
Abstract
Better-performance wound dressing has substitute for traditional wound healing materials in medical field. This study purposes to prepare high-absorbent composite fabric by compounding Tencel®/high-absorbent nonwoven fabrics and silver nanoparticles antibacterial agent. Nonwoven fabrics with different contents of high-absorbent fibers are discussed in terms of burst property and water absorption. Antibacterial agent is formed using 10 wt% chitosan and 100 mM silver nitrate solution after reaction for 6 h. Result showed that, 30 wt% high-absorbent fibers in nonwoven fabrics had 184 N burst strength and 38 times water absorption. Swelling dynamic result displayed that nonwoven fabric absorbed water within 5 min and water absorption presented saturation condition after 10 min. SEM observations showed that blood cells were attached on the surface of fiber and fibrin was formed around the blood cell after blood absorption evaluation of high-absorbent nonwoven fabrics. Antibacterial evaluations of composite fabrics revealed obvious inhibition zone to E. coli after incorporation of 9.7 mg/mL antibacterial agent.
Introduction
Large-area wound treatment generates some scabby parts between contact area of dressings and wounds due to a large amount of effusion of blood and secretion in wound. If wound dressings are directly removed, anguish and panic would be brought to patients. Based on this reason, application of high-absorbent dressing becomes an alternative in wound treatment.
Tencel® fiber, called as green fiber, is a cellulosic fiber produced by NMMO solvent method. No derivatives and chemicals are produced in dissolving process [1,2]. The recovery usage rate of NMMO reaches up to 99.5%. Moreover, Tencel® fiber decomposes completely in the soil, which decreases environment pollution largely. After cytocompatibility evaluation, Tencel® fiber has no toxicity reaction after culturing with cells as confirmed in our previous study [3].
Poly(acrylic acid) fiber is an acrylic acid polymerized fiber with cross-linked structure. Its composition is close to natural polyelectrolytes such as pectin, alginate and hyaluronic acid etc. [4]. It has high specific area and carboxylate group, and thus produces rapid swelling when in contact with water molecules. Because of its high-absorbent property, poly(acrylic acid) fiber is used in wound dressings commercially [5].
Silver nanoparticle is a nontoxic, safe and inorganic antibacterial agent. It is capable of killing 650 types of microorganisms [6], and is widely applied in bio-field as antifungal agent, antibacterial agent, infection prevention, wound-healing and anti-inflammatory [7]. Food and Drug Administration (FDA) and European Food Safety Authority (EFSA) have already permitted silver nanoparticles (AgNPs) in commercial dressings [8].
Mohammad and Mohammad [9] synthesized silver nanoparticles and then deposited on alkali-treated cotton fabrics. They indicated that alkali-treated cotton fabrics had high antibacterial effect on S. aureus and E. coli. Gouda utilized zirconium and silver nanoparticle compounding with gauze for applying to antibacterial dressing to accelerate healing. For gauze containing nanosilver, antibacterial ratio against S. aureus was 99% and that against S. typhimurium was 97%. These ratios were 98% and 95%, respectively, for gauze containing nanozirconium. Silver particle after nanotreatment has size of less than 100 nm, called as nanosilver. The common method for preparation of nanosilver is to use NaBH4 reducing silver ions into nanosilver. During reaction process, solution is changed from translucent to yellow. The equation shows as

Ag+ is reduced into nanosilver by NaBH4. Meanwhile, BH4− is used as protective agent surrounded by nanosilver, which makes nanosilver with negative charge to prevent from aggregation by rejections among negative charges [10]. However, this kind of strong reducing agents brings about environmental pollution, which is gradually paid attention by Green Chemistry in recent years. Use of chemical technology and method would decrease chemical synthesis of hazardous substances and improve service efficiency of energy and substance combing with recovery technique [11].
Chitosan has good biocompatibility [12] and biodegradability [13,14] property. Therefore, during wound healing, chitosan in dressings that are in contact with the skin has an effect of promoting blood coagulation. It enables to absorb wound effusion and then accelerates the wound healing. Moreover, chitosan has polycation, and is liable to have effect with negative-charge groups on the surface of fungal cell, thus changing the bacterial flowability and permeability and disturbing DNA replication to lead to death [15,16]. Chitosan reacts with silver ions strongly, generating chelation bond. Lone pair of nitrogen atoms (NH2) absorbs Ag+ by chelation effect. Chitosan acts as excellent dispersive agent and stable agent.
Many studies researched on blood absorption of wound dressings containing biodegradable materials such as sodium alginate, chitosan, gelatin etc. [17,18]. Even though these materials have better biocompatibility, they cannot absorb blood and then achieve hemostasis within short time. Therefore, porous high-absorbent nonwoven fabrics are sought for use in wound dressing. By literature researches, numerous high-absorbent nonwovens were applied as base material for wound dressings [19–22]. However, few studies used Tencel®/poly(acrylic acid) nonwoven fabric as base material. This study prepared high-absorbent nonwoven fabrics using Tencel® fibers and poly(acrylic acid) fibers. Tencel® fiber provides good strength and stores water molecules in the cellulose structure. Moreover, an environmentally friendly synthesis method of Ag NPs was proposed using chitosan and silver nitrate solution. AgNPs antibacterial agent was compounded with high-absorbent nonwoven fabrics, forming composite fabrics.
Experimental
Materials and processing
Tencel® fiber, previously known as Lyocell, is provided by Taiwan Web-Pro Co., Ltd., Taiwan, and has 51-mm length and 1.7-D fineness. High-absorbent fiber is composed of polyacrylic and purchased from Asiatic Fiber Corporation, Taiwan. It is short-fiber type and has 48-mm length and 11.1 D fineness. Chitosan with 80% deacetylation is purchased from Global Biological Technology Co., Ltd., Taiwan. Silver nitrate solution (offered by Union Chemical Works Ltd., Taiwan) is extra pure grade. Tencel® fibers and highly absorbent fibers are mixed with ratios of 100:0, 90:10, 80:20, 70:30, 60:40 and 50:50 wt%/wt% and undergo the nonwoven manufacturing processes consisting of opening, mixing, carding, lapping and needle-punching to form nonwoven fabrics. Figure 1 shows surface image of nonwoven fabrics with different ratios of high-absorbent fibers. Table 1 was show the specification of nonwoven fabric with various High-absorbent fibers ratio.
Surface image of nonwoven fabrics with 0, 10, 20, 30, 40, 50 wt% (a, b, c, d, e) of high-absorbent fibers. The specification of nonwoven fabric.

Chitosan powders are dissolved in 1% acetic acid solution and are mixed with a magnetic stirrer at 50℃ for 24 h to form chitosan solution; 100 mM of silver nitrate solution and 2 wt% chitosan solution are mixed and then reacted for 2, 4 and 6 h, forming antibacterial agents. The agents are dripped onto the nonwoven fabrics and freeze-dried for 24 h, completing the highly absorbent, porous composite dressings. The mechanical properties and biocompatibility tests are finally performed on the resulting dressings to determine below-mentioned properties.
Tests
Burst strength was performed by Instron 5566 Tester (Instron, US) based on ASTM D1883. The semicircular-ended head of diameter 25 mm attached to 10 kN load cell was driven onto nonwoven fabric at a speed of 100 mm/min.
Water absorption of nonwoven fabric is characterized by absorbent ratio which is expressed as (Wwet–Wdry)/Wdry. Thereinto, wet weight (Wwet) was the weight that nonwoven fabrics were soaked in the water for 10 min and then removed the surface water using absorbent paper after taking nonwoven fabrics from the water bath. The original weight of nonwoven fabric was determined as dry weight (Wdry). Ten samples were used for each group.
Blood absorption of high-absorbent nonwoven fabrics was observed by Scanning Electron Microscope (HITACHI S-3000N, Japan). The fresh, healthy whole blood was acquired from volunteers. All volunteers do not have smoking habits and have not used any medicine within 10 days. The whole blood and citrate were firstly blended with 9:1, and then dipped into high-absorbent nonwoven fabrics. After that, the resulting nonwoven fabrics were gold-plated for SEM observation after drying by Critical Point Dryer (HITACHI HCP-2) at carbon dioxide environment.
Air permeability was employed by Textest FX3300 (supplied by Textest Instrument, Germany) according to ASTM D737-04. Testing pressure was set as 125 MPa. Ten regions in size of 25 × 25 cm2 were tested, respectively, for the mean air permeability.
Antibacterial property was performed by qualitative method according to JIS L1902 2002. Firstly, sterilized agar was injected into 90-mm-diameter culture dish, forming solid medium. Then 105 (CFU)/ml E. coli bacterial suspension was evenly coated on nutrient agar solid medium, forming bacterial medium. Finally, the inhibition zone was observed after composite fabrics containing antibacterial agent was attached on surface of bacterial medium and co-cultured at 37℃ for 24 h.
Statistical analysis
Statistical differences were determined using a one-way ANOVA of the SPSS at significance level of 5% and 1%. *p < 0.05 means that the differences between subjects were considered statistically significant at confidence level of 95% (n = 8). **p < 0.01 shows that difference between subjects is more significant at confidence level of 99% (n = 8).
Results and discussion
Burst strength of high-absorbent nonwoven fabrics with various high-absorbent fibers
High-absorbent nonwoven fabrics applied in hemostasis field needs to resist against seepage pressure of blood. Therefore, vertical strength of nonwoven fabrics needs also to be considered. Generally speaking, membrane absorbing material has low water resistance pressure and cannot satisfy actual application. Wound dressing in this study needs to conform to high hygroscopicity and blood resistance pressure properties. Therefore, optimal burst strength of nonwoven fabrics needs to be sought for future clinical use.
Structure and physical property of high-absorbent nonwoven fabrics are affected by content of high-absorbent fiber and punch density. In the experiments, the blending ratios of Tencel® fiber and high-absorbent fiber were, respectively, varied as 90:10, 80:20, 70:30, 60:40, 50:50 wt%/wt%. The punch density was changed as 50–100 punches/cm2 in order to discuss the influence of blending variation on bust strength of nonwoven fabrics. As shown in Figure 2, the maximum bursting strength decreases with increase of high-absorbent fiber in the high water absorption compound dressings. This may be because the fiber tenacity of Tencel® fiber is higher than that of high-absorbent fiber. Moreover, Tencel® fiber has six-membered carbon ring structure that cellulose possesses, leading to higher burst property.
Effect of high-absorbent fiber content on burst strength of high-absorbent nonwoven fabrics (*p < 0.05, **p < 0.01).
In addition, Figure 3(a) shows burst property of high-absorbent nonwoven fabric with various high-absorbent fibers. With higher Tencel® fiber, initial modulus becomes higher and nonwoven fabrics have higher slope of burst curve in damage region, and ultimately burst strength achieves the maximum. As high-absorbent fiber increases, the maximum burst strength gradually decreases. This demonstrates that nonwoven fabrics with higher Tencel® fiber possess high toughness and has higher rupture absorbing energy. We can observe from Figure 3(b) and (c) that during burst process, nonwoven fabric is subjected to nonuniform multidirectional force. Due to composite shear strength along MD and CD, nonwoven fabric is firstly damaged at position where fabric deformation reaches the maximum and fiber cohesive forces achieve the weakest. As semicircular-ended head pressures on nonwoven fabric, nonwoven fabrics produce tear damage and presents arc-shaped splitting. Therefore, nonwoven fabric ultimately generates circular plane of failure because of shear strength suffered by nonwoven fabrics along circumference location. From statistical analysis, it is found that burst strength significantly decreases when high-absorbent fiber increases from 30 wt% to 50 wt%. Even so, all those burst strengths surpass 100 N, which satisfies strength demand for applying as wound dressing.
(a) Bursting curve of high-absorbent fiber content on burst strength of high-absorbent nonwoven fabrics. (b) Tencel fabrics (c) high-absorbent fiber content 30 wt%.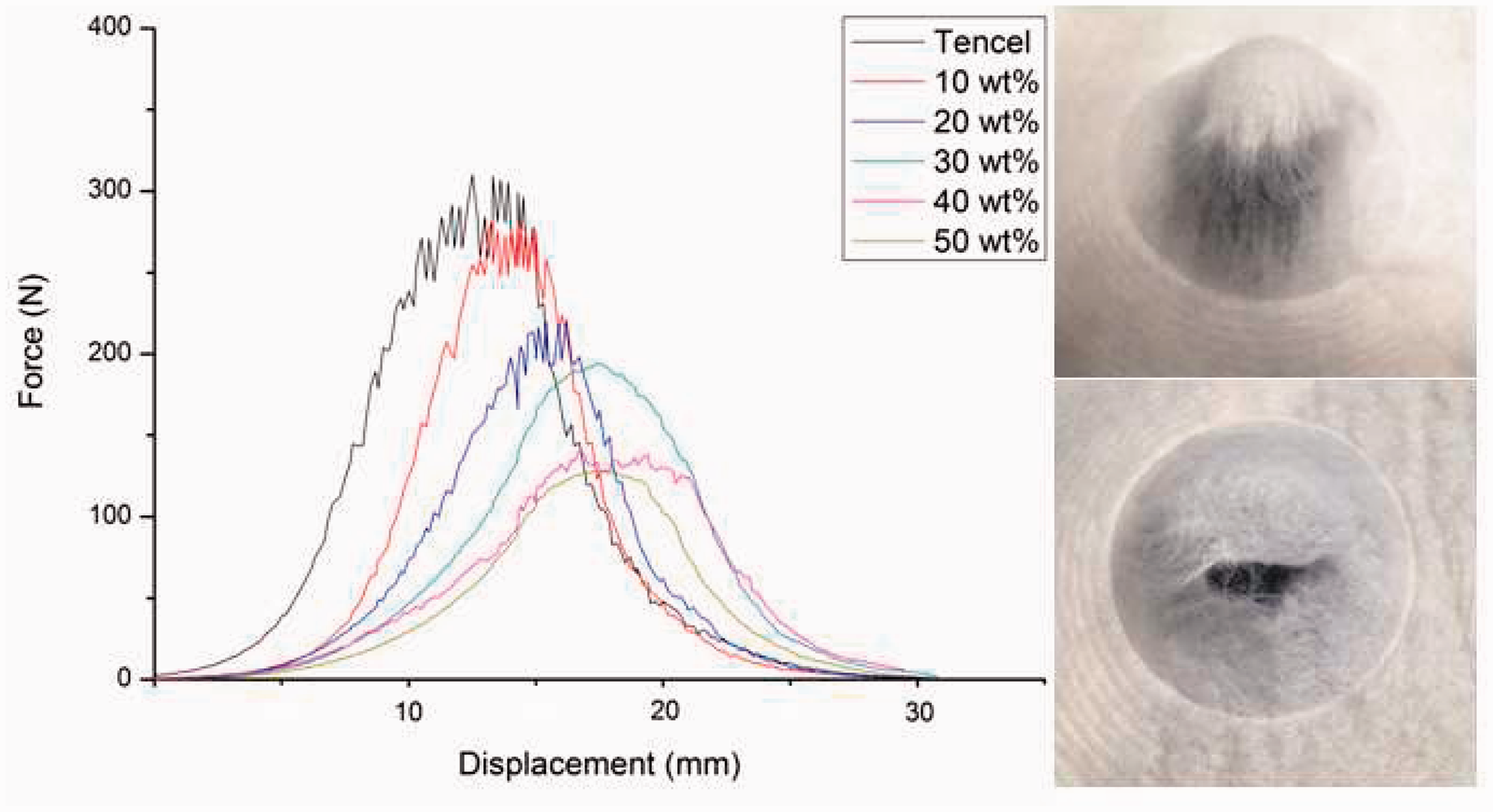
Burst strength of high-absorbent nonwoven fabrics with various punch density
Figure 4 shows effect of punch density on burst strength of high-absorbent nonwoven fabrics. Therein, high-absorbent fibers were constant as 30 wt%. With increase of punch density (50–66.7 punches/cm2), burst strength of high-absorbent nonwoven fabrics reinforces because improvement of punch density is conductive to fiber entanglement and greater deformation resistance is produced when fiber is suffered from external force. Fiber fracture and fiber decompaction are observed in ridgy damage region. In the statistical analysis, punch density increases from 50 to 66.7 punches/cm2, burst strength of high-absorbent nonwoven fabrics improves insignificantly. However, when punch density increases from 66.7 to 100 punches/cm2, burst strength decreases significantly. Therefore, in the following study, we will use 66.7 punches/cm2 as optimal process parameter.
Effect of punch density on burst strength of high-absorbent nonwoven fabrics (*p < 0.05, **p < 0.01).
Water absorbent property of nonwoven fabrics with various high-absorbent fibers
Wound curing needs oxygen, and hence drying and breathability. For traditional dressing, water absorption ratio is about 4.5 times. Ideal wound dressing requires a moist environment for promoting wound healing [23].
As found in Figure 5, Tencel® fabric has 20 times water absorption effect after wetting. This may be because Tencel® molecular chain has numerous –OH groups that are liable to react with water molecules, generating chemical-bonded water to achieve absorption effect. By the experiments, it is observed that with increase of high-absorbent fibers, the water absorption ratio also rises. This is due to the fact that high-absorbent fiber owns lots of hydrophilic group. When contacting with water molecules, fiber molecular structure emerges with rapid swelling, thus locking water molecules in the polymer chains and forming bound water. Although nonwoven itself have high water absorption property, it endows fast absorption effect after cooperating with high-absorbent fiber. Therefore, this fast-absorption nonwoven would have promising future in applications as wound dressing and hemostasis material. According to statistical analysis, the 10 wt% additions of high-absorbent fibers has significant water absorption ratio compared with 0 wt% fibers. When 30 wt% high-absorbent fibers are added, water absorption ratio changes significantly compared to other additions because p < 0.01. Considering that nonwoven fabric has appropriate mechanical property and presents porous structure after water absorption, 30 wt% high-absorbent fibers are selected for preparation of optimized nonwoven fabrics in the following. The resultant water absorption ratio of optimal nonwoven fabrics reaches 38 times.
Effect of high-absorbent fiber content on water absorption ratio of nonwoven fabrics (*p < 0.05, **p < 0.01).
Figure 6 shows water absorption ratio of high-absorbent nonwoven fabrics after 24 h for evaluating swelling kinetics of the high-absorbent nonwoven fabrics. Water absorption ratio is changed by transforming from 5 min, 10 min, 30 min, 1 h, 2 h, 3 h, 4 h, 5 h, 6 h, 7 h, 8 h, 9 h, 10 h, 11 h, 12 h to 24 h. It is found that water absorption ratio rapidly rises after 5 min absorption. This is because nonwoven has porous structure, and water molecules enter into inside of nonwoven forming bound water. As time lasts for 10 min, water absorption ratio presents stable, saturated state. In addition, with increase in high-absorbent fibers, nonwoven fabrics present a higher slope till 5 min and then a steady state at 10 min. This is attributed to the fact that high-absorbent fiber produces rapid-swelling and then fast-diffusion to water molecules.
Water absorption process of the nonwoven fabrics with various high-absorbent fiber content.
Figure 7 shows water absorption of nonwoven fabric and that containing antibacterial agents. Comparatively, composite fabrics firstly swell quickly and then maintain stable till 30 min. This duration time is longer than that of pure nonwoven fabrics. This is caused by polymer among antibacterial agent coated on the surface of nonwoven fabrics. When contacting with water molecules, high polymer absorbs primarily first and high-absorbent fiber swells afterwards. Ultimately, the saturated water absorption ratio of composite fabric is about 17 times.
Water absorption curve of the nonwoven fabrics with antibacterial agents.
SEM of high-absorbent nonwoven fabrics after blood absorption
In order to confirm the blood absorption efficiency for high-absorbent nonwoven fabrics, fresh and healthy whole blood was acquired from volunteers. The whole blood and citrate blends were dropwise incorporated into high-absorbent nonwoven fabrics, and then gold plated after drying for SEM observation. Figure 8(a) and (b) shows 500 and 1000 magnification for high-absorbent nonwoven after 30 wt% blood absorption. It is found that a large amount of blood cells were attached on surface of nonwoven fibers. Therein, a large number of erythrocytes aggregated in nonwoven fabrics, and the cell size was 4–6 µm. Blood contains 70% water, and high-absorbent nonwoven fabrics have characteristics of high moisture absorption. Therefore, high-absorbent nonwoven fabrics simultaneously absorbed blood cells on surface of nonwoven fabric forming aggregations when absorbing water molecules. Patterns of blood cells have changed after being absorbed by fibers after explaining from cellular morphology. It is found from Figure 8(c) and (d) that fibrin formed surrounding erythrocytes between high-absorbent nonwoven fabrics. This represents that blood cell may generate interaction with nonwoven fiber forming blood coagulation.
SEM observations of high-absorbent nonwoven fabrics after blood absorption. Red arrow represents blood cell, blue arrow represents fibrin.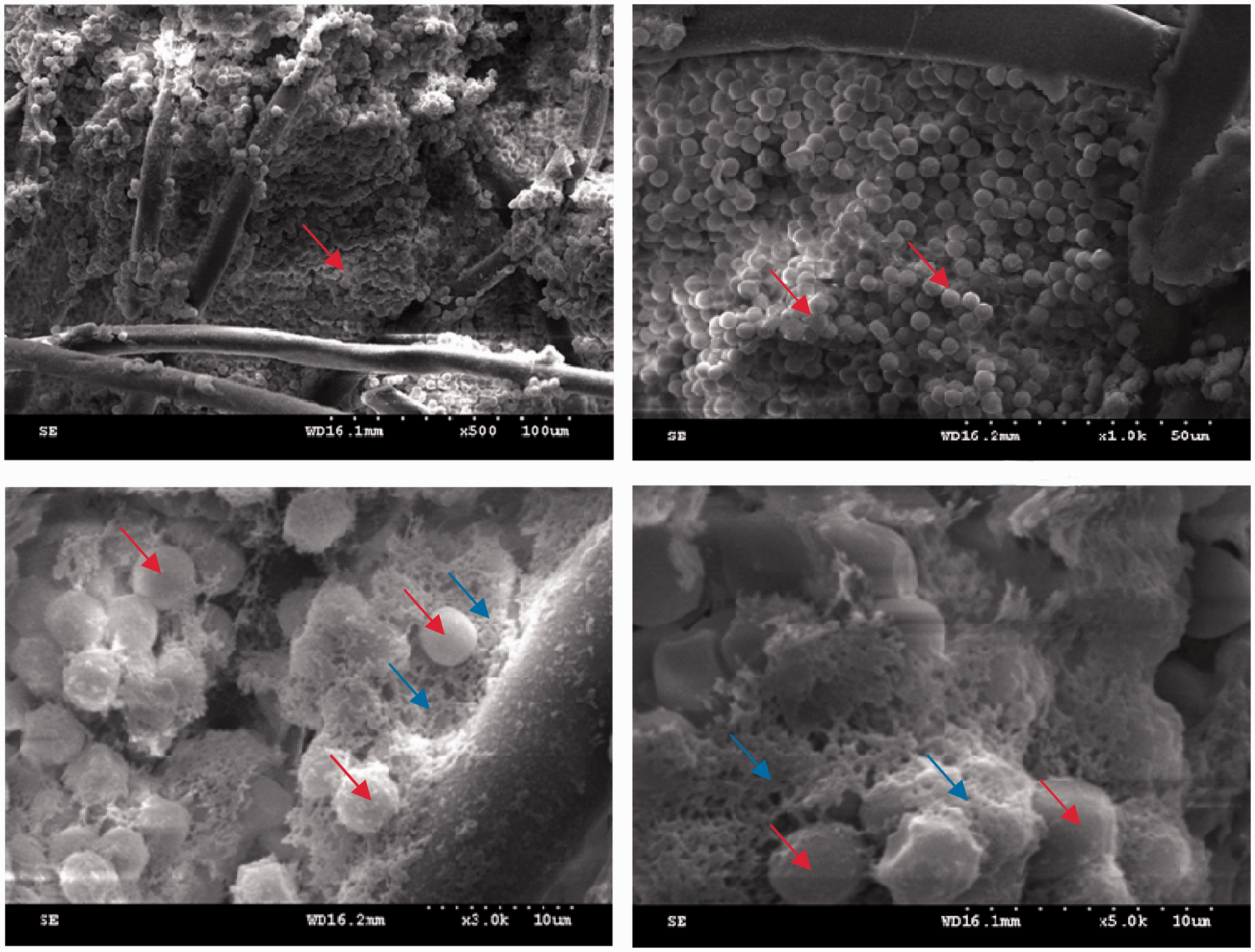
Air permeability of nonwoven fabrics with various high-absorbent fibers
Air permeability is the critical factor for nonwoven fabrics applied in biomedical field. When encountering with a lot of blood vessels, the flow of blood often cannot be staunched and even jetted out due to traumatic damage. Therefore, hemostasis becomes the first step during wound treatment. If nonwoven fabric has bad permeability, blood would produce transient repellent ability when contacting with surface of nonwoven fabrics. This leads to inconvenience for both nurse and patient. In addition, when nonwoven fabrics are applied as wound dressing, their air permeability would influence on recovery situation for patients. Poor water absorption and air permeability of hemostatic material are unfavorable to expel from secreta and fester within wounds, easily resulting in growth and breeding of bacteria and triggering aggravating infection of patients.
In Figure 9, as seen, as high-absorbent fiber increases, the air permeability of nonwoven fabric increases. Because high-absorbent fiber has bigger diameter, nonwoven fabric contains higher porosity, resulting in air passing easily at per unit volume. All the experimental samples have air permeability of higher than 100 cm3/s/cm2. It is observed from statistical analysis that there is significant difference among 30, 40 and 50 wt% of high-absorbent fibers added in high-absorbent nonwoven fabrics because p < 0.01.
Effect of high-absorbent fiber content on air permeability of nonwoven fabrics (*p < 0.05, **p < 0.01).
Antibacterial property of high-absorbent nonwoven fabrics
On the basis of JIS 1902–2002 standard, the circular sample has 28-mm diameter, and then was adhered on the bacterium-coated medium to determine the antibacterial property. It is found from Figure 10(a) that nonwoven fabrics with chitosan have slight antibacterial effect. This is because, chitosan has amido group and becomes NH3+ in the acidic conditions, which would neutralize with negative charge on the surface of bacterial cells. The osmotic pressure of bacterial cells happens to change, thus blocking from bacterial growth [24]. In addition, Figure 10(b) displays an evident inhibition zone. It is because silver nanoparticles carrying Ag+ charge attract bacterial membrane having negative electricity, which destroys bacterial structure and weakens its DNA replication [25].
Antibacterial property against E. coli of composite fabric with (a) chitosan agent and (b) Ag NPs antibacterial agent.
Conclusion
The research results show that high-absorbent nonwoven fabrics have good mechanical properties. When high-absorbent nonwoven fabric contains 30 wt% high-absorbent fiber, bursting strength reach 184 N. In addition, bursting strength of high-absorbent nonwoven fabrics is promoted by 6.7% when punch density increases from 50 to 66.7 punches/cm2, but that is decreased by 24.1% when punch density improves to 100 punches/cm2. Water absorption ratio is reinforced by 84.9% while high-absorbent fibers increase from 0 wt% to 30 wt%; 30 wt% high-absorbent fibers have significant difference of water absorption ratio as compared to other additions because p < 0.01. The water absorption ratio reaches 38 times after water absorption when containing 30 wt% high-absorbent fibers. SEM observations of blood absorption show that blood cell was attached on the surface of nonwoven fiber and fibrin was formed between the blood cell with the fibers. Antibacterial property display that composite fabrics with pure chitosan have a slight inhibition zone; nevertheless those with Ag NPs antibacterial agent possess more evident inhibition zone. This resulting composite fabric has promising application as wound dressing and hemostatic materials.
Footnotes
Acknowledgements
The human blood test in this work has passed Institutional Animal Care and Use Committee (IACUC) with approval No. 100-CTUST-22), and period of protocol 06/01/2012-05/31/2015.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work is also supported by National Science Council of the Taiwan, Central Taiwan Science Park, under Contract NSC-101-2622-E-035-008-CC2; NSC-102-2622-E-035-008-CC2 and NSC-102RB07.