
Abstract
This research article reports the thermal stability behaviour of nano-particulates (multiwalled carbon nanotube and nanoclay)–filled Kevlar-lapinus fibre-reinforced phenolic resin–based friction composite under oxygen atmosphere using thermogravimetric analysis. To analyse the damage assessment of the proposed nano-particulates–filled composites under thermal surroundings, the thermograph of the composites are generally divided into three major temperature zones (i.e. zone-1, zone 2 and zone-3). Temperature of zone-1 ranges from 30℃ to 350℃, zone-2 from 350℃ to 600℃ and finally zone-3 from 600℃ to 900℃. It has also been noticed that in zone-1 the friction composite shows relatively lower magnitude of thermal stability; thereafter, the decomposition rate accelerates with steep drop in thermal stability in zone-2. As heat supply continued to zone-3, the composite degradation rate gradually accelerates. The incorporation of nano-particulates indicated a remarkable improvement in the thermal stability of Kevlar/lapinus fibre combination reinforced friction composites. Furthermore, the result shows that nanoclay surpassed multiwalled carbon nanotube with regard to the thermal stability of friction formulations. This investigation confirms that nano-particulates–filled Kevlar/lapinus fibre-reinforced friction composites possess excellent potential to be used as high temperature–resistant friction materials.
Introduction
The key feature in the design of friction composite materials is to maintain stable performance in terms of friction, fade, recovery and wear under a wide range of operating conditions [1]. Normally, these multi-phased composites consist more than 10 ingredients that are primarily belonging to four classes, namely binder, fibres, fillers and property modifiers. These ingredients work together during the braking operations to accomplish various performances [2]. Ample literature is available concerning the role played by different fibres [3,4], fillers [5], binders [6] and property modifiers [7,8] in friction composite formulations. Several decision-making models and soft-computing–based techniques are also reported to optimize the friction formulations [9,10].
The temporary reduction in the braking effectiveness typically above 300℃ due to loss of friction between the braking surfaces as a result of frictional heat is known as fade. Generally, fade is caused by gas evolution at the braking interface as a result of pyrolysis and thermal degradation of the friction material resulting in decrementation in the applied force at an eminent temperature, which leads to reduction in braking performance [11–13]. Among various ingredients currently available for friction materials, organic ingredients are main reason for the loss of brake efficiency when they are exposed to elevated temperatures [14]. The heat generated during braking easily raises the temperature of the tribo-interface, which decomposes the organic ingredients, resulting in an abrupt change in friction performance [15]. The friction and wear performance of the friction materials are generally related to the thermal decomposition of the ingredients at elevated temperatures, which changes the structural and mechanical properties of the ingredients and also allows friction film formation/reformation at the tribo-junction [16,17]. In addition, chemical changes in friction composite may also occur due to the formation of volatile products that are detaching from the polymer matrix [18]. These progressive chemical changes cause huge loss of mass and friction material properties; hence, they no longer serve their initial purpose. Thus, weight loss due to degradation is proportional to rise in temperature. Initial degradation of organic matter starts because it has lower decomposition temperature relative to others ingredients of higher decomposition temperature [19].
Kevlar pulp is a highly fibrillated, short and tough type of aramid fibre whose role in friction stabilization and wear minimization is well reported in the literature [20,21]. Although addition of Kevlar pulp is suitable for friction formulation, when used alone, it loses its strength at higher temperatures, resulting in decreased in frictional effectiveness of the composites [22,23]. Hence, it is blended with other fibres to obtain the required synergy effect from different fibres having complementary nature [24,25]. Lapinus fibres, inherently comprising metallic-silicates, when combined synergistically with Kevlar fibre improve the tribo-performance (fade, recovery, wear and friction performance) of the composites and suppress unwanted phenomena like noise, vibration and judder over a wide range of driving conditions [25–27].
The effect of nano-particulates on the tribo-performance of friction formulation has been investigated by many formulation designers [28–34]. Shao et al. [28] investigated the influence of micro- and nanoalumina contents on tribological properties of poly (phthalazine ether sulfone ketone)-based friction materials. The composite with nanoalumina exhibited higher friction coefficient than micro-composites. Liu et al. [29] concluded that nanorubber (styrene butadiene and nitrile butadiene) inclusion in friction formulation improves the friction level and stability with respect to temperature and wear resistance. Furthermore, the incorporation of multiwalled carbon nanotube (MWCNT) [30,31], nanoclay [32] and their combination [34] in friction formulations has been found to cause an enhancement in the thermal stability, fade performance and wear resistance in addition to facilitating a stable coefficient of friction.
The role played by nano-particulates in assisting in friction stabilization and wear minimization have been well documented and Kevlar-lapinus fibres combinations have been reported to improve fade, recovery, wear resistance and stabilizing friction fluctuations over a wide temperature range. Hence, their combination may potentially offer enhanced high temperature tribo-performance for a friction formulation. From the available literature, the authors reported that tribological properties of friction composites could be controlled by changing the formulation effectively. However, detailed studies about thermal stability aspects of such friction composites are scarcely available in the literature so far. Keeping this in mind, this research work is undertaken to study the thermal stability behaviour of nano-particulates (MWCNT and nanoclay)–filled Kevlar-lapinus fibre-reinforced friction composite. This significantly enables readers to understand the behaviour of such composites under thermal surroundings.
Experimental details
Fabrication of the composites
The hybrid friction materials–based on phenolic resin of Novolac type (JA-10, Arora Chemical Works, Ghaziabad, India), Kevlar pulp (IF-258; Twaron, Teijin-Germany), lapinus fibre (RB-220, Lapinus Intelligent Fibres, Holland), MWCNT (Nanoshel, USA), nanoclay (Cloisite 30B, Southern Clay, USA), barites (inert filler, locally supplied) and graphite (solid lubricant, Graphite India Limited), together amounting to 100% by weight are designed as shown in Table 1. The composite fabrication conditions during compression moulding are shown in Table 2. The scanning electron micrographs and details of the MWCNT and nanoclay used in this study are shown in Figure 1 and Table 3, respectively. A plough type of shear mixture with feeder and chopper speeds fixed at 300 and 3000 r/min, respectively, is used for mixing the constituents in order to achieve mechanical isotropy. In order to mix nano-particulates with other ingredients, the process of shear-induced distributive mixing is adopted within the course of which some extent of dispersive mixing is additionally obtained. However, for nano-particulate–filled friction composites, distributive mixing is reportedly more efficacious than dispersive mixing [28–34].
Scanning electron micrograph of: (a) MWCNT (magnification 200,000x) and (b) nanoclay (magnification 40,000x). Details of composition and designation of friction composites. MWCNT: multiwalled carbon nanotube. Processing details while fabricating the friction composites. MWCNT: multiwalled carbon nanotube. Details of MWCNT and nanoclay. MWCNT: multiwalled carbon nanotube.



Thermogravimetric analysis
Thermogravimetric analysis (TGA) is a thermal analytic technique commonly used to determine the thermal stability, ash content and so forth associated with composite materials. It computes the loss of sample weight with respect to temperature. The TGA of the fabricated friction composite is carried out according to ASTM E1131 on TA-60 WS model supplied by Shimadzu Scientific Instruments. The TGA is carried out on approximately 15 ± 0.1 mg of fabricated friction composite material. Samples placed in platinum crucibles are heated from 30℃ to 900℃ at a heating rate of 10℃ min−1 and at a flow rate of 40 ml/min in an oxygen-containing atmosphere.
Oxidation index
The oxidation index (OI) is calculated based on the carbonaceous char (CR), which is the ash content (%) of the friction material remaining after TGA and related by empirical equation (1) [35]

Results and discussion
TGA of the friction composite materials
The thermograms of the investigated friction composites are shown in Figures 2–4. The thermal behaviour of the investigated composites could easily be understood by dividing the thermograms into three major temperature zones. Zone-1 has the part ranged from 30℃ to 350℃ having gradual degradation rate; similarly, zone-2 ranging from 350℃ to 600℃ has the part having much steeper degradation/decomposition rate, whereas zone-3 temperature ranging from 600℃ to 900℃, where the decomposition rate becomes gradual.
TGA curves of unfilled friction composites under oxidizing atmosphere. TGA curves of nanoclay-filled friction composites under oxidizing atmosphere.

The thermograph, as shown in Figure 2 for NL-series formulations (Table 1), reveals that all the composites show gradual decomposition rate in zone-1, with ∼98% thermal stability; thereafter, the decomposition rate accelerates with sharp, steeper negative slope curve in zone-2 with ∼76 ± 2.5% thermal stability, after which the rate becomes gradual with average thermal stability observed to be ∼72 ± 3% in zone-3. The thermograph for NT-series (Table 1) as shown in Figure 3 reveals that all composites show ∼99% thermal stability in zone-1 that reduces to ∼76 ± 1% in zone-2. This reduction continues in zone-3, where the composite shows ∼72.5 ± 2% thermal stability. Similarly, the thermograph of NC-series composites (Figure 4) is observed to have >98% thermal stability in zone-1, ∼77 ± 5% in the zone-2 and reaches ∼74 ± 5% in zone-3.
TGA curves of MWCNT-filled friction composites under oxidizing atmosphere.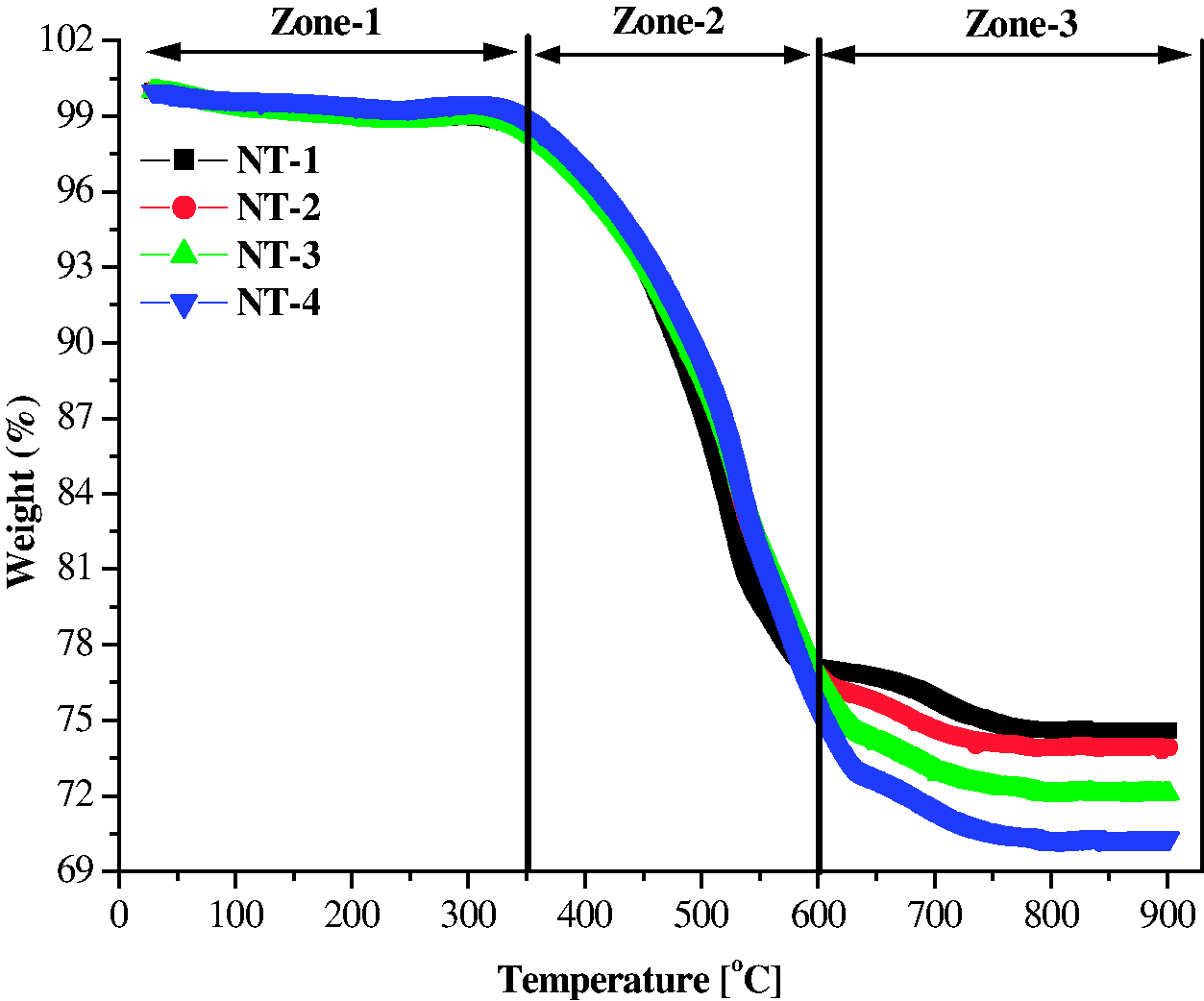
During zone-1, weight loss in all friction composites is very low (about 2%), which is mainly associated with the loss of water and gas contained in the friction composite materials. However, up to 300℃, the phenolic resin remains virtually intact and the weight loss in all the composites is due to the release of water content and un-reacted monomers of phenol, formaldehyde and loss of hydrogen bonding in the Kevlar fibre [36,37]. The organic component of alkyl amine-modified clay in NC-series composites begin to degrade at around 180℃ by Hoffman degradation of the quaternary ammonium group and its product catalyses the degradation of polymer matrices [38,39].
The weight loss remains maximum in zone-2 (350–600℃) and this is mainly due to the emission of gaseous components from the degradation of organic contents of the composite, which includes carbon dioxide (CO2), carbon monoxide (CO), methane (CH4), hydrogen (H2), phenol and its methyl derivatives and also some amount of water released [40]. Different reactions such as cracking, dehydrogenation and dehydration are involved in the resin degradation process [41]. The presence of oxygen amplifies these phenomena and leads to considerable weight loss. It is well known that the thermal degradation of phenolic resin leads to release of many volatiles and consequently results in the failure of the resin matrix and its composites. The loss of hydrogen bonding in the Kevlar fibre above 500℃ results in weight loss of the composites. The decomposition of MWCNT to CO2 is also associated with the weight loss in this temperature zone for NT-series composites [42].
In zone-3 (600–900℃), the weight loss is mainly due to the liberation of H2, CO and CH4 gases due to the breakdown of methylene linkage in the phenolic resin and the decomposition of the Kevlar fibre (mainly the decomposition of amide group) [36,43] and above 700℃, the loss of weight is nominal and becomes virtually immutable after 750℃. It is reported in a previous study [44] that the reinforcement having higher thermal resistance relative to phenolic matrix generally ameliorates degradation temperature of the composites. This may be attributed to the higher heat-absorption capacity of such reinforcement and that this reinforcement provides higher interfacial interaction with other ingredients and offers more restriction of mobility of polymer chain movement. The deceased in the chain mobility provides a physical barrier for free radical diffusion and hence material decomposition gets delayed. Moreover, the existence of nanofiller (MWCNTs and nanoclay) may hinder the thermo-oxidation of phenolic resin in earlier degradation, thus increasing the thermal stability of the friction composites [45,46].
Comparative assessment of effect of reinforcement on thermal stability of friction composites
Table 4 shows the average thermal stability (%) of the proposed friction composite across the three different temperature zones under study and these are also plotted in Figures 5 and 6. Table 4 highlights the relative comparison among the investigated composites to assess material stability across three temperature zones (30–350℃; 350–600℃; 600–900℃) so as to understand the damage assessment under elevated thermal surroundings. The friction composite shows similar thermal degradation across the three temperature zones. The stability of the friction composites is almost same in the first temperature zone and stands poor beyond it.
Thermal stability of friction composite across three temperature zones. Thermal stability of friction composite in respective temperature zones. TGA of friction composites. TGA: thermogravimetric analysis.

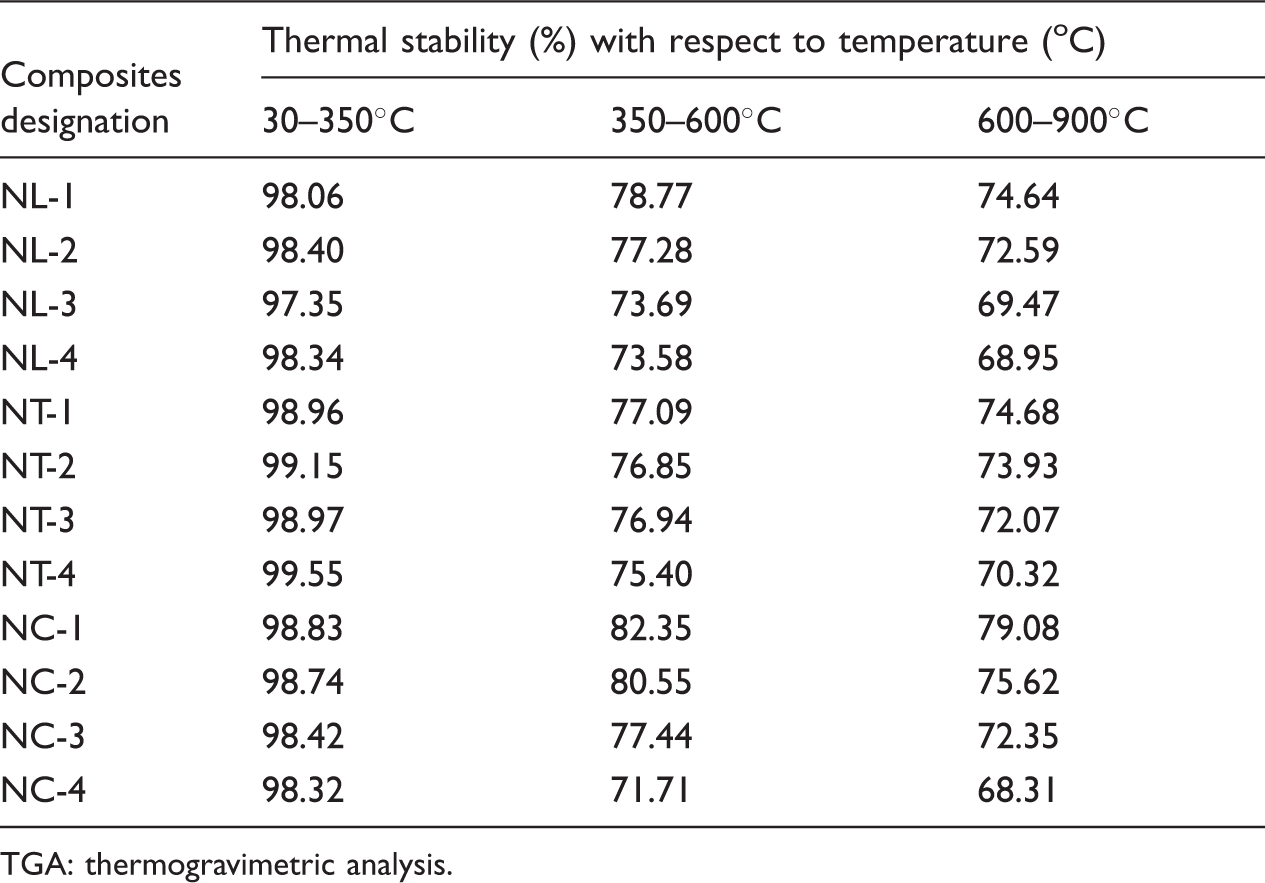
From Table 4 and Figures 5 and 6, it is observed that weight loss markedly decreases with increased in lapinus, nanoclay and MWCNT contents. In temperature zone-1, all the friction composites show >98% material stability except NL-3 that shows ∼97% stability. However, in zone-2, all the friction composites show faster degradation, with friction composites NC-4 having 2 wt% nanoclay showing least stability and NC-1 having 2.75 wt% nanoclay showing the highest stability. Again, in zone-3, where the temperature lies between 600℃ and 900℃, all the friction composites show gradual degradation, with 2.75 wt% of nanoclay (NC-1) reinforced friction composite showing highest material stability (>79%). This increase in thermal stability may be attributed to the presence of the hard alumina-silicates present in lapinus and nanoclay having higher thermal resilience (>1000℃).
Oxidation index
Table 5 highlights the relative comparison of ash content (%) and OI among the investigated composites to assess material stability and the same is also depicted in Figure 7. The ash content (%) and OI of the friction composites increase with increased in nanofiller (MWCNTs, nanoclay)/lapinus fibre content with corresponding decrease in Kevlar fibre/graphite content and lies in the range 68.31–79.08% and 4.74–5.50, respectively. The higher the values of OI, the higher will be the thermal stability [35,47]. The order of OI is nanoclay > MWCNT > unfilled and remains maximum (5.50) for composite NC-1 with 2.75 wt% nanoclay when complimented adequately with other ingredients. This indicates that higher nanoclay-filled friction composites are more thermally stable compared with other friction composites. This may be attributed to better dispersion and exfoliation of nanoclay layers in the polymer matrix providing a barrier action so that the diffusion of degradation products from the bulk of polymer to gas phase is slowed down, which can improve the thermal stability of composites [46,48].
Oxidation index of friction composite in respective composition. OI of friction composites. OI: oxidation index.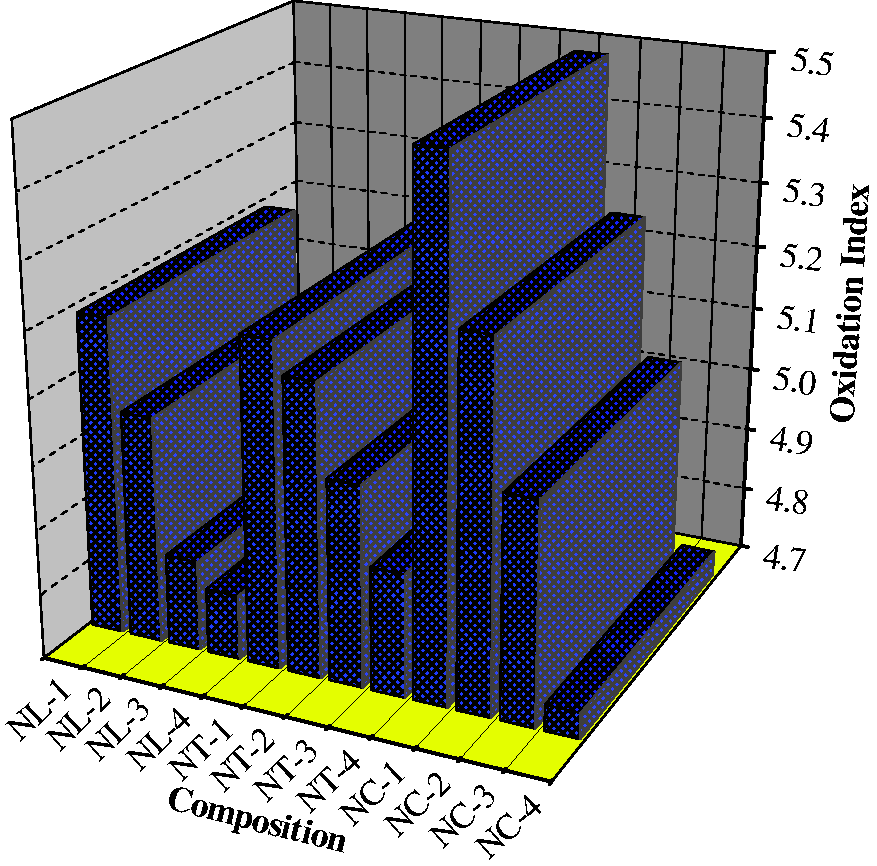

Conclusions
In this research work, both unfilled and nano-particulate–filled phenolic resin–based Kevlar-lapinus fibre–reinforced friction composite materials are successfully designed and fabricated. The fabricated friction composites are then characterized for their thermal stability behaviour via TGA to understand the thermal effect on the damage assessment of such composites under elevated thermal surroundings. The following conclusions are drawn from the study:
The decomposition of friction composites is due to decomposition of organic constituents. At 30–350℃, all composites shown >98% material stability except NL-3 that shows slightly lower (∼97%) stability. At 350–600℃, all friction composites shown faster degradation rate and friction composites, i.e. NC-4, having 2 wt% nanoclay shows least stability while NC-1 having 2.75 wt% nanoclay shows highest stability. At elevated temperature of 600–900℃, all the composites shown gradual degradation, with 2.75 wt% of nanoclay-reinforced friction composite showing highest material stability (>79%). The incorporation of nanoclay and MWCNT into friction composite has led to an enhancement in OI and thermal aspects when complemented adequately by lapinus and Kevlar fibres. Among the investigated sets of friction composites, the reinforcement is in the order of nanoclay > MWCNT > unfilled, leading to an enhancement in the thermal behaviour within the experimental range. Overall, nanoclay has been found to surpass MWCNT in terms of thermal properties when used in a potential synergistic combination with organic–inorganic fibre combinations.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.