
Abstract
This study proposes braid coronary stents with a form of reticular tube by using a braiding technique. Stainless steel fibers with a diameter of 0.08 mm and nitinol fibers are braided with various tooth numbers on the take-up gear and a specified tooth number on the braid gear with a hollow braiding technique in order to have different braiding angles. The resulting braids are then immersed in a polyvinyl alcohol solution in a custom-made mold to form braid coronary stents. A stereomicroscope is used to observe the cut section, a scanning electron microscope is used to examine the treatment for sharp points of the fibers, and Image Pro Plus software is used to analyze braiding angles and metal cover rate. The experiment results show that braiding angle influences the braiding structure; in addition, the larger the braiding angle, the less easily the fiber interaction points move. The immersion in polyvinyl alcohol solution can effectively bond the fiber interaction points, resulting in a better braiding structure. Metal cover rates are all below 20.9%. This study successfully creates novel braid coronary stents.
Introduction
Cardiovascular diseases are one of the major causes of mortality [1], and the mortality for coronary artery disease (CAD) ranks highly. Percutaneous coronary intervention (PCI), a treatment for CAD [2], uses coronary stents to expand the place of anangiostenosis. Coronary stents are tiny devices with reticular tube [3] and have high production cost. Therefore, the braiding technique is used to consecutively produce coronary stents with a reticular tube form and at low cost.
Coronary stents are medical devices and currently are made of sterilizable and corrosion-resistant alloy, such as 316L stainless steel [4,5] and nitinol [6]. Compared to all other alloys, nitinol has super-elasticity, which is an ideal property for stents. For example, Kapnisis et al. [7] performed the biomechanical pulsatile testing on 316L stainless steel coronary stents and nitinol coronary stents as specified in ASTM F2477-07, and found that the latter are more fatigue resistant. Additionally, Pant et al. invented coronary stents of a 0.05–0.17 mm circumferential strut width [8]. Metal is considered a foreign object to the human body, and thus a lower metal cover rate on the vascular walls can reduce the restenosis rate [9]. There have been many studies using alloys with a fibrous form as biomedical materials [10,11] due to the fact that fibrous form reinforces the strength and flexibility of the coronary stents. Moreover, the braiding technique is capable of making alloy fibers into coronary stents with reticular tube form [12,13]. Finally, the findings of the study by Kim et al. stated that a coronary stent with a braiding angle between 45° and 60° has optimal bending properties and compressive strength. PVA hydrogel has tissue-like elasticity and good processability [14], and thus is a good candidate for vascular [14] and stents [15,16]. This study uses a braiding technique for the continuous production of braid coronary stents with a specified length in order to effectively reduce the product cost. The length of the resulting coronary stents has to be adjusted by cutting for surgical use. However, the braiding structure is damaged as a result of cutting; therefore, maintaining structural stability has become the priority. This study combines the braids and PVA solution in order to provide a complete and stable braiding structure. 316L stainless steel fibers and nitinol fibers, the diameter of both is 0.08 mm, are separately braided with various tooth numbers on the take-up gear and specified tooth number on the braid gear by a braiding technique in order to make the low-cost reticular-tube 316L stainless steel and nitinol braids, respectively. Two braid types are immersed in a PVA solution in a custom-made mold to form 316L stainless steel braid coronary stents and nitinol braid coronary stents, respectively. The braid types and coronary stent types are observed for their braiding structures, braiding angles, metal cover rates, and cut sections.
Experiment
Materials
316L stainless steel fibers (Yuen Neng Co., Ltd, R.O.C.) have a 0.08-mm diameter. Nitinol fibers (Ultimate Materials Technology Co., Ltd., R.O.C.) are composed of Ni/Ti (50.6/49.4 at%). Polyvinyl alcohol (PVA) powder (Sigma-Aldrich Co. LLC., USA) has Mw between 89000 and 98000, and is 99+% hydrolyzed.
Preparation of stainless steel braids and nitinol braids
Figure 1 shows the process flow of braids. 316L stainless steel fibers and nitinol fibers are respectively winded on a paper tube and then collected onto the carrier on a doubler (Shang Yang Co., Ltd., R.O.C.). The carriers are then mounted in a 16-spindle braid machine (Nan Hsing Machinery & Co., Ltd., R.O.C.) with the fibers being braided on a stainless steel bar with a diameter of 3 mm in order to meet the required size of human coronary arteries and with 50, 60, 70, 80, and 90 teeth on the take-up gear and 50 teeth on the braid gear and then rinsed with deionized water three times in order to form stainless steel braids and nitinol braids, both of which are divided into two batches. One batch is being removed with the bar to be stainless steel braids and nitinol braids, while the other batch is being immersed in a PVA solution to form stainless steel braid coronary stents and nitinol braid coronary stents.
The preparation flow of the braids.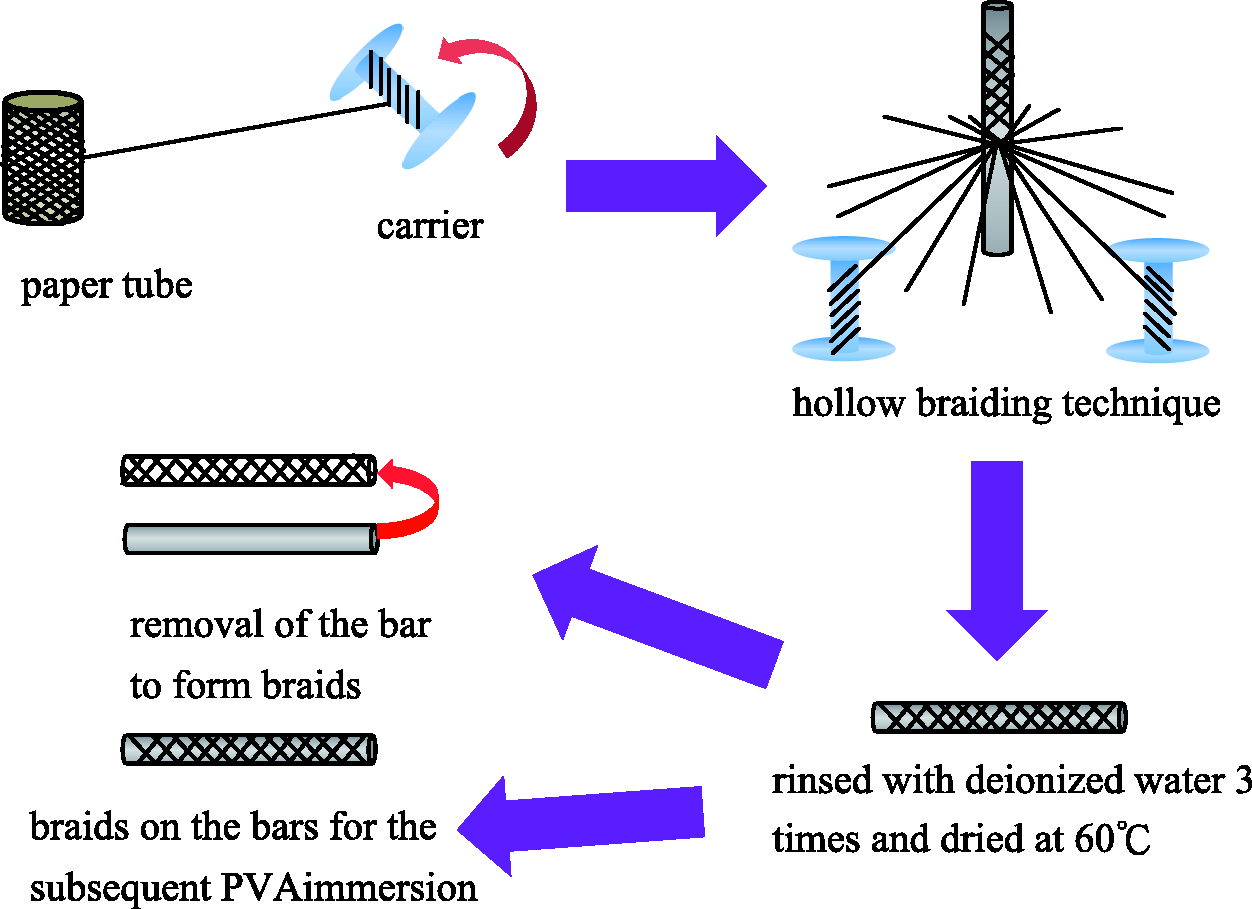
Preparation of stainless steel braid coronary stents and nitinol braid coronary stents
Figure 2 shows the process flow of braid coronary stents. Deionized water is heated for 1 hour to 85℃, and then PVA powder is added and stirred for 6 hours to form a 20 wt% PVA solution. The mixture is then infused into a hollow stainless steel tube with an inner diameter of 5 mm, after which the braids on the bars are inserted into the tube, and then removed after the PVA solution solidifies. Finally, the bars are removed and the tubular braid coronary stents are yielded.
Preparation for braid coronary stents.
Test
Surface observation of braids and braid coronary stents
Braids and braid coronary stents are placed on the platform of the stereomicroscope (SMZ-10A, Nikon Instruments Inc., Japan) and analyzed by Motic Images Plus 2.0 software (Motic Group Co., Ltd., USA) in order to determine the influence of the tooth number on the take-up gear on the braiding structure. The surficial form of the braids and braid coronary stents and the effect of the immersion of PVA solution are also examined.
Stereomicroscopic observation of cut sections of braids and braid coronary stents
Braids and braid coronary stents are cut into 1-cm pieces and placed on the platform on a microscope associated with Motic Images Plus 2.0 software for the cut section observation. The influence of tooth number on the take-up gear on the cut section and braid expansion, as well as the influence of an immersion in PVA solution on the cut section are examined.
SEM observation of braids and braid coronary stents
Braids and coronary stents that are braided around stainless steel bar of a 3-mm diameter are slid out of the bar at a desired length for cutting, the process of which prevents samples from damages by cutting, after which the surfaces and the cut sections of the gilt samples are observed by an SEM (S3000, Hitachi, Japan). The operating voltage is 15 kV.
Braiding angle analyses of braids and braid coronary stents
Motic Images Plus 2.0 software (Motic Group Co.) measures the braiding angles of the braids and braid coronary stents in order to determine the influence of the tooth number on the take-up gear and the immersion of PVA solution on the braiding angles.
Metal cover rate of braids and braid coronary stents
Image Pro Plus software (Media Cybernetics, Inc., USA) is used to calculate the tube area and fiber area, the values of both are then calculated by the following formula to yield the metal cover rate

Result and discussion
Observation of the structures of braids and braid coronary stents
Figure 3 shows that the hollow braiding technique can make stainless steel fibers and nitinol fibers into hollow tubes. Such a result is due to the intersection points of fibers indicated by yellow circles, which occurs during the braiding process. This outcome is in line with the findings in studies by Kim et al. [12], and three-dimensional braiding structure occurs as a result of the support of the intersection points. However, nitinol braids incur shrinkage, which is due to the fact that the nitinol fibers are not bonded during the manufacturing, and their inherent super-elasticity results in shrinkage and thus a fibrous curl zone in the braids as indicated by blue arrows. Conversely, stainless steel braids do not create shrinkage because the crystal lattice structure of the stainless steel fibers changes after they are bended, and the resulting structure does not recover like that of nitinol fibers.
Stereomicroscopic images (×7.5) of the stainless steel braids and nitinol braids that are made with (a) 50, (b) 60, (c) 70, (d) 80, and (e) 90 teeth on the take-up gear. The scale bar is 3 mm. The magnification and the scale bar of the insets are ×15 and 1 mm, respectively.
Figure 4 shows that the stainless steel braid coronary stents and nitinol braid coronary stents both are coated with PVA solution. PVA solution has the bonding effect, which prevents the shrinkage caused by nitinol fibers' super-elasticity. In comparison of nitinol braids and nitinol braid coronary stents, without PVA solution, the nitinol braids shrink (Figure 3), which does not occur in nitinol braid coronary stents due to the treatment of PVA solution (Figure 4). An immersion in PVA solution bonds the intersection points, as indicated by yellow circles, resulting in a good structural status. With a tooth number on the take-up gear of 50 and 60, stainless steel braids and stainless steel braid coronary stents exhibit poor braiding structures, indicated by yellow arrows in Figures 3(a and b) and 4(a and b). The nitinol braid coronary stents have a poor structure, indicated by yellow arrows in Figure 4(a and b). Although the braiding process can form intersection points of fibers, the braiding angles are so small that the fibers glide, resulting in a poor structure.
Stereomicroscopic images (×7.5) of the stainless steel braid coronary stents and nitinol braid coronary stents that are made with (a) 50, (b) 60, (c) 70, (d) 80, and (e) 90 teeth on the take-up gear. The scale bar is 3 mm. The magnification and the scale bar of the insets are ×15 and 1 mm, respectively.
Cut section observation of braids and braid coronary stents
Figure 5 shows that the braiding structures of stainless steel braids and nitinol braids are damaged as a result of cutting. The braid expansion occurs on the cut section of stainless steel braids and causes the presence of sharp points, the latter of which is a result of missing intersection points. Regardless of the tooth number on the take-up gear, all stainless steel braids exhibit braid expansion, proving that sharp points of fibers are irrelative to tooth number on the take-up gear.
Stereomicroscopic images (×7.5) of the cut sections of stainless steel braid coronary stents and nitinol braid coronary stents that are made with (a) 50, (b) 60, (c) 70, (d) 80, and (e) 90 teeth on the take-up gear. The scale bar is 3 mm.
Due to the super-elasticity of nitinol fibers, nitinol braid coronary stents exhibit shrinkage that causes the disappearance of the intersection points, which are exemplified in all nitinol braid coronary stents regardless of the tooth numbers on the take-up gear. However, cutting does not result in the braid expansion and sharp points on the cut sections of the nitinol braid coronary stents. Such results are ascribed to the PVA immersion, the intersection points are bonded and fibers are coated by PVA membrane, which stabilizes the braiding structure.
SEM observation of braids and braid coronary stents
Figure 6(a) shows that the stainless steel fibers radiate, which indicates that the braiding structure is loosened due to a lack of support between fibers. As a result, a great amount of sharp points occur, indicated by red arrows. Figure 6(b) shows that except for cut sections, the stainless steel braids still sustain a braiding structure. However, the intersection points are not bonded and cause the fibers to glide, and eventually result in various braiding angles. Figure 6(c) shows that PVA solution evenly distributes and effectively wraps the stainless steel fibers, stabilizes the braiding structure, and reduces the sharp points.
SEM images of (a) and (b) stainless steel braids, and (c) and (d) stainless steel braid coronary stents. (a) and (c) are cut sections at a magnification of ×50, and (b) and (d) are surfaces at a magnification of ×30. The tooth number of the take-up gear is 80 and that of the braid gear is 50.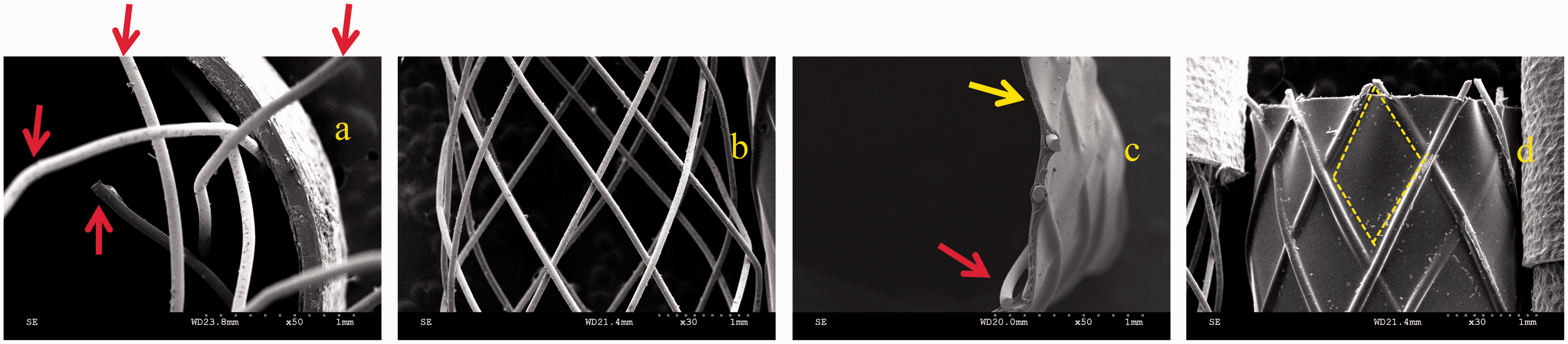
Figure 7(a and b) shows that the absence of the braiding structure of nitinol braids as well as the presence of the sharp points (indicated by red arrows), both of which are results of super-elasticity of the nitinol fibers. Figure 7(c and d) shows that PVA immersion can effectively reduce the sharp points as cut sections are completely wrapped by PVA solution, indicated by yellow arrows in Figure 7(c). In addition, the yellow dotted area in Figure 7(d) also exemplifies a profound PVA immersion. Comparing Figures 6(c and d) and 7(c and d), nitinol braid coronary stents possess a better cut section status, which is because flexibility of nitinol fibers is greater than that of stainless steel fibers; this contributes to easier cutting.
SEM images of (a) and (b) nitinol braids, and (c) and (d) nitinol braid coronary stents. (a) and (c) are cut sections at a magnification of ×50, and (b) and (d) are surfaces at a magnification of ×30. The tooth number of the take-up gear is 80 and that of the braid gear is 50.
Braiding angle analyses of braids and braid coronary stents
Figure 8(a and b) shows that the tooth number on the take-up gear is proportional to the braiding angles, which echoes the results of the study by Lou et al. [11]. A high tooth number causes a reduction of braid forming place and thus a large braiding angle. In addition, the braiding angles of braids and braid coronary stents are above 50 degrees, which can be concluded as good bending property and compressive strength according to the findings of the study by Kim et al. [12]. Nevertheless, due to an incomplete braiding structure, the braiding angles of nitinol braids cannot be measured. Compared to nitinol braid coronary stents, nitinol braids have smaller braiding angles, as shown in Figure 8(a). This result is ascribed to the unfixed intersection points, which allow the fibers to move and subsequently change the braiding angles after the removal of stainless steel bars. By contrast, the nitinol braid coronary stents are bonded by PVA solution, their braiding angles are not changed. Figure 8(a and b) shows that braiding angles are proportional to the tooth number on the take-up gear. A high tooth number causes a low braid forming place, and thus a large braiding angle.
Braid angles of (a) stainless steel braids and braid coronary stents, and (b) nitinol braids and braid coronary stents.
Metal cover rate of braids and braid coronary stents
Figure 9(a) shows that the metal cover rate of stainless steel braids (17.2–21.2%) and that of the stainless steel braid coronary stents (15.5–20.9%) are similar. Figure 9(b) shows that the metal cover rate of nitinol braids (26.1–39%) is greater than that of nitinol braid coronary stents (17–19.7%), which is ascribed to the fact that nitinol fibers have fiber shrinkage. Finally, whether made of stainless steel fibers or nitinol fibers, both braid coronary stent types also have similar metal cover rates. In sum, metal cover rate primarily depends on the diameter of fibers, instead of tooth number on the take-up gear.
Braiding angles of (a) stainless steel braids and braid coronary stents, and (b) nitinol braids and braid coronary stents.
Conclusion
This study successfully creates braid coronary stents. Both stainless steel fibers and nitinol fibers can be braided into reticular tube, and then the PVA immersion can stabilize the intersection points and reduce the sharp points on the cut sections of braids. A take-up gear of 80–90 teeth is able to provide a braiding angle between 58–79 degrees as well as a stabilized braiding structure to the resulting braids and braid coronary stents. Metal cover rate and braiding angles are not correlated. The use of 0.08-mm-diameter fibers can yield a metal cover rate between 17 and 20.9%, and the combination of an optimal braiding gear contributes to the design of braid coronary stents with a stabilized structure. Due to its super-elasticity, nitinol braid coronary stents have got more significance than stainless steel braid coronary stents do.
Commercially available products of coronary stent are made by a laser cutting manufacturing, or made by being cut into plane metallic material by laser and then welded into tubular. This study uses a braiding technique to produce coronary stents, which is different from the aforementioned laser cutting and welding techniques. Braiding technique can directly make the fibers into tubular stents, which shortens the required time for the production.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors would especially like to thank Chung Shan Medical University and Feng Chia University, Taiwan, R.O.C., for financially supporting this research under Contract 12G27304.