
Abstract
An increasing number of flying hours requires an improved level of confidence in safety and comfort for crew staff, passengers, and valuables. Alternative or improved material utilization in interior furnishing and structure is perceived important in producing an aircraft. Fibrous material used in an aircraft may enhance the level of safety and the desired effects in producing the structural components. Aircraft accidents and loses to lives and valuable caused by fire are known in aviation history. Flammability in an aircraft as a leading cause or as a subcause may be prevented through an appropriate utilization of flame-retardant (FR) fibrous materials used in aircraft design and manufacturing and in interior furnishing. Improving the prevention of fire hazard through reduced flammability materials was a desired activity for achieving safer air travel. Important FR fibers (FR finished natural fibers and high-performance fibers including synthetic polyamides, carbon, and ceramic fibers), finishes (organophosphorus reagents), and fibrous structural components in aircraft are discussed. FR finishes including brominated FR with reference to recent environmental concerns are described. Standard testing of FR fibrous material based on the Federal Aviation Administration regulations are introduced for any flammability requirements. This study is particularly conducted to appreciate how fibrous materials are useful in improving the flame retardancy and any other performance factor including safety and reduced fuel consumption in an aircraft.
Introduction
Safety of human and valuables is an important requirement in all transport vehicles used. The significant interest in the study and assessment of safer transport in space to ensure higher level of preventing any accident to spacecraft and associated hazards to passengers, crew staff, and spacecraft structure resulted in imparting added values to the aviation system, aircraft production, and its users.
Air transport is significantly desired in military, civil, and commercial activities and services. The number of flight hours increased with the growing demand in air transport. Therefore, the probability of an incidence occurrence will enhance. For example, an incidence probability of 1 in million flight hours means such incidence may occur several times when number of million flight hours increased [1].
Improving the safety in spacecraft travel is achievable through design and system development; material selection in aircraft manufacturing; continuous training to pilot, aircrew staff, and ground support staff; safety procedures; and undesired interventions from any staff and passengers [2]. The safety management framework and organizational commitment has been described by Kirwan [3].
There are several possible factors in the origination of an aircraft accident. Generally, the investigative report provides a closer look to establish the reasons. An aircraft accident report produces detailed-oriented description of technical causes to an accident [4].
An aircraft accident can be referred to the Convention on International Civil Aviation, Annex 13. It is an occurrence with an aircraft operation, from boarding to landing of passengers and staff, resulting in loss or harm to passengers or staff and/or aircraft. The passengers, staff, or aircraft can be physically harmed or become inaccessible [5].
The Annual Review of Aircraft Data by the National Transportation Board (NTSB) noted a total of 1670 general aviation accidents involving 1688 aircrafts in 2005. The total number of general aviation accidents in 2005 was 3% (or 53 in number), more than the total number occurred in 2004. There were 321 fatal accidents in 2005; that was 2% higher than the year 2004 [6].
Latest statistical information showing the involvement of smoke/fire in aviation incidents can be appreciated from the data provided by Transportation Safety Board (TSB) of Canada. TSB Statistical Summary-Aviation Occurrences 2012 provided useful recent data. The data were updated on 1 February 2013. There were 290 aviation accidents reported, that number shows a 13% increase relative to 2011; however, it is comparable to five-year average of 292. The accident number of 5.4 per 100,000 flying hours was unchanged.
There is significant number of 193 out of 290 accidents involving aircrafts. The accident number involving helicopter is 40. Important reasons observed in aviation incidents reported by TSB, Canada, included smoke/fire (11%) [7].
Flame-retardant (FR) fibrous material can indeed cause the delay, at least, in the fire and smoke generation in aircraft. It was noted by Federal Aviation Administration (FAA) for occurrence of an in-flight fire that a delaying provision of 2 min in aircraft descent is useful in successful landing and evacuation, and resisting a complete loss of aircraft and occupants [8].
Commercial jet aircraft data produced in 2005 indicated the in-flight fire as fourth highest cause of on-board fatalities and seventh frequent cause of accidents in 2005. This specialist paper recognizes the in-flight fire and smoke to remain a cause in the occurrences experienced by transport aeroplanes. However, the said paper is desired to serve as referee document on current risk and possible mitigations for fire and smoke occurrences on commercial transport aeroplanes.
Improving the prevention of fire hazard through reduced flammability materials is a desired activity for achieving safer air travel. Important FR fibers, finishes, and structural components produced using fibers in aircraft are identified. This review of literature is to describe how the FR fibrous materials recently contributed in safety and performance of an aircraft. Since the important advancements made in this area are not fully available in the research papers, and several important developments found in the literature of commercial suppliers and aircraft manufacturers, therefore, an important aspect of this study is to incorporate the important recent advancement in using the fibrous materials demonstrated by the commercial suppliers and aircraft manufacturers. This study appreciates how fibrous materials are useful in an aircraft in improving the flame retardancy and any other performance factor including safety for passengers.
Three possible modes of resisting fire/smoke hazard in aircraft can be identified (Figure 1). Fire/smoke detection system [9, 10], extinction devices and system, and fire chemistry of fibers are not in the scope of this review study. The focus of this study is to review the progress made in the utilization of FR fibers in aircraft and to discuss any benefit achieved in the performance and effectiveness of aircraft transport.
Possible modes for resisting fire/smoke hazard occurrence in aircraft.
The subject discussion begins with the description of various fires possible in an aircraft. That indicates the possible diversity in aircraft flammability and the significance of utilizing FR fibrous materials in furnishing, structure, and components used in aircraft.
Important FR fibers (including FR finished natural fibers and high-performance fibers including synthetic polyamides, carbon, and ceramic fibers), fiber composite, and their types including multi-dimensional woven composite, natural fiber composite, and fiber metal laminates (FMLs) are discussed. FR finishes including brominated FRs particularly polybrominated diphenyl ethers (PBDEs) are discussed with reference to the recent environmental concerns. This is followed with the description of selected aircraft components produced using FR fibrous materials. That included high-temperature engine, emergency slide, and non-woven FR fabrics. Future outlook of the subject area, prior the conclusion, identifies the importance of future studies.
Figure 2 presents the utilization of FR fibers in enhancing the performance and operations of aircraft that can be possible through the effects.
Utilization of flame retardant (FR) fibers in aircraft.
Aircraft accidents involving fire
Fire accidents are known in the aircraft history. Preventing the fire occurrence in an aircraft and facilitating an arrangement to protect passengers, crew staff, and materials from fire harms are significantly desired for safer travel. There are several causes possible in producing accidental fire. It was indicated that an in-flight fire protection was primarily considered as a function of design practice, flammability of materials, emergency of equipment, and procedural requirements [11].
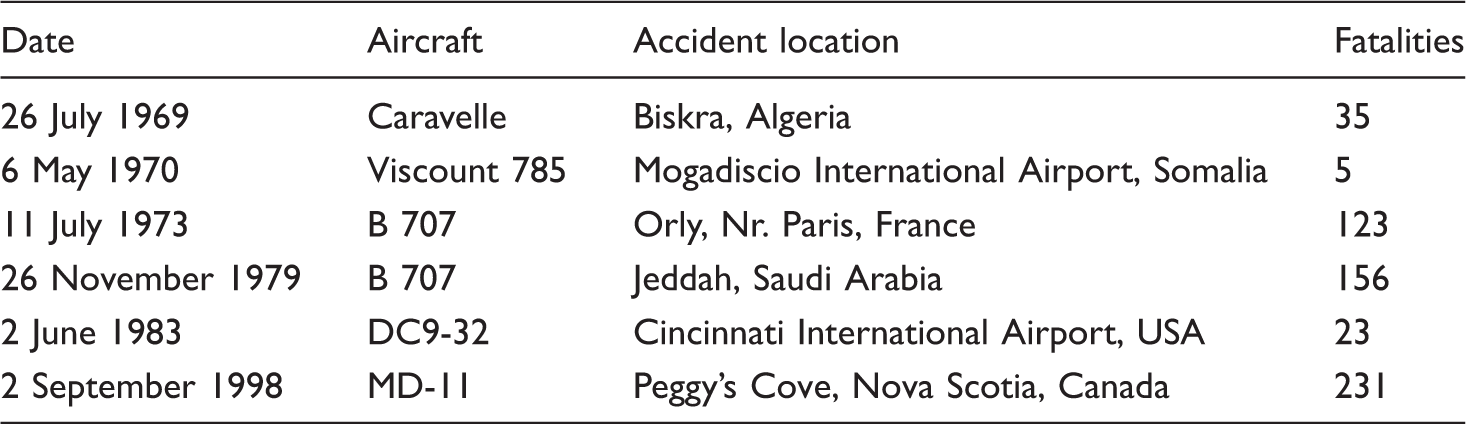
There were aircraft accidents around the world in passenger aircraft where fire caused significant damages, injuries, or deaths to an aircraft, passengers, and crew staff [12]. An aircraft accident was possible where combustion and smoke lead to an emergency landing; passengers were successfully evacuated, and plane caught fire [13].
Aircraft accidents when fire caused serious harm to lives and valuables [14].

NTSB: National Transportation Board.
The FR fibers are desired to resist the initiation of fire and/or to cause delay in the propagation of fire/smoke. The description of various fires possible in aircraft indicates fire scenario and flame retardancy requirements from fiber and fibrous components.
An in-flight fire, occurred when an aerospace vehicle was airborne, and post-crash fire can be seriously harmful if not resisted effectively. The origin of such fires can be traced in aircraft. Generally, the undesired fire in aircraft may broadly be categorized into three types [15]: engine fire, cabin fire, and hidden fire.
Engine fire
An engine fire can be controlled through the aircraft fire detection and suppression systems. However, in an exceptional situation, for example, an explosive breakup of the turbine, the fire may be spread to wing and fuselage. In any case of fire, it was advised for crew staff to land and to undertake the examination of engine.
Cabin fire
Cabin fire can relatively be detected in the beginning and be contained by the crew using known fire suppression facilities. However, landing and performing a detailed examination of fire were recommended for an increased confidence in safety.
More specifically, aircraft cabin fires indicated of three general categories: ramp, in-flight, and post-crash. Ramp fires were known to occur when an aircraft parked for servicing at the ramp. Such fires resulted in property loss, however, not in the loss of passenger and staff lives. An example noted was a smoldering cigarette in a trash bag that ignited an adjacent vacant passenger seat in an unattended aircraft [16].
In-flight fires often occur in the accessible areas, for example, galley. These are controllable through detection and extinguishing. Cargo compartment is an inaccessible area where a fire accident may be challenging to control. Some of the known causes of in-flight fires are electronic failures, overheated equipment, or hazardous cargo [16].
Fire spread or flashover is a serious concern in tube-like structure of an aircraft. The rapid spread of fire from one seat to another is undesirable. Therefore, the US FAA, in 1988, released suppression requirements for heat release and smoke generation to provide safer exit. It introduced plane certification requirement to demonstrate passenger exit from plane in 90 s in case of fire [17].
Post-crash fires are known to be more fatal, since the fire following the occurrence of an accident is of severe nature and relatively less easy to control. In USA, significant fatalities in an aircraft fire accident were attributed to post-crash fire [16].
Hidden fire
These fires are difficult to locate and access, that caused delay in performing a suppressing action. Delay in confirming fire and smoke source and completing suppressing operation may cause serious damage to aircraft crew and passengers. Available time, in emergency cases, is critical in performing an effective suppression of fire and smoke.
Aircraft accidents caused by fire in hidden areas during 1967–1999 [18].
Generally, a hidden fire will be detected by crew staff, passengers, on-board fire detection system based on fumes, smoke, hot spot, and experiencing an increasing level of hot (air or surface) contact.
In between 1981 and 1990, the US Transport Airlines experienced 1153 fatalities, with 20% approximately caused by fire.
Small fires constituted 95% of the all the fire incidences in the aircrafts used at US Air Force. Moreover, US Air Force experienced approximately 600 unreported agent discharges each year. The frequent agent used in small and unreported incidences was Halon 121 (bromochlorodifluoromethane).
The dollar loss of US $ 12.20 K per incident was attributable to minimal collateral damage based on the use of Halon 121 [19].
All the categories of undesired fire described can be resisted, at least, using flame-retardant fibrous materials in an aircraft. Flame retardancy of materials used in aircraft may enhance the opportunity to exit. The subsequent sections discuss the flame-retardant fibers, structural components and selected examples, and possible flammability test used in Federal Aviation Regulations (FARs) or advisory circular (AC) produced by FAA.
Fibrous materials used in an aircraft production
Traditionally, the use of fiber was for in interior furnishing and home textiles in an aircraft. However, the development in fibrous material performance including high strength at reduced weight and showing resistance to heat and flaming combustion resulted in an increased consumption in producing various parts of an aircraft.
Types and mass range of combustible material used in commercial passenger aircraft cabins [20].

A significant portion of materials used in the construction of an aircraft, particularly that surrounded the passenger seating area, is combustible and flammable. The fire safety concern is stronger when the materials used in structure are not FR.
Possibly, the mass range of combustible materials, without flame retardancy, can be typically in the range of 3300–8400 kg in an average passenger aircraft. The combustible materials in passenger aircraft cabin in terms of the structural component used in an aircraft manufacturing are presented in Table 3. It has not indicated the type of polymer and fiber used and the chemical/composite nature of structural parts.
The combustion of polymeric material would generate enormous amount of heat. The polymeric materials used in cabin indicated to have an effective heat of combustion during fire at around 35 × 106 J/kg. Therefore, for example, a passenger aircraft having polymeric materials of 700 kg could generate fire heat load of 700 kg × 35,000 × 103 J/kg = 245 × 108 J [20].
Passenger luggage, a relatively more variable provider of fire heat, was not included in calculating the combustible materials. Possibly, the flammability of luggage could be significantly reduced using FR and thermally stable containment bins. FR fibrous material can be useful in producing such containment.
In post-crash situation, the combustible materials used in cabin may generate significant heat in fire incidence. Therefore, the utilization of fibrous materials and polymers with FR properties would introduce improved protection from heat and fire.
Some characteristics of commercially known super fibera [21].
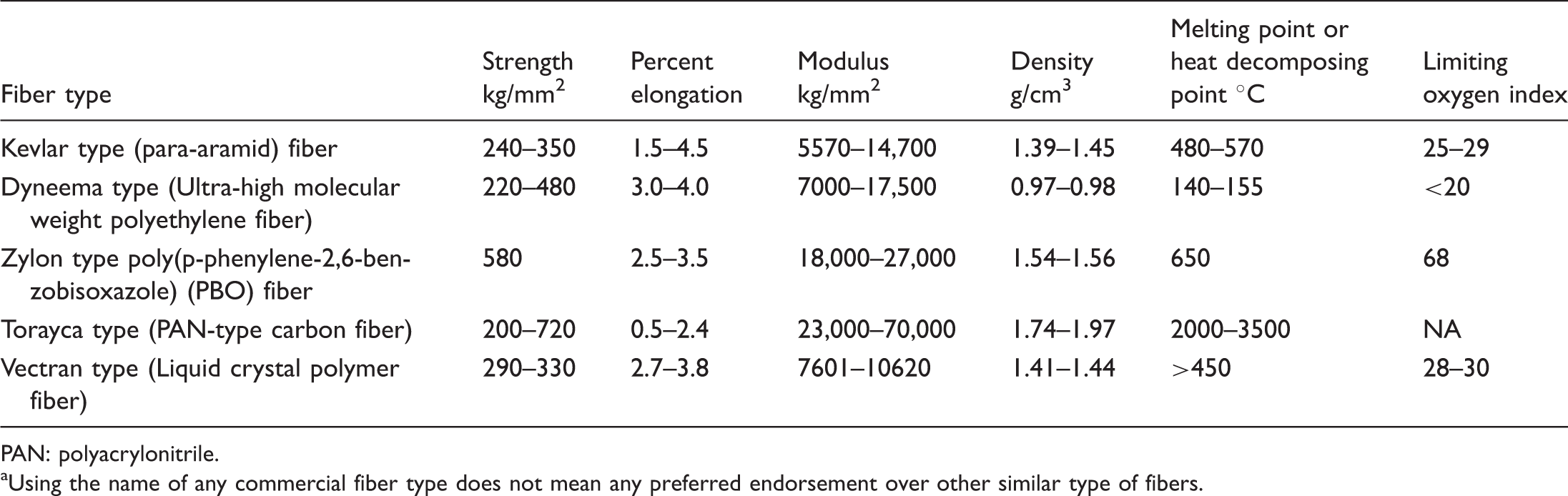
PAN: polyacrylonitrile.
aUsing the name of any commercial fiber type does not mean any preferred endorsement over other similar type of fibers.
The realization of cabin safety showed the importance of material used in the engineering and design of an aircraft. The subject of transport category cabin safety received the research interest of transport authorities around the world. The international nature of aerospace transport was more observable than other means of transport. Therefore, the need and requirements for the greater and broader association, cooperation, and coordination in cabin safety research have progressed.
A cabin safety research technical group was jointly formed by the US Federal Aviation Administration (FAA); Transport Canada Civil Aviation; Joint Aviation Authority, Europe; and the Civil Aviation Bureau of Japan, Japan. The aim was to achieve better level of cabin safety through research.
Flame retardancy in fibers
Use of FR fibrous material in aircraft furnishing and fiber composite structure is possible through the utilization of fibers that were inherently FR or rendered FR through special finishing. Durable finish effect for cellulose fibers using tetrakis(hydroxymethyl)phosphonium (THPC) salt reacted with urea and cured in gaseous ammonia chamber was known for about last 50 years. Non-durable and semi-durable finish effects obtained generally using phosphate or phosphonate salts. Binders and additives used for improved hand and durable effects [22].
Char-producing fibers can be FR using back coating of insoluble ammonium polyphosphate. However, for synthetic and blends decabromodiphenylether with antimony oxide provided an important back coating.
There may be various reasons of using FR natural fibers. Importantly, desired handle properties, softness and comfort, dyeability, and ecological concerns are obtainable in natural fibers.
Blends of wool with higher performance para-aramid fibers, obtained by intimate mixing of wool and poly(p-phenylenediamine-terephthalamide) (PPTA) fibers showed improved flame retardancy and thermal stability by synergistic effects [23]. Blends of wool and meta-aramid fibers are used in aircraft seating.
Halogen-free FRs
Cotton/nylon blend fibers can be FR using finish composition containing hydroxyl-functional organophosphorus oligomer (as FR) with binder mixture containing dimethyloldihydroxyethyleneurea and trimethylolmelamine. That finish was applied to 50/50 cotton/nylon blend fabric. The treated cotton/nylon fabric showed enhanced flame retardancy and significant laundering durability. The FR performance was exhibited by passing the vertical flammability test after 50 home launderings. However, stiffness of finished cotton/nylon fabric was increased, demanding further work to overcome this problem [24].
Cotton fibers can be FR using various organophosphorus compounds. Pyrovatex CP (PCP), diammonium phosphate (DAP), phosphoric acid (PA), tributyl phosphate (TBP), triallyl phosphate (TAP), and triallyl phosphoric triamide (TPT) were studied to impart flame retardancy to cotton fibers. The effects of flame retardancy on cotton fibers were assessed using scanning electron microscope, limiting oxygen index (LOI), char content, activation energy of decomposition, and heat of combustion data.
The results showed the cotton fiber finished with DAP, PCP, and PA exhibited improved performance, relative to TBP, TAP, and TPT, in terms of LOI. Moreover, cotton fabric treated with PA, PCP, and DAP was having higher activation energy of decomposition, higher char content, and lower heat of combustion [25].
Synthetic fiber, for example, polyester, can be treated for FR properties through padding in finish liquor and fixation by thermosol process. Alternatively, melt spinning can be used where an FR additive, for example, dialkylphosphinate salt, may be introduced.
More recently, metal slats of dialkylphosphonic acid, and calcium hypophosphite were useful in producing flame retardancy in poly(butylene terephthalate) and polycarbonate. The said salts were synergistic with several phosphorus and nitrogen-containing compounds including melamine salts [26].
The polymers or reactive monomers containing any of P, Si, N, B were inherently FR. Such polymers may be used or they can be added to other polymers for improved flame retardancy. The synthetic chemistry, thermal stabilities, and FR properties of polymers containing the said elements were discussed [27].
A general description of polymer combustion process including polymer flammability, thermal degradation, and char formation are discussed with reference to FAA goal to eliminate fire as a cause of fatalities [28].
It was indicated that a number of inherently FR synthetic fibers recently received an increased consumption included melamine-based fiber, viscose rayon containing silicic acid, aramids, oxidized polyacrylonitrile (PAN), and polyphenylene sulfide fiber.
Halogenated FR
Possibly, the most recent realization indicating the desire for environment-friendly and high-performance FR for utilization in aviation and aerospace industries is evidently in the conference, for example, “Meeting high performance flammability requirements for aviation.” This technical event, held on 2–3 April 2014 through the joint participation of The Phosphorous, Inorganic and Nitrogen Flame Retardant Association-North America (Pinfa-NA), The society for the Advancement of Maternal and Process Engineers (SAMPE), and Washington State Department of Ecology, confirms the interdisciplinary nature of subject [29].
Last 10–15 years have seen volume of research, coupled with the academic and commercial debate on halogenated FRs that was largely related with the brominated FRs.
Brominated FR can be produced through the direct bromination of organic molecules and by the addition reaction of bromine to alkenes. Important brominated FR known are tetrabromobisphenol A (TBBPA), polybrominated biphenyls, penta-, octa-, deca-brominated diphenly ether (oxide), and hexabromocyclododecane (HBCD) [30].
The consumer materials that can be finished for FR effects include polyurethane foam cushion used in seat/chair, mattress, and bed. Generally, PBDEs are used in these products. Hazard that can be experienced in using PBDEs is its release from finished products and making their way into user body. Disturbing the human body function is known through several studies. PBDEs can interfere human thyroid hormone functioning [31].
Undesired effects of brominated FRs were resisted by banning of pentaBDE and octaBDE in Europe in 2004. DecaBDE was banned in April 2008 by European Court of Justice. Such prohibition may also be seen in North America. For example, Washington prohibits decaBDE in mattress and described how the banning can be extended to furniture and electronic.
Halogenated FR reduces the flammability of finished material by decomposing and producing non-flammable gases at elevated temperature. These gases produced may reduce the concentration of oxidizable species in the atmosphere of burning material. Halogenated FR produces free radical terminator in vapor phase. Free radicals H+ and OH− react with free radical terminator resulting in flame retardation. Organic and inorganic halogenated FRs are known. Examples include ammonium halides, chlorides of zinc, calcium and magnesium, THPC, and PBDEs [32].
Brominated flame retardants were consumed significantly in imparting flame retardancy to textiles, plastic, interior furnishing, foam, etc. Studies showing the presence of brominated FR in indoor environment and biota created stronger concern on banning or resisting the use of brominated FR that are hazardous to environment.
Environmental concern in brominated FR
PBDEs, TBBPA, and HBCD provided an increased environmental concern for halogenated FRs. A number of FR-treated articles are used in indoor environment, and the presence of these chemicals detected in the environment raises obvious debate for the environmental fate.
Studies undertaken in Europe, Japan, and North America indicated the presence of these FR in sediments and biota. Consequently, risk assessment remains an important topic to determine unacceptable level of toxicity for any halogenated FR, particularly brominated FR [33].
The stronger environmental concerns can be resulted in the desire to search alternative means to achieve fire safety without using toxic/harmful FR chemicals and seeking ban/restrictions when the toxicity level of FR chemicals is found unacceptable.
Commercially available PBDE products were mainly based on penta-, octa-, and deca-bromodiphenyl ether compositions. Each composition was based on narrow range of congeners and dominating range provided the name. PentaBDEs produce adverse effect at smaller dose, and decaBDE affect at increased dose. PentaBDEs at 0.6 mg/kg body weight may affect neuro-behavior, and thyroid hormone level can be affected at increased dose in rats and mice.
OctaBDEs at an amount of 2 mg/kg body weight of rats and rabbits affect fetal toxicity/teratogenicity; decaBDEs at 80 mg/kg body weight affects thyroid liver and kidney morphology in rats and rabbits [34].
For detailed discussion on the subject of environmental hazard possible with the brominated FRs, several interesting review are referred [35–38]. Progressively, an alternative approach is to find environment-friendly brominated FRs that may be described as the novel brominated FRs (NBFRs). NBFRs are defined as the brominated FRs (BFRs) that are new to market or newly/recently observed in environment [39].
To date, main concern observed in the study of NBFRs is related with an appropriate sample extraction and instrumental analysis, coupled with the environmental performance, including aquatic biota, terrestrial biota, metabolism and absorption effects, and an assessment to human exposure; the FR performance imparted by NBFRs to fiber would be important in meeting the particular standard requirements in future. Obviously, the current situation demands BFRs to be environment-friendly and effective to introduce desired flame retardancy at an acceptable production cost to finished fibers.
In addition to flame retardancy, there are several other high-performance requirements in using the FR fibers in structural components or composite produced for aircraft. Such high-performance requirements include resistance to heat, chemicals, and environmental aging; performance durability; and mechanical and fatigue resistance. To date, inherent FR fibers particularly carbon fiber, para-aramid fiber and ceramic fiber are more prominent.
These fibers have seen significant progress in producing structures used in spacecraft. However, the use of carbon fiber and para-aramid fiber is more significant in commercial aircraft. Therefore, these fibers occupy significant presence in aircraft industry, and the following section provides their description. This review discussion on these FR fibers is mainly for FR character and its use in aircraft structure in terms of the known progress. Any functional advantages are discussed where necessary. However, it is not the intention of this study to introduce the detailed discussion on the advantages and disadvantages. The important high-performance applications of these fibers are described in Section “Selected applications of FR fibrous materials.”
High performance inherent FR fibers
Carbon fiber
Traditionally, for more than last half-century, producing carbon fibers has received significant interest by manufacturers in producing rigid structures for commercial and civil aircrafts.
Carbon fiber significantly exceeds in tensile strength than steel at equivalent weight. Importantly, such performance is accompanied with outstanding stiffness and resistance to high temperature, chemical inertness, and fatigue characteristics.
The precursor for carbon fiber production is PAN in recent times (90% of carbon fiber produced using PAN). Typically, a carbon fiber can be 0.005–0.010 mm in diameter with structure mainly composed of carbon atoms [40].
Carbon and graphite fibers are high-carbon content materials, generally produced using a continuous process of controlled pyrolysis of PAN fiber at temperature 1000–3000℃. The pyrolysis of precursor PAN fibers resulted in carbon and graphite fibers containing 93–95% and 99% carbon atoms, respectively [41]. Carbon fibers used in composite may be 6–8 µm in diameter.
Thermal stability of carbon fiber was known at least by 1879, when Thomas Edison used it as filament in light-producing bulb. Unlike the present days when petroleum-based materials provide the precursor, the cellulose-based materials including cotton or bamboo were used in the past. Those were pyrolyzed through baking, and the resulting carbonized bamboo filament was FR and thermally stable to exhibit incandescence. The carbon fibers produced from rayon precursor in 1950s were having improved tensile strength until in recent times when it was replaced by PAN and pitch (=coal tar and petroleum products).
The important properties of carbon fibers significant for aviation industry include strength, stiffness, high strength-to-weight ratio, outstanding fatigue characteristics, flame retardancy and stability at high temperature, and chemical resistance [42].
The manufacturing of missiles, aircraft brakes, aerospace antenna, military aircrafts, and some spacecraft had benefited from the carbon fiber composite performance. Subsequently, the carbon fiber industry in 20 years between 1969 and 1989 has seen double digit annual growth in aerospace and defense sector [43–45].
Carbon-carbon fiber composite was investigated, and an improved process for producing carbon-carbon fiber composite for use in aircraft brake discs was described.
Carbon-carbon fiber composite was produced by bonding carbonaceous fibers together using binder (such as phenolic resin) and heating to higher carbonizing temperatures. The carbon-carbon composite obtained showed high strength-to-weight ratio. It may be stable to high temperatures of 800℃–3000℃ without any significant strength reduction [46].
Chopped carbon fibers were used in carbon-carbon composite fabrication through proposing a method to align in one direction. The chopped fibers were easy to mix with binder and compression molded, and the unidirectional mode resulted in improved desired strength.
The Airbus A 320, A330, A 340, and A 380 series of aircrafts used carbon fibers in nacelles, fairing, and empennage (=tail assembly). Carbon fiber fan blades were used in GE-90 series engines of General Electric in the early 1990s [47].
It was indicated that for more than 50 years, the aerospace industry was the greatest consumer of composites for various space vehicles including civil aircraft, military jets, helicopters, aero engines, space satellites, and launchers.
Another important commercial advancement using the carbon fibers was the introduction of carbon fiber airplane seats that replaced urethane-based fibers [48].
The seat cushions were produced from a mat of carbon fibers. Relative to urethane-based fiber, carbon fiber was indicated to exhibit high heat resistance and to prevent the release of toxic fumes during ignition.
From business perspective, the seat cushion produced using carbon fiber textiles were found around 200–500 g lighter in weight than conventional urethane cushions. The perceived benefit was translated into a fuel reduction up to 20 tons over a year period of an airplane fitted with carbon fiber cushions. The carbon-fiber seat cushions used were claimed recyclable, therefore, environment-friendly.
An interesting use of carbon fiber was experienced in stitching the components used in aircraft. Joining the material sheets at the edges may be possible using bolts, binder, or stitches. It was indicated that carbon fibers provided 10 times stronger binding, relative to conventional means, when used in stitching an aero plane structural materials [49].
Lightweight carbon fiber-reinforced plastic (CFRP) mirrors were indicated to exhibit zero expansion comparable to glass-ceramic and silicon carbide [50].
Ceramic fibers
Ceramic fiber and fabric offer significantly desired physical and higher thermal stability performance particularly for spacecraft.
Ceramic fibers are used in producing heat shields for commercial and military aircraft to protect from fire and heat. High-performance characteristic of ceramic fibers include thermal insulation, stability to elevated temperature, tensile strength, resiliency, and chemical inertness [51].
Ceramic fiber may be produced having diameter of 2–4 micron and length of 100–250 mm. Typical ceramic fiber may show working temperature of 1800°F for continuous use. A shrinkage percentage value of smaller than 3.5 was indicated at 1800°F for time of 3 h [52].
Refractory ceramic fiber may be produced from fusion of silica and pure metal oxides (or mixture of such metal oxide). Ceramic fiber stable to 1315℃ was obtained from a mixture of 50% Al2O3 and 50% SiO2 or from natural Kaolin of similar composition. The mixture heated and melted at >1900℃. The fiber would be obtainable from a stream of melt through blowing or centrifuging devices [53].
Ceramic fibers and fabrics were used by NASA, and aerospace system manufacturers for achieving engineering performance. These were used in space shuttle as inclusion in underbody tiles, gap fillers, gaskets (piece of material such as rubber to render a joint impermeable to gas or liquid), and seals. Ceramic coating was used in the windshield glass of airplanes; ceramic engine components of airplanes were expected to change fuel consumption of engine [51].
Abrasion resistance at high temperature is an important property for textiles used in spacecraft. For example, Stuffed Whipple Shield was desired for protecting spacecraft from being disabled by collision with space debris. The spacecraft shield produced at NASA Marshal Space Center (Huntsville, AL) and the Johnson Space Center (Houston, TX) contained 3M Nextel Ceramic Fabric.
Nextel 312 ceramic fibers assessed in Dupont Silk Abrasion Test (ASTM-D394, Method A) showed, following a 30-min exposure at 1093℃ (2000°F), significant abrasion resistance. It was indicated that the tested ceramic fibers lasted 2.5 to five times longer than leached glass.
Conventionally, the ceramic fibers were produced from natural-origin raw material. They are the desired fibers for increased heat-resistant effects and flame retardancy.
Para-aramid fibers
Para-aramid fibers are known for an increased flame retardancy and thermal stability. The use of such commercially available fibers recently received significant importance in producing light weight composite structure for aircraft cabin and cargo.
The fibrous structure was based on using an aerospace grade Kevlar (para-aramid) honeycomb composite core. A typical honeycomb is produced using para-aramid fiber paper (Kevelar® N636 or equivalent) impregnated with a heat-resistant phenolic resin.
In terms of the properties including reduced weight, high strength and stiffness, and fatigue resistance, Kevlar honeycomb was stated to show improved performance relative to Nomex- and Korex-based honeycomb [54].
The designated PK2 Kevlar® N636 para-aramid fiber honeycomb configuration may be described using letters and numbers representing material-cell size-density-cell configuration.
An example may be shown as follows: where:
where:
PK2 grade stands for an aerospace grade Kevlar,
3/16 stands for cell size in inches,
3.0 shows for nominal density in pounds per cubic foot,
OV is for over-expanded cells, and
HS stands for higher shear property configuration (PLASCORE).
The honeycomb could be used in the form of sheet, blocks, or cut size pieces in regular hexagonal and over expanded cell configuration.
It was stated that PK2 honeycomb was a high-performance non-metallic core that would offer significant weight reduction when replacing fiberglass and Nomex® honeycomb core with comparable performance [54]. It was useable in producing aircraft galleys, flooring, partitions, aircraft leading and trailing edges, radomes, flaps, access panels, and doors.
Reduced density (40 kg/m3) of designated honeycomb structure (PK2-1/8–2.5) exhibited compressive strength of 1551 kPa when tested using MIL-STD-401 at room temperature.
Kevlar narrow fabrics (up to 1 m wide) might be used as containment wraps to engine to prevent the broken engine blades from damaging the aircraft. Such wraps are known to be available in length up to 1 km [55].
The variety in FR honeycomb composite structure was possible for meeting the requirements including high load bearing capacities in high traffic environment or relatively reduced load capacities.
An example of such honeycomb structural panel may be seen in USP 4,557,961 [56]. The said laminar structure of composite comprised the following:
A sheet-like honeycomb in the core formed of aluminum and paper was treated to improve its flame retardancy, Upper and lower imperforated face sheets made of reduced weight fibrous materials impregnated with a phenolic resin, Phenolic adhesive films placed at the upper and lower surfaces of honeycomb before the imperforate face sheets (shown in ii above) for adhesively bonding to two sides of core, and Fire-retardant coating comprising a copolymer of vinylidene fluoride and hexafluoropropene. The coating might be at both surfaces of composite structure, or at least the exposed surface of the lower face sheet.
The resulting honeycomb composite was lighter in weight and showed flame retardancy with laminar structure.
Synthetic aramid fibers, particularly para-aramid fiber, for example, Kevlar®, are traditionally known for functional applications demanding significant heat-resistant and flame-retardant performance.
Selected examples where polyamide fibers, carbon, and ceramic fibers are used in producing important components for aircraft are described in Section “Selected applications of FR fibrous materials.”
Fiber composites in aircraft
The aviation industry showed continuous interest in the use of fiber composite material. Therefore, an increasing weight percentage of composite could be seen in the in the manufacturing of an aircraft. That may be indicated through the composite material consumption in Airbus A 350 [57]. Composite materials may reach 50% or above in weight percentage of an aircraft [58].
Thermoset composites may provide 80–90% of the interior furnishing in a commercial aircraft. The utilization of composite structure is known in civil and commercial aviation. Boeing 787 Dreamliner has approximately 50% composites by weight. The composites are used in fuselage (=generally the body of an airplane, containing the cockpit, passenger seating, and cargo hold, and excluded the wing), wing, spar, and stringers (=a light auxiliary part parallel with the main structural members of a wing or fuselage, used mainly for bracing and stabilizing).
An increasing interest in the utilization of fiber composites in spacecraft was perceivable since the realization of improved safety in terms of flame retardancy and thermal stability and reduced fuel consumption in air transport were the obvious advantages obtainable.
Probably an interesting review in 1999 addressed the applications of composites as structural materials in the development of military fighter aircraft, small and big civil transport aircraft, helicopters, satellites, launch vehicles, and missiles. Fiber-reinforced polymer composite materials were recognized to provide desired effects in the development of spacecraft [59].
Fiber composite structures were indicated to be 25–45% lighter than their metallic counterparts. The reduced fuel saving and performance features were the obvious benefits in civil, military, and space mission aviation. The higher initial fabrication and maintenance cost in the development of polymer composite was not a barrier since the improved performance was perceivable.
A recent review of fiber composite in aircraft construction indicated the possibility of fiber-reinforced polymers, particularly CFRP, to reach the consumption level of 50% in the structural material mass of an aircraft [60].
It was an important indication of realizing the contribution of composite material in recent times when an Airbus Flight Singapore Airlines flew non-stop from Singapore to Los Angeles. The achievement was significantly attributed to honeycomb core flooring where para-aramid fiber used in producing floor panel and the partitions in the passenger cabin and cargo hold [61].
The Singapore Airlines utilized an Airbus that was produced from the existing four-engine powered model A340 into A340-500 through the use of para-aramid composites made of Dupont’s Kevlar®.
It was indicated that an FAA Advanced Material Research Program found a cost saving of US $ 100–300 against the each pound of weight reduced on commercial aircraft over the service life [62]. That was an obvious benefit of fiber composite application in aircraft structure in addition to the desired flame retardancy.
Possibly, a useful description of composite material utilization in the structure of an aircraft may be seen in the aviation research and analysis report AR-2007-021 produced by the Australian Transport Safety Bureau [62].
A fibrous composite is produced by joining at least two layers using binder. The binder formed the matrix that held the adjacent layers. The reinforced matrix structure of composite provided the properties representing the blend of two materials with some added advantages in the achievement of desired properties including high ratio of strength-to-weight.
Meeting the requirements of extra strength and geometrical shape may be achieved by sandwiching a core material (for example, Nomex/para-aramid honeycomb) between two sheets of chosen material. The name of the composite shows the sheet material and matrix resin. Generally, the first part in the name of composite indicates sheet and the second part indicates matrix; for example, glass/phenolic, carbon/epoxy.
The interest in search of polymer composite for aircraft may be seen in more than last 50 years. The use of carbon fiber brakes was seen in 1974 in Concorde operated by British Airways. More recently, the two leading suppliers of civil transport airplanes Boeing and Airbus made significant advancement in the use of fiber/polymer composites since 1980s. A report of FAA indicated that Airbus family of products led the aircraft industry through the use of fiber composite structures [41].
It may be indicated that Boeing was working to enhance the average structural weight fraction of polymer composites in their commercial airplanes; that was to increase from 7% to 20%.
Therefore, Boeing 787 Dreamliner noted to become 10,000 lb lighter and consumed 20% less fuel through the usage of composite, relative to a comparably sized all-aluminum aircraft. Fiber composites, in Dreamline 787, used in fuselage, wing box, and empennage (=the tail portion of an aircraft, including the stabilizer, elevator, vertical fin, and rudder), and it had fully composite skin.
The other major aircraft producer, Airbus was indicated to use fiber composite in Airbus A310, and A 300-A 600 in 1985. CFRP has been used in the vertical fins of these aircrafts. The other parts where composites were incorporated in these aircrafts included wing leading edge, control surfaces, and fairings [62].
There are variety of the structural components and the types of aircraft where fiber composites were used. It included airliners and military aircraft. An example was boron/epoxy strap, produced by the US Sandia National Laboratories, used in repairing fatigued cabin and cargo door corners on L-1011 and DC 10.
Some other components included turbo fan and turbo prop engines, booster engine component, turbo fan blades, high-load components including compressor and main fan blades. Engine cowling (a streamlined removable metal covering for an aircraft engine, fuselage, or nacelle) was indicated to produce from fiber composite in most types of airliners aircrafts.
Phosphorus in fiber composite
Epoxies and their curing agent (aromatic diamines) containing phosphorus have been synthesized and investigated for FR exterior composite structure to be used in general aviation aircraft.
Phosphorus is present within the backbone of the epoxy resin structure and not as an additive. Thermogravimetric analysis, propane torch test, elemental analysis, microscale combustion calorimetry, and fire calorimetry were used to characterize the cure neat epoxy formulations [63].
A small phosphorous content of 1.5% by weight produced significantly increased flame retardancy in several formulations. Importantly, compressive strength and fracture toughness of several cured epoxy formulations were not decreased in the presence of phosphorus.
Phosphorus-based reagents were useful in providing halogen-free flame retardancy in composite. Study of pyrolysis and flame retardancy of halogen-free epoxy resin containing phosphine oxide, phosphinate, phosphonate, and phosphate (with phosphorous content around 2.6%) and flaming behavior of their carbon fiber composite was discussed [64].
It was found that an increasing oxidation state of phosphorus produced an increased amount of thermally stable residue, char formation, and reduction in volatiles containing phosphorus.
Enhancement in mechanical properties (tensile and bending characteristics and interlaminar shear strength) and flame retardancy were the important effects achievable in epoxy resins using phosphorus-containing reactive amine that acted as cross-linking agent. The properties produced in the modified epoxy resin were desired in aircraft and aerospace applications [65].
The commercial grade of epoxy resin might be useful in introducing any enhancement obtained for commercial application in reduced time schedule. The pyrolysis and flame retardancy of commercial grade epoxy resin RTM6 and 70 wt % carbon fiber RTM6 composite (RTM6-CF) were investigated using novel phosphorus-based oligomer. The study was to develop high-performance carbon epoxy composite for application in civil aviation.
The phosphorus-based FR was 9,10-dihydroxy-9-oxy-10-phosphaphenanthrene-10-oxide (DOPO) units linked to star-shaped aliphatic ground body tetra-(acryloyloxy)ethylpentarythritol (DOPP) or heterocyclic tris-[(acryloyloxy)ethyl]isocyanurate (DOPI), respectively. Subsequently, the decomposition models described the mass loss, evolved gas analysis (thermogravimetric Fourier transform infrared spectroscopy), and condensed product analysis. Glass transition temperature was decreased by adding DOPP and DOPI; however, the mechanical properties (interlaminar shear strength) of composite were unchanged [66, 67].
The flame retardancy was assessed using UL 94 and LOI tests and cone calorimeter. Modified epoxy resin RTM6 improved UL 94 rating from HB to V-1, and V-0; the LOI value improved from 25% to 34–38%. Significant enhancement was obtained in thermal stability indicated by reduction in peak heat release rate (31–49%) and total heat released (40–44%).
Significant improvement was achieved in flame retardancy of RTM6-CF composite when DOPI and DOPP were added giving LOI values of 45% and 48%.
The opportunities in producing and using the light weight, high-performance FR composites, in aircraft structure, are diverse. However, epoxy resin remained an important part. An example may be in the study of developing novel glass fiber-reinforced composite containing commercial grade epoxy resin, a phosphate-based intumescent, and inherently flame-retardant cellulose (Visil, Sateri) and phenol-formaldehyde (Kynol) fibers. Various types of composite structure were evaluated [68]. Several composite structures were produced and discussed in terms of the thermal stability, char formation, and flammability properties of the novel structures using thermal analysis, LOI, and cone calorimetry. The results described were useful in terms of the effect of individual additive on neat resin.
The parts of aircraft structure (A 350-XWB) were noted to be mixture of composite and metals (titanium/aluminum–lithium alloy). In wings, the main metal was used as inter-spar’s ribs. The spars were the supporting structures running along tip to bottom of wing, and the metal ribs were across the width of the wing structure. Carbon fibers were used in the outer skin panels of the fuselage [69].
An important value achievable using fibers was the light-weight and flexible character introduced in composite components, relative to metallic parts. Therefore, the fibrous composite showed the ability to be produced in right size precision to fit in component structure.
Fiber composite types in aircraft
The requirements for using fiber composites in constructing an aircraft may vary depending upon its type, design and engineering precision, desired weight reduction, strength characteristics, reduced flammability, etc.
Composite structures are imaginable to contain two or more different materials from simple sandwiched-type layered structure to a combination of organic or inorganic components where one material serves as matrix. In matrix composite structure, the matrix material fastens the other material, for example, fibers embedded in the matrix.
Important advances made in using the fiber-reinforced composites in aircraft construction were reviewed by Soutis [70]. The introduction of carbon fibers resulted in the realization of composite materials as significant contribution in aircraft structures. For military or civil aircraft manufacturing, the subjects of computational simulation and analysis using fiber-reinforced composites are indicated for future studies.
An important characteristic of composite material is the high strength-to-weight ratio resulting in exceptional reduction in overall weight of aircraft structures with the added benefit of reduced fuel consumption in a given mileage travel. Another interesting feature of composite is its ability to bend in one direction and not in other direction. The fibers can be placed in different directions in various layers of composite resulting in differential bending character [71].
Fiber composite types and their uses in aircrafts [62].

The airliner aircrafts presented on the Australian Register (till mid of 2007) mainly used CFRP and CFRP/Nomex honeycomb sandwich in components including engine cowling, control surfaces, lower engine nacelles, and empennage (the tail portion of an aircraft, including the stabilizer, elevator, vertical fin, and rudder).
Multi-dimensional woven composites
Producing a textile composite with a multi-dimensional structure may be possible for aircraft satellites and missiles applications. The development of such multi-dimensional fabric structure was useful in producing the desired components with little or no further fastening or joining of pieces at reduced manufacturing cost relative to conventional composite having such dimensions. The important structural components produced using such functional fibers for any aerospace application may be any of the following shapes [72]:
Two-dimensional (2D) woven shapes; Three-dimensional (3D) angle interlock multi-layer woven material and complex shapes; Tubular webbing and woven materials; Hybrids; Braids; and Spiral weaves/polar weaves.
The multi-dimensional structure, 2D or 3D is achievable using various reinforcing fibers including carbon/graphite, Nicalon®, quartz, Kevlar, glass, etc.
Natural fiber composite
The utilization of synthetic resins and fibers for improved heat resistance and FR properties in composite for aircraft received significant research interest [60, 68, 73]. Consequently, various developments were made in producing the composite for use in aircraft structure. The optimism in an increasing consumption of such composites was obvious, and it was indicated that fiber-reinforced polymers including CFRP might contribute more than 50% structural mass in an aircraft.
Generally, the natural fibers are combustible; particularly cellulose-containing fibers that may self-sustain combustion provided these were not treated for FR effect.
Comfort, handle, and strength properties are inherently available in natural fibers; however, performance characteristics including flame retardancy, heat resistance at an elevated temperature, pyrolysis resistance, abrasion and impact resistance, etc. require the development research studies.
Producing the composite structure using natural fiber for application in an aircraft may introduce another venue for opportunities. The nature of interest may be indicated through the Natural Fiber Reinforced Biocomposites (NATFIBIO) consortium project for the development of natural fiber-thermoset composite for application as secondary structures in aircraft [74].
The NATFIBIO research studies in using natural fiber composite claimed to develop a natural fiber-reinforced sandwich panel for the interior of Airbus aircraft.
Agro-based fiber was discussed for the utilization in producing composite and the potential application in high-performance fibrous structures. The five different types of agro-based fibers were (i) stem or bast fibers: the fibrous bundles in inner bark of plant stems; (ii) leaf fibers: these are found across the length of leaves; (iii) seed-hair fibers; (iv) core, pith, or stick fibers found as spongy inner part of stem in specific plants; and (v) other plant fibers excluding those in (i)–(iv) [75].
Except for flax, hemp, ramie, cotton, and kapok, all the said agro-based fibers were of shorter length. Once the fiber web was made, it can be processed to produce structural or non-structural composite.
Selected properties of glass and natural fibers [76].

An interest was shown in using natural fibers. Interesting properties including low weight, low cost, renewable, and biodegradable attributes of natural fibers were discussed. Five natural fibers namely bamboo, banana, kenaf, oil palm, and pineapple leaf fiber were reviewed for the possibility using biocomposite materials in aircraft radome application [77].
To date, the work in using the natural fiber-based composite in aircraft structure requires an increased research interest to obtain the possible benefits.
Fiber metal laminates
Another relatively different composite type of structure was FML. FMLs may be produced using thin, high-strength aluminum alloy sheets alternately bonded to plies of fiber-reinforced epoxy adhesive [78]. The resulting structure was indicated to offer useful features of organic matrix composite and metal; it was lighter in weight relative to existing metallic structure. Moreover, smaller number of part was required to build a component relative to produce the same component using metal alloy alone.
The FML was noted to offer improved levels in flame retardancy, fatigue behavior, inherent corrosion resistance, damage tolerant properties, and reduced labor work in production.
Spliced laminates (or FML with splice) were subsequently introduced. Splicing concept resulted in producing reduced weight components (20–50%), however, with relatively wider panels (greater than 4 m). It was indicated that spliced FMLs were of significant interest in the development of fuselage and lower wing materials for the next generation of Very Large Civil Transport Aircraft and the Ultra High Capacity Aircraft for number of passenger ranging over 600–800.
Review of the development of FML indicated the reduced moisture absorption of FML relative to the conventional carbon fiber/epoxy composite as an important advantage. The slower moisture absorption in FML is caused by the outer layer of aluminum. Improvement in weight reduction, damage tolerance, and mechanical properties introduced significant interest in the utilization of FML by several commercial organizations including Aerospatiale, Boeing, Airbus, etc. [79]. Important factors require control in the development of FML including bonding effects in fibers metal sheet, moisture sensitivity, effect of temperature, flow and bonding properties of adhesive, and its glass transition temperature.
Fuselage skin structure of high-capacity aircraft was an important user of FML comprising bonded thin metal sheets and fiber/adhesive layers [80]. Fuselage is a large structural component in aircraft; therefore, its weight reduction using fiber composites is an obvious advantage. In addition to weight reduction or reduced density of fuselage skin, other obtainable advantages included enhanced fatigue, impact, and damage tolerance.
Another example of flame-retardant laminate used is flame penetration blocker for fuselage. It is a laminate structure comprising 100–600 gm−2 mica paper having laminated on one or both sides of it using 30–300 gm−2 needled fabric layers containing flame-retardant fibers. The LOI value of FR fibers used can be in the range of 20–55 [81].
The aircraft skin construction through the incorporating the flame penetration blocker layers provides the opportunity to increase flame penetration time 3–4 min and assist in rescue efforts. This is particularly useful in post-crash fire caused by an impact of aircraft on ground and the development of fuel fire, where fire penetration time from outside to inside is 30–60 s. Possibly, another preventable hazard is the melting point of aluminum skin that is approximately 640℃, and kerosene flame results in a temperature of over 1000℃.
The mica paper bonded with FR fabric layer, using an adhesive cross-linking polymer is a non-rigid and flexible composite structure that can fit to the curvature or irregularities of the fuselage.
Selected applications of FR fibrous materials
Fibrous materials in high temperature engine
Light weight, high strength, and resistance to high temperature were particularly desired characteristics for performance of materials used in civil aircrafts.
The design of civil aircraft was conceptually required to have material in turbine inlet that would be working at temperatures approaching 1650℃ in anticipation. Therefore, the ceramic matrix composites (CMCs) may be used in meeting such requirements in combustor, turbine, and exhaust nozzle [82].
The Advanced High Temperature Engine Materials Technology Program (HITEMP) of NASA has studied materials to develop high-temperature composites for aircrafts. The study investigated polymer-matrix composites (PMCs) for 425℃, metal-matrix/intermetallic-matrix composites (MMCs/IMCs) for 1250℃, and ceramic-matrix composites (CMCs) for 1650℃. It showed that ceramic fibrous materials were used to meet the performance at the higher anticipated temperature requirements for aircraft engine.
CMCs were experienced as having reduced density and stable to high temperature. Those were used along with IMCs in compressor (the hot section of engine) resulting in 50% weight reduction in engine weight. Weight of an engine significantly increased the total weight of an aircraft. An aircraft operating with four engines would reduce approximately 40% of its weight resulting in reduced initial cost and significantly decreased fuel consumption during operation.
The confidence in using the high-temperature composite during the operating service life would be improved by identifying and evaluating their functional characteristics desired to be exhibited in real operating mode of an aircraft. It included 5000–16,000 h at temperatures, oxidation resistance, creep performance, failure mode, composite joining technology, database development showing any variation in mechanical properties against temperature. Where a composite met the desired performance, there might be requirements to develop new fabrication processes, and finding materials and equipment at an acceptable cost for manufacturing of desired composites.
However, in terms of analytical assessment, any fiber composite structure developed should simulate the demonstration in real operating conditions of engine including thermal gradient of engine components.
PMCs were found the lightest in weight relative to CMCs and MMCs/IMCs. PMC’s reduced weight was appealing for use in aircraft propulsion systems, e.g. General Electric Engine F-404; however, the advantage of reduced engine weight and low manufacturing cost were limited by the decreased thermal-oxidation stability. Some improvements achieved in commercially available PMCs included the graphite fiber/PMR-15 and graphite fiber/PMR-11-55 that performed between 290℃ and 354℃ for thousands of hours. However, HITEMP study was desired to produce PMCs with higher thermal-oxidation stability at 425℃.
Subsequently, the desired performance at 425℃ was investigated to achieve through improving polymer/fiber interfaces, composite processing, and oxidation-resistant coating.
The concept of introducing IMCs experienced significant drawbacks in the resulting properties including the chemical incompatibility and the difference in the coefficient of thermal expansion (CTE) between the constituent components (reinforcing fibers and matrix materials), poor low-temperature ductility, insignificant resistance to high temperature oxidation. Therefore, IMCs were not competitive relative to CMSs and PMCs.
Studies might be conducted to overcome the deficiencies in IMCs through the use of various metallic substances including aluminides and alloys, varying the structural composition using metallic compounds and fibers, and using fiber coating to limit fiber/matrix reaction and to reduce the CTE mismatch found between fiber and matrix.
CMCs or fiber-reinforced ceramics (FRCs) showed oxidation resistance, reduced densities, and capability to function at significantly higher temperatures relative to super alloys. The strength properties of FRCs were comparable to metals, and they exhibited metal-like deformation behavior.
It was indicated that the development of high-temperature composites using fiber reinforcement was significantly associated with the availability of fiber showing the desired performance at high temperature.
Therefore, the development of such fibers was obviously demanded for the advancement of aircraft engine structure. The desired fibers to be used in composites may be described in terms of the functional properties including the reduced density, increased strength, CTE similar to matrix material, chemical compatibility with the matrix, an enhanced stiffness, an appropriate diameter, etc.
The required diameter of fiber varied with the type of composite matrix. MMCs and IMCs required larger diameter (75–150 µm) fibers to ascertain higher fracture toughness. CMCs require smaller diameter (≤25 µm) of fibers for consistent brittleness. At the same time, the developed fiber used should be showing stability to high-temperature oxidation and corrosive conditions of gas-turbine engine. The requirements would include the availability of an appropriate fiber and coating type used [82].
High-temperature and flame-resisting materials in emergency slides
Another important device used in case of emergency during aircraft operation is emergency slide. An emergency slide may be used in an airplane accident. In case of fire in an airplane, the emergency evacuation slide should demonstrate thermo-stability or heat-resistant character and flame retardancy.
The heat-resistant properties of Russian and foreign-manufactured fibers used in producing evacuation slide with large internal volume were assessed. The utilization of pyrotechnic inflation system (nitrogen generators) supplied the gas into the evacuation slide inflatable tube at elevated temperature 130–400℃; that necessitated the use of fibers stable to such levels of higher temperatures in slide [83].
Increased heat-resisting properties of commercial fibers (produced in Russia) [83].

LOI: limiting oxygen index.
An important concern indicated was the higher cost production of high temperature-stable fiber in Russia. The small amount of such fibers produced were mainly consumed in highly important components of aerospace and missile systems.
It was concluded that para/meta-aramid fiber (Tverlana®) was the most appropriate for producing inflatable tube for emergency evacuation slides based on the production cost and desired thermo-mechanical performance [82].
Producing the FR fibers at desired performance level and acceptable cost may be studied using analytical modeling.
The significance of understanding polymer combustion and fire-resisting mechanisms using analytical modeling and the development of new characterization methods were also perceived important in a report produced by FAA. The report provided an overview of research conducted by FAA in producing fire retarding cabin materials for use in commercial aircraft [84].
Aircraft seats
Utilization of FR fibers in producing seat structure was indicated useful in US Patent 4,463,465 [85] and US Patent 5,669,799 [86]. The important reasons leading the incorporation of FR fibers in aircraft seat is to reduce the flammable and toxic vapors. Soft fabrics and furnishing are the major producers of flammable and toxic gases and vapors inside an aircraft cabin during post-crash fire. Fire in aircraft seat causes significant generation of flammable vapors/gases. Foam cushions in aircraft seat produces huge flammable vapors.
An aramid fabric or felt was used in constructing an aircraft seat [85]. The proposed structure was claimed to reduce flammability and thermal decomposition of seat cushion. The seat structure comprising cushion made of poly (urethane), the matrix was an aramid fabric or felt, and the outer layer was an aluminum film. The seat matrix catalytically reduces the flammable gases through producing less flammable species.
Non-woven FR fibrous components
Non-woven textiles were indicated to receive interest in applications where pleasing visual and tactile characteristics desired. However, rigidity was another significant attribute required in producing rigid or semi-rigid structural pieces referred as structural fascia.
Textiles and floor covering used in transport vehicles might be desired to contribute insulation to sound (sound deadening) and heat. The textiles used in lining and interior of an aircraft were additionally required to exhibit a level of flame retardancy.
Patented technologies were known for providing non-woven textile components with FR performance, along with any other desired characteristics.
Fire-blocking seat fabric for use in aircraft and spacecraft provided barrier to seat materials in catching fire [87].
A non-woven fire-blocking seat fabric was described [88]. It was a non-woven, multiplied FR fabric, containing at least two felted plies. Each felted fabric ply was produced using fibers from the group comprising aramid fibers, polybenzimidazole fibers, and phenolic fibers. The combined weight percentage of aramid and phenolic fibers in the said group was 80% (aramid fibers were about 10–60% and the range of phenolic fibers was 20–70%).
The felted plies were bonded into single fabric layer by fibers that were needled from one ply into the other respective ply. A stabilized woven-glass fiber scrim was positioned between the plies of the fabric.
Three layers of non-woven textile fibers, each comprising polyphenylene sulfide fibers and Nomex brand aramid fibers, were carded, cross-lapped, needle punched, and thermally bonded by heating the panel to softening point temperature of polyphenylene sulfide fibers. That structure obtained was patented for use as FR structural textile panel [89].
The thermoplastic properties of polyphenylene sulfide fibers provided permanent shape to fibers. The resulting non-woven textile was indicated to be appropriate for use as fire retardant structural fascia.
Use of fibrous structure as fire blocker in aircraft seats was indicated useful in several other patents [90–95]. The important fibrous structure used comprises para-aramid fibers, meta-aramid fibers, polybenzimidazole, carbon fibers, phenolic resin, melamine resin, and preoxidized PAN.
Regulatory work and standard testing
Probably, the specifications or regulations developed by the British and US authorities in suppressing the fire and smoke are considered significantly important around the world. In general, the performance standards introduced through regulation were useful in achieving enhancement in aircraft transport.
The safety regulations in The Air Commerce Act (1926) addressed an aircraft registration; the rating of an aircraft as to airworthiness; the examination and rating of airman; navigation facilities, and aviation school; the rating of airlines; and the establishment of air traffic rules. Investment in providing the ground facilities (sunk cost) was borne by federal government [96].
Amendments 25--59, 29--23, and 121--184, issued by FAA on 23 October 1984, required the seat cushions to meet enhanced flammability standards in transport category airplane and rotorcraft [97].
Program of intense testing including full-scale testing, intermediate testing, bench-scale testing, and electrical ignition testing on thermal acoustical insulation was introduced by Federal Aviation Administration in fall 1998.
In background, this program was prompted by fire test requirements following the crash of Swissair MD-11 off the coast of Canada and the failure of an industry fire test standard called the cotton swab test to evaluate the flame retardancy of particular foam and fiberglass cover material. Flame spread on thermal acoustical insulation blankets produced by electrical failure including short circuit was the part of this program. Thermal insulation acoustical films tested in the program included polyimide, metallized and non-metallized polyester poly(ethylene terephthalate), and metallized poly(vinyl fluoride) [51].
Subsequently, in July 2003, the FAA regulation titled “improved flammability standards for thermal acoustic insulation materials used in transport category airplanes” was issued [52].
Possibly, an earliest realization of improving aircraft safety in terms of resisting the fire was the utilization of fire suppression technology. It was indicated that the predominant fire threat was within the aircraft powerplant compartments where engine nacelle area was most vulnerable [53].
The fire suppression systems and the use of FR materials were the two distinct subjects addressed in rule making at various stages in aviation history. However, fire suppression system relatively received earlier introduction in an aircraft service. Use of FR material would lead the fire prevention. The FR materials would be improving mainly with the experience of aviation industry in using that material in particular structure and aircraft type and material performance in an aircraft accident.
Fiber flammability test and regulations for aircraft [98].

FAR: Federal Aviation Regulations.
An aircraft manufacturer may undertake compliance to modified version of standards for improved performance. For example, Airbus Test Specification (ATS) 1000.001 was an extended version of FAA regulations, produced by Airbus in 1979, for assessing smoke and toxicity requirements. All non-metallic materials installed in the pressurized section of Airbus fuselage were required to meet ATS 1000.001. Subsequently, the standard ABD 0031 replaced ATS 1000.001 in 1994. The test standard ABD 0031 was to assess more severe smoke emission limits for non-metallic interior materials. All non-metallic materials used in pressure section of fuselage were required to meet ABC 0031 standard.
Investigations are useful to introduce or to find more realistic testing method to evaluate the possible flammability hazard in selected part of aircraft. Therefore, FAA can examine the appropriateness of its flammability test requirements for any material used in aircraft including thermal acoustic insulation, thermal wiring, and heating, ventilation, and air conditioning ducts, and thermal insulation films used in the interior skin of commercial aircraft [99, 100].
The introduction and availability of FR materials in consumer market introduced an interesting means of fire prevention in aircraft. It has significantly assisted the enhancement in the FR structure development and the regulatory frame work.
FAA fire testing standard
Flammability testing standard may not be an accurate indicator for the flame retardancy requirements for real fire occurrence in aircraft. However, it may provide a level of confidence on the performance of fibrous material to resist a fire or heat source in a given conditions.
Flammability test for the evaluation of fibrous material [101].
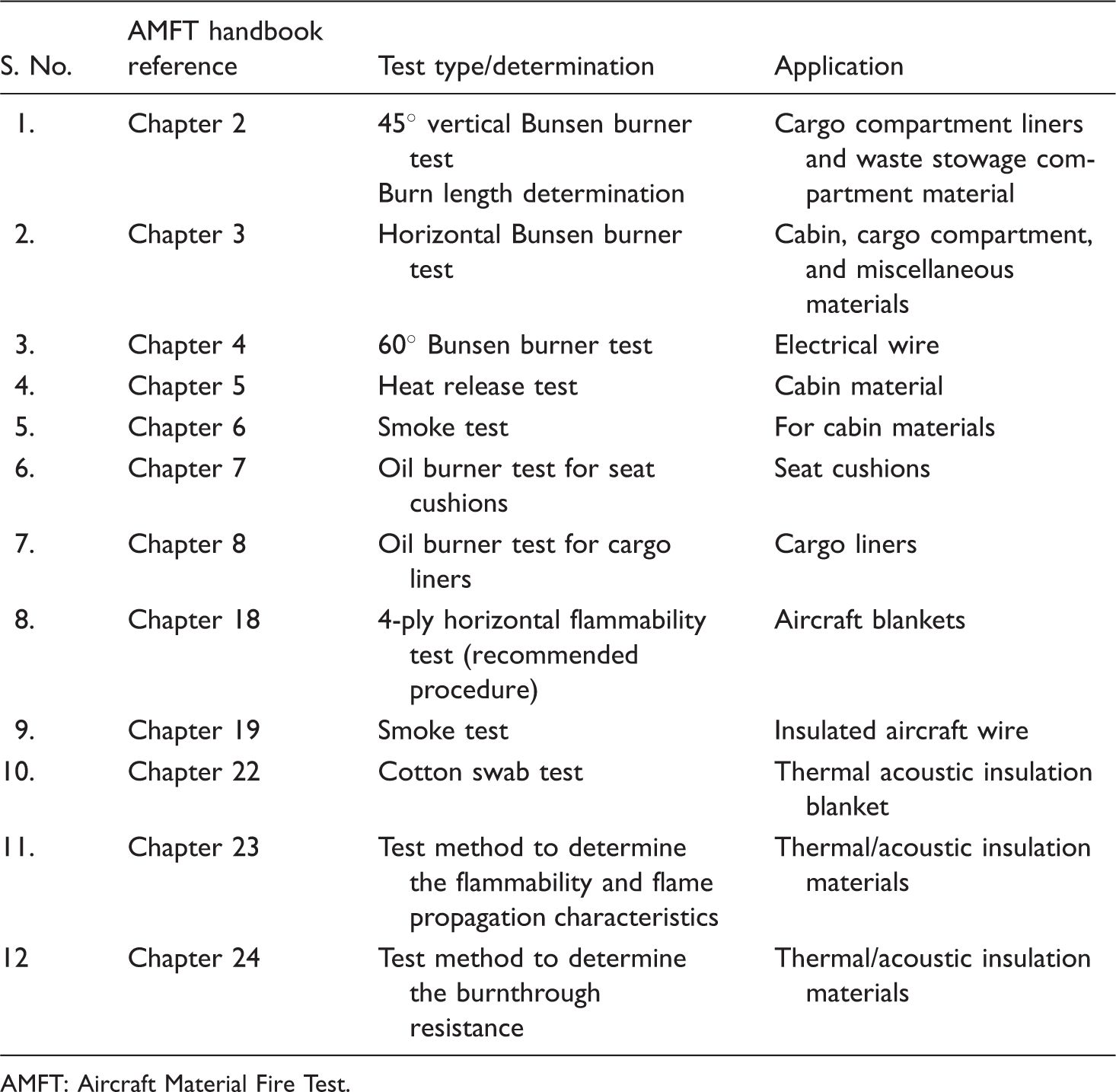
AMFT: Aircraft Material Fire Test.
Flammability regulations and ACs
Advisory circular (AC) the guidelines for meeting the FARs through particular test performance of materials used in aircraft. Such ACs are perhaps more convenient to assess material performance for particular conditions of fire possible in an aircraft. Therefore, the important ACs addressing fire safety in aircraft are described.
An example is AC: Flammability requirements for aircraft seat cushions (ANM-110). This AC may cover the flammability requirements for compartment interiors based on section 25.853 of part 25 of FAR, and section 29.853 of part 29 of FAR; flammability of seat cushions is covered in FAR part 25, Appendix F-Part II. Important information on the use and application of flammability test is provided in AC in regard to the FAR [102
Testing the flammability hazard of seat cushion used in aircraft is not limited to the flaming resistance of seat cushion. It is related with the foam cushion material-main source of producing the hazardous smoke and layer covering the foam mass. The foam combustion may result from the rise of foam temperature following the heat transmitted to foam through the outer upholstery cover. Release of smoke and toxic gases are possible from the ignition of foam. FAR also requires the outer layer of seat cushion to possess flame retardancy. Large amount of smoke generation can be prevented when seat cushion cover is FR. The recommended test procedure utilizes two gallon per hour oil burner operating at temperatures and heat flux levels comparable to a cabin fire. The flame retardancy qualified seat cushion using this AC would be adequate for utilization in aircraft seat.
Advisory circulars produced for regulating fire/smokea [102].

FAR: Federal Aviation Regulations.
aThe list may not be exhausted.
Future outlook
Currently, the mass of combustible textiles fibers used in commercial aircraft may be around 909 kg. The variety of textile fibers used in commercial aircraft includes interior furnishing (seat upholstery, wall coverings, decorative pieces, etc.), carpeting, seat belts, blankets, and high-performance fibrous composite in structural components, etc. Wool, nylon, polyester, cotton, and their blends are traditionally used.
Halogenated FR finishes particularly polybrominated FR experienced serious environmental concerns. Adverse medical effects on animals were confirmed resulting from the exposure to selected PBDEs. Consequently, several such FRs faced restrictions/banning. The release of toxic gases/smoke can be severe during the elevated heat exposure of brominated FR fibers. Therefore, the alternatives to such brominated FRs should remain the work for research studies. The FR performance imparted by NBFRs to fiber would be important in meeting the particular standard requirements in future.
Flame retardancy, weight reduction, reduced fuel consumption, and replacement of hazardous materials, in terms of smoke density and toxicity, in the structure of aircraft provided the encouraging venues for the use of flame and heat-resistant fibrous materials. The conventional organic polymeric materials used are combustible. Therefore, FR fibrous materials can be attractive alternative in replacing combustible polymers and heavier metal parts with the added features of safety and weight reduction. The future outlook of utilizing fibrous materials in aircraft will continue to be a subject of research work interest.
Flame retardancy is indeed an important attribute of fiber; however, it may be emphasized that it is not the single requirement desired. Any FR fiber, to be useful in aircraft structure or in interior furnishing, should be effective in demonstrating the other desired attributes required in FAR, aircraft design, manufacturing, and durability of high-performance effects.
Since the manufactured high-performance fibers are comprehensively available in market with tested evaluation data, the use of such fibers is more significant in structural composite produced for aircraft. The natural fiber composites are not explored with that level of performance studies seen in manufacture fibers.
Natural fibers and their blend utilization can be an important subject in investigating the possible cost reduction for producing composite structural components and desired FR articles for aircraft.
Concerns are known for the reparability of fiber composite used. The studies in this direction would indeed be useful; however, the durability in the desired performance of fibrous material can be an attractive area to demonstrate the effectiveness.
Important research areas in terms of hazard assessment would be fire flashover, smoke and toxic gases release, and the associated effects on occupants. The FR fibers and composite used would require studies in determining the viability for utilization in aircraft.
Conclusion
Safety is a highly desired performance feature in aircraft. Fire and heat are known hazards and as an important cause of accident. Accidents caused by fire in engine, cabin, and hidden areas of aircraft are known in the reported aviation records. The mass range of combustible materials can be in the range of 3300–8400 kg in an average passenger aircraft. Therefore, the utilization of flame-retardant and heat-resistant fibrous material is obvious. Moreover, improved performance in an aircraft operation may also be obtainable using fibrous materials. Ceramic, glass and carbon fibers, aramid fibers, and FR natural fibers including flax, cotton, wool etc. in the form of composite, laminates, home textile, and furnishing can be useful in adding safety and performance in aircraft.
Presently, fibrous composites are consumed in aircraft production in significant amount by the important manufacturers. The realization of significant performance of fibrous materials resulted in finding alternative structural material to replace the traditional metals and materials used in manufacturing of an aircraft. Flame retardancy, thermal stability, strength, weight reduction, chemical and corrosion resistance, ease of manufacturing, fuel reduction, and improved safety are achievable performance characteristics using fibrous materials.
The FR fiber composite will remain of significant research interest, particularly those meeting the requirements for durable performance. Carbon fiber, para-aramid fiber, and ceramic fiber provided the inherent flame retardancy and heat resistance coupled with several other high-performance effects including high strength characteristics and resistance to environmental effects and fatigue. Therefore, these fibers occupy significant consumption in producing composite structures for spacecraft. The natural fibers and/or their blend may provide environment-friendly substrate for FR finished articles used in aircraft interior furnishing. However, important research areas for natural finishing is to find out alternative polybrominated FRs, where necessary, that are demonstrated environment-friendly. Important research areas in terms of hazard assessment would be fire flashover, smoke, and toxic gases release. The FR fibers and composite used should demonstrate the viability to meet the hazard, emergency, and performance durability requirements for utilization in aircraft.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.