
Abstract
This paper presents an investigation conducted on the development of banana fiber-reinforced paper pulp biocomposites. The investigations focus on parameters, such as fiber length, fiber volume fraction, and composite thickness, those affect the properties of the biocomposites. Regression models, using Box and Behnken experimental design, have been developed to predict acoustic performance of the biocomposite along with the analysis of these parameters. The correlation coefficient between observed and predicted values was found to be 0.95. The maximum Noise Reduction Coefficient is observed (through experimental) in the bulk density of 154 kg/m3 at frequency ranges between 250 Hz and 4000 Hz with the average value of 0.55.
Introduction
Many bio-based materials have lower environmental impact, than synthetic materials, with good sound absorbing and sound insulation performances [1–7]. Properly designed textile materials may be considered as noise control elements in a wide range of applications, including wall claddings, acoustic barriers, and acoustic ceilings [3]. Various studies have proved the suitability of coir, kenaf, rice straw, bamboo, and tea-leaf fibers as the raw materials for acoustic control panels [4–15]. Natural fibers are low-cost, lightweight, and environmental friendly materials compared to glass fiber- and mineral-based synthetic materials, besides being sustainable [6]. In addition, these natural materials are bio-degradable, nonabrasive, abundance, and have less health and safety risk while handling and processing [7].
It is reported that the properties of rice straw–waste, tire particle composite boards have good acoustic insulating properties over a wide range of frequencies (125–8000 Hz), because of the larger pores with lower specific gravity [4]. Two-stage compression molding of recycled polyolefin-based packaging wastes along with plastic-coated aluminum foils, expanded polystyrene and coir pith, offers sound absorption properties comparable to that of glass wool felts [5]. D’ Alessandro and Pispola [8] measured sound absorption of the panels made of Kenaf and blankets of recycled polyester (PET) fibers. Both samples were tested in reverberation chamber; the acoustic properties of both samples are good at a frequency range between 1000 Hz and 5000 Hz with an average of 0.8.
Yang et al. [9] utilized rice straw to produce the insulation boards to address the non-availability of solid woods. The absorption coefficient of the boards has been found to be 0.5, for the frequencies between 1000 Hz and 8000 Hz. Sound absorption characteristic values of rock wool were measured and found to be similar to glass fibers [10]. From the view of environmental protection, natural bamboo fibers are used for sound absorbing purposes. Impedance tube measurement of the bamboo fiber samples reveal similar properties to that of glass wool [11]. Composite boards of random cut rice straws and wood particles are found to demonstrate higher sound absorption coefficient than particleboard, fiber board, and plywood in the frequency range of 500–8000 Hz [9]. Khedari et al. have developed particle composite boards from agricultural waste products using combinations of durian peel and coir fiber straw particles instead of wood as an insulation board in wooden construction industry [12].
Coconut coir fiber compressed into bales and mattress sheet was found to demonstrate good sound absorption coefficient [13]. When compared to a single layer, multi-layer coconut coir fibers with airspace layers increase the absorption coefficient of the material at lower frequencies. Lee and Chen reported that the acoustic absorption of multi-layer materials is better with perforated plates backed with airspaces [13]. Ersoy and Kucuk have investigated with three different layers of tea-leaf fiber waste materials with and without backing provided by a single layer of woven textile cloth were tested for their sound absorption properties [14].
The structural factors of the composite materials that mainly influence acoustic performance are fiber type, fiber dimension, material thickness, density, airflow resistance, and porosity; these can change the absorption behavior [15–19]. However, studies on the sound absorption properties of composite materials using natural fibers are limited. Recently, human hygiene and environmental protection have gained more importance, and natural-based materials are recommended in such applications. In this paper, an attempt has been made to study the banana fiber and recycled paper pulp biocomposites, effect of fiber volume fraction (Vf), average cut-length of the fibers, and biocomposite thickness on noise reduction property using a statistical regression model.
Materials and methods
Materials
The banana fibers with an average cut length of 1.5 cm, 2.5 cm, and 3.5 cm were sourced locally (Erode – Gobichettipalayam, Tamilnadu, India) and used for reinforcement. Recycled paper was chopped to give a density of approximately 650 kg/m3 as the matrix. The banana fibers had flat and ribbon-like structure with individual fiber diameter in the range from 14 to 50 µm. The combination of cellulose and hemicelluloses is called holocellulose and usually accounts for 65–70% of the plant dry weight. When compared to other lignocellulosic plants, banana pseudo-stem has a higher cellulose content probably due to the higher amount of fruit they support [20, 21].
Preparation of banana fiber-reinforced paper pulp biocomposites
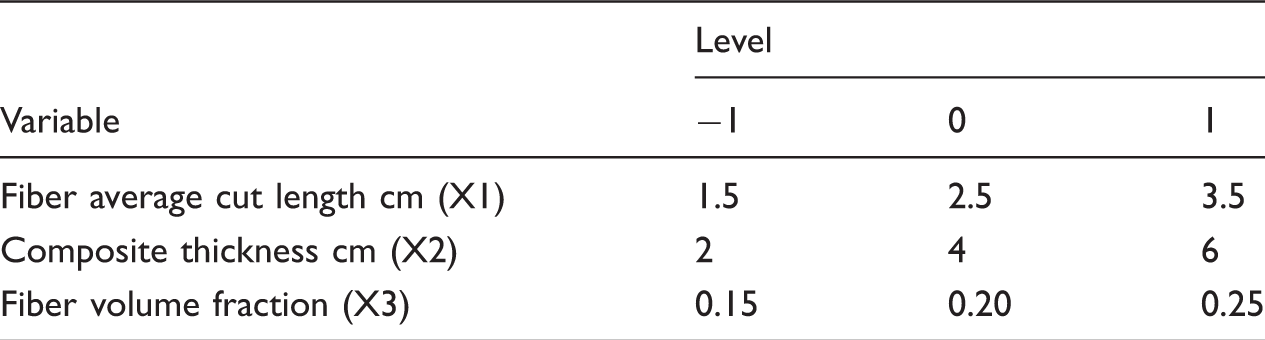
Actual levels of corresponding to coded levels.
ANOVA of the proposed model.

DF: Degree of freedom; SS: Sum square; MS: Mean square.
The recycled paper was chopped and ground using adequate quantity of water to ease pulp formation process. The excess water was drained from the pulp using cloth, which was made up of very fine nylon-woven fabric. Banana fibers were cut to required length. After getting a homogeneous mix of banana fibers and recycled paper pulp, the mixture was transferred to a mold and 10 kg/cm2 pressure was applied to get the desired size of biocomposite blocks. The specimens were removed from the mold after 24 h and then kept at room temperature for one week to cure completely. The biocomposite blocks were then conditioned at 25℃ and 65% RH for 24 h before testing. Physical (density) and mechanical (bending modulus of rupture) properties were measured according to relevant Japanese Industrial Standard (JIS A 5908-1994) [22].
Experimental design and empirical model

Physical, mechanical, and NRC of composite blocks.

Physical property
Bulk density (ρb)
Bulk density (ρb) was calculated by using the following relationship

Average absolute density
The average absolute density of the samples was calculated using the formula

Porosity (H)
Porosity (H) is calculated using the following equation [25]

Bending strength
Three-point bending strength was determined using a Universal Testing Machine (TUE-C-1000) using the standard JIS A 5908-1994 method (Figure 1) [22]. At the strain rate of 10 mm/min, the bending strength of individual test pieces was calculated from

Pm – maximum load N or kgf
L – Span length mm or cm
b – width of test piece mm or cm
t – thickness of test piece mm or cm
Schematic of test apparatus of bending strength.
Each value represents the average of five samples.
Sound absorption test
The reverberation chamber method [26] was used to measure sound absorption of the produced banana fibre reinforced composites as shown in Figure 2. The readings were taken in the absence and presence of the sample for all the frequencies. The frequency values, such as low (250 Hz), lower middle (500 Hz), upper middle (1000 Hz), and high (2000 to 5000 Hz), were selected which are harmful to human ear. The computer generates sound signals, which are amplified by the signal amplifier. These signals are then converted into sound waves via the sound source. The material being tested rests in the sample holder in the sound path. The sound passes through the sample and reaches the sound detector, which converts the received sound signals to electric signals that are then analyzed by the signal-processing computer.
Effect of fiber cut length on NRC with composite thickness. NRC: Noise Reduction Coefficient.
The sound absorption was calculated using the following equation [27]

Noise Reduction Coefficient (NRC) is measured by over a frequency range of 125–4000 Hz as shown below

Results and discussions
Regression analysis
Table 3 shows the values of sound reduction level obtained from the testing. To establish the relationships between the independent and the dependent variables, regression analysis is done. The regression coefficients (β0: 0.300, β1: 0.0375, β2: 0.0213, and β3: 0.0500) are used in equation (8) for the determination of predicted response values. The correlation coefficients between the observed values and the predicted values by proposed model show a very good correlation, having a correlation coefficient of 0.95. This indicates that the observed values of banana fiber-reinforced paper pulp biocomposite have a real degree of association with the predicted values of the biocomposite blocks. The effects of variables or interaction of variables on NRC can effectively be interpreted and explained by regression coefficients and 3D mesh Figures 2 to 6. The information available from regression model and 3D mesh figures regarding the interactions of parameters on NRC behavior is very much useful to design a banana fiber-reinforced recycled paper pulp biocomposite for sound control applications. The mathematical model is given below
Effect of fiber volume fraction (Vf) on NRC with fiber cut length. NRC: Noise Reduction Coefficient. Effect of composite thickness on NRC with fiber volume fraction (Vf). NRC: Noise Reduction Coefficient. Effect bulk density on NRC with porosity. NRC: Noise Reduction Coefficient. Effect of NRC on composite bulk density with bending strength. NRC: Noise Reduction Coefficient.




Analysis of variance
The analysis of variance (ANOVA) is summarized in Table 2. Since F = 77.180 > f0.05, (3, 11) = 3.59 (the P-value is < 0.001), we conclude that the various parameters in the banana fiber and paper pulp significantly affect the NRC of the biocomposites.
Factors influencing on NRC of biocomposite blocks
Influence of fiber cut length
Figure 2 shows the effect of cut length of the fibers on NRC with respect to thickness and fiber volume fraction (Vf) of the biocomposites. With the increases in cut length of the fibers, NRC increases linearly and then achieved the maximum at 3.5 cm cut length with 0.20 Vf of the biocomposite. This could be due to the fact that an increase in the fiber cut length in biocomposite increases the porosity [28]. This is the reason for the increase in NRC with the increase in fiber cut length. Hence, NRC increases with higher fiber cut length. The maximum NRC is achieved at 3.5 cm fiber cut length. The minimum and maximum NRC are achieved in 1.5 cm and 3.5 cm fiber cut length at 2 cm and 6 cm thickness with 0.20 Vf of the biocomposite respectively.
Influence of fiber volume fraction (Vf)
Figure 3 shows the effect of fiber volume fraction (Vf) on NRC with respect to fiber cut length and thickness of the biocomposites. The increased Vf practically increases the number of fibers per unit area, resulting in the increase in porosity of the biocomposite, by disrupting continuous matrix arrangement [4,9]. According to Figure 3, with the increase in Vf, NRC increases initially, reaches to maximum and then decreases. The initial increase in NRC is probably due to better porous structure in the biocomposites. At the higher Vf, these porous structures are formed beyond the optimum level due to decrease in NRC. The maximum NRC is achieved at 0.20 Vf.
Influence of biocomposite thickness
Figure 4 shows the effect of biocomposite thickness on NRC with respect to fiber cut length and fiber volume fraction. As biocomposite thickness increases in the range of 1.5–2.5 cm fiber cut length, there is an initial decrease in NRC and after attaining maximum, it increases. At lower and higher Vf (0.15 to 0.25), the NRC is almost unchanged with the increase in thickness of the biocomposites. This is because in this range of Vf, a changeover takes place for higher fiber consolidation to major bulkiness and it affects the porous structure, as observed from the graph at 3.5 cm fiber cut length. The maximum NRC is observed at a biocomposite thickness of 6 cm.
Influence of biocomposite density
Even thick and bulky biocomposites S2, S5, S7, S8, and S13, did not show high NRC, while thinner biocomposites S7 and S8 showed higher NRC. Thus, the analyzed sound absorption by biocomposite bulk density, biocomposite weight divided by biocomposite volume and the sound control capabilities of biocomposite blocks were related to each other, as shown in Figure 5. The NRC increased proportional to the biocomposite bulk density to a certain point of about 154 kg/m3, and beyond that point the NRC decreased. This may be due to the fact that increase in banana fiber content in the biocomposite increases the porosity (0.80). Results indicate that a biocomposite bulk density of about 154 kg/m3 gives better NRC averaged throughout the range of frequencies 250 Hz to 4000 Hz.
Bending strength analysis
As the samples S15, S4, S11, and S12 exhibit better bending strength (0.686 N/mm2, 0.685 N/mm2, 0.653 N/mm2, and 0.667 N/mm2, respectively) at lower bulk density (150 kg/m3, 154 kg/m3, 140 kg/m3, and 140 kg/m3, respectively) among the various combinations, showed better NRC values in terms of both bending strength and bulk density and therefore, may be considered for efficient construction in preference to materials with otherwise identical parameters.
The measured value of bending strength is plotted against block density for various parameter combinations such as fiber length, fiber content, and biocomposite thickness in Figure 6 and Table 3 respectively. However, the maximum bending strength was observed with the samples S15 and S4 with the fibers cut length of 2.5 cm and 3.5 cm, respectively, due to better mechanical interlocking process between banana fibers and recycled paper pulp. Therefore, it is concluded that the optimum fiber length was 2.5–3.5 cm with 0.20 fiber volume fraction at 6 cm thickness could be better option for sound reduction purpose.
Confirmation of model
A banana fiber-reinforced recycled paper pulp biocomposite block of 6 cm thickness has been prepared separately with 3.5 cm fiber cut length and 0.20 Vf using the same set-up and parameters of manufacturing. Then the tested (NRC: 0.53) and predicted (NRC: 0.55) (using proposed model) values of NRC show a good agreement, showing the accuracy of 96.36 %. This confirms that the proposed model will work well.
Conclusions
In this investigation, the NRC, physical, and mechanical properties of banana fiber-reinforced recycled paper pulp biocomposites have been tested. Various parameters such as fiber cut length, fiber volume fraction, and thickness of the biocomposites significantly affect the NRC when the biocomposite acts as the sound control material. A mathematical model has been suggested to predict the NRC with respect to these parameters. Minimum and maximum NRC is achieved in 1.5 cm and 3.5 cm fiber cut length with 2 cm and 6 cm thickness at 0.20 Vf of the biocomposites respectively. The outcomes indicate that biocomposites with bulk density of about 154 kg/m3 gives maximum NRC throughout the range of frequencies 250 Hz to 4000 Hz. Therefore, it can be concluded that the optimum fiber length was 2.5 cm and 3.5 cm with 0.20 fiber volume fraction at 6 cm thickness of the biocomposites for better acoustic performance.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.