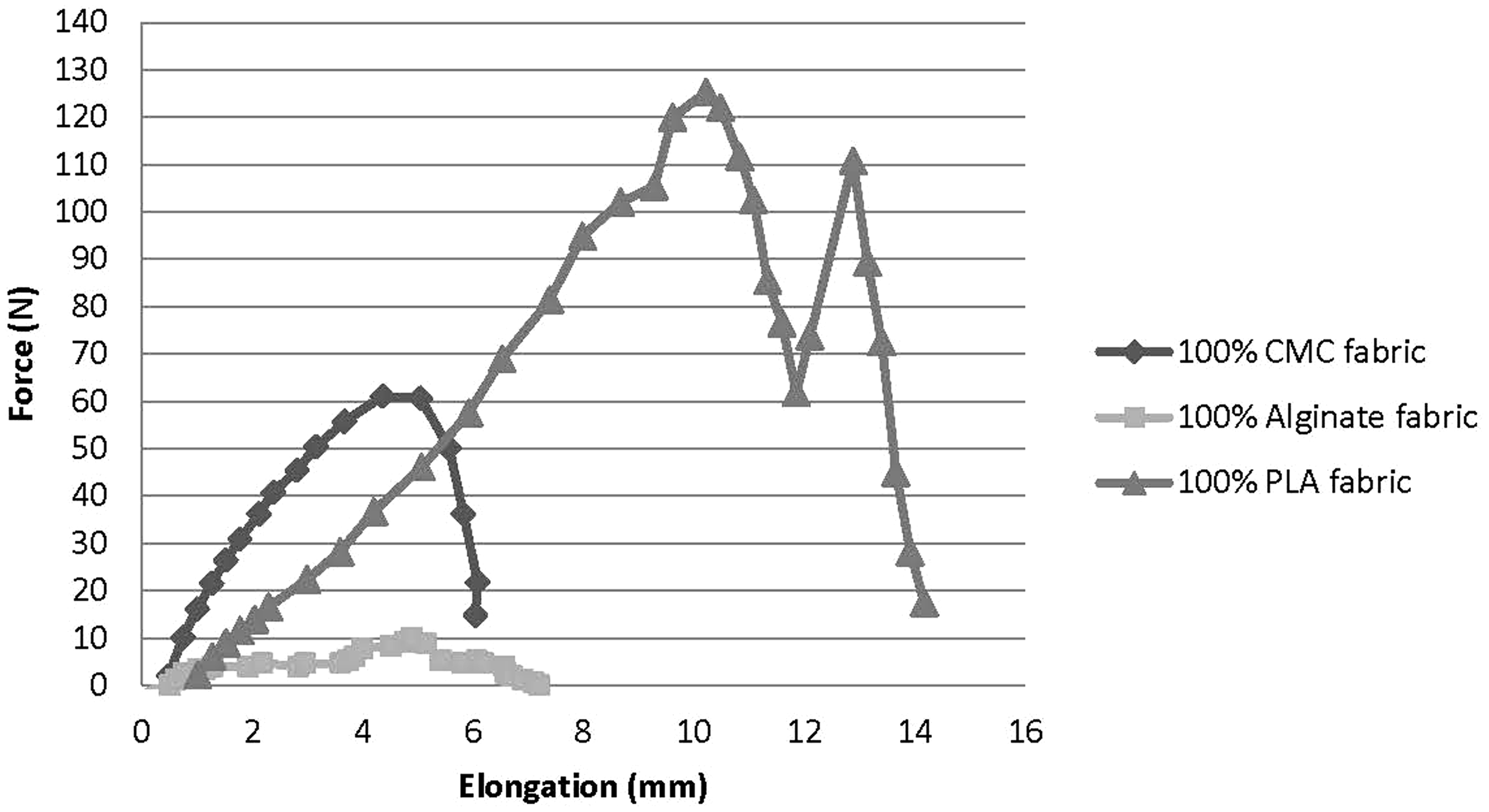

The HPES blended CMC fabric’s tensile strength was 10.3 N in the machine direction and its cross and 45° direction results were 21.5 N and 15.3 N, respectively, whilst 100%CMC fibre fabric’s tensile strength was 61.1 N in the machine direction (Table 6 and Figure 3). It is found that HPES fibre had a significant effect on the tensile strength of the CMC fibre fabrics. In both machine and 45° directions, the tensile strength values of HPES blended CMC fabrics were lower than their 100%CMC counterpart. However, HPES blended CMC fabrics exhibited higher tensile strength than the single-fibre CMC fabrics in the cross direction. The breaking elongation of the CMC fabrics was increased by about 25% due to HPES blend. Twenty-five percent HPES fibre blended alginate fabrics showed similar change. HPES blended PLA fabrics had superior tensile properties as compared to the single-fibre fabric for the cross and 45° directions; however, the machine direction value of the HPES blended PLA fabric was found to be lower than its single-fibre form.
Tensile properties of 75%/25% blended fibre fabrics in machine direction. Tensile properties of blended fabrics. MD: machine direction; CD: cross direction; 45°: bias direction.

There are some scenarios that could explain the decrease of the tensile strength of the blended fabrics. The first scenario is the tensile strength could be affected due to the lack of cohesion between the main fibre and HPES fibre due to their different friction properties in the nonwoven fabric. Secondly, the non-uniformity and/or non-homogeneous structure of the nonwoven fabric can also probably influence the tensile properties. Another possible reason for the decrease in the tensile properties is the area density differences in the nonwoven fabrics. The physical properties of the nonwoven fabric are not easy to control due to random processing of fibres and webs in the fabric structure. These findings require further in-depth study in order to establish the true impact of HPES fibres in the blended fabrics and how it can cause a decrease in the fabric’s mechanical properties.
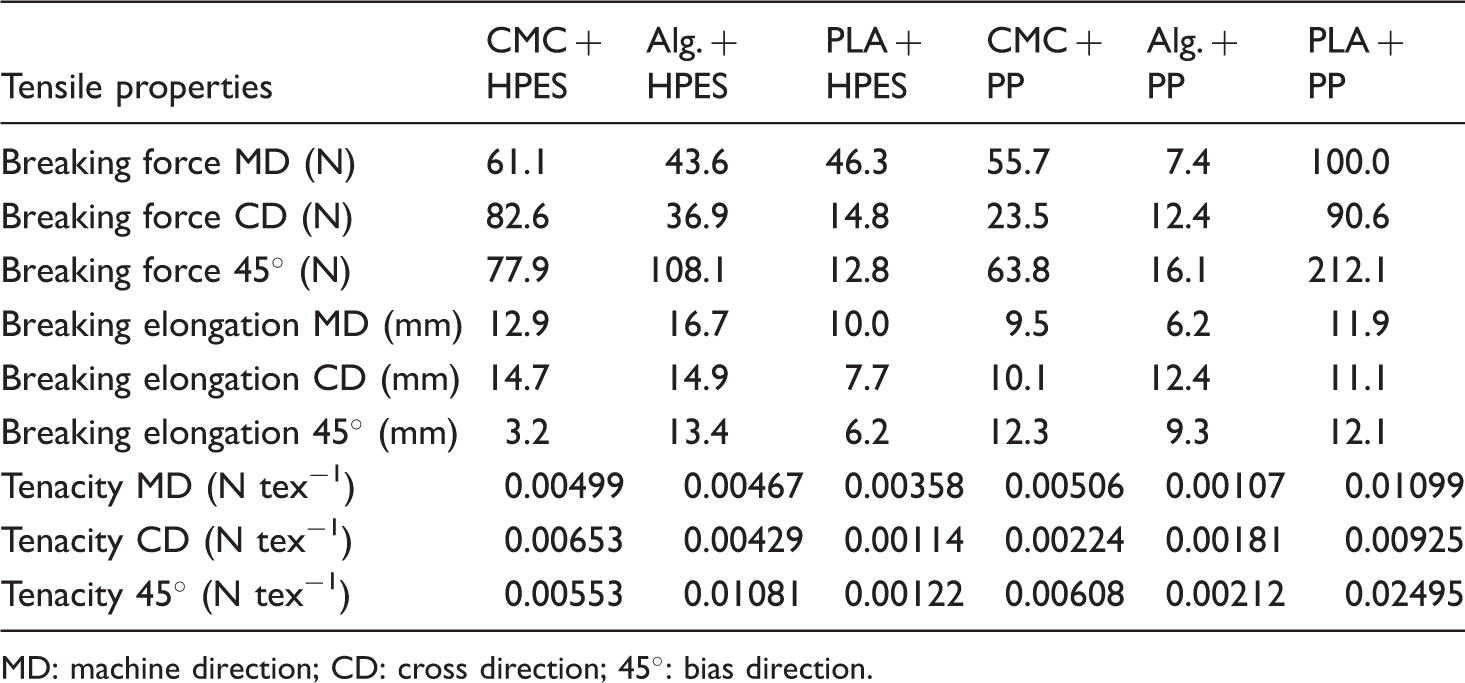
The tensile properties of the hybrid fabrics are given in Table 7 and illustrated in Figure 4. The tensile strength of the hybrids fabrics varied due to HPES and PP reinforcement. The tensile properties of HPES and PP fibre reinforced CMC and alginate fabrics increased significantly. On the other hand, the tensile properties of PLA fabric decreased considerably after reinforced with HPES. This could be that the presence of second process of the needling, to combine two layers in one, could damage the PLA fibres and make them shorter which could cause a reduction in the tensile behaviour of HPES reinforced PLA hybrid fabrics. It is important to note that the tensile properties of the hybrid fabrics are significantly higher as compared to the blended fibre fabrics. It is because HPES component can have a higher influence due to its relatively higher tensile strength when used as individual web layer in the hybrids.
Tensile properties of hybrid fabrics in machine direction. Tensile properties of hybrid fabrics. MD: machine direction; CD: cross direction; 45°: bias direction.
Flexural rigidity and air permeability
The flexural rigidity is the ratio of the small change in bending moment per unit width of the material to the corresponding small change in curvature. Flexural rigidity;
bending length (mm); fabric mass per unit area (g/m2).
Air-permeability and flexural rigidity values.

Air permeability is a quantitative measurement of how well a material allows the passage of air through it and is defined as the volume of air in millimetre which is passed through the dressing in 1 s from 100 mm2 of the fabric at a pressure of 10 mm head of water. The fabrics which contain HPES fibres had significantly higher air permeability due to the hollow structure of PES fibres (Table 8). In a nonwoven structure, since the fibres are not in continuous length and also the fibres align in all directions, there is an entry and exit point which helps the permeability of the air in HPES and HV fibre containing fabrics. The blended fibre fabrics had relatively higher air permeability than the hybrid fabrics. It could be due to the lower needling process of the blended fibre fabrics as compared to the hybrid fabrics. PP reinforced alginate fabric had the highest air permeability due to its light weight, lower thickness and bulk density and hence has a relatively porous structure [20]. HPES blended CMC fabrics had the highest air permeability in comparison with the other CMC fabrics. The air permeability of a wound dressing structure is one of the important parameters, which prevents maceration and gives a better comfort to the patients. In a recent in vivo study on wound healing and antibacterial performance of electrospun nanofibre membranes [21], the authors concluded that the porosity and air permeability characteristics have strong influence on facilitating the wound healing, especially during the early healing stages. In this study, it has been found that the nonwoven fabrics could have a better air permeability characteristic when CMC, alginate and PLA fibres were blended or reinforced with HPES due to hollow structure of the PES fibres.
Conclusions
Novel and multifunctional nonwoven dressings containing CMC, alginate, PLA, HPES, PP and HV have been successfully manufactured. The nonwoven fabrics were designed and developed by using three methods: the single-fibre, blended, and hybrid fabrics. The results indicate that the contribution of HPES, PP and PLA fibres alters the functional properties such as higher vertical and lateral area wicking properties, enhanced mechanical properties and higher air permeability. It is also established that HPES reinforced hybrid fabrics did not compromise the high absorbency of CMC.
It has been established that the absorbency of blended fibre fabrics is lower than the single-fibre and hybrid fabrics. HPES fibre reinforced alginate and PLA hybrid fabrics possessed the highest absorbency. This is mainly due to the hollow channels of the PES fibres. The hollow channel present in the structure may act as reservoir and this could possibly contribute for higher absorbency. In other words, the HPES does not absorb the fluid, but only holds the fluid in place. This function directly enhances the absorbency of the fabrics. The rate of absorbency is also enhanced due to the HPES and PP fibres.
The wicking of the CMC fabrics increased significantly when blended or reinforced with HPES or PP fibres. The wicking properties of the alginate fabrics were mostly inferior when they were blended or reinforced with HPES and PP. It was also found that PLA contained fabrics possessed higher wicking properties. The integrity of the structures, when compared with 100% CMC and 100% alginate, is enhanced due to the presence of 100% PLA.
It was also established that PP reinforced alginate and PLA hybrid fabrics had considerably lower flexural rigidity values as compared with other fabrics. It has been observed that the nonwoven structure could have higher air permeability characteristic when CMC, alginate and PLA fibres were used with HPES fibres due to the hollow structure of PES.
Footnotes
Acknowledgements
The study is supported partly by The Turkish Council of Higher Education in collaboration with Marmara University, Turkey and the University of Bolton, UK.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.